
Abstract
Alkylation of benzene with 1-decene for production of linear alkylbenzene in the presence of nanotitania (n-TiO2)-supported Dawson heteropolyacids was studied. Various operating parameters including benzene to 1-decene molar ratio, catalyst weight percent (wt%), catalyst loading (wt%), calcination temperature, reaction time, and temperature influenced the reaction yield. Fractional factorial design was employed to screen these parameters, and significant parameters modeled by a central composite design. Finally, the best conditions were defined by using nonlinear Nelder–Mead optimization to reach maximum reaction yield.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Linear alkylbenzenes (LABs) with long chains (C10–C14) are often used in production of linear alkylbenzene sulfonates (LASs), one of the most widespread types of synthetic anionic surfactant. LAB is commonly produced on industrial scale by alkylation of benzene with C10–C14 α-olefins in presence of acidic catalysts [1, 2]. The commercial and common benzene alkylation catalysts are HF and AlCl3. These homogeneous catalysts are highly toxic and corrosive, and their application is associated with corrosion of equipment, low reaction selectivity, and formation of waste products. Also among all the drawbacks, the problems of handling, transporting, and storage of these hazardous acids have not been seriously investigated, and researchers are trying to replace them. Besides, separation of reaction products from the catalyst is often performed with difficulty, being an energy-consuming process [3, 4]. Therefore, considerable effort has been made to replace the conventional acids with efficient, selective, and ecofriendly catalysts for use in alkylation reactions [1, 5]. Owing to the environmental and technological advantages of heterogeneous catalysts, their is a widespread tendency toward the application of solid acid catalysts [4].
A wide variety of solid acid catalysts, including zeolites [6, 7], clays [8, 9], ionic liquids [10], heteropolyacids (HPAs) [11–15], and supported aluminum chloride [16], have been employed for alkylation of benzene with alkenes. Recently, use of HPAs as catalyst has attracted more attention [17]. HPAs are metal-oxo anionic clusters whose chemical properties can be controlled by transition-metal substitution and appropriate countercation [5]. They have both acid and redox properties, catalyzing a wide variety of reactions in homogeneous and heterogeneous systems [18]. HPAs are more active as catalysts than conventional organic and inorganic acids. Reactions catalyzed by conventional Brønsted or Lewis acids proceeded in the presence of solid HPAs more efficiently and under milder conditions [17]. Their stability, extensively alterable molecular properties, ease of acidity control, reduction potential, and solubility have already led to the applicability and commercialization of catalytic processes based on HPAs [19].
There are many types of heteropoly compounds, but the most applicable of them are Keggin, Dawson, and Preyssler structures [5, 20]. Dawson acids appear to be more active in many gas- and liquid-phase reactions than those of Keggin type, and application of this structure as catalyst is a field of growing importance in acid catalysis [21, 22]. Dawson acids possess superacidity and remarkable stability in solution and solid state, making them suitable for use as catalysts [23].
The main problems with HPA catalysts are their low surface area and their high solubility in polar solvents. Supporting HPAs on acidic or neutral solids such as silica, titania, alumina, zirconia, and activated carbon enhances their specific surface area as well as catalytic activity [14, 15]. Titania is a widely used catalyst support, increasing catalytic activity due to the strong interaction between the active phase and the support [24].
Experimental design provides more precise data and more complete information on a studied phenomenon with a minimal number of experiments and the lowest possible material costs. In other words, design of experiments helps to understand the effect of each parameter and its interactions, and also model the relationship between the operating parameters and the response [25, 26]. For most multivariable processes such as chemical systems, it is necessary to use an initial screening design prior to optimization. The two-level factorial design methodology is a tool for this purpose [27]. This design helps to evaluate many factors to discover the more important ones. As the number of factors in such two-level factorial designs increases, the number of runs becomes very large, because the total number of experiments for a full two-level factorial design increases exponentially with the number of factors. Fractional factorial designs (FFDs) can be used in such cases to draw out valuable results from fewer runs. On the other hand, the response surface methodology (RSM) under central composite design (CCD) is used to model process parameters.
