
Results are provided for a study of the properties of a cement matrix of medium-cement heat-resistant concrete with deflocculant additions, i.e., sodium tripolyphosphate and polycarboxylate ester. The effect of amount of deflocculant and heat treatment temperature on the change in matrix hydration product composition after hardening at 20°C and drying at 60, 80, and 110°C is considered. Comparative analysis is performed for the change in concrete physicomechanical properties and their heat resistance is evaluated in relation to amount and type of deflocculant.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Various deflocculants are used extensively in the production of heat-resistant concrete with addition of microsilica [1–4]. Their effect on concrete rheological properties, and reduction in water consumption in a concrete mix, have been studied quite well [5–9]. It has been established that particles of aluminate cement have a positive charge, but different additions (for example microsilicon) have a negative charge, and therefore a mixture without deflocculant on mixing with water particles attract each other and water consumption increases. The distance between particles in a cement mix without adding deflocculant is not less than 10 nm, but with addition of deflocculant it increases up to 200 nm [5].
Many publications [10–12] have been devoted to studying heat-resistant concrete using sodium tripolyphosphate and polycarboxylate ester deflocculants. It should be noted that best results of using deflocculants have been achieved in composition with high quality fillers, for example, mullite, corundum, silimanite, and andalusite. However, concrete producers often use cheaper filler, such as chamotte, in which the Al2O3 content varies in the range 30 – 35%, and therefore a study of compositions with chamotte are prospective [13–15]. It is well known that concrete producers often experience difficulties in selecting the optimum type and amount of deflocculant. In a guide for use of deflocculant producers indicate quite broad ranges of the their possible application (0.05 – 0.40%), although in specific recommendations about how different amounts of deflocculant may affect concrete physicomechanical properties during hardening and after heat treatment are not supplied. Indications about possible consequences of overdosing deflocculant in a concrete mix are numerous [3, 6, 16–18]. It is well known that deflocculants may affect concrete porosity, density, and strength [6, 19]. In previous studies [6, 9, 11] it has been established that an increase in amount of sodium tripolyphosphate within the composition of alumina cement with addition of microsilica with a hardening temperature of 20°C accelerates hydration, although concrete shrinkage increases after firing and strength properties are worse. With an increase of amount of Castament FS 20 deflocculant in a concrete mix rheological properties are improved, but hydration slows down [9, 11, 20]. The effect of sodium tripolyