
Abstract
The bio-based products can provide a solution to the problems associated with petroleum shortages and waste treatment. Nanocellulose development has raised massive interest for a variety of applications pertinent to the material engineering to biomedical fields due to its biodegradable nature, impressive optical properties, anisotropic shape, high mechanical strength, excellent biocompatibility and tailorable surface chemistry. The nanocellulose composites show improved properties compared to other biopolymers due to their high surface area and large aspect ratio of nanoparticles. In this review, a clear overview of nanocellulose extraction, structural properties, sources and their applications in versatile fields are discussed. The foreseen markets of nanocellulose products can be categorised into different levels namely low-end, mid-range and high-end applications. An interdisciplinary research is essential to commercialize nanocellulose based products for sustainable applications.
Graphic abstract

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Natural fibers are considered as one of the most abundant and inexpensive polymers and as a primary source for the production of green end materials on an industrial scale. Typically natural fibers are made of lignin, pectin, hemicellulose, cellulose and waxes, from which cellulose can be easily extracted using chemical treatments and modifications (Mathew et al. 2010; Kargar Zadeh et al. 2017; Deepa et al. 2019). Due to its excellent properties, like structural stability, biocompatibility, and biodegradability, cellulose materials are often used as raw materials in paper industry, pharmaceuticals and textiles for more than 150 years (Abitbol et al. 2016; Bhat et al. 2017). Nanocellulose (NC) have drawn researchers interest in the field of developing cost-effective packaging materials with improved mechanical and barrier properties (Byun and Kim 2014; Khalil et al. 2016; Vilarinho et al. 2017; Muller et al. 2017). It will protect the environment due to its reusability and recyclability (Siracusa et al. 2008; Machado et al. 2015; Arrieta et al. 2016; Muller et al. 2017; Jawaid and Kumar 2018). These nanofibres possibly will offer superior tensile, flexural properties and rigidity (Dufresne et al. 1997; Husić et al. 2005; Wu et al. 2014). Therefore, certain innovative approaches for the advancement of sustainable products can be a useful tool for qualitative environmental management. An effectual design of nanocellulose for different applications should consider the whole aspects of quantitative and qualitative functioning of the products throughout its life cycle. Functional products can be produced by designing processes with effective manufacturing methodologies and technologies (Wang et al. 2011; Sabo et al. 2016; Blanco et al. 2018). These commodities will guarantee the quality and requirements, such as size, thickness, safety level, cost, stress levels, height and ergonomics, as well as quantitative life cycle assessment (Iavicoli et al. 2017; Leong et al. 2018). The primary role of a design process is to define the possibilities, limitations and suitability of cellulose nanofibres in the development of sustainable application (Soriano and Dueñas-mas 2018). Figure 1 depicts an overview of nanocellulose biorefinery. The article presents a systematic review on cellulose nanofibre, including its sources, structure, isolation, and its applicability towards sustainable applications.

Nanocellulose biorefinery
2 Biomass-advantages and utilization
Nanocellulose has a broad range of excellent physical, chemical and biological properties. Its huge definite surface area allows various molecules, ions, atoms, and microbial cells to be adsorbed and nanocellulose products are capable of separating different molecules and retaining microbials (Kose et al. 2011; Iavicoli et al. 2017). Generally nanocellulose-based materials possess chemical inertness, good mechanical properties, tunable morphological, thermal, electrical, chemical, physical, optical and barrier properties (Klemm et al. 2011; Zhou et al. 2012; Mishra et al. 2018; Phanthong et al. 2018; Soriano and Dueñas-mas 2018). These materials show antimicrobial effects, biodegradability and biocompatibility with low immunogenicity and toxicity. They are materials of relatively high availability, renewability and low cost. Therefore, nanocellulose products have emerged as potential materials for an extensive variety of innovative biomedical and industrial applications, including food packaging, filtration and ultrafiltration, air and aqueous solutions purification and other sensitive products construction of thermal insulators, sensors, and controlled drug delivery, conservation of historical objects, and energy extraction, fire retardants and storage acoustics (Tokumitsu et al. 1999; Ahn and Logan 2010; Khalil et al. 2016; Klemm et al. 2018; Sundar et al. 2018; Selvaraj et al. 2020).
3 Sources of nanocellulose
Nanocellulose can be isolated from ample sources like grasses (bagasse, bamboo, etc.), algae, bit fibers (hemp jute, flax, kenaf, coir, ramie, etc.), fungi, wood (hardwood and softwood), bacteria, aquatic animals (tunicates), seed fibers (cotton, coir etc.) and invertebrates. The most commonly used cellulose source is wood and it is present along with hemicelluloses, lignin and a comparatively minute amount of inorganic salts and extractives (Gross and Kalra 2002; Siddiqui et al. 2010; Abraham et al. 2011; Deepa et al. 2015; An et al. 2017; Omara et al. 2019). Cellulose can be separated from non-cellulosic materials like lignin, hemicelluloses, pectin and waxes present in the wood by utilizing chemical and mechanical treatments. Soft and hardwood species can be distinguished based on their anatomical characteristics. Due to its high cell wall thickness to lumen radius (Runkel ratio), hardwood fibers are three to four times shorter than softwood and possess a more inflexible structure (Chen et al. 2011; Liu et al. 2017a, b; Oliveira et al. 2017). Thus more effective mechanical processing needs to achieve equal defibrillation in the case of hardwood. Hornification process (permanent hydrogen bond formation between nanofibrils due to drying of cellulose fiber) happens in dried cellulose which makes defibrillation difficult compared to non-dried cellulose (Diniz et al. 2004).
New developments are focused on manufacturing cellulose nanofiber (CNF) and cellulose nanocrystal (CNC) from agro-forestry residues, grasses, water plants, wood pulp, and annual plants (Abraham et al. 2011; Klemm et al. 2011; Kumar et al. 2014; Brodin et al. 2017). These materials are major potential sources of cellulose with acceptable properties for manufacturing nanocellulose. Researchers have proposed the utilization of annual crops namely sisal, hemp, kenaf, flax and agricultural crops including those gained from empty bunches of fruit, wheat, pineapple, rice and sugarcane (Blanco et al. 2018). With the growing demand for renewable resources, crop waste is supposed to be a suitable commodity. Waste recovery makes it necessary to secure the environment and benefit from low-cost strengthening. Agricultural waste biomass is a valuable resource because it is environmentally sustainable, low cost, readily accessible, and renewable and has mechanical properties that are somehow permissible (Abraham et al. 2011; Deepa et al. 2015). The crop waste is an excess of natural fibers. It is possible to obtain the agricultural waste fibers from pineapple leaf, potato peel, cotton stalk, flax, garlic straw, hemp, soy pods, grape skin, rice husk and straw etc. Agro-biomasses are used in a wide variety of applications including composites, furniture, paper, medical, building and textile applications (Mohammadinejad et al. 2015; Malladi et al. 2018). The crop wastage becomes the second-highest cellulose source. Industrial waste is the processed waste exhausted by industries such as garlic and tomato peels, sugarcane bagasse etc. which has recently emerged as a further source of cellulose. Cellulose may also be extracted from several other smaller sources such as bacteria, algae, marine animals (tunicates) and fungi. The interest of this review lays in the representation of numerous applications among them the utilization of NC in fields like cosmetics, aerospace, optical materials, construction, etc. are less explored.
4 Extraction of nanocellulose
Pure cellulose extraction involves complex multi-stage processes like combinations of enzymatic, mechanical or chemical treatments (Dufresne 2013; Trache et al. 2017; Ahmad et al. 2018; Malladi et al. 2018). Major steps in nanocellulose extraction processes are alkali treatment (using sodium hydroxide or potassium hydroxide), bleaching (delignification with sodium chlorite or hydrogen peroxide) and acid hydrolysis (using sulphuric acid, acetic acid or oxalic acid). CNCs are being extracted by direct acid hydrolysis of purified cellulose, while CNFs are generated by a variety of mechanical treatments, such as grinding, cryocrusting, steam explosion, microfluidation, ultrasound, homogenization, etc. (Khalil et al. 2014; Nechyporchuk et al. 2016a, b).
The extraction treatments of NC are classified mainly into four classes namely mechanical, pressure induced, enzyme assisted and green chemical extractions. The mechanical methods like ball milling, twin screw extrusion, cryocrushing etc. normally produces CNFs. The pressure induced methods can be utilized for producing crystalline forms of nanocellulose. Among this, high pressure homogenization (HPH) is very effective in producing CNCs at both laboratory and industrial scales. In this treatment, the cellulose suspension is introduced into a narrow nozzle under very high pressure and then a sudden drop of pressure produces a high shear force that led to the production of nanoscale fibers (Kargar Zadeh et al. 2017; Deepa et al. 2019). Ionic liquids can be effectively used as solvents for dissolving CNCs for further treatments. Surface modifications like TEMPO oxidation can be utilized for controlled modification of surfaces before grafting with other biopolymeric chains. Due to steric effects in secondary hydroxyl groups, this oxidation took place only in primary hydroxyl groups of cellulose and is converted into carboxyl groups. This induces the desired hydrophobicity to the surface of the products (Saito et al. 2007; Fukuzumi et al. 2009; Isogai et al. 2011). Bacterial nanocellulose (BNC) can be prepared by utilizing a combination of pretreatments, saccharification and fermentation methods. Recently, a number of greener extraction strategies such as American value added pulping, deep eutectic solvents, ammonium persulphate oxidation etc. are also utilizing for the development of novel bioplastics (Xia et al. 2014; Sirviö et al. 2015; Nelson et al. 2016; Deepa et al. 2019). These greener methods replace toxic reagents and solvents by providing cheaper routes for grafting of CNCs with various biopolymers. Most of the routes also involve recycling of the solvents after reactions so as to diminish the environmental contamination and enhance economic viability. The major extraction methods for the production of different types of nanocellulose are listed in Table 1.
5 Structural properties of nanocellulose
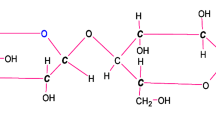
Cellulose refers to an inert carbohydrate, which is the main component of the wall of plant cells. It can be contained in plants and wood connected to other constituents viz. lignin and hemicellulose. It is a linear polymer consisting of glycosidic bonds β 1→4 as much as possible. The repeating unit in cellulose is glucose which is called cellobiose. The cellulose glucopyranose units exist in the form of a chair and are thermodynamically stable. The reason for cellulose’s higher stability is because CH2OH and OH groups are in equatorial positions (Habibi et al. 2010).
Until now, various crystalline cellulose structures have been discerned in connection with the presence of hydrogen bonds between and within strands. Cellulose I, II, III, and IV represent the four cellulose polymorphs. Cellulose I is the one that occurs naturally and exists in the forms of Iα, Iβ and Iγ. This is developed by an enzymatically directed synthesis of β1→4 glucan chains consisting of an assembly of amorphous regions that are crystalline and disordered. Cellulose I have parallel arrangements to the chain. Cellulose II is native cellulose that is extracted to form regenerated or mercerized forms of cellulose by dipping in alkali. Because of the anti-parallel chains, this type of cellulose represents the lowest free energy organizations. The Cellulose III or IV are the types of celluloses that were obtained by treating cellulose I or II with different reagents like liquid ammonia, alkali or glycerol (Kroon-Batenburg 2001).