The present study investigates the application of nanotitania-supported Dawson HPA as a solid acid catalyst for LAB synthesis. Operating parameters were also investigated using a statistical experimental design approach to achieve the maximum reaction yield. To the best of our knowledge, there are no reports concerning use of this catalyst for alkylation of benzene with 1-decene. Also, this is the first study on application of these experimental design methods for such a reaction in the presence of nanotitania-supported HPA catalyst. A screening strategy with a two-level FFD is used to determine the effective parameters for the process. Then, the operating parameters are modeled using CCD, and the response surface graphs are plotted based on the resulting equations. Also, the optimum values of the parameters are defined using nonlinear optimization.
Materials and methods
Chemicals and instruments
The required chemicals including nano-TiO2 powder (particle size ~20 nm), benzene (99.5 %), and 1-decene (96 %) were purchased from Merck Company and used as received. The products were identified by gas chromatography–mass spectrometry (GC–MS) analysis using an Agilent 6890 GC system with Hp-5 capillary (30 × 530 μm × 1.5 μm nominal).
Catalyst preparation
Potassium salt of Dawson K6[P2W18O62] was synthesized according to literature reports [28, 29]. Dawson acid (Dawson, H6[P2W18O62]) was prepared by passage of aqueous solution of potassium salt through a cation exchange resin column (Dowex-50w × 8) and evaporation of the solution.
Supported catalyst with different loadings (Eq. 1) was prepared by the impregnation method using nano-TiO2 as support. The weight ratio method was employed, as widely used for preparation of supported HPAs [30–32], followed by HPA leach checking for verification. Dawson solution and nano-TiO2 powders were mixed together at 10:90, 35:65, and 50:50 weight ratio in water (the amount of HPA deposited being 10, 35, and 50 with respect to the support). The mixture was stirred at room temperature for 12 h, followed by evaporation at 50 °C under reduced pressure. The resulting solid was dried at 120 °C for 2 h. The dried sample was finally calcined in air at specified calcination temperature. For this purpose, the supported catalyst was heated at a rate of 5 °C/min to the final temperature, held for 4 h under static conditions, then cooled to room temperature at the same rate.
Catalyst testing
Liquid-phase alkylation of benzene with 1-decene in the presence of synthesized solid catalyst was carried out at atmospheric pressure in a 50-mL glass batch reactor equipped with a magnetic stirrer–heater and condenser. Nano-TiO2-supported Dawson HPA with different loadings was used as catalyst in the LAB production reaction. In a typical experimental, supported Dawson catalyst with specified loading was mixed with benzene and 1-decene and then placed in the glass reactor. The reaction was conducted at specific constant temperature. After reaction completion, the mixture was centrifuged to separate catalyst and then product was identified in the liquid-phase solution and measured quantitatively using GC–MS.
The catalyst was filtered at the end of the reaction and then washed with water and dried. The dried catalyst was recycled for the next run under the same conditions. The results indicated that the activity of the catalyst was not affected even after the third run with recycled catalyst. This phenomenon implies that there is no leaching process.
Experimental design
The experimental design and statistical analysis of the results were performed using Design Expert (version 8.7.0.1) statistical software. This software helps to develop efficient processes, quickly solve manufacturing problems, and make breakthrough discoveries by applying powerful statistical methods.
The main objectives of the experimental design included: (1) investigation of combined effects of benzene to 1-decene molar ratio, catalyst weight percent, catalyst loading, calcination temperature of catalyst, reaction time, and temperature on the conversion of 1-decene and LAB production yield, (2) modeling of parameters to find the best relationships between the parameters and responses, and (3) determination of optimum process conditions to achieve the maximum conversion and yield of LAB production. 1-Decene conversion and LAB yield were defined using the following equations:
or
Results and discussion
Fractional factorial design
Factorial design is a useful method to screen process parameters to determine the operative parameters from a list of nominative parameters. In this part of the research, the influence of six parameters on the conversion of 1-decene and yield of LAB, as responses, was investigated using the two-level FFD methodology. The parameters and their experimental ranges are outlined in Table 1. The various values at which a factor is tested are called levels. The selection of the specified values for the low and high levels was made in accordance with values given in literature for alkylation of benzene with 1-alkenes. The reactions were performed under atmospheric pressure.
