
Strong porous permeable ceramic is studied, prepared by selection of grain size compositions with filler of electromelted corundum grades F600 (100 – 200 μm), F360 (40 – 60 μm), and F120 (10 – 20 μm). The strengthening binders used are very fine corundum powder (~2 μm), alloyed with 0.25 wt.% MgO; a mixture of SiC (particle size 3 – 4 μm) and MgO (particle size 1 – 2 μm) in a ratio of 2:1. Specimens in the form of bars 60 × 15 × 5.5 mm are prepared by uniaxial semidry compaction under a pressure of 50 MPa (for single fraction compositions) and 25 MPa (for three-fraction compositions). Specimens are fired in air at temperatures from 1350 to 1550°C. Specimen open porosity varies from 28 to 43%, and ultimate strength in bending from 1 to 36 MPa. The best strength is obtained using a binder in the system SiC–MgO (5 wt.% binder above 100% of filler, σben = 36 MPa, and open porosity is 30%).
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Porous permeable ceramic is mainly used as elements for ceramic membranes, catalyst carriers, diaphragms, etc. [1,2,3,4,5,6]. An important task of producing ceramic for this purpose concerns formation of the material structure corresponding to the process being performed. In preparing ceramic filters and membrane substrates there is extensive use of porous permeable ceramic based on electromelted corundum (EMC), prepared by selection of grain size compositions. EMC provides high-strength ceramic with highstrength and chemical stability, but a high firing temperature is necessary for sintering. In order to reduce ceramic firing temperature and control the structure it is normal to use additives.
In spite of the advantages listed, ceramic materials exhibit a number of marked disadvantages. Compounds on which they are based exhibit high chemical bond strength that gives rise to a requirement for high-temperature firing during production. The brittle nature of failure on reaching critical stresses retards use of ceramic materials. Therefore, for reliable and long-term operation with use of high mechanical loads a material should exhibit sufficiently high strength. The strength of porous ceramic, prepared by varying grain size composition, is determined mainly by the strength of binder and its contacts with filler grains. The amount of binder should be at a minimum in order that high porosity is retained. Pores are stress concentrators and reduce material strength. In order to prepare ceramic with prescribed structure and properties it is necessary to introduce additives that control the structure and reduce the firing temperature [7, 8]. In order to strengthen ceramic consisting of granular filler and very fine binder there is successful use of strengthened binders forming a liquid phase during firing and partly or entirely crystallizing from melt. The efficiency of using these additives for strengthening porous ceramic with filler of alumina grade GK with an average spherulite size of 70 – 120 μm with a binder of a mixture of silicon carbide with an activator has been demonstrated in [9]. The activator composition is not provided in the article, but it is shown that over the boundaries of α-Al2O3 crystals there is clinoenstatite. In to obtain this presence of magnesium oxide is required, which was evidently added to the activator composition.
The aim of this work is selection of the composition and amount of binder for preparing porous and quite strong ceramic based on electromelted corundum (EMC) with firing temperatures from 1350 to 1550°C. The most suitable porous materials for use as filter elements are those with a narrow pore size distribution, and an average pore size of 4 – 6 μm [10].
Experimental Procedure
The filler used was electrocorundum with different average grain sizes: F600 (100 – 120 μm), F360 (40 – 60 μm), and F120 (10 – 20 μm). The strengthening additive used was binder of fired aluminum oxide powder (grain size ~ 2 μm) alloyed with MgO (0,25 wt.%Footnote 1), and also additive in the SiC–Mg system.
For its preparation powders of fine SiC with grain size of 3 – 4 μm and MgO with a grain size of 1 – 2 μm were mixed. The ratio of SiC and MgO by weight was 2:1. Binder was added above 100% with respect to filler. For EMC single-fraction compositions (100 – 120; 40 – 60; 10 – 20 μm) mixing with fine aluminum oxide alloyed binder mixed with MgO was performed by a dry method in a corundum drum with corundum milling bodies for 3 h (ratio of milling balls:material = 1:1). Binder of the SiC–MgO system was mixed with EMC by the same method. The content of both forms of binder in mixtures with EMC was 1, 3, and 5%. EMC of three fractions was selected for composite compositions: coarse, medium, and fine. The content of both forms of binder in mixtures with three-fraction compositions of EMC was 3 and 5%. Test specimen compositions are given in Table 1.