6 Application of nanocellulose
In many sectors, nanocellulose finds applications, such as pharmaceuticals, packaging, cosmetics, electronics, food, automotive, optical materials, aerospace and construction (Nechyporchuk et al. 2016a, b; Dufresne 2019). Nanocellulose is an essential ingredient in food, cosmetics, pharmaceutical, beverage and other industries. Its hygroscopicity and chemical inactivity are amongst the unique characteristics. In addition, the absence of high sorption and toxicity allowed for the application of nanocellulose in various sectors (Charreau et al. 2020; Trache et al. 2020a, b). NC has its unique characteristics of commendable mechanical properties, fatigue resistance, proper strength and light weight, adding to its low cost of production which makes it appealing for its wide use. Freeze-dried nanocellulose aerogels have found their way into objects of diurnal use varying from diapers, tampons, sanitary napkins to wound-dressing. Nanocellulose can be used as elastic cryo-structured gels in biotechnological and biomedical applications (Yan et al. 2017). However, there are several uses of nanocellulose as a highly scattering substrate for corrosion inhibitors, computer parts, ultra-white coatings, loudspeaker membranes, conductive material reinforcement, capacitors, high-flow membranes, tobacco filter additive etc. Cellulose has excellent water—holding capacity, and is therefore more compatible with the human body. The nanocellulose can be used for biocompatible coatings, drug discharge formulations, scaffolds and wound dressing. The envisaged nanocellulose markets can be divided into three levels: (1) high-end applications (e.g. batteries, printed electronics, paper-based value-added materials); (2) mid-range applications (e.g. structural materials, food); and (3) low-end, large-scale pulp and paper commodity applications (e.g. lighter and stronger conventional paper products) (Peng et al. 2011; Ludwicka et al. 2016; Sabo et al. 2016; Bacakova et al. 2019; Panchal et al. 2019). The main field of application and their role in specific applications are enlisted in Table 2.
6.1 Food packaging
The packaging materials are widely used against physical, cosmetics, biochemical and microbiological deterioration to prevent foodstuff, drinks, healthcare and other consumer commodities (Siracusa et al. 2008; Byun and Kim 2014; Vilarinho et al. 2017). They should provide adequate barriers to water vapour, microorganisms, oxygen, and grease (He and Benson 2011; Patel et al. 2019). With growing environmental problems about sustainability and disposal issues, renewable-resource materials were strongly advocated as possible replacements. Cellulose is the major polymer in nature and represents about 40% of lignocellulosic biomass. Packaging based on cellulose paper is low cost, light weight and most importantly sustainable. Moreover, normal paper made from lignocelluloses does not have adequate oil, oxygen or water barriers. Presently, paper-based containers are made from plastic, aluminum coatings or unsustainable wax. The packaging industry has used a huge number of cellulosic materials for various purposes, including container and wrapping materials, primary and secondary packaging, rigid and flexible packaging (Brinchi et al. 2013). Even so, there are limitless advantages when nanocellulose is used for paper based packaging, such as low cost, light weight and most importantly sustainability (Deepa et al. 2019). Unfortunately, there are inherent disadvantages to the use of standard paper made from lignocellulosic fibers. These include the low barrier capacity of paper against water, oxygen or oil, and these deficiencies must be addressed in order to generate high-quality packages that meet different specifications (Mohammed et al. 2015). The packaging industry currently mainly uses plastics, or aluminum coatings, unsustainable coatings of wax and many other materials, to produce profitable paper-based products. A part from all these unsustainable materials, cellophane is still used by the packaging industry and is the only cellulose material currently used as a film for packaging, as it provides an effective gas barrier primarily in dry conditions. However, despite the apparent benefits of using a product based on photosynthetically viable cellulose, the production of cellophane is detrimental to the environment; the viscose route to the production of cellophane creates detrimental by-products and uses sulphur-based chemicals. Bacterial nanocellulose (BNC), cellulose nanocrystals (CNCs) and nanofibrillated cellulose (NFC) have considered as important materials for the manufacturing of cellulosic materials for packaging purposes (Shirai et al. 2013; He and Benson 2014; Teresa et al. 2018). Chemical and mechanical operations can extract nanocellulose from various plant resources. The ability to form hydrogen bonds enables the material to create a powerful, dense network that makes it very difficult for different molecules to pass through. This property is very relevant in the packaging industry to provide better barrier properties. Nanocellulose has useful applications in a variety of industrial sectors and allows the development of new materials as well as the enhancement of the characteristics of existing materials. In addition, the nanoscale cellulose can be used as filler in the production of composites, as coating and as self-sufficient thin films, attaining very promising properties. Such properties, along with fundamental aspects like low cost and energy usage, biodegradability, renewability, biocompatibility, non-edible agricultural sources, have drawn a great deal of attention, which is also motivated by the general interest in a sustainable economy that can overcome the current reliance on fossil fuels (Li et al. 2015a, b). Figure 2 depicts the characteristics or applicability of nanocellulose as packaging materials. Nanocellulose can play a different role in terms of gas permeability when used as reinforcement in a polymer matrix. The degree to which tortuosity by nanocellulose-containing polymer films can account for decreases in permeability is a subject that deserves further attention from researchers. The amount of nanocellulose within the polymer matrix is frequently very small in these composite structures, often within a range of 0.5–20% (Hubbe et al. 2017). Cellulose fibers have generally been used in packaging for a range of food categories, such as fresh food, beverages, frozen, liquid and dry foods. Food packaging’s key function is to preserve and protect food, uphold its safety and quality and reduce food waste. The most widely used food packaging based on cellulose is cellophane, also known in films as regenerated from cellulose. In the preparation of cellulose based films, several cellulose derivatives like cellulose acetate, carboxymethylcellulose, ethylcellulose, hydroxy ethylcellulose, methylcellulose and hydroxy propylcellulose are used. As well as other derivatives, cellulose acetate is commonly used as an inflexible packaging film along with cellulose triacetate, as they have close relations to moisture barriers and low gas. In 2008, Innovia Films, followed by the United States, launched NatureFlex™ a cellulose film that provides an extremely wide range of heat seals, excellent gas barrier, long shelf life and printability properties (Khalil et al. 2016). These enhanced properties have allowed NatureFlex™ to find applications in various sectors, such as home-made goods, confectionery, tea packaging, dried fruit, meat, pouches, fresh produce and dairy. This biobased film is approved for compostable packaging according to the European (EN13432), Australian (AS4736) and American (ASTM D6400) standards (Malladi et al. 2018). In 2009 Billerud Korsnäs, a foremost manufacturer of recycled packaging materials originating in Sweden launched Fiber Forms. Fiber Forms packaging consists of 100% primary fiber providing high strength and elasticity, and its high purity is certified for direct contact with food, as well as a broad variety of coatings to protect food from bacteria, light, moisture and other hazards (Khalil et al. 2016).

Characteristics and Applicability of nanocellulose as packaging materials
Coatings are known as important tools for enhancing numerous properties of packaging materials for food and beverage. In the field of flexible packaging, coatings include thin layers which can be either external or sandwiched between two substrates; in fact, coatings inherently lead to composite structures. These layers usually vary in thickness from tenths of nanometers to a few micrometers. Nowadays, the prospect of using coating technology to improve the quality of packaging products is of great interest; i.e. to minimize the thickness of traditional plastic films based on oil by using a thin layer of usable and high-performance bio-based material. Nano-shaped cellulose, especially with high crystallinity, is an appropriate candidate for the use of different materials as a functional layer which has only currently been explored. Aulin et al. coated on paper carboxymethylated MFC and studied the permeability of oxygen at different relative humidity values. The MFC films showed very low oxygen permeability at very low relative humidity values, in the matching level as conventional synthetic films like ethylene vinyl alcohol, and the solid structure created by the cellulose layer also led to very high oil barrier properties (Li et al. 2015a, b; Asim et al. 2018).
6.2 Biomedical field
Nanocellulose is a gifted biomaterial for medicinal applications due to its relatively low toxicity and excellent biocompatibility, as well as self-assembly behavior, crystallinity, distinct geometry, rheology and surface chemistry (Yan et al. 2017; Du et al. 2019). Although it is widely agreed that BNC is non-toxic, the biotoxicity concerns for other cellulose nanoparticles, namely cellulose nanocrystals and cellulose nanofibrils, is less resolved. The toxicity of these materials relays on purity, surface characteristics and particle size of samples. Preliminary reports are of oral toxicity and low dermal, but conflict with cytotoxicity and inhalation. The properties of nano-cellulose and surface chemistry are to be utilized in the designing of scaffold for improving proliferation and differentiation, cell patterning, mechanical properties and cell adhesion (Plackett et al. 2014; Ludwicka et al. 2016; Bacakova et al. 2019). With the possibility of various manufacturing types, such as membrane-like structures with tailor-made porosities and surface chemistry, BNCs and CNCs are ideally ideal for tissue-engineering scaffolds (Raghavendra et al. 2015), like coatings (Bacakova et al. 2019), electro spun nano-fibers (Khalil et al. 2012), membranes and hydro-gels (Kabir et al. 2018; Yue et al. 2019). Another important area is nanocellulose-based drug delivery materials, in the form of tablet coatings, membranes, and biopolymer delivery systems. Such materials be capable of offering better drug stability and a controlled drug release profile (Salama et al. 2016; Bacakova et al. 2019). In addition, CNC surface modifications were used to develop new drug carriers; particularly flexible modification of CNCs uses an aromatic linker to allow both binding and regulated release of amine-containing drugs. NC is also a suitable choice for protein immobilization, maintaining protein structural integrity and enhancing activity and long-term storage stability. It does, however, provide a flexible medium to support and facilitate cellular activities for tissue regeneration and repair when used in conjunction with other biomaterials, such as collagen. In addition, the ability of BNC-biocomposites to absorb exudates and to be removed easily, coupled with their hydrophilic nature, makes these materials superior to conventional dressings. In fact there are already several BC-based products are commercially available namely BioFill and XCell1. Nanocellulose wound dressings can also play a significant role in antimicrobial therapy, as the porous network provides a physical barrier against external infections thus enabling the release of preloaded antimicrobials. To this end, both organic and inorganic antimicrobials were used, with loading into the structures of nanocellulose based on either chemical conjugation or physical adsorption. The mechanical properties, strong biocompatibility and water content make BNC the smartest type of tissue replacement nanocellulose. Although some examples demonstrate early-stage findings for soft tissue applications, replacement of blood vessels is by far the most important, with enormous benefits compared to clinically accessible synthetic materials. Nanocellulose fluorescent labeling with a variety of fluorophores is of growing importance in applications for targeting, sensing and bio-imaging. Finally, CNC-based systems are also convincing for intracortical microelectrode applications as mechanically adaptable materials. The first such report described microprobes based on CNC which revealed switchable mechanical properties from wet to dry (Abitbol et al. 2016).