Each parameter was tested at two levels, high (+) and low (−). On the other hand, the variables are expressed in terms of the coded parameters according to Eq. (5).
where x i and ξ i are the coded and real values of the variables, respectively. \(\xi_{i}^{\hbox{max} } \;{\text{and}}\;\xi_{i}^{\hbox{min} }\) are the values of the variable at the high and low levels.
A full two-level factorial design for the six factors would result in 64 experiments, which provides enough information for evaluation of main effects and all interactions including higher-order interactions. However, the most significant terms are usually the main effects and lower-order interactions. Hence, a 26–2 FFD along with three experiments at the center point was used to check the curvature. In this design, each main effect was aliased with two groups of three-factor interaction and each two-factor interaction was aliased with one two-factor interaction and two groups of three-factor interaction. To estimate and decrease the overall process error, three replications were considered for each design point.
The average response value found experimentally from the actual center points was compared with the value estimated from the average of the factorial points. If the actual center point value differs from the predicted one, there is curvature in the region of the design. The overall number of experiments including replications and trials at the center points was 35. The design plan and the results of the experiments are summarized in Table 2.
As can be concluded from Table 2, the 1-decene conversions were found in the range of 0–99.06 %, while the range of LAB production yields was from 0 to 100 %.
To analyze the results in detail, analysis of variance (ANOVA) for 1-decene conversion (Y 1) and yield of LAB production (Y 2) was used, and the results are presented in Tables 3 and 4 for Y 1 and Y 2, respectively. The two-level FFD presented a first-order model for prediction of the responses. To investigate the effect of the variables on the responses, a 95 % confidence level was considered. Thus, Prob > F (P) values less than 0.05 indicate that the corresponding parameter is significant.
The F value is the ratio of the model mean square to the error mean square. If the calculated F value becomes high enough, the model will be a good predictor for the experimental data. According to Table 3, the model F value was determined as 155.57, implying that the model is significant and there is only a 0.01 % chance that a model F value this large could be achieved due to noise. However, the curvature is significant, indicating that a linear model along with the interaction terms was not adequate to explain the response. Therefore, it is important to investigate the probable interactions of the factors using response surface design to generate a more reliable model to investigate the effect of the significant factors.
A P value less than 0.05 indicates that the model term is significant. Thus, in this case, B, C, D, F, AE, AF, BD, and BF are significant model terms. On the other hand, values greater than 0.05 indicate that the model terms are not significant. The P values of the benzene to 1-decene molar ratio (A) and reaction time (E) in Table 3 indicate negligible effects of these main factors; however, their interaction, namely AE, exhibits an important effect on the response.
Table 4 also represents that the F value and P value of the model are 31.49 and <0.0001, respectively, and the model is significant. Furthermore, for the LAB production yield, the P values of A, C, D, F, AB, AE, AF, BD, and BF are less than 0.05, confirming that they are significant. Although the catalyst weight percent (B) and reaction time (E) are not significant, their interactions with other parameters are important.
In addition, the model was further evaluated using a half normal probability plot of the Studentized residuals, which shows the effects for each response (not shown). This diagram is a tool for determination of significant terms, as well. All the parameters that lie along the line have negligible effects on the 1-decene conversion or yield of LAB production, whereas the effective parameters lie far from the line.
According to the results, the following first-order equation gives the 1-decene conversion as a function of the significant terms, with the exception of A and E. This equation is in terms of the coded factors.
The main effects of the benzene to 1-decene molar ratio (A) and reaction time (E) were not significant, but these terms were added to the model to make it hierarchical. In other words, lower-order terms are added to the model to complete the family of any higher-order terms. A well-formulated model should include all main effects present in the interactions, even if the main effects are not statistically significant on their own. If the coded model is nonhierarchical, the actual model will be incorrect.
Also, Eq. 7 represents the first-order model for the yield of LAB production, in which again the insignificant main effects, including B and E, have been added to obtain a hierarchical model.