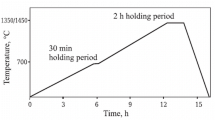
An aqueous solution of polyvinyl alcohol (5%) was used in order to prepare a molding mix. The temporary process binder was added in an amount of 7% of charge weight. Polyvinyl alcohol solution was added in small portions to dry mix of components with continuous stirring. The moistened carefully stirred mix was additionally homogenized by rubbing it through screen No. 3. The molding mix was used to prepare beam specimens with a size of 60 × 15 × 6.5 mm by uniaxial semidry compaction. For the single-fraction compositions compaction pressure was 50 MPa, and for the three-fraction compositions it was 25 MPa. Specimens were dried at 80°C for 24 h, then fired in air in a furnace with lanthanum chromite heaters. Specimens were heated to 700°C at a rate of 2°C/min, the held for 30 min. Then specimens were heated to the maximum firing temperature at different rates: up to 1350°C at a rate of 140°C/min, up to 1450°C at a rate of 160°C/min, up to 1500°C at a rate of 180°C/min, and up to 1550°C at a rate of 00°C/min. In all cases the holding time at the maximum temperature was 2 h. Specimen cooling was performed in the furnace.
The maximum firing temperature for specimens of the test compositions (see Table 1) compacted under a pressure of 25 MPa is given below:
Composition . . . . . | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
Maximum firing temperature. . . . | 1450, 1500 | 1450, 1500 | 1450, 1500 | 1450, 1500 | 1500, 1550 | 1500, 1550 | 1500, 1550 | 1500, 1550 |
Open porosity, density, and ultimate strength with three-point bending for specimens were determined by procedures described in [11].
Results of determining porosity, object average density, and ultimate strength in bending σben for sintered specimens are given in Table 2. For single-fraction compositions with Al2O3 (MgO) binder, presented in Table 2, the highest ultimate strength in bending (6 MPa) was obtained for specimens of EMC F120 (10 – 20 μm) with a binder content of 5% and a compaction pressure of 50 MPa and firing temperature of 1350°C. The highest ultimate strength in bending (7 MPa) with open porosity of 42% was obtained for specimens of single-fraction compositions with binder of the system (SiC : MgO = 2 : 1) 3%, prepared from EMC F120 (10 – 20 μm) with a compaction pressure of 50 MPa and a firing temperature of 1350°C. The highest open porosity (46%) for specimens with σben of 5.5 MPa was obtained with the following parameters: filler F360 (40 – 60 μm) with 5% Al2O3 (MgO) binder, compaction pressure 50 MPa, and maximum firing temperature 1350°C. An increase in binder content from 1 to 5% led to an increase in strength. It should be noted that with a reduction in EMC particle size from 100 – 120 to 10 – 20 μm the mechanical strength of specimens of all compositions increased.
The effect of sintering additive composition on porous ceramic properties was studied in specimens of electrocorundum F600, F360, and F120. Properties are given in Table 2 for porous ceramic in relation to composition and amount of strengthening additive. With a reduction in filler particle size there is an increase in number of contacts between particles. Ceramic strength may increase due to an increase in the amount of contact between particles and strength of binder used.
Introduction into the composition of ceramic materials of binder based on aluminum oxide alloyed with magnesium oxide makes it possible to prepare quite strong corundum ceramic consisting of EMC filler grains with a fraction size of 10 – 20 _m with a reduction in firing temperature for these materials due to the fineness of strengthening corundum binder. Fine corundum particles sinter to the surface of filler grains and form bridges between them strengthening contact between particles. Depending on fineness of the filler after firing at 1350°C ultimate strength in bending for this ceramic was from 0.4 to 6.0 MPa.
The strengthening mechanisms for ceramic containing SiC–MgO as an additive consist of the following. From the results of optical microscopy of material containing 5% additive at 950 – 1100°C there was oxidation of fine silicon carbide and formation of active SiO2. With a further increase in temperature the SiO2 formed started to dissolve the MgO additive present in the composition with formation of a liquid phase of clinoenstatite composition. At 1350°C the liquid phase wetted the surface of filler grains., on cooling the material there is crystallization of clinoenstatite in the form of cellular fibrous structure. The thickness of bridges between filler is 3 – 5 μm, and the size of clinoenstatite crystals reached 1.5 μm
Results of determining porosity, average object density, and ultimate strength in bending for sintered specimens of three-fraction composition with strengthening binder of the SiC–MgO system are given in Table 3. The best ultimate strength in bending (31.5 MPa) is typical for specimens compacted under a pressure of 25 MPa from a mixture of EMC factions EMC 10 – 20 μm 80%, 40 – 60 μm 15%, 100 – 120 μm 5% with 5% binder of the SiC–MgO system after firing at 1450°C. Quite high ultimate strength in bending (22.7 MPa) applies to specimens compacted under a pressure of 25 MPa from a mixture of EMC 10 – 20 μm 40%, 40 – 60 μm 10%, 100 – 120 μm 50% with 5% binder of the SiC–MgO system after firing at 1450°C. With a reduction in additive content from 5 to 3% specimen strength of all compositions was significantly reduced. Firing specimens of these mixes at a lower temperature (1350°C) led to a sharp reduction in σben.
