
Abstract
In this study, n-type 95 %Bi2Te3-5 %Bi2Se3 thermoelectric materials have been produced by a combined process of gas atomization with subsequent magnetic pulsed compaction and spark plasma sintering, and then we investigated the behavior of transport properties with sintering temperature. The microstructural observation was performed by optical microscopy and scanning electron microscopy. The crystal structures were analyzed by X-ray diffractometer. The mechanical properties were calculated by measuring the density and micro-Vickers hardness of the samples. It was found that with increasing sintering temperature the gaps between powder particles decreases and the grain sizes were coarsened. The mechanical properties shows higher values along the parallel direction compared to the perpendicular direction to the pressing. The transport properties of the thermoelectric material were investigated with variation of the sintering temperatures. The maximum power factor 1.7 × 10−3 Wm−1 K−2 was measured at the sintering temperature of 450 °C.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Thermoelectric materials can convert the heat energy to electrical energy, and vice versa. If there is a temperature difference along a conductor, it causes mobile charge carriers (electrons and/or holes) to move from hot to cold. The resulting separation of charge produces an electric field potential called the Seebeck voltage, which is given by \(\Delta V = \propto \Delta T\) where ∝ is a temperature-dependent property known as the Seebeck coefficient and \(\Delta T\) represents the temperature difference between the cold side and the hot side. In cases when an external voltage is applied to a thermoelectric material, it will create a thermal gradient, resulting in Peltier heating or cooling, depending on the voltage polarity [1].
One of the best-known n-type thermoelectric materials are Bi2Te3-Bi2Se3 alloys, which are the best thermoelectric materials for low-temperature applications (300–500 K) [2, 3]. It is well known that these alloys are deeply affected by the structural and chemical compositions and can be optimized [4]. However, Bi2Te3-based single crystals are easily fractured through the cleavage plane during the cutting and fabrication of modules, causing problems with the production yield and the reliability of the modules [5]. Thus, to enhance the mechanical and temperature dependence of thermoelectric properties, many researchers are focusing on the fabrication of the polycrystalline Bi2Te3-based alloys through hot pressing, hot extrusion, ball milling, explosive compaction, and spark plasma sintering (SPS) [1, 4–7]. Among the different powder metallurgy processes, gas atomization is a kind of rapid solidification technique which can make powder directly from the melted alloys. Moreover, gas atomization provides a more homogenous and finer grained structure than other processes [8]. SPS is a rapid sintering method for fabricating the various advanced materials at relatively lower temperature in a much shorter time than the conventional methods, and provides special features like increasing the strong bonding between the powders due to removing the point defects during the sintering [9]. Recently, Wang et al. [10] have successfully synthesized p-type bulk (Bi,Sb)2Te3 alloys by melt-spinning (MS) combined with a subsequent SPS (MS+SPS). Kim et al. [11] synthesized n-and p-type Bi2Te3-Bi2Se3 solid solutions through the gas atomization and melt-spinning, and studied the thermoelectric properties. However, the investigation of gas-atomized Bi2Te3-Bi2Se3 thermoelectric materials prepared by magnetic pulsed compaction (MPC) combined with subsequent SPS have not yet been reported. Here, the MPC, which is a high-velocity compaction process, is preformed using the impact effects of a powerful magnetic pulse load on compact powder. MPC can also bring about an enhanced plastic deformation and rearrangement of compacted powders [12]. The samples with higher densification with excellent mechanical properties can be easily achieved through the MPC.
In this present work, we employed MPC in combination with the SPS process to incorporate both properties in the thermoelectric materials. Therefore, in this study, we have synthesized n-type Bi2Te3-Bi2Se3 thermoelectric materials by combined the process of gas atomization with subsequent MPC and SPS, and then investigated changes in transport properties with sintering temperature.
Experimental
High purity (>99.99 %) Bi, Te, and Se granules were used as raw materials. The constituent elements in the proper proportions of 95 % Bi2Te3–5 % Bi2Se3 alloy were manufactured by a high frequency induction furnace in a graphite crucible at a temperature of 150 °C above the liquid’s temperature under Ar atmosphere, and bottom pouring through a boron nitride melt delivery nozzle of 5 mm in diameter into a confined N2 gas atomizer operated at pressure of 1.2 Mpa. The compaction experiments were performed by using magnetic pulse compaction at 2 Gpa of pressure. The pressed samples mainly had the form of a 20Φ about 5 mm in diameter and thickness, respectively. The SPS consolidation was conducted under an axial compressive pressure of 50 MPa at 350, 400, and 450 °C at vacuum atmosphere. Microstructural analysis of the sintered bodies were performed by optical microscope. Crystal structures of sintered bodies were characterized by XRD. In order to compare the mechanical strength of this alloy specimen, alloy bars were machined and micro-Vickers hardness testing performed using a 50-g load. The thermoelectric properties of the sintered body were measured by TEP-1000 at room temperature. The carrier concentration and mobility were performed by the Hall Effect. The electrical resistivity was measured by a four-point probe method.
Results and discussion
SEM micrographs given in Fig. 1 show morphology of the gas-atomized 95 % Bi2Te3–5 % Bi2Se3 alloy. As can be seen from Fig. 1a, b, the powders are nearly spherical and particle sizes range from less than 50 to 300 μm. It can also be seen that the powder surfaces are clean, and the powder does not have defects such as pores.