These described models reveal that increasing the reaction temperature had a very remarkable positive effect on the responses. This parameter has the highest positive coefficient in the models compared with the other main and interaction terms. The most negative effect is exhibited by the calcination temperature, which displays the highest negative coefficients in both Eqs. 6 and 7. On the other hand, the results of experiments (Table 2) demonstrate that the highest values of conversion and yield of LAB production were achieved at the high reaction temperature (80 °C). This is the highest possible temperature for alkylation of benzene with 1-alkene at atmospheric pressure, since the boiling point of benzene is about 80.1 °C. The best results for the responses were also obtained at the low calcination temperature of 300 °C in this study. The high F values of these parameters in Tables 3 and 4 also provide good evidence for their remarkable effects.
Therefore, 80 and 300 °C are the most suitable reaction and calcination temperature for the process of LAB production in the presence of n-TiO2-supported Dawson HPA. Thus, for the rest of the experiments, the reaction temperature and calcination temperature were selected constant at 80 and 300 °C, respectively.
The curvature P value of less than 0.0001 (Table 3) detected that there was significant curvature (as measured by the difference between the average values of the center points and the factorial points) in the design space for 1-decene conversion. The curvature P value for yield of LAB production was 0.9144, indicating that the curvature in the design space was not significant for this response. So, the linear model along with interaction terms is not suitable to explain the conversion of 1-decene.
Response surface methodology
In this section, the experimental design based on CCD was applied to capture the curvature of the response in the design space and correlate the 1-decene conversion and yield of LAB production with the four process variables.
CCD as the most popular response surface method is used to estimate quadratic models. This design uses three groups of design points: (1) two-level factorial design points, (2) axial points, also called star points, and (3) center points. The two-level factorial part of the design consists of possible combinations of high (+) and low (−) levels of the variables. For determination of the axial points, a new concept namely “alpha” is defined, whose value is calculated for design rotatability. If the alpha value is equal to 1, the design is referred to as a face-centered CCD, because the location of the star points is at the faces of the cube portion of the design. This design requires only three levels for each factor. At the star points, all of the factors are set to the midpoint except one factor which has the value ±alpha. The center points also use the midpoint of each factor range. Therefore, CCDs, except face-centered CCDs, require five levels of each factor.
In this study, for the four variables of benzene to 1-decene molar ratio (A), catalyst weight percent (B), catalyst loading (C), and reaction time (D), the CCD includes studying small face-centered CCD (alpha = 1) with two central points and 18 sets of experimental conditions. The levels of reaction temperature and calcination temperature were kept at 80 and 300 °C, respectively, as discussed above. The variables along with their levels are presented in Table 5.
Table 6 presents the complete experimental plan with measured values of 1-decene conversion and yield of LAB production. Precise evaluation of the results, fitting the model, and examination of the statistical significance of terms were done using ANOVA tables, as summarized for the quadratic response models in Tables 7 and 8.
The model F value for 1-decene conversion was 693.94 (Table 7), implying that the quadratic model is significant. In this model, the P values were used to check the significance of each model term, as well. According to Table 7, A, B, C, E, B 2, C 2, AC, and CE were significant terms (P value <0.05). Based on the F values, the importance of the process parameters for 1-decene conversion can be ranked in the following order:
Also, it can be seen that the variables with the strongest effect on 1-decene conversion are the linear and quadratic terms of catalyst loading followed by the linear effect of catalyst weight percent.
The results in Table 8 indicate that the quadratic model for LAB production yield was significant (F value = 447.19 and P value = 0.0002). The model terms with significant effect on this response can be ranked as follows:
The data in Table 8 illustrate that the interaction between the catalyst weight percent and catalyst loading (F value = 1498.85) is the term with the greatest effect on the yield of LAB production, followed by the quadratic and linear effects of catalyst loading.
The values of the regression coefficients were calculated using a backward-mode multiple linear regression (MLR) model to exclude nonsignificant effects from the model to avoid overfitting. The overall quadratic models as the final models for prediction of 1-decene conversion and LAB production yield are presented as Eqs. 8 and 9, respectively, in terms of coded factors.
The 1-decene conversion and LAB yield as predicted by the models are presented in Table 9 with corresponding experimental values.