Photopolymerization of acrylate monomers and methacrylate cross linkers was used to develop collagen-like materials based on composites of synthetic polymers and bacterial cellulose. Biomedical and technical applications of nanocellulose, such as cosmetic tissue formation, animal wound dressings, artificial blood vessels and nerve surgery cuffs, have also been reported. Figure 3 depicts different scaffolds developed from nanocellulose as biomedical implants. Bodin et al., focused on the creation of nanofibrous bacterial cellulose scaffolds functionalized with GRGDS oligopeptides that mediate cell adhesion. Such scaffolds improved the in vitro adherence of human endothelial vascular cells and were ideal for vascular tissue engineering (Klemm et al. 2011; Ludwicka et al. 2016). Nanocellulose was applied in 2008 for strengthening polyurethane and poly(epsilon-caprolactone) shape memory (Kim et al. 2007; Kurańska et al. 2013). Electrodes equipped with thin film composed of sisal-derived nanocellulose were also developed for the detection of triclosan, antifungal and antibacterial drugs. Nanocellulose paper sheets can be utilized in the field of biotechnological applications to extract DNA oligomers and a hydrogel based on cellulose was used for the immobilization of trypsin. Cellulose surfaces affected by irreversible carboxymethyl cellulose adsorption were developed as a medium for covalent binding of immunoassays antibodies, e.g. for hemoglobin detection. Cellulose nanofibers have been studied as a fresh tablet material and suggested for the development of films for the continuous parenteral delivery of drugs such as antihypertensives, corticoids, antiphlogistics and analgesics. Nanofibrillated cellulose in combination with silver nanoclusters has been developed as a new fluorescent composite and antibacterial activity for possible wound dressings (Liu et al. 2017a, b; Sundar et al. 2018; Jatoi et al. 2019). Nanocellulose was proposed in combination with polypyrrole to construct membranes for hemodialysis. In neural tissue engineering, it was first demonstrated that neuroblastoma cells (SH-SY5Y), grown on three-dimensional BNC scaffolds, adhered, proliferated and differentiated towards mature neurons, as implied by the responsive action potentials noticed through electrophysiological recordings. The adhesion, proliferation and development of 3D neuronal networks on 3D-BNC scaffolds can be further enhanced by the cationic modification of this material. Nanocellulose-based neural tissue-engineered structures have been designed as emerging technologies for brain studies, in addition to their future use in neural tissue replacements (Bacakova et al. 2019). In the related scientific literature, the potential for using CNC as a way of binding and releasing drugs has been frequently cited. For example, although not specifically focusing on drug delivery, Dong and Roman developed a method for fluorescently labeling CNC with a view to further studies on cellular uptake and biodistribution using bioimaging of this nanomaterial (Brinchi et al. 2013). Their research included the addition of epoxy groups to the CNC surface, followed by the opening of an epoxy ring with ammonium hydroxide to create primary amine groups that could be covalently bound to fluorescein-5′-isothiocyanate (FITC). These researchers cited earlier work in which several review articles discussed the possible applications of CNC or other polysaccharide nanocrystals for the delivery of therapeutics articles. Lin et al. reported the use of CNC as additives in calcium microspheres, as well as chitin nanowhiskers and starch nanocrystals (Lin and Dufresne 2014). Including these nanoadditives stabilized the cross-linked alginate matrix, resulting in improved encapsulation efficiency and a controlled release profile for theophylline, a model drug chosen for clinical use in respiratory disease care. Zhang et al. investigated bacteria nanocellulose as a biosensing template for the simple fabrication of gold nanoparticle–bacteria nanocellulose composites using a one-step process (Zhang et al. 2010). The development of polyelectrolyte-macroion complexes (PMC) between chitosan, cationic polysaccharide, and CNC in order to determine the shape, composition, size and net charge of PMC particles as a function of CNC concentration and mixing sequence were developed, and thus their suitability for oral drug delivery applications were investigated (Wang and Roman 2011; Bacakova et al. 2019).

Applications of nanocellulose composites as biomedical scaffolds
6.3 Cosmetics
Nanocellulose has also been implemented and commercialized in the field of cosmetics. In particular, it is seen as an ingredient in mask packs and specific cosmetics. This also draws attention mostly as thickening agent which really retains the barrier of viscosity in cosmetics. Nanocellulose seems to be easily dispersible in water and has a high hydrophilicity and aspect ratio. Such properties make it easier to overlap, that can drastically affect the viscosity, and the gelation can be done at quite a lower temperature (Risti et al. 2011; Ludwicka et al. 2016). A thickener is a substance which is used to jellify cosmetics and improves the esthetic value of the material by boosting the durability and offering smoothness, rigidity, and soft touch. Carbomer is a widely used thickener in cosmetics, but has poor water adsorption capacity, triggered powder blowing, and its production uses benzene. Nanocellulose, a material extracted from nature, has strong water absorption capacity, thickening effect and decomposes easily when disposing. For all of these reasons, nanocellulose has tried to apply into a number of cosmetic products. Cosmetics are using it as a stabilizing agent for emulsions and also for artificial nails. Because of its three-dimensional, nanoporous structure, this biopolymer has proven to be an effective material that functions as cosmetic products. Bacterial nanocellulose is also used in cosmetics, as it has great mechanical strength, good elasticity, admirable adhesion to the skin and ease of disposal. Since microbial nanocellulose is constructed by a dense network of fibers linked by a large number of hydrogen bonds, its moisture absorption power is very high, up to 95%. It may therefore act as a moisturizing mat. As per Amukait et al., the use of bacterial nanocellulose compress increased the hydration of the skin by 7–28% compared to traditional moist poultice and also improves skin brightness (Cui et al. 2016; Ludwicka et al. 2016; Nelson et al. 2016; Colombo and Papetti 2019). In action, due to its exceptional properties, bacterial nanocellulose products are commonly used in plastic surgery, scar treatment and edema removal, often to relieve pain or inflammation after surgery. Nanocellulose mats are used in cosmetics for peeling, laser therapy, mesotherapy, atopic facial changes, and microdermabrasion. Biocellulose is a moisturizing facial mask made of cellulose available on the market. Incorporation of nano sized particles in cosmetics enables skin penetration by different active substances. Cellulose nano-carrier containing attached proteolytic enzymes can be used as a gentle skin peeler in cosmetics, usually contains bound amino acids-as a good nutrient for the face and neck (Ludwicka et al. 2016). These nano-carrier can selectively degreasing the skin for treatment of burns, wounds and post-operating scars (Plackett et al. 2014). To summarize, it is indisputable that nanocellulose deliver a simpler and shorter route from laboratory testing to the practical usage of nanocellulose in cosmetics by ensuring high end greener products.
6.4 Electronics
Supercapacitors consisting of bacterial nanocellulose paper, carbon nanotubes and triblock-copolymer ion gels have been suggested for energy storage (Ouyang et al. 2013; Liu et al. 2019). Nanocellulose has been extracted from sources other than BNC, including plant materials like kraft pulp, birch pulp and sugarcane bagasse. Research on the advancement of implementations of CNCs in electro-active materials like dielectric materials, electrical conductive materials, microelectronics components, etc. is a forthcoming research with some relevant materials such as proteins, starch,, and peptides. The significance in the use of CNCs in electrical applications is primarily due to its ease of modification, dielectric and piezoelectric properties and similar durability attributes for other bio-derived materials (Li et al. 2015a, b; Du et al. 2017). Mishra et al. reported films containing well arranged CNCs may show piezoelectric effects derived from the collective yield of the individual CNCs (Mishra et al. 2019). The higher the degree of alignment observed, the higher the piezoelectric effect and hence the film’s piezoelectricity depended on the CNC’s orientation. Ultra-thin films with different degrees of CNC alignment can result in varied rates of electro-mechanical actuation which could probably be used in applications including such ultra-sensitive micro balances. Due to the high level of crystallinity CNCs are able to change polarization densities. Furthermore, its dielectric properties allow it to be used as a functional insulating material in various applications. However, when present in the CNC, moisture has an enormous role in the final dielectric property, as it acts as an electric conductor. The moisture levels will normally be ~ 0.5% for use in dielectric applications. Because of its hygroscopicity, however, it usually has a moisture level between 4–8%. This variety of moisture content comes from the CNC source and is highly dependent on cellulose crystallinity as determined by cellulose water sorption studies. In general, the lower the crystallinity of the cellulose, the higher the humidity value, and vice versa.
Bras et al. investigated the dielectric properties of two wood-borne nanocelluloses NFC and Cladophora cellulose (algae based). Due to their lower crystallinity, the ability to absorb moisture at low and high humidity was higher for NFCs. However, contrary to assumptions that dielectric properties are closely associated with crystallinity, higher dielectric properties have been observed for NFC relative to Cladophora cellulose. It was due to the high porosity of Cladophora cellulose, which allowed air trapping and subsequently increased its dielectric loss. It is clear that CNCs do have incredible dielectric properties that can be harnessed for electrical insulation applications such as cable insulation, but the usefulness of this property depends not only on the source but also on the morphological characteristics (Hoeng et al. 2016). It has also been shown that NFCs can be used for the development of dielectrics and not only as a substrate, with results comparable to dielectric substrates for wood, polymer and glass. Due to the high level of crystallinity CNCs are able to change polarization densities. Similarly, its dielectric property permits it to be useful in different ways as a functional insulating material. CNC’s technology application involves the use of composites based on cellulose for storing energy. With growing concerns about the environment, attention has increased in producing renewable energy sources more resourceful and viable (Sumboja et al. 2018). An attempt by Sabo et al. to produce recyclable solar cells from nanocrystal cellulose is a contribution towards the same initiative. A semi-transparent solar recyclable electrode cell was produced, thus taking advantage of the superior mechanical properties of CNC and silver (Sabo et al. 2016). Additional improvements, however, were required to achieve effective and enviable performance. Kim et al. documented other cellulose-based energy systems including energy harvesters, display systems, actuators and paper transistors (Kim et al. 2018). CNC’s exceptional mechanical and biocompatible properties and its ease of operating give it the ability to deliver environmentally responsive and sustainable tools (Panchal et al. 2019).
Recent times have seen increasing application of smart responsive materials. Smart responsive materials adapt and provide response to external environments. Variations in stimulus like exposure to chemicals, heat, light, magnetic fields can be used to create materials that are mechanically adaptive and responsive to stimuli. Nanocomposite may respond to external stimulus exposure in a variety of ways, such as swelling or shrinking, assembling or dissembling, or separation prompts. Many such changes produced in response to stimulus variations can then be used to design a smart material. CNC can also be used as stimulus-responsive material for sensors and other applications. CNC shows sensitivity to light, heat, pH, moisture, chemical and magnetic fields, incorporating stimulus-responsiveness as well as capacity building. Nanocomposites can be reprogrammed to produce different mechanically flexible components by modifying the CNC surface chemistry (Sabo et al. 2016).
Smart CNC-based sensors be capable of be developed for applications for detecting heat, ions, organic vapours, and biological organisms. The moisture sensor developed by Kafy et al. is made from a composite of CNC-graphene oxide (GO). CNC and graphene are both hydrophilic and have a higher capacity to absorb water. With temperature change, the sensing film did not compromise its efficiency, displaying the sensible use of the humidity sensor (Kafy et al. 2016; Trache et al. 2020a, b). CNC can also be functionalized to produce gas sensing material that can detect other organic and toxic vapours. In addition, ionic species can also be detected using CNC based sensing material. Pyrene-containing CNC was synthesized for the detection of ferric ions (Fe3+). In order to create a sensing material for various ions, biological and chemical molecules, this concept can be further explored.
CNC hydrophilicity can be used to create a mechanically flexible, water-responsive polymer matrix. Panchal et al. reviewed water-sensitive nanocomposites with CNC and styrene-butadiene rubber. CNC is used to make mechanically adaptive water-responsive material since when water is swelled; the CNC network is interrupted leads to modulus reduction. Thus, physiological differences can result in a change in the mechanical properties of the design of a mechanically optimized material. Mendez et al. have used the water-responsive capability of the CNC to develop a smart CNC-polyurethane nanocomposite with a water-activated memory shape effect. It also generated thermal and photonic responsive materials comparable to moisture and pH response adaptive materials. Nanocrystals of cellulose greased with thermo-responsive brushes of Poly (N-isopropylacrylamide), was also examined. For the development of a controlled method of drug delivery, novel and effective drug therapies were also investigated. Controlled drug release gives benefits including maintaining the necessary localized drug delivery, therapeutic concentration and increasing patient compliance, but these novel strategies have yet to be investigated in order to improve physiologically responsive drug delivery materials. CNCs can be functionalized as biodegradable and biocompatible polymer to develop novel materials that provides great possibilities in targeted drug delivery systems. Kim et al. reported on a variety of uses of CNC based material in energy and electronics applications in the review of nanocellulose for renewable potential substance. Electroactive paper based on two concepts, namely the piezoelectric effect and ion migration, is used in biomimetic robots, actuators, sensors and other haptic technologies (Kim et al. 2018).