Scanning electron micrograph showing the morphology and surface of gas atomized 95 % Bi2Te3+5 % Bi2Se3 doped with 0.04 wt% SbI3 alloy. a High magnification. b Higher magnification micrograph
Figure 2 shows optical micrographs of MPCed+SPSed bulks sintered at (a) 350, (b) 400 and (c) 450 °C. It is clearly seen that, as the sintering temperature increases, gaps between the compacted powders decrease and the powder particles connect each other more closely and strongly, and the microstructure become more homogenous. With increasing the sintering temperature, grain size also increases. It has been reported that elevating the sintering temperature improves carrier mobility because of the coarsening of the grain size and bonding between particles [12]. As can be seen from Fig. 2, with the increase in the sintering temperature, gaps between the powder particles decrease, meaning that bonding between the powder particles is getting better. The MPC+SPSed bulk samples show high relative density values greater than 98 %.

Optical micrographs observed on perpendicular section to the pressing of 95 % Bi2Te3+5 % Bi2Se3 alloys sintered at a 350 °C, b 400 °C, and c 450 °C
Figure 3 shows the variation of micro-Vickers hardness values of MPCed+SPSed bulks with sintering temperature. The mechanical properties proceed in both perpendicular and parallel directions to the pressing. With the increasing sintering temperature, micro-Vickers hardness values decreased due to the increase in grain size in both parallel and perpendicular positions. Also, the figure shows that the mechanical properties have higher values along the parallel direction compared to the perpendicular direction to the pressing. The highest micro-Vickers hardness values obtained while the sample was parallel and perpendicular are 77 and 74 Hv, respectively, at 350 °C sintering temperature. Thus, the consolidation of the powders with the combined process of MPC+SPS gives higher hardness values compared to other works [5].

Vickers hardness variation of the sintered body with sintered temperature
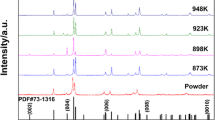
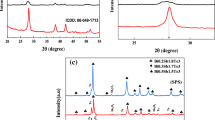
XRD patterns of gas-atomized powder and perpendicular sections of MPCed+SPSed bulks sintered at different temperatures are shown in Fig. 4. The diffraction peaks are cited from the database binary Bi3Te3 (PDF#15-0863). All the characteristic peaks seen in Fig. 4 show similar XRD patterns to those of Bi3Te3, indicating the formation of single phase Bi3Te3 compounds. It can be seen from Fig. 4b–d that, with increasing sintering temperature, diffraction intensities of (00 l) c-planes such as (006), (0015) and (0018) decrease slightly. Table 1 shows the orientation factor (F) corresponding to its sintering temperatures, calculated with the Lotgering method [13]. It can be seen that, with increasing sintering temperature, even though the orientation factor slightly decreases, it is almost the same. In this study, the orientation factor on the thermoelectric properties is not obvious.

XRD patterns obtained from gas-atomized powder and the perpendicular section of the sintered body at 350, 400, and 450 °C
Figure 5 illustrates the temperature dependence of the thermoelectric properties varying with the sintering temperature. Figure 5a shows the variation of the Seebeck coefficient of the MPC+SPSed bulk samples. The high Seebeck coefficient of −136 µV/K was obtained by the sintering at 450 °C. The negative sign indicates that the alloys are n-type semiconductor materials. The Seebeck coefficient (α) of a material is related to the microstructure [14] shown as:
where γ is the scattering parameter and n c is the carrier concentration. For the increasing sintering temperature from 350 to 450 °C, the Seebeck coefficient values are very similar. Because the carrier concentration (Fig. 5a, inset) increases with increasing sintering temperature, due to the increasing carriers, the carrier–carrier scattering increases, and can enhance the scattering parameter. From Eq. (1), both are balancing with each other. Thus, the Seebeck coefficient shows almost similar values.