The fit by the models was quantified using the corresponding determination coefficient (R 2). An R 2 approaching 1 implies that the statistical model appropriately fits the actual data. The R 2 values for 1-decene conversion and yield of LAB production were found to be 0.9989 and 0.9995, respectively. These values demonstrate the suitability of the models to explain the behavior of the responses and emphasize that 99.89 % of the variability in the 1-decene conversion experimental results can be explained by the predicted quadratic model. Also, the model of LAB yield production explains 99.95 % of the total variation. It should be noted that this statistic parameter will increase when adding a variable to the model, regardless of whether the additional variable is significant or not. Consequently, high values of R 2 do not always signify model accuracy. Accordingly, the adjusted R 2 is used, whose value depends on the number of model terms. If additional terms are not significant, the adjusted R 2 value will decrease. The adjusted R 2 values were 0.9974 for 1-decene conversion and 0.9972 for yield of LAB production, which are also high enough.
Another statistical parameter in the ANOVA table to check the fitness of the model is the predicted R 2, which is a kind of measurement to define how well the model predicts a response value. The predicted R 2 values of 0.9914 for 1-decene conversion and 0.9368 for yield of LAB production indicate the ability of these quadratic models to predict empirical data. These values are in reasonable agreement with the corresponding adjusted R 2 values, showing the suitability of the models.
Adequate precision is another parameter for model evaluation, measuring the signal-to-noise ratio, with a ratio greater than 4 being acceptable. This parameter compares the range of predicted values at the design points with the average predicted error. The “adeq. prec.” value measures the signal-to-noise ratio, and for the quadratic models of 1-decene conversion and LAB production yield the ratios are 63.526 and 65.965, respectively, indicating that these models can be used to navigate the design space.
The conversion and yield of LAB production predicted by the two mentioned models versus their corresponding experimental values, as shown in Fig. 1, demonstrate that there is reasonable agreement between the models and the experimental data.

Predicted versus actual values of a 1-decene conversion and b yield of LAB production
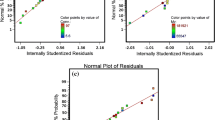
The normal probability plot of the Studentized residuals is an additional tool to investigate the sufficiency of a final quadratic model. Figure 2 shows the normal probability plot for 1-decene conversion and yield of LAB production. The points on these plots are located close to the straight line, confirming that the residuals follow a normal distribution and the data are normal.

Normal probability plot of Studentized residuals for the quadratic models for a 1-decene conversion and b yield of LAB production
There was no reason to suspect any violation of the independence or constant variance assumption, as all figures showed nearly constant variance over the variable ranges. Thus, all plots appeared satisfactory, and there was no reason to reject the conclusions.
Another graphical diagnostic method to check model adequacy is the plot of residuals versus different variables such as predicted values, run order, and factors (not shown). These plots were checked, and there was no reason to suspect any violation of the independence or constant variance assumption, as all figures showed nearly constant variance over the variable ranges.
To investigate the relations between the responses and process parameters, three-dimensional graphs of the response surface as obtained by the models were used.
Figure 3 illustrates the variation of 1-decene conversion with benzene to 1-decene molar ratio and reaction time at constant catalyst weight percent (3 wt%) and reaction time (2 h). As this figure shows, both parameters possess modest positive effect on 1-decene conversion, as can be seen from the values reported in Table 7 as well as the coefficient in Eq. 8, but the effect of the benzene to 1-decene molar ratio is small compared with that of the catalyst loading. Increasing the catalyst loading from 10 to 50 wt% enhances the conversion value up to about 35 wt%, after which it stays approximately constant. At low catalyst loading, the benzene to 1-decene molar ratio has no considerable effect on the conversion, but the effect of the benzene to 1-decene molar ratio increased with increase of the catalyst loading to 50 wt%.

Response surface for effect of benzene to 1-decene molar ratio and reaction time on 1-decene conversion
Figure 4 demonstrates the response of 1-decene conversion as a function of reaction time and catalyst loading, while the benzene to 1-decene molar ratio and catalyst weight percent were kept constant at 11 and 3 wt%, respectively. Reaction time had a positive effect on 1-decene conversion, but its effect was small compared with that of the catalyst loading. Among the four process parameters, the largest effect was exhibited by the catalyst loading, as can be seen from Eq. 9. Also, the F value of this parameter in Table 7 confirms its greatest effect. At catalyst loading of 10 wt%, conversion was negligible, but increasing the catalyst loading increased the conversion significantly, and full conversion was achieved. Using catalyst loading of at least 30 wt%, 1-decene conversion of 100 % could be achieved, regardless of the reaction time. Higher catalyst loadings of Dawson acid exhibited strong catalytic activity. In other words, the active acid sites of nanotitania-supported Dawson enhance the benzene alkylation reaction to go forward to full conversion. Thus, the supported catalysts with moderate loadings were adequate to achieve high 1-decene conversion.

Response surface for the effect of catalyst weight percent and catalyst loading on 1-decene conversion
The effect of changing the reaction time and benzene to 1-decene molar ratio on the yield of LAB production is shown in Fig. 5. At the lower benzene to 1-decene molar ratio, the yield of LAB production was enhanced by increasing the reaction time, whereas at higher molar ratios, it decreased with increasing reaction time. This means that, to achieve the desired yield of LAB production, if the reaction time is low, the molar ratio of benzene to 1-decene should be high and vice versa. Otherwise, undesirable diphenylalkane and dialkylbenzene are produced. In other words, the interaction of these two parameters exhibits a significant effect on the LAB yield production, as emphasized by the considerable effect of its F value in Table 8.

Response surface for the effect of benzene to 1-decene molar ratio and reaction time on yield of LAB
Figure 6 presents the simultaneous effect of catalyst weight percent and catalyst loading on LAB yield production at constant reactant molar ratio (11) and reaction time (2 h). It shows that catalyst weight percent has negative effect on LAB production yield. However, when the catalyst loading is 10 wt%, the catalyst weight percent does not impact on the yield of LAB production and the response tends to zero. In addition, it can be seen from this plot that, when the amount of catalyst used in the reaction medium is low, the yield of LAB production increases greatly with increasing catalyst loading. On the other hand, at higher catalyst weight percent, when the catalyst loading was increased from 10 wt% to about 35 wt%, the LAB production yield was enhanced, but increasing the catalyst loading up to 50 wt% caused a reduction in this response. This effect might be due to conversion of desired LAB product to undesired heavy alkylbenzene (HAB) such as diphenylalkane and dialkylbenzene.

Response surface for the effect of catalyst weight percent and catalyst loading on yield of LAB
Optimization
The optimum process operating conditions for alkylation of benzene with 1-decene in the presence of nanotitania-supported Dawson HPA were determined by nonlinear optimization to achieve the maximum 1-decene conversion and yield of LAB production. Table 10 summarizes the optimum values of the process parameters along with the predicted responses. According to Table 10, the best conditions that provide the highest value of 1-decene conversion and yield of LAB production are benzene to 1-decene molar ratio of 17, catalyst weight percent of 1.8 %, catalyst loading of 35 %, and reaction time of 1 h.
Conclusions
Liquid-phase alkylation of benzene with 1-decene for LAB production in presence of novel and green Dawson HPA supported on titania nanoparticles was studied, and experimental design methods were used to optimize the experimental conditions. The results of two-level FFD showed that the reaction and calcination temperature of the catalyst had the most significant positive and negative effect, respectively, on 1-decene conversion and yield of LAB production. Moreover, CCD study detected that the catalyst loading was the most effective parameter for both responses. Accordingly, the molar ratio of benzene to 1-decene, catalyst weight percent, catalyst loading, and reaction time have positive effect on the 1-decene conversion.