6.5 Optical materials
Nanocellulose is of interest for photonic applications for material-inherent purposes. Firstly, the liquid crystalline behaviour of CNCs resulting in opalescent films of a given optical character; secondly, both CNFs and CNCs can form optically clear, independent films. Flexibility of such materials resides in the structure and surface chemistry of cellulose- with minimal effort, nanocellulose can be rendered compatible with both hydrophobic and hydrophilic materials used as a host for optically active nanoparticles and modified to accommodate covalently linked molecules. CNCs can simply form coloured, nematic, iridescent, chiral films by evaporating aqueous suspensions (Schlesinger et al. 2015). Liquid crystals derived from cellulose derivatives exhibit either right-hand or left-handed chirality while the chiral nematic organization of the CNCs is often left-handed due to the underlying right-hand nanocellulose chirality. Therefore, the chiral nematic CNC films reflect selectively left-handed light and appear colourful when the helical pitch is in the order of magnitude of the visible light wavelength. Furthermore, since helical pitch is sensitive to a variety of conditions, the modulation of film colour is relatively straight forward. This phenomenon of structure-colour is similar to the dazzling photonic colours found in nature, for example in butterfly wings and in the Margaritaria nobilis fruit seed hulls. CNC-templating has been used over the past 5 years to access a wide variety of left-hand chiral materials, such as cellulose, mesoporous silica, nanocrystalline titanium, carbon, and organosilica as well as polymer/CNC nanocomposites. The general approach is to create chiral nematic compounds from CNCs and materials of interest, typically polymers or silica, after which one element may be selectively removed or the component may be used in the form of nanocomposites. The selective removal of one portions of the initial nanocomposite gives a chiral mesoporous material that can host materials or serve as a hard-template to obtain other chiral, mesoporous materials. Such systems’ possible applications include chiral plasmonics, sensitive hydrogels, anti-reflective coatings, optical filters, versatile electronics and soft actuators; such as a CNC-templated, mesoporous, fluorescent organosilica film for chemical sensing. In order to contribute to chiral nematic materials, other CNC-based systems with various optical features, including surface plasmons, UV blocking, fluorescence, and low refractive index, have been developed (Habibi et al. 2010). The proposed applications include green-house plastics, technology for particle tracking, sensing and anticounter feiting. The coating polyethylene with a mixture of nanoparticles ZnO, SiO2 and CNCs, not only reinforced the plastic, but also blocked harmful UV rays due to ZnO’s absorption of UV-light. Additionally, the SiO2 nanoparticles achieved infrared blocking, contributing to night-time energy conservation. Finally, CNF films’ optical clarity and strong mechanical properties make them highly important as substrates for optoelectronics, as well as for applications like coatings and packaging (Haywood and Davis 2016). Similar to CNC-based systems, CNF films that incorporate additives such as other nanomaterials, polymer, or surface modifications to impart desirable properties such as hydrophobicity. CNFs and CNCs’ disadvantage is the relatively high viscosity of CNFs even at low concentrations, limiting their use in high-speed coating. Nanofibrillated cellulose has excellent optical properties given that the NFC’s thickness is smaller than the visible light’s wavelength. Thus the paper prepared with nanofibrils is transparent. This can be added to the various applications such as sensors, solar panels and electronics. For green electronic transistor applications, Jia Huang et al. recorded the flexible field effect transistors that are printed on nano paper (Huang et al. 2013).
Many of the NC-based sensing systems exhibited receptive nature towards diverse stimuli. In order to attain low-cost smart materials with biotechnology sensitivity, NC is most often modified along with other superficial groups, other polymer chains, or even other nanoparticles to obtain various properties and functions along its surface. This capability to combine other functional nanomaterials in a variety of configurations with the nano-scaled cellulosic nanoparticles opens up a myriad of options for their potential application in electrochemical electrical and optical devices. This newly emerging nanocellulosic material was very versatile option for many fields of application in sensing systems. Kan et al. reported a system based on dispersed pH-sensitive polyvinylpyridine-grafted CNC involving flocculation at basic pH which had assure in methods of biomedical and industrial separation and in biomedical applications for therapeutic release. NC has also been used as support for catalysts, plasmonic or fluorescent dots, or conductive materials. Here the new sensing platforms are identified in which NC encourages the sensing responses to physical and chemical stimuli (Soriano and Dueñas-mas 2018). Figure 4 depicts the properties of nanocellulose for application in electronics and as optical materials.

Properties of nanocellulose for application in electronics and as optical materials
6.6 Automobile
Multi-functional nanocomposites show not only superior mechanical strength but also outstanding combinations of thermal, electrical, optical and magnetic properties. Molecular level associations between nanomaterials and polymer matrix, along with the existence of very large nanomaterials-polymer interfacial region, are suspected to play a significant role in influencing the mechanical and physical properties of nanocomposites. It have become an evolving group of polymeric materials with enhanced mechanical properties, increased modulus and dimensional stability, flammable retardation, better scratch and marine resistance, excellent thermal and process characteristics, reduced part warping and increased impact resistance, making it more challenging for metal replacement in automotive applications (Tang et al. 2017; Liu et al. 2019). The primary reasons for the use of polymer nanoparticles-enabled components in the automotive industry are vehicle weight reduction, increased engine efficiency, reduction of CO2 emissions and improved performance. The commercial exploitation of polymeric composites began in 1991, when Toyota Motor Co. first launched nylon-6/clay biocomposites on the market in 1991 to manufacture timing belt covers as part of the Toyota Camry engine in partnership with the Ube industry. Around the same time, with Mitsubishi GDI 3 engines developed by injection molding, Unitika Co. of Japan introduced nylon-6 nanocomposite for engine cover, the commodity is seems to provide a 20% reduction in weight and a strong surface finish. General Motors launched a step-by-step automotive component made of polyolefin coated with 3% nanoclay for GM Safari and Chevrolet Astro vans in 2002, in collaboration with Basell (now Lyondell Base ll Industries), followed by the use of such nanocomposites in Chevrolet Impalas doors (Kiziltas et al. 2013).
In 2009, General Motor (GM) produced a single-piece rear-floor molded compression assembly for its Pontiac Solace using nano-enhanced sheet molding compounds developed by Molded Fibre Glass Companies, Ohio. It is also used for GM’s Chevrolet Corvette Coupe and Corvette ZO. In a range of applications, such as engines and power trains, suspension and braking systems, exhaust systems and catalytic converters, frames and body parts, tires, coatings, lubricants, paints and electrical and electronic equipment, the automotive industry may benefit from polymer nanocomposites. A group of researchers from Toyota Central Research Development Laboratories in Japan documented work on nylon-6/clay nanocomposite in the latter part of the 1980 s and early 1990 s and established improved methods for the production of nylon-6/clay nanocomposites using in situ polymerization similar to the Unichika process. The findings of the research showed a major improvement in a wide variety of physico-mechanical properties by strengthening nanometer-sized polymers with clay. The Toyota research team also documented a similar approach to various other forms of clay nanocomposites based on polymers such as elastomers, polystyrene, epoxy resin, acrylics and polyimides. Since then comprehensive works have been carried out worldwide in the area of nanocomposites (Sanoj and Balasubramanian 2014).
Significant research and development activities have been carried out in nanocomposites for the automotive sector, with nanocomposites resulted in commercial applications since 1991 in interior and under-bonnet parts, bumpers, step-assists, coolants, gas tanks, fuel pumps, body panels, power tool housings, electrical parts and appliances, coatings, shock absorbers, lubricants, packaging and building components. In addition, nanocomposites deliver a wide variety of functions in automotive end-use components, such as structural plastic parts with higher mechanical efficiency with lower weight, nanoparticle tires with higher abrasion resistance and fuel-borne catalysts, enhanced soot prevention gas permeability in particulate filters, anti-fog coatings for headlights and windshields, and car body coatings for greater scratch resistance and improved gloss. Developments in operation around nanocomposites continue unabated as more R and D funds are being pumped into venture capitalists, companies and financing agencies as they try to leverage the growing spectrum of new products that are being discovered. For example, the automotive sector in Europe invests more than 5% of its annual turnover in R and D and the main focus is on developing better paints and coatings as well as stronger, more durable end-use components. The usage of polymer nanocomposites in the automotive industry is therefore expected to grow over the next decades (Bordes et al. 2009).
6.7 Construction
Researchers have shown that the high aspect ratio of nanocellulose to cement composites can facilitate increased fracture strength. Preliminary tests showed an improvement in fracture energy by up to 50% with the addition of nanofibers and 3% with a mixture of microcellulose. Recent research has also shown that an improvement in flexural strength of 20% compared to unreinforced cement paste can be achieved by using 0.2 vol% of CNF. Inside concrete, small pores are filled with nanoscale fibers, thereby enhancing their flexibility and strength. Figure 5 depicts the schematic illustration of composite formation of CNF with cement particles. Use nanocellulose as a high-performance cement filler will minimize the amount of cement needed for the project, reduce the cost of materials and labor and benefit from the reduction of related greenhouse gas emissions (Nelson et al. 2016; Akhlaghi et al. 2020). Compared to conventional fibers, cellulose fibers have a high mechanical strength. Cellulose fibers are mostly tightly packed and have high aspect ratios, making them powerful in stabilizing cracks. Since cellulose fibers have a wide range of hydrophilic sites, they help to fit cellulose well into the enclosed concrete structure and lead to a lightweight, uniform microstructure. A significant correlation of physical and mechanical properties is provided by the assimilation of cellulose strands into the concrete matrix. The densely packed fibers and the high aspect ratio are effective at stabilizing crack points, thereby eliminating cracks. The use of cellulose fibers could improve the ultra-high performance fracture properties of concrete. The impact of different cellulose reinforcement schemes on the processability and fracture behavior of composites were also reported. The study revealed a 5% cellulose reinforcement to cement showed an effective crack filling effect (Peters et al. 2016).

Schematic illustration on formation of cellulose nanofiber/cement composite
In recent years, CNCs have attracted growing interest in cemented materials like possible additives and reinforcing materials. Typically, CNCs of plant and wood materials have a spindle-like surface morphology with a width of 3–20 nm and a length of 50–500 nm. CNCs have distinctive characteristics such as low density, high aspect ratio, high elastic frame, high crystallinity, and high tensile strength that allow rapid water dispersibility and further functionality CNCs have also been shown to enhance mechanical properties as an additive to cement materials, increase the degree of hydration and strengthen the microstructure of cemented materials. A 30% increase in flexural strength of cement pastes were obtained by using CNCs even at low dosages. It must be recognized that the strength enhancement mechanism for CNC-cement composites is possibly different from that for many other fiber-reinforced cement composites, due to the considerably smaller size of CNCs relative to traditional cellulose materials. The majority of CNCs provide short-circuit diffusions due to their small size, but are sufficient to produce a steric stabilizing effect, creating easy pathways for the distribution of water molecules. Flores et al. identified a modest improvement in high density C–S–H volume fraction and a reduction in low density C–S–H volume fraction in CNC cement composites and an indication of bonding between CNCs and hydrated cements using Fourier Transform Infrared Spectroscopy (Fu et al. 2017).
6.8 Aerospace
Microfibrillated cellulose can exhibit very strong strength. For certain experiments where PLA (polylactic acid) added the MFC, the power was tripled. MFC’s power at break performance looks impressive, with data showing up to 200 MPa for good MFC films. The significance of saying we need to note that MFC strength properties are strongly related to the quality of the drug. The capacity of the MFC to help with building strong composite is certainly an advantage by increasing the surface area of the fibrils. Apparently there is demand in the aerospace industry for engineered, lightweight MFC composites. Like other advanced fiber structures, nanocellulose and microfibrillated cellulose have a very small fiber diameter, providing space for embedding sensors such as Fibre Bragg grating (FBG). Using this technology, you can retrieve data in close proximity to the sensor to identify damage to the object. In their research on MFC films, Sado et al. have noticed that they are highly thermally stable and can thus provide an adequate performing composite capture of the sensors. The nanocellulose aeogels and MFC could thus provide a new alternative to the composite structure in aerospace industry (Bheekhun et al. 2013).