Results of determining porosity, average object density, and ultimate strength in bending for sintered specimens of three-fraction composition with strengthening addition of Al2O3 (MgO) are given in Table 4. The best ultimate strength in bending (15.2 MPa) applied to specimens compacted under a pressure of 25 MPa from a mixture of EMC fractions EMC 10 – 20 μm 80%, 40 – 60 μm 15%, 100 – 120 μm 5% with 5% Al2O3 (MgO) binder after firing at 1450°C. The ultimate strength in bending was less by 30% (10.8 MPa) for specimens compacted under a pressure of 25 MPa from a mixture of EMC 10 – 20 μm 40%, 40 – 60 μm 10%, 100 – 120 _m 50% with 5% binder of the SiC–MgO system after firing at 1450°C. With a reduction in binder content from 5 to 3% there was a significant reduction in the strength of specimens containing a mixture of fractions EMC 10 – 20 μm 80%, 40 – 60 μm 15%, 100 – 120 μm 5%. Firing of these mixtures at a lower temperature (1350 and 1450°C) led to a sharp reduction in ∋ben for all specimens.
Results of determining porosity, average density of objects, and ultimate strength in bending for sintered specimens of three-fraction composition with strength binders Al2O3 (MgO) and SiC–MgO are given in Table 5. The best σben index (36 MPa) applies to specimens compacted under a pressure of 25 MPa from a mixture of fractions EMC 10 – 20 μm 80%, 40 – 60 μm 15%, 100 – 120 μm 5% with 5% SiC–MgO binder after firing at 1500°C. Ultimate strength in bending for specimens compacted under a pressure of 25 MPa from a mixture of factions of EMC 10 – 20 μm 40%, 40 – 60 μm 10%, 100 – 120 μm 50% with 5% SiC–MgO after firing at 1500°C was 33 MPa. For three-fraction compositions with addition of Al2O3 (MgO) the highest σben index (12 MPa) applies to specimens compacted under a pressure of 25 MPa with a mixture of EMC fractions 10 – 20 μm 80%, 40 – 60 μm 15%, 100 – 120 μm 5% with 5% binder of Al2O3 (MgO) after firing at 1500°C. The ultimate strength in bending for specimens compacted under a pressure of 25 MPa from a mixture of EMC fractions 10 – 20 μm 40%, 40 – 60 μm 10%, 100 – 120 μm 50% with 5% Al2O3 (MgO) binder after firing at 1500°C was 6.2 MPa. With a reduction in additive content from 5 to 3% the strength of specimens of all compositions decreased significantly.
Use of a mixture of EMC compositions (F120: F360; F600) as a filler made it possible to prepare permeable strong ceramic with sintering in air at 1450 – 1550°C with addition of densifying binders of 3 or 5% above 100% with respect to filler. In a mixture of three fractions of EMC 10 – 20 μm 40%, 40 – 60 μm 10%, 100 – 120 μm 50% with 5% Al2O3 (MgO) binder (3 and 5% above 100%) open permeable porosity of specimens decreased insignificantly (from 38.5 to 35%) with an increase in firing temperature from 1500 to 1550°C, but there was a significant increase in strength. With addition of 3% binder σben increased from 5.7 to 10.2 MPa, and with 5% from 6.2 to 10.8 MPa. For a mixture of three fractions of EMC 10 – 20 μm 80%, 40 – 60 μm 15%, 100 – 120 μm 5% with 5% porosity also decreased insignificantly (43.7 to 41.86%) with an increase in firing temperature from 1500 to 1550°C, but ultimate strength in bending increased from 12 to 15.2 MPa with 5% binder, and from 10.4 to 12.6 MPa with 3%.
In a mixture of three EMC fractions 10 – 20 μm 40%, 40 – 60 μm 10%, 100 – 120 _m 50% binder of the SiC–MgO system (3 and 5% above 100%) open permeable porosity of specimens was reduced significantly (from 33.6 to 28.6%) with an increase in firing temperature from 1450 to 1500°C, but with a significant increase in strength. With addition of 3% binder ultimate strength in bending increased for 18.3 to 26. MPa, and with 5% additive from 22.7 to 33 MPa. For a mixture of three EMC fractions 10 – 20 μm 80%, 40 – 60 μm 15%, 100 – 120 μm 5% porosity also decreased significantly (from 40 to 30%) with an increase in firing temperature from 1450 to 1500°C, and ultimate strength in bending increased from 31.5 to 36 MPa with addition of 5% binder and from 17.6 to 27.6 MPa with 3%.