References
M. Horňáček, P. Hudec, A. Smiešková, T. Jakubik, React. Kinet. Mech. Cat. 99, 431 (2010)
J.C. Penteado, R.E. Bruns, L.R.F. Carvalho, Anal. Chim. Acta 562, 152 (2006)
C. Perego, P. Ingallina, Catal. Today 73, 3 (2002)
P.N. Borutskii, E.G. Kozlova, N.M. Podkletnova, N.D. Gil’chenok, B.G. Sokolov, V.A. Zuev, A.A. Shatovkin, Petrol. Chem. 47, 250 (2007)
G. Li, Y. Ding, J. Wang, X. Wang, J. Suo, J. Mol. Catal. A 262, 67 (2007)
M. Han, Z. Cui, C. Xu, W. Chen, Y. Jin, Appl. Catal. A 238, 99 (2003)
Nociar, P. Hudec, T. Jakubik, A. Smiešková, Z. Zidek, Petrol. Coal 45, 184 (2003)
B.N. Narayanan, S. Sugunan, React. Kinet. Catal. Lett. 94, 77 (2008)
T. Oberto, J. Sánchez, E. González, R. Solano, G. Carruyo, C. Morán, A. Moronta, Rev. Téc. Ing. Univ. Zulia 30, 143 (2007)
Z. Hai-yan, C. Zu-bin, W. Yong-xin, M. Xiao-gang, Bull. Catal. Soc. Ind. 6, 83 (2007)
Hafizi, A. Ahmadpour, M.M. Heravi, F.F. Bamoharram, M. Khosroshahi, Chin. J. Catal. 33, 494 (2012)
A. Hafizi, M. Ahmadpour, M.M. Koolivand-Salooki, F.F.Bamoharram Heravi, J. Ind. Eng. Chem. 19, 1981 (2013)
J. Zhang, B. Chen, C. Li, Z. Zhu, L. Wen, E. Min, Appl. Catal. A 249, 27 (2003)
J. Wang, H. Zhu, Catal. Lett. 93, 209 (2004)
J.G. Hernández-cortez, L. Martinez, L. Soto, A. López, J. Navarrete, M. Manriquez, V.H. Lara, E. López-Salinas, Catal. Today 150, 346 (2010)
L. Shang, M. Ji, T. Cai, W. Shan, M. He, S. Jiang, Kinet. Catal. Lett. 87, 101 (2006)
M.M. Heravi, S. Sadjadi, J. Iran. Chem. Soc. 6, 1 (2009)
Y. Kamiya, T. Okuhara, M. Misono, A. Miyaji, K. Tsuji, T. Nakajo, Catal. Surv. Asia 12, 101 (2008)
C.L. Hill, J. Mol. Catal. A 262, 2 (2007)
J. Kozhevnikov, Mol. Catal. A 305, 104 (2009)
J. Poźniczek, A. Lubańska, A. Micek-Ilnicka, D. Mucha, E. Lalik, A. Bielański, Appl. Catal. A 298, 217 (2006)
J.E. Sambeth, G. Romanelli, J.C. Autino, H.J. Thomas, G.T. Baronetti, Appl. Catal. A 378, 114 (2010)
L.E. Briand, G.T. Baronetti, H.J. Thomas, Appl. Catal. A 256, 37 (2003)
S.M. Kumbar, G.V. Shanbhag, F. Lefebvre, S.B. Halligudi, J. Mol. Catal. A 256, 324 (2006)
Z.R. Lazic, Design of experiments in chemical engineering (Wiley, Weinheim, 2004)
M.Z. Alam, A. Alam, M. Kamruzzaman, S. Kurihara, M. Saha, Chem. Eng. J. 137, 598 (2008)
S.J. Kalil, F. Maugeri, M.I. Rodrigues, Process. Biochem. 35, 539 (2000)
S.R. Matkovic, G.M. Valle, L.E. Briand, Mater. Res. 5, 352 (2005)
S.R. Matkovic, G.M. Valle, L.A. Gambaro, L.E. Briand, Catal. Today 133, 192 (2008)
A. Ayati, A. Ahmadpour, F.F. Bamoharram, B. Tanhaei, M. Mänttäri, M. Lahtinen, M. Sillanpää, Sep. Pur. Technol. 133, 415 (2014)
M. Seyedsadjadi, S. Rashidzadeh, N. Farhadyar, Int. J. Nano Dimens. 5, 105 (2014)
G. Marci, E. Garcia-Lopez, M. Bellardita, F. Parisi, C. Colbeau-Justin, S. Sorgues, L.F. Liotta, L. Palmisano, Phys. Chem. Chem. Phys. 15, 13329 (2013)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Toutounchian, N., Ahmadpour, A., Heravi, M.M. et al. Investigation of linear alkylbenzene synthesis using nanotitania-supported Dawson heteropolyacid as catalyst by statistical design approaches. Res Chem Intermed 42, 3283–3301 (2016). https://doi.org/10.1007/s11164-015-2210-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11164-015-2210-3