6.9 Textiles
The easy-care textiles can be generated by placing the fabric into the preferred configuration through the cross linking of adjacent cellulose chains hydroxyl groups. In general, cross-linking is achieved using amide-formaldehyde reactants. Even though cross-linkers that contain formaldehyde used nowadays are hydrolytically stable, formaldehyde is still emitted by the resin-finished goods. Great strides have been made in recent years to reduce the release of formaldehyde to protect the employee, the consumer and the environment. Formaldehyde release has been minimized by introducing scavengers and by adding N-hydroxymethyl ether derivatives. Since 1960s, some toxic zero formaldehyde cross linkers like aziridines, isocyanates, epoxides were used in textile industry. But recent research and developments introduced non-toxic cross linkers namely amide-glyoxal reactants, such as glyoxal additives with dialkylureas or cylic alkyleneureas. The above non-formaldehyde cross linkers is most often used on their own or preferably in conjunction with elastomers for easy-care cellulosic blending. Cross linking additives penetrate into the fiber so do not enter the crystalline segment of the cellulose; thus, cross linking occurs only in the non-crystalline accessible region. The formation of covalent cross linking among adjacent cellulose groups is the only efficient strategy of endowing cellulose substrates with easy-care properties. In general, cross linking is achieved by cellulose reacting with polyfunctional amide-formaldehyde reagents, the reactivity of which is correlated with their hydrolysis plant. Dimethylol dihydroxyethylene urea is the most widely used cross-linking agent for cellulose. It is strongly acidic with hydrolytic stability and moderately low reactivity. The single end N-hydroxymethyl reacted sites are the main source for the release of formaldehyde from simple-care finished fabrics; thus, a cross-linking reaction to mitigate the release of formaldehyde should be completed. The application of formaldehyde receptors to the finished bath or subsequent treatment with formaldehyde scavengers of the finished fabric is capable of regulating the release of formaldehyde. Cross-linkers with zero-formaldehyde are less efficient than reactants with ultra-low formaldehyde. However, distilled dialkylurea-glyoxal adduces cross linked cellulose to provide a fair yield in the presence of a strongly acidic catalyst and may be suitable in combination with appropriate elastomers for easy-care cellulose mixtures (Sello 1985). Due to specific characteristics such as antistatic behavior, moisture content, lower level of impurities, good mechanical properties and adsorption of liquids and cellulose fibers, a broad application in the field of medical textiles has been established. Cellulose fibers, however, provide an exceptional surface for the development of microorganisms. Cellulose fibers can be an ideal matrix for the fabrication of biocompatible, bioactive, and smart materials because of their molecular structure and a large active surface area. Cellulose fibers are one of the most interesting materials for antimicrobial functionalization. Actually, cellulose fiber surface alteration is considered to be the best way to achieve conventional textile durability for medical use (Risti et al. 2011). Cellulose reacted with methylol-5, 5-dimethylhydantoin in combination with hypochlorite forms chloramines on the surface of the fiber cause antimicrobial activity. Ethylcellulose nanocomposites containing spirooxazine as well as, Tinuvin 144 light stabilizer can be excellently dispersed in the printing paste. Nanoparticles have the property to retain its photochromic characteristics in the process of elevated temperature printing without affecting the physical properties of paste printing. The addition of Tinuvin 144 inhibited the stabilization of the amine light by slightly increasing the coloration of the printed fabric (Feczko et al. 2012).
6.10 Paper industry
The simple availability, environmentally friendly design, renewability and enormous mechanical properties have made nanocellulose commonly used in the pulp and paper industry (Balea et al. 2020). The paper process is usually done in three steps-pulping, bleaching and product production. Nanocelluloses were used in the production of paper as a substrate material or as an additive or in coatings, etc. (Atalla 1992; Surma-ślusarska and Presler 2008; Osong et al. 2015). Fillers are added to the pulp to avoid penetration of the coating colors and ink, to make it surface smooth, and to improve its optical properties and stability. Nano-based fillers (nanofillers) and pigments are used as the nanotechnology has overcome the scenario. Cellulose nanofibers are the most widely used among other nanocellulose materials in the paper industry, because nanopapers made from CNFs serve all the compulsory qualities a paper should have such as abundant wet and dry strength, optical clarity, high thermal stability, low thermal expansion, surface smoothness, tensile strength water barrier properties in a study on agar mixed nanocellulose crystals (Barbash and Yashchenko 2020). CNFs were first used as a coating material in papermaking, and found that the strength of the final paper is improved. In a study on the reduction of air permeability or gas resistance and also on the oil barrier properties, it was stated that there is a reduction in the porosity of the paper due to the highly entangled fibers of nanocellulose, resulting in increased oil and gas barriers properties. CNFs are also used in multilayer coatings where they act as a binding agent and hold the resin and the base paper together without penetrating the paper. The resulting paper exhibited high gas and water-vapor barrier properties and could be classified under the high barrier category of papers used for food packaging and Modified Atmosphere (MAP) packaging. Rautkoski et al. reported CNFs as a coating medium for paper coating colors, but the issue they faced was that these papers take more time to dry and therefore make the process costly (Rautkoski et al. 2015). Paper made from recycled fibers loses its strength and is porous when exposed to increased processing processes. Nanocellulose fibers thus consider their use as a bonding agent in these cases. Since CNFs are produced in a liquid state, they can be used effectively and easily as an additive at the beginning of the paper making process or at the end of the process as a coating material. Paper coatings are either applied to make the surface smooth and add additional properties and features to the surface, or to hide the non-uniform nature of the paper surface. Coatings enhance the surface energy, smoothness, water retention, printability and other barrier properties such as gas, oil, etc. Conventionally used coatings include mineral pigments such as polymeric latex, titanium dioxide, calcium carbonate, kaolin, zinc oxide and thickeners. But in nature some of those compounds are harmful or toxic and can therefore be replaced by natural agents. With the advent of nanotechnology a solution has been arrived at that nanocelluloses can be used as coating agents in paper production. Adding CNFs to the pulping mixture enhances strength, makes it less brittle, improves density and also increases the tensile strength and stiffness of the final paper due to the addition of CNFs. Bardet and Bras reviewed the hybrid combinations of fillers/additives along with CNFs, and also described the various uses of CNFs in bulk paper applications (Bardet and Bras 2014). The study shows that CNFs have enhanced wet and dry strength, tensile strength, water absorption, dimensional stability, act as a drainage aid, and also have reduced the cost of production. Process efficiency depends on the rate at which CNFs were retained in the base fibers. But monitoring this is difficult, as CNFs share a similar structural configuration with the base material used in papermaking. A better solution to this dilemma is to use fluorescent dyes or other tags before adding or processing to CNFs at the wet-end. Rautkoski et al. found that it can be used more as a thickening agent rather than as a binding agent on the use of cellulose nanofibrils in coating colours (Rautkoski et al. 2015). Their analysis found that when latex was replaced with low dosages of CNFs the viscosity increased. Since CNFs will significantly increase the viscosity even at low concentration, it can be used as a thickening agent since they possess the ability to thicken at very minute dosages and are therefore not applicable as a binding agent. One of the big disadvantages of using CNFs in paper making slurry is that it affects the paper’s drainability. Boufi et al. reviewed NFC as an additive in papermaking process and their drainability (Boufi et al. 2016). The application of retention aids to the slurry is a solution to solve this problem but the dosage of the retention aid used will adversely affect the mechanical properties of the final paper. There are many reports on energy utilization for manufacturing processes and it shows that energy consumption is low when compared to microfibrillated cellulose production (Bardet and Bras 2014; Osong et al. 2015; Salas et al. 2019). Researchers are working to reduce the amount of energy that is used in the different levels of the entire production system. Aracri et al. reported TEMPO-mediated oxidation as an effective tool to improve paper strength produced from sisal fiber (Aracri et al. 2012). Other approaches include, aside from enzymatic treatment methods, periodate-chlorite oxidation, carboxymethylation, and acetylation. Weak retention of CNFs in fibers is also a reported disadvantage over the use of nanocellulose in paper production. All the above-mentioned conditions for the use of nancellulose in papermaking have limited its use to manufacturing on a small to pilot scale rather than commercial scale (Al-ahmed and Inamuddin 2020).
6.11 Water purification
The nanocellulose can be used for water purification due to its low cost, high aspect ratio, inherent environmental inertness and high natural abundance. Cellulose nanomaterials are highly promising as an effective adsorbent of pollutants from waste water (Carpenter et al. 2015; Gopakumar et al. 2017; Maity and Ray 2017). In addition, the efficient functional surface of the NC allows the introduction of chemical quantities which may increase the binding efficiency of the contaminants to the NC. Carboxylation of NCs is perhaps the most researched method for increasing their sorptive efficiency. Yu et al. reported that incorporation of succinic acid moieties into CNCs improved the binding efficiency from aqueous solutions to Cd2+ and Pb2+ considerably. The conversion of carboxylic acid groups to sodium carboxylates further boosted their ability to remove these toxic heavy metal ions. In addition to Pb2+ and Cd2+, Srivastava et al. showed the potential of COO− modified CNFs to adsorb Cr3+ and Ni2+ with efficiencies of 3–10% higher unlike unmodified CNFs (Yu et al. 2013).
Bacteria-derived CNFs are also very suitable for heavy metal adsorbing, such as Mn2+, Pb2+ and Cr3+. Cellular debris and dead cells remaining in the CNF network have additional sorption sites as they are rich in metal-binding properties such as hydroxyls, carboxyls, phosphates, phosphoryls, and amines. Modified NC matrices have also proven the sorption of organic pollutants. NCs’ inherent hydrophilicity can be decreased to enhance the material’s resistance to hydrophobic compounds. NCs surface chemistry manipulation can be accomplished by the use of both inorganic and organic functionalities. Kohrhonen et al. stated that this was accomplished by deposition of titanium dioxide nanoparticles on the surface of NC aerogels by the atomic layer. The coating of TiO2 produced a reduction in energy on the surface of the fibers to produce a hydrophobic and oleophilic NC-based material (Korhonen et al. 2011). Jiang and Hseih successfully accomplished even stronger sorption efficiency of organic pollutants by vapour deposition of triethoxyl (octyl) silane to CNF aerogels. Adding hydrophobic silans to the structure of the CN has allowed the oil and water repellent material to absorb oils that have been deposited on the surface of the water or trapped under the water (Jiang and You-Lo 2014). Zhang et al. recently established the formation of silanated CNFs simply by freezing drying aqueous suspensions with methyltrimethoxysilane sol. Similar to the silanated CNFs referred to above, these materials were able to remove oils and organic matter effectively from the surface of the water. Zang et al. have used freeze-drying to prepare graphene oxide hydrogels trapped within the CN matrix and found that these composites were capable of absorbing a large quantity of cyclohexane and dimethylformamide after the H2 gas reduction (Zhang et al. 2014). Although promising on a laboratory scale, large quantities of vapour depositions and freeze-drying may be prohibitive, necessary for field-scale remediation. It would be more valuable to make modifications which are easily scalable (Wang et al. 2015). Magnetite nanoparticles are being easily integrated into the CN framework to allow controlled separation of magnetic particles from contaminated water. Zhu et al. have produced magnetic nanocellulose membranes by injecting magnetic Fe3O4 nanoparticles into growth media that can be trapped within nanoparticle fibers to create novel magnetic properties that can be applied to water treatments (Zhu et al. 2011). Although this aforementioned approach suggests a considerable energy pathway for the modification of CNs, but lengthy growth times and scaling-up difficulties reduce the marketing possibilities. Membranes were developed as pristine CN mats and also using CNs incorporated with many other biopolymers, namely poly(vinyl alcohol), poly(ether sulfone), poly (acrylonitrile), poly(ethylene oxide), poly(vinylidene fluoride), poly(3-hydroxybutyrate), and polypyrrole. The composite membranes of Polymer-CN were developed in a number of membrane processes and were showed extensive membrane properties. Unlike the incorporation of carbon nanotubes, the most prominent improvement of the properties is the marginal increase in the tensile strengths of the membrane developed from very small quantity of CNs. Many favorable properties comprise improvements in the hydrophilicity of the membrane surface, better permeability, greater selectivity and increased biofouling resistance (Carpenter et al. 2015).