Thermoelectric of sintered body with sintered temperature and heat treatment temperature. a Seebeck coefficient. b Electrical resistivity. c Power factor
The electrical resistivity of the MPC+SPSed bulk samples as a function of sintering temperature is shown in Fig. 5b, which shows that the electrical resistivities of the MPC+SPSed bulk samples gradually decrease with the increasing sintering temperature. However, at the sintering temperatures of 350–400 °C, the electrical resistivity shows almost similar values due to the decrease of mobility (Fig. 5b). The minimum value of electric resistivity was obtained at the sintering temperature of 450 °C corresponding to the increase the carrier concentration, n, as given by the equation,
Due to the increase of bonding between the powder particles (clearly shown in Fig. 2) and the coarsening of the grains, the carrier mobility was increased by the sintering temperatures from 400 to 450 °C, resulting in the decrease of electrical resistivity [15].
Figure 5c shows the temperature dependence of the power factor PF (= α 2/ρ) as a function of sintering temperature. The power factor of the MPC+SPSed bulk samples were nearly equal, with the sintering temperature from 350 to 400 °C. For higher sintering temperatures (at 450 °C), the power factor increases because of the increase the Seebeck coefficient and decrease in electrical resistivity. The highest power factor, 1.7 × 10−3 Wm−1 K−2, was obtained at the 450 °C sintering temperature. We expect that the new combined consolidation process by MPC+SPS provides good thermoelectric properties; however, the results show only slightly lower values compared to extruder bars due to the increases of carrier concentration with increasing the sintering temperature.
Conclusion
The n-type 95 %Bi2Te3-Bi2Se3 thermoelectric materials have been successfully produced by a combined process of gas atomization with subsequent MPC and SPS. It was found that with increasing the sintering temperature, gaps between the powder particles decreases, meaning that bonding between the powder particles is getting better. The highest values of mechanical properties were measured along the parallel direction to the pressing direction. The effects of sintering temperature on the thermoelectric properties were studied. The highest Seebeck coefficient (−136 µV/K) and the highest power factor 1.7 × 10−3 Wm−1 K−2 values were obtained for the sample which was sintered at 450 °C.
References
V.B. Munoz, L.E. Murr, D. Nemir, R. Lovrenich, E. Rubio, E.Y. Martinez, S.M. Gaytan, M.I. Lopez, Mater. Charact. 56, 1258–1272 (2008)
S.J. Hong, S.H. Lee, B.S. Chun, Mater. Sci. Eng. B98, 232–238 (2003)
S. Wang, W. Xie, H. Li, X. Tang, Intermetallics 19, 1024–1031 (2011)
J.Y. Yang, T. Aizawa, A. Yamamoto, T. Ohta, J. Alloys. Compd. 312, 326–330 (2000)
S.J. Hong, B.S. Chun, Mater. Sci. Eng. A356, 345–351 (2003)
S.J. Hong, B.S. Chun, Mater. Res. Bull. 38, 599–608 (2003)
L.D. Zhao, B.P. Zhang, W.S. Liu, H.L. Zhang, J.F. Li, J. Alloys. Compd. 467, 91–97 (2009)
H.S. Kim, J.K. Lee, J.M. Koo, B.S. Chun, S.J. Hong, J. Kor. Pow. Met. Ins. 18, 449–455 (2011)
C.D. Moon, S. Shin, D.H. Kim, T.S. Kim, J. Alloys. Compd. 504S, S504–S507 (2010)
S.Y. Wang, W.J. Xie, H. Li, X.F. Tang, J. Electron. Mater. (2011). doi:10.1007/s11664-011-1559-3
T.S. Kim, B.S. Chun, J. Alloys. Compd. 437, 225–230 (2007)
H.Y. Park, M.F. Kilicaslan, S.J. Hong, Powder Technol. (2012). doi:10.1016/s11664-011-1559-3
L.D. Zhao, B.P. Zhang, J.F. Li, H.L. Zhang, W.S. Liu. Solid State Sci. 10, 651–658 (2008)
K. Uemura, I.A. Nishida, Thermoelectric Semiconductors and Their Applications (N. Kogyo. Shinbun Press, Tokyo, 1988)
H. Kaibe, Y. Tanaka, M. Sakata, I. Nishida, J. Phys. Chem. Solids 50, 945–950 (1989)
Acknowledgments
This research was supported by Basic Science Research Program through the National Research Foundation of Korea (NRF) funded by the Ministry of Education, Science and Technology (2012R1A1A2008113).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Lee, CH., Fatih Kilicaslan, M., Madavali, B. et al. Thermoelectric properties of n-type Bi2Te3 alloys produced by a combined process of magnetic pulsed compaction (MPC) and spark plasma sintering (SPS). Res Chem Intermed 40, 2543–2551 (2014). https://doi.org/10.1007/s11164-014-1666-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11164-014-1666-x