For electromelted corundum filler binder of the SiC–MgO system with a weight ratio of SiC : MgO = 2 : 1 appeared to be significantly more effective than the Al2O3 (MgO) binder. For single-fraction specimens the effect of type of binder was less significant than for three-fraction specimens. The strength of specimens of single-fraction composition with Al2O3 (MgO) binder was less by a factor of three than for three-fraction compositions. With use of binder of the SiC–MgO system the strength of specimens of single-fraction composition was significantly (by a factor of five) less than for three-fraction compositions.
On firing specimens with binder of the SiC–MgO system in air SiC oxidises to SiO2. Partial SiO formation is possible. Occurrence of reactions is facilitated by MgO binding the SiO2 formed. In the composition diagram for the MgO–Al2O3–SiO2 system there are eutectics with melting temperatures of 1355, 1365, and 1370°C [12]. Presence of SiO may additionally reduce the eutectic temperature. Due to appearance of a liquid phase sintering proceeds more intensely, which provides high strength of the porous ceramic obtained. Presence of a second phase may reduce material chemical resistance in some fields of application. Differences in LTEC for binder and filler may have an unfavorable effect with use of material under conditions of varying temperature, and particularly with thermal shock.
Although use of Al2O3 (MgO) binder made it possible to prepare significantly lower strength than with use of binder of the SiC–MgO system, porous ceramic consists of one phase, i.e., corundum. This should improve its chemical resistance. The single-phase nature will lead to a situation that boundaries of bonds with filler during thermal shock do not create stresses connected with different LTEC. This should increase the stability of ceramic under conditions of varying temperature, especially with thermal shock.
As a result of work for single-fraction and three-fraction compositions of EMC filler it has been established that an increase in porous ceramic strength and a reduction in firing temperature may be achieved by means of binders active towards sintering. The strength of porous ceramic of the test compositions increased with an increase in filler fine faction content, an increase in binder content, and an increase in firing temperature. Specimens of three-fraction compositions of EMC filler showed the best strength. The greatest effect on specimen strength appeared to be binder of the SiC–MgO system. Open permeable porosity of specimens was between the limits of 40 – 45%
The forms of porous ceramic prepared are promising for use as filters and ceramic membrane substrates used with high mechanical loads.
Notes
Subsequently % is written instead of wt.%.
References
I. Ya. Guzman. Highly Refractory Porous Ceramic [in Russian], Metallurgiya, Moscow (1971).
A. S. Berkman, Porous Permeable Ceramic [in Russian], Stroiizdat, Moscow (1969).
R. W. Rice, Porosity of Ceramics, Marcel Dekker, Inc., New York (1998).
N. T. Andrianov, V. L. balkevich, A. V. Belyakov, et al., Ceramic Chemical Technology [in Russian], OOO RIF Stroimaterialy, Moscow (2011).
E. Hammel, O. L.-R. Ighodaro, and O. I. Okoli, “Processing and properties of advanced porous ceramics: an application based review,” Ceram. Internat., 40(10), 15351 – 15370 (2014).
I. Nettleship, “Applications of porous ceramics,” Key. Eng. Mat., 122 – 124, 305 – 324 (1996).
Y.-W. Kim, J.-H. Eom, and S. Raju, “Processing and properties of macroporous silicon carbide ceramics,” J. Asian Ceram. Soc., 1, 220 – 242 (2013).
Z. Yang, J. Yu, Z. Ren, et al., “Fabrication and ñharacterization of porous alumina-based ceramics using silicone resin as binder,” Trans. Indian Ceram. Soc., 75, 40 – 46 (2016).
E. M. Tomilina, O. V. Pronina, E. S. Lukin, and G. G. Kagramanov, “Porous alumina-based ceramic,” Glass and Ceramics, 57(6), 23 – 24 (2000).
G. Bruno, I. Pozdnyakova, A. M. Efremov, et al., “Thermal and mechanical response of industrial porous ceramics,” Mater. Sci. Forum., 652, 191 – 196 (2010).
N. T. Adrianov, V. L. Balkevich, A. V. Belyakov, et al., Laboratory Course for ceramic Chemical Technology [in Russian], OOORIF Stroilmaterialy, Moscow (2005).
E. F. Osborn (A. Muan, editor), Phase Equilibrium Diagrams of Oxide Systems, American Ceramic Society with the Edward Orton Jr. Ceramic Foundation, Columbus, OH (1960).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Novye Ogneupory, No. 2, pp. 25 – 29, February, 2017.
Rights and permissions
About this article

Cite this article
Belyakov, A.V., Oo, Z.Y.M., Popova, N.A. et al. Strengthening Binders for Porous Permeable Ceramic with Electromelted Corundum Filler. Refract Ind Ceram 58, 89–93 (2017). https://doi.org/10.1007/s11148-017-0060-9
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11148-017-0060-9