Modification of maleic anhydride cellulose was used for the synthesis of a novel form of adsorbent (CM) for the removal of Hg(II) ions. This enhanced adsorption efficiency may be influenced by removing amorphous domains in cellulose chain during CNC preparation, supporting the availability on its surface of more primary hydroxyl groups. Also, during the production of CNCs the sulphuric acid hydrolysis of cellulosic fibers introduced sulfate linkages on the surface that serve as heavy metal binding sites (Mohammed et al. 2018). Figure 6 depicts application of modified cellulose nanocellulose for water purification.

Applications of modified cellulose nanofiber material for water purification
7 Current markets in nanocellulose production
Nanocellulose play crucial role to improve the mechanical and barrier properties of final products as already described. The current NC markets are showing rapid growing rates particularly in Japan and Canada, with a variety of products already available in the field of consumer goods, textiles, cosmetics and sanitary products. The demands of these commodities are widely increasing due to its high strength, stiffness and light weight. The foremost vendors of NC are CelluForce (Canada), Nippon (Japan), American process Inc. (US), Cellucomp (UK), Blue Goose Refineries (Canada), VTT (Finland) and so on. All these companies are continuously improving their shares in the.
market by adopting newer strategies and agreements in order to achieve versatile demands for their products in the global markets. The produced CNFs are mainly utilized as resins, fillers, or thickeners for bioplastic productions. However, CNCs find applications in diverse markets like textiles, paints, personal care, construction and electronics.
The major producers and commercial nanocellulose products available in the market along with production capacity are depicted in Table 3.
8 Conclusion and future perspectives
Nanocellulose is an environmentally friendly material and advanced technologies for creating various applications are becoming increasingly urgent. The uses of nanocellulose in numerous fields are attractive because of its renewable, biocompatible, and biodegradable nature. The industrial application of nanocelluloses in diversified areas include packaging products, biomedical, electronics, automobile body parts/ interiors, constructions, textiles, paper making, water purification, and cosmetics. The primary function of designing is to establish the possibilities, drawbacks and acceptability of nanocellulose for sustainable applications. The development of sustainable applications depends on end-to-end issues such as raw material selection, extraction methods, product design and life cycle. Various applications involve the integration of functional and advanced properties of these materials in order to promote environmental and economical benefits. The efficient design process for the development of useful products suitable for different fields from nanocellulose materials depends on the identification and resolution of existing problems. This also needs more laboratory-scale researches on the use of nanocellulose for sustainable applications, with the group effort of two or more areas of proficiency, like scientists, professionals, engineers and designers. Commercial manufacturing of nanocelluloses adapted to different end-user applications would have a promising future in the context of expanding global technology development, with strong collaboration between industries and the academic world.
References
Abitbol T, Rivkin A, Cao Y et al (2016) Nanocellulose, a tiny fiber with huge applications. Curr Opin Biotechnol 39:76–88. https://doi.org/10.1016/j.copbio.2016.01.002
Abraham E, Deepa B, Pothan LA et al (2011) Extraction of nanocellulose fibrils from lignocellulosic fibres: a novel approach. Carbohydr Polym 86:1468–1475. https://doi.org/10.1016/j.carbpol.2011.06.034
Ahmad I, Thomas S, Dufresne A et al (2018) Advances in cellulose nanomaterials. Cellulose 18:1–40. https://doi.org/10.1007/s10570-018-1723-5
Ahn Y, Logan BE (2010) Effectiveness of domestic wastewater treatment using microbial fuel cells at ambient and mesophilic temperatures. Bioresour Technol 101:469–475. https://doi.org/10.1016/j.biortech.2009.07.039
Akhlaghi MA, Bagherpour R, Kalhori H (2020) Application of bacterial nanocellulose fibers as reinforcement in cement composites. Constr Build Mater 241:118061. https://doi.org/10.1016/j.conbuildmat.2020.118061
Al-ahmed A, Inamuddin (2020) Advanced applications of Polysaccharides and their composites. Material Research Forum LLC, vol 73, p 248
An X, Cheng D, Shen J et al (2017) Nanocellulosic materials: research/production activities and applications. J Bioresour Bioprod 2:45–49
Aracri E, Valls C, Vidal T (2012) Paper strength improvement by oxidative modification of sisal cellulose fibers with laccase—TEMPO system: influence of the process variables. Carbohydr Polym 88:830–837. https://doi.org/10.1016/j.carbpol.2012.01.011
Arrieta MP, Fortunati E, Burgos N, Peltzer MA (2016) Nanocellulose-based polymeric blends for food packaging applications. Elsevier, Amsterdam
Asim M, Saba N, Jawaid M, Nasir M (2018) Potential of natural fiber/biomass filler-reinforced polymer composites in aerospace applications. Elsevier, Amsterdam
Atalla RH (1992) Structural changes in cellulose during papermaking and recycling. MRS Online Proceedings Library Archive, vol 266, pp 229–236
Bacakova L, Pajorova J, Bacakova M et al (2019) Versatile application of nanocellulose: from industry to skin tissue engineering and wound healing. Nanomaterials 9:164–183. https://doi.org/10.3390/nano9020164
Balea A, Campano C, Negro C, Blanco A (2020) Industrial application of nanocelluloses in solutions, and market perspectives. Molecules 25:526–556
Barbash VA, Yashchenko OV (2020) Preparation and application of nanocellulose from non wood plants to improve the quality of paper and cardboard. Appl Nanosci. https://doi.org/10.1007/s13204-019-01242-8
Bardet R, Bras J (2014) Cellulose nanofibers and their use in paper industry. In: Handbook of green materials, vol 4, p 13
Bhat AH, Dasan YK, Khan I (2017) Cellulosic biocomposites: potential materials for future cellulosic. In: Green biocomposites design and applications. Springer International Publishing, p 99
Bheekhun N, Rahim A, Talib A, Hassan MR (2013) Aerogels in aerospace: an overview. Adv Mater Sci Eng 13:18
Blanco A, Monte MC, Campano C et al (2018) Nanocellulose for industrial use: cellulose nanofibers (CNF), cellulose nanocrystals (CNC), and bacterial cellulose (BC). Elsevier, Amsterdam
Bordes P, Pollet E, Avérous L (2009) Nano-biocomposites: biodegradable polyester/nanoclay systems. Prog Polym Sci 34:125–155. https://doi.org/10.1016/j.progpolymsci.2008.10.002
Boufi S, González I, Delgado-aguilar M et al (2016) Nanofibrillated cellulose as an additive in papermaking process: a review. Carbohydr Polym 154:151–166. https://doi.org/10.1016/j.carbpol.2016.07.117
Brinchi L, Cotana F, Fortunati E, Kenny JM (2013) Production of nanocrystalline cellulose from lignocellulosic biomass: technology and applications. Carbohydr Polym 94:154–169. https://doi.org/10.1016/j.carbpol.2013.01.033
Brodin M, Opedal MT, Opedal MT, Chinga-carrasco G (2017) Lignocellulosics as sustainable resources for production of bioplastics—a review. J Clean Prod 5:3–38. https://doi.org/10.1016/j.jclepro.2017.05.209
Byun Y, Kim YT (2014) Utilization of bioplastics for food packaging industry. In: Innovations in food packaging, pp 369–390. https://doi.org/10.1016/B978-0-12-394601-0.00015-1
Carpenter AW, Lannoy D, Wiesner MR (2015) Cellulose nanomaterials in water treatment technologies. Environ Sci Technol 49:5277–5287. https://doi.org/10.1021/es506351r
Cesário MT, da Fonseca MMR, Marques MM, de Almeida MCM (2018) Marine algal carbohydrates as carbon sources for the production of biochemicals and biomaterials. Biotechnol Adv 36:798–817. https://doi.org/10.1016/j.biotechadv.2018.02.006
Charreau H, Cavallo E, Foresti ML (2020) Patents involving nanocellulose: analysis of their evolution since 2010. Carbohydr Polym 237:116039. https://doi.org/10.1016/j.carbpol.2020.116039
Chen W, Yu H, Liu Y et al (2011) Individualization of cellulose nanofibers from wood using high-intensity ultrasonication combined with chemical pretreatments. Carbohydr Polym 83:1804–1811. https://doi.org/10.1016/j.carbpol.2010.10.040
Colombo R, Papetti A (2019) Avocado (Persea americana Mill.) by-products and their impact: from bioactive compounds to biomass energy and sorbent material for removing contaminants. A review. Int J Food Sci Technol 54:943–951. https://doi.org/10.1111/ijfs.14143
Cui S, Zhang S, Ge S et al (2016) Green preparation and characterization of size-controlled nanocrystalline cellulose via ultrasonic-assisted enzymatic hydrolysis. Ind Crops Prod 83:346–352. https://doi.org/10.1016/j.indcrop.2016.01.019
Deepa B, Abraham E, Cordeiro N et al (2015) Utilization of various lignocellulosic biomass for the production of nanocellulose: a comparative study. Cellulose 22:1075–1090. https://doi.org/10.1007/s10570-015-0554-x
Deepa B, Chirayil CJ, Pothan LA, Thomas S (2019) Lignocellulose-based nanoparticles and nanocomposites: preparation, properties, and applications. Elsevier, Amsterdam
Diniz JMBF, Gil MH, Castro JAAM (2004) Hornification—its origin and interpretation in wood pulps. Wood Sci Technol 37:489–494. https://doi.org/10.1007/s00226-003-0216-2
Du H, Liu W, Zhang M et al (2019) Cellulose nanocrystals and cellulose nano fi brils based hydrogels for biomedical applications. Carbohydr Polym 209:130–144. https://doi.org/10.1016/j.carbpol.2019.01.020
Du X, Zhang Z, Liu W, Deng Y (2017) Nanocellulose-based conductive materials and their emerging applications in energy devices—a review. Nanoenergy 35:299–320. https://doi.org/10.1016/j.nanoen.2017.04.001
Dufresne A (2013) Nanocellulose: a new ageless bionanomaterial. Mater Today 16:220–227. https://doi.org/10.1016/j.mattod.2013.06.004
Dufresne A (2019) Nanocellulose processing properties and potential applications. Curr For Rep 15:1–14
Dufresne A, Cavaillé J, Vignon MR (1997) Mechanical behavior of sheets prepared from sugar beet cellulose microfibrils. J Appl Polym Sci 64:1185–1194. https://doi.org/10.1002/(sici)1097-4628(19970509)64:6%3c1185:aid-app19%3e3.3.co;2-2
Feczko T, Neral B, Voncina B (2012) Textiles screen-printed with photochromic ethyl cellulose—spirooxazine composite nanoparticles. Color Technol 129:18–23. https://doi.org/10.1111/j.1478-4408.2012.00404.x
Fu T, Montes F, Suraneni P et al (2017) The influence of cellulose nanocrystals on the hydration and flexural strength of portland cement pastes. Polymers 9:424–440. https://doi.org/10.3390/polym9090424
Fukuzumi H, Saito T, Iwata T, Kumamoto Y (2009) Transparent and high gas barrier films of cellulose nanofibers prepared by TEMPO-mediated oxidation, pp 162–165
Gonçalves SM, dos Santos DC, Motta JFG et al (2019) Structure and functional properties of cellulose acetate films incorporated with glycerol. Carbohydr Polym 209:190–197. https://doi.org/10.1016/J.CARBPOL.2019.01.031
Gopakumar DA, Pasquini D, Henrique MA et al (2017) Meldrum’s acid modified cellulose nano fiber-based polyvinylidene fluoride micro filtration membrane for dye water treatment and nanoparticle removal. ACS Sustain Chem Eng 5:2026–2033. https://doi.org/10.1021/acssuschemeng.6b02952
Gopi S, Balakrishnan P, Sreekala MS et al (2017) Green materials for aerospace industries. Woodhead Publishing. https://doi.org/10.1016/B978-0-08-100793-8.00011-9
Gross RA, Kalra B (2002) Biodegradable polymers for the environment. Science 297:803–807
Habibi Y, Lucia LA, Rojas OJ (2010) Cellulose nanocrystals: chemistry, self-assembly, and applications. Chem Rev 110:3479–3500
Haywood AD, Davis VA (2016) Effects of liquid crystalline and shear alignment on the optical properties of cellulose nanocrystal films. Cellulose 16:1150. https://doi.org/10.1007/s10570-016-1150-4
He W, Benson R (2011) Polymeric biomaterials. Elsevier, Amsterdam
He W, Benson R (2014) Polymeric biomaterials. Elsevier, Amsterdam
Hoeng F, Denneulin A, Bras J (2016) Use of nanocellulose in printed electronics. Nanoscale 8:13131–13154. https://doi.org/10.1039/C6NR03054H
Huang J, Zhu H, Chen Y et al (2013) Highly transparent and flexible nanopaper transistors. ACS Nano 7:2106–2113
Hubbe MA, Ferrer A, Tyagi P et al (2017) Nanocellulose in thin films, coatings, and plies for packaging applications: a review. BioResources 12:2143–2233
Husić S, Javni I, Petrović ZS (2005) Thermal and mechanical properties of glass reinforced soy-based pol yurethane composites. Compos Sci Technol 65:19–25. https://doi.org/10.1016/j.compscitech.2004.05.020
Iavicoli I, Leso V, Beezhold DH, Shvedova AA (2017) Nanotechnology in agriculture: opportunities, toxicological implications, and occupational risks. Toxicol Appl Pharmacol 329:96–111. https://doi.org/10.1016/j.taap.2017.05.025
Isogai A, Saito T, Fukuzumi H (2011) TEMPO-oxidized cellulose nanofibers. Nanoscale 3:71–85. https://doi.org/10.1039/c0nr00583e
Jatoi AW, Ogasawara H, Kim IS, Ni QQ (2019) Polyvinyl alcohol nanofiber based three phase wound dressings for sustained wound healing applications. Mater Lett 241:168–171. https://doi.org/10.1016/j.matlet.2019.01.084
Jawaid M, Kumar S (2018) Bionanocomposites for packaging activities. Springer International Publishing AG, pp 1–289
Jiang F, Hsieh You-Lo (2014) Amphiphilic superabsorbent cellulose nanofibril aerogels. J Mater Chem A 2:6337
Kabir SMF, Sikdar PP, Rahman BHMA, Ali BA (2018) Cellulose-based hydrogel materials: chemistry, properties and their prospective applications. Prog Biomater. https://doi.org/10.1007/s40204-018-0095-0
Kafy A, Akther A, Shishir IR et al (2016) Physical cellulose nanocrystal/graphene oxide composite film as humidity sensor. Sens Actuators A 247:221–226. https://doi.org/10.1016/j.sna.2016.05.045
Kargar Zadeh H, Ioelovich M, Ahmad I et al (2017) Methods for extraction of nanocellulose from various sources. In: Handbook of nanocellulose and cellulose nanocomposites, First Edition. Wiley-VCH, pp 1–49
Khalil HPSA, Bhat AH, Yusra AFI (2012) Green composites from sustainable cellulose nanofibrils: a review. Carbohydr Polym 87:963–979. https://doi.org/10.1016/j.carbpol.2011.08.078
Khalil HPSA, Davoudpour Y, Islam N et al (2014) Production and modification of nanofibrillated cellulose using various mechanical processes: a review. Carbohydr Polym 99:649–665. https://doi.org/10.1016/j.carbpol.2013.08.069
Khalil HPSA, Davoudpour Y, Saurabh CK et al (2016) A review on nanocellulosic fibres as new material for sustainable packaging: process and applications. Renew Sustain Energy Rev 64:823–836. https://doi.org/10.1016/j.rser.2016.06.072
Kim DH, Kwon OJ, Yang SR, Park JS (2007) Preparation of starch-based polyurethane films and their mechanical properties. Fibers Polym 8:249–256. https://doi.org/10.1007/BF02877266
Kim J, Lee D, Lee Y et al (2018) Nanocellulose for energy storage systems: beyond the limits of synthetic materials. Adv Mater 1804826:1–16. https://doi.org/10.1002/adma.201804826
Kiziltas A, Kiziltas EE, Boran S, Gardner DJ (2013) Micro and nanocellulose composites for automotive applications. In: Biofiber reinforcement in composite materials. Elsevier Science, p 643
Klemm D, Cranston ED, Fischer D et al (2018) Nanocellulose as a natural source for groundbreaking applications in materials science: Today’s state. Mater Today 21:720–748. https://doi.org/10.1016/j.mattod.2018.02.001
Klemm D, Klemm D, Kramer F et al (2011) Reviews nanocelluloses: a new family of nature-based materials. Angew Green Nanomater. https://doi.org/10.1002/anie.201001273
Korhonen JT, Kettunen M, Ras RHA, Ikkala O (2011) Hydrophobic nanocellulose aerogels as floating, sustainable, reusable, and recyclable oil absorbents. ACS Appl Mater Interfaces 3:1813–1816
Kose R, Mitani I, Kasai W, Kondo T (2011) “Nanocellulose” as a single nanofiber prepared from pellicle secreted by Gluconacetobacter xylinus using aqueous counter collision. Biomacromolecules 12:716–720. https://doi.org/10.1021/bm1013469
Kroon-Batenburg JK (2001) The crystal and molecular structures of cellulose I and II. Glycoconj J 14:677–690
Kumar A, Negi YS, Choudhary V, Bhardwaj NK (2014) Sugarcane bagasse: a promising source for the production of nanocellulose. J Polym Compos 2:23–27
Kurańska M, Aleksander P, Mikelis K, Ugis C (2013) Porous polyurethane composites based on bio-components. Compos Sci Technol 75:70–76. https://doi.org/10.1016/j.compscitech.2012.11.014
Leong WH, Lim JW, Lam MK et al (2018) Third generation biofuels: a nutritional perspective in enhancing microbial lipid production. Renew Sustain Energy Rev 91:950–961. https://doi.org/10.1016/j.rser.2018.04.066
Li F, Mascheroni E, Piergiovanni L (2015a) The potential of nanocellulose in the packaging field: a review. Packag Technol Sci. https://doi.org/10.1002/pts.2121
Li Y, Zhu H, Shen F et al (2015b) Nanocellulose as green dispersant for two-dimensional energy materials. Nano Energy 13:346–354. https://doi.org/10.1016/j.nanoen.2015.02.015
Lin N, Dufresne A (2014) Nanocellulose in biomedicine: current status and future prospect. Eur Polymer J 59:302–325. https://doi.org/10.1016/j.eurpolymj.2014.07.025
Liu J, Zheng H, Dai X et al (2017a) Biomaterials for promoting wound healing in diabetes. Tissue Sci Eng 8:8–11. https://doi.org/10.4172/2157-7552.1000193
Liu Y, Chen W, Xia Q et al (2017b) Efficient cleavage of lignin-carbohydrate complexes and ultrafast extraction of lignin oligomers from wood biomass by microwave-assisted treatment with deep eutectic solvent. Chemsuschem 10:1692–1700. https://doi.org/10.1002/cssc.201601795
Liu W, Ullah B, Kuo C-C, Cai X (2019) Two-dimensional nanomaterials-based polymer composites: fabrication and energy storage applications. Adv Polym Technol 2019:1–15. https://doi.org/10.1155/2019/4294306
Ludwicka K, Jedrzejczak-krzepkowska M, Kubiak K et al (2016) Medical and cosmetic applications of bacterial nanocellulose. Elsevier, Amsterdam
Machado AV, Araujo A, Oliveira M (2015) Assessment of polymer based nanocomposites biodegradability. In: Biodegradable polymers, vol 1. Advancement in biodegradation study and applications, pp 169–195
Maity J, Ray SK (2017) Removal of Cu (II) ion from water using sugar cane bagasse cellulose and gelatin based composite hydrogels. Elsevier, Amsterdam
Malladi R, Nagalakshmaiah M, Robert M, Elkoun S (2018) Importance of agriculture and industrial waste in the field of nanocellulose and its recent industrial developments: a review. ACS Sustain Chem Eng 6:2807–2828. https://doi.org/10.1021/acssuschemeng.7b03437
Mathew B, Lopes A, Ferreira S et al (2010) Isolation of nanocellulose from pineapple leaf fibres by steam explosion. Carbohydr Polym 81:720–725. https://doi.org/10.1016/j.carbpol.2010.03.046
Mautner A (2020) Nanocellulose water treatment membranes and filters: a review. Polym Int 55:5993. https://doi.org/10.1002/pi.5993
Mishra R, Sabu A, Tiwari SK (2018) Materials chemistry and the futurist eco-friendly applications of nanocellulose: status and prospect. J Saudi Chem Soc. https://doi.org/10.1016/j.jscs.2018.02.005
Mishra S, Unnikrishnan L, Nayak SK, Mohanty S (2019) Advances in piezoelectric polymer composites for energy harvesting applications: a systematic review. Macromol Mater Eng 1800463:1–25. https://doi.org/10.1002/mame.201800463
Mohammadinejad R, Karimi S, Iravani S, Varma RS (2015) Plant derived nanostructures: types and applications. Green Chem 18:20–52. https://doi.org/10.1039/C5GC01403D
Mohammed L, Ansari MNM, Pua G et al (2015) A review on natural fiber reinforced polymer composite and its applications. Int J Polym Sci. https://doi.org/10.1155/2015/243947
Mohammed N, Grishkewich N, Tam KC (2018) Cellulose nanomaterials: promising sustainable nanomaterials for application in water/wastewater treatment processes. Environ Sci Nano 39:89. https://doi.org/10.1039/C7EN01029J
Muller J, González-Martínez C, Chiralt A (2017) Combination of poly(lactic) acid and starch for biodegradable food packaging. Materials (Basel, Switzerland) 10:952. https://doi.org/10.3390/ma10080952
Nechyporchuk O, Belgacem MN, Bras J (2016a) Production of cellulose nanofibrils: a review of recent advances. Ind Crops Prod 93:2–25. https://doi.org/10.1016/j.indcrop.2016.02.016
Nechyporchuk O, Belgacem MN, Bras J (2016b) Production of cellulose nanofibrils: a review of recent advances. Ind Crops Prod 93:2–25. https://doi.org/10.1016/j.indcrop.2016.02.016
Nelson K, Retsina T (2014) Innovative nanocellulose process breaks the cost barrier. Tappi J 13:19–23. https://doi.org/10.5465/amr.2011.0004
Nelson K, Retsina T, Iakovlev M (2016) Material research for manufacturing. In: Springer series in Material Science, vol 224. Springer International Publishing, Switzerland, pp 267–302
Oliveira J, Luiza M, Andrea K, Netoj M (2017) Nanotechnology applications on lignocellulosic biomass pretreatment, In: Nanotechnology for bioenergy and biofuel production in green chemistry and sustainable technology. Springer International Publishing AG, pp 19–37
Omara AE-D, Elsakhawy T, Alshaal T et al (2019) Nanoparticles: a novel approach for sustainable agro-productivity. Environ Biodiver Soil Secur 3:30–40. https://doi.org/10.21608/jenvbs.2019.7478.1050
Osong SH, Norgren S, Engstrand P (2015) Processing of wood-based microfibrillated cellulose and nanofibrillated cellulose, and applications relating to papermaking: a review. Cellulose. https://doi.org/10.1007/s10570-015-0798-5
Ouyang W, Sun J, Memon J et al (2013) Scalable preparation of three-dimensional porous structures of reduced graphene oxide/cellulose composites and their application in supercapacitors. Carbon. https://doi.org/10.1016/j.carbon.2013.06.049
Panchal P, Ogunsona E, Mekonnen T (2019) Trends in advanced functional material applications of nanocellulose. Processes 7:10. https://doi.org/10.3390/pr7010010
Patel AK, Pant D, Banu JR, Rao CV (2019) Recent developments in pretreatment technologies on lignocellulosic biomass: effectof key parameters, technological improvements, and challenges. Bioresour Technol 19:122–141. https://doi.org/10.1016/j.biortech.2019.122724
Peng BL, Dhar N, Liu HL, Tam KC (2011) Chemistry and applications of nanocrystalline cellulose and its derivatives: a nanotechnology perspective. Can J Chem Eng 89:1191–1206. https://doi.org/10.1002/cjce.20554
Peters SJ, Rushing TS, Landis EN, Cummins TK (2016) Nanocellulose and microcellulose fibers for concrete. J Transp Res Board 2142:25–28. https://doi.org/10.3141/2142-04
Phanthong P, Reubroycharoen P, Hao X, Xu G (2018) Nanocellulose: extraction and application. Carbon Resour Convers 1:32–43. https://doi.org/10.1016/j.crcon.2018.05.004
Pilla S (2011) Handbook of bioplastics and biocomposites engineering applications. Wiley, New York
Plackett DV, Letchford K, Jackson JK et al (2014) A review of nanocellulose as a novel vehicle for drug delivery. Nord Pulp Pap Res J 29:105–118
Raghavendra GM, Varaprasad K, Jayaramudu T (2015) Chapter 2. Biomaterials design, development and biomedical applications. Elsevier, Amsterdam
Rautkoski H, Pajari H, Koskela H et al (2015) Use of cellulose nanofibrils ( CNF ) in coating colors. Nord Pulp Pap Res J 30:511
Risti T, Fras L, Novak M et al (2011) Antimicrobial efficiency of functionalised cellulose fibers as potential medical textiles. In: Science aganist microbial pathogens: communicating current research and technology advances. Formatex Research Center, Badajoz
Sabo R, Yermakov A, Law CT et al (2016) Nanocellulose-enabled electronics, energy harvesting devices, smart materials and sensors: a review. J Renew Mater 4:297–312. https://doi.org/10.7569/JRM.2016.634114
Saito T, Kimura S, Nishiyama Y, Isogai A (2007) Cellulose nanofibers prepared by TEMPO-mediated oxidation of native cellulose. Biomacromolecules 8:2485–2491. https://doi.org/10.1021/bm0703970
Salama A, El-Sakhawy M, Kamel S (2016) Carboxymethyl cellulose based hybrid material for sustained release of protein drugs. Int J Biol Macromol 93:1647–1652. https://doi.org/10.1016/j.ijbiomac.2016.04.029
Salas C, Hubbe M, Rojas OJ (2019) Nanocellulose applications in papermaking. In: Production of materials from sustainable biomass resources, biofuels and biorefineries, vol 9. Springer Nature, pp 61–85
Sanoj P, Balasubramanian K (2014) High performance structural nano cellulose composites for motor vehicle spring suspension system. Int J Plast Technol 18:383–389. https://doi.org/10.1007/s12588-014-9098-4
Schlesinger M, Hamad WY, Maclachlan MJ (2015) Optically tunable chiral nematic mesoporous cellulose films. Soft Matter 15:9. https://doi.org/10.1039/C5SM00745C
Sello SB (1985) Easy-care finishing of cellulosic and cellulose-containing textiles with low- or zero-formaldehyde cross-linkers. Int Fed Asso Text Chem Colour 101:99–105
Selvaraj T, Perumal V, Khor SF et al (2020) The recent developments of polysaccharides biomaterials and their performance for supercapacitor applications. Mater Res Bull 19:110–123. https://doi.org/10.1016/j.materresbull.2020.110839
Shirai MA, Grossmann MVE, Mali S et al (2013) Development of biodegradable flexible films of starch and poly(lactic acid) plasticized with adipate or citrate esters. Carbohydr Polym 92:19–22. https://doi.org/10.1016/j.carbpol.2012.09.038
Siddiqui N, Mills RH, Gardner DJ, Bousfield D (2010) Production and characterization of cellulose nanofibers from wood pulp. J Adhes Sci Technol 25:709–721. https://doi.org/10.1163/016942410X525975
Siracusa V, Rocculi P, Romani S, Rosa MD (2008) Biodegradable polymers for food packaging: a review. Trends Food Sci Technol 19:634–643. https://doi.org/10.1016/J.TIFS.2008.07.003
Sirviö JA, Visanko M, Liimatainen H (2015) Deep eutectic solvent system based on choline chloride-urea as a pre-treatment for nanofibrillation of wood cellulose. Green Chem 17:3401–3406. https://doi.org/10.1039/c5gc00398a
Soriano ML, Duenas-mas MJ (2018) Promising sensing platform based on nanocellulose. In: Carbon based nanosensor technology, Springer series on chemical sensors and biosensors, pp 273–301
Sumboja A, Liu J, Zheng WG et al (2018) Electrochemical energy storage devices for wearable technology: a rationale for materials selection and cell design. Chem Soc Rev 47:5919–5936. https://doi.org/10.1039/c8cs00237a
Sundar S, Kumar D, Rajendran NK et al (2018) Recent advances on silver nanoparticle and biopolymer based biomaterials for wound healing applications. Biol Macromol. https://doi.org/10.1016/j.ijbiomac.2018.04.003
Surma-ślusarska B, Presler S (2008) Characteristics of bacterial cellulose obtained from acetobacter xylinum culture for application in papermaking. Fibres and Textiles in Eastern Europe 16:108–111
Tang L, Zhao L, Guan L (2017) Graphene/polymer composite materials: processing, properties and applications. In: Advanced composite materials: properties and applications, DeGruyter, pp 349–419
Tokumitsu H, Ichikawa H, Fukumori Yoshinobu (1999) Chitosan-gadopentetic acid complex nanoparticles for gadolinium neutron-capture therapy of cancer: preparation by novel emulsion-droplet coalescence technique and characterisation. Pharm Res 16:1830–1849
Trache D, Hussin MH, Haafiz MKM et al (2017) Recent progress in cellulose nanocrystals: sources and production. Nanoscale 9:1763–1786. https://doi.org/10.1039/C6NR09494E
Trache D, Tarchoun AF, Derradji M, Hamidon TS (2020a) Nanocellulose: from fundamentals to advanced applications. Front Chem 8:392. https://doi.org/10.3389/fchem.2020.00392
Trache D, Thakur VK, Boukherroub R (2020b) Cellulose nanocrystals/graphene hybrids—a promising new class of materials for advanced applications. Nanomaterials 10:1523–1567
Vilarinho F, Sanches-silva A, Vaz MF, Farinha JP (2017) Nanocellulose: a benefit for green food packaging. https://doi.org/10.1080/10408398.2016.1270254
Wang S, Peng X, Zhong L et al (2015) An ultralight, elastic, cost-effective, and highly recyclable superabsorbent from microfibrillated cellulose fibers for oil spillage cleanup. J Mater Chem A Mater Energy Sustain. https://doi.org/10.1039/C4TA07057G
Wang H, Roman M (2011) Formation and properties of chitosan-cellulose nanocrystal polyelectrolyte-macroion complexes for drug delivery applications. Biomacromolecules 12:1585–1593
Wang R-M, Zheng S-R, Zheng Y-P (2011) Introduction to polymer matrix composites. In: Polymer materix composite and technology. Elsevier
Wu T, Farnood R, O’Kelly K, Chen B (2014) Mechanical behavior of transparent nanofibrillar cellulose-chitosan nanocomposite films in dry and wet conditions. J Mech Behav Biomed Mater 32:279–286. https://doi.org/10.1016/j.jmbbm.2014.01.014
Wulandari WT, Rochliadi A, Arcana IM (2016) Nanocellulose prepared by acid hydrolysis of isolated cellulose from sugarcane bagasse. IOP Conf Ser Mater Sci Eng. https://doi.org/10.1088/1757-899X/107/1/012045
Xia S, Baker GA, Li H et al (2014) Aqueous ionic liquids and deep eutectic solvents for cellulosic biomass pretreatment and saccharification. RSC Adv 4:10586–10596. https://doi.org/10.1039/c3ra46149a
Yan X, Zihao M, Huining X (2017) Nanocellulose as sustainable biomass material: structure, properties, present status and future prospects in biomedical applications. Nanoscale 9:14758–14781. https://doi.org/10.1039/C7NR04994C
Yu X, Tong S, Ge M et al (2013) Adsorption of heavy metal ions from aqueous solution by carboxylated cellulose nanocrystals. J Environ Sci 25:933–943. https://doi.org/10.1016/S1001-0742(12)60145-4
Yue Y, Wang X, Han J et al (2019) Effects of nanocellulose on sodium alginate/polyacrylamide hydrogel: mechanical properties and adsorption–desorption capacities. Carbohydr Polym 206:289–301. https://doi.org/10.1016/j.carbpol.2018.10.105
Zhang BT, Wang W, Zhang D et al (2010) Biotemplated synthesis of gold nanoparticle—bacteria cellulose nanofiber nanocomposites and their application in biosensing. 1152–1160. https://doi.org/10.1002/adfm.200902104
Zhang Y, Liu Y, Wang X et al (2014) Porous graphene oxide/carboxymethyl cellulose monoliths, with high metal ion adsorption. Carbohydr Polym 101:392–400
Zhou YM, Fu SY, Zheng LM, Zhan HY (2012) Effect of nanocellulose isolation techniques on the formation of reinforced poly(vinyl alcohol) nanocomposite films. Express Polym Lett 6:794–804. https://doi.org/10.3144/expresspolymlett.2012.85
Zhu H, Jia S, Wan T et al (2011) Biosynthesis of spherical Fe3O4/bacterial cellulose nanocomposites as adsorbents for heavy metal ions. Carbohyd Polym 86:1558–1564. https://doi.org/10.1016/j.carbpol.2011.06.061
Zhu H, Luo W, Ciesielski PN et al (2016) Wood-derived materials for green electronics, biological devices, and energy applications. Chem Rev 116:9305–9374. https://doi.org/10.1021/acs.chemrev.6b00225
Acknowledgements
R. Reshmy and Raveendran Sindhu acknowledge Department of Science and Technology (Grant Nos. SR/WOS B/587/2016 and SR/WOS B/740/2016 respectively) for sanctioning projects under DST WOS-B scheme. Aravind Madhavan acknowledges Department of Health Research, Ministry of Health and Family Welfare for sanctioning a project under Young Scientist Scheme. Ranjna Sirohi acknowledges CSIR for providing fellowship under direct SRF scheme.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no established conflicting financial interests or personal relationships that may seem to have affected the research discussed in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Reshmy, R., Philip, E., Paul, S.A. et al. Nanocellulose-based products for sustainable applications-recent trends and possibilities. Rev Environ Sci Biotechnol 19, 779–806 (2020). https://doi.org/10.1007/s11157-020-09551-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11157-020-09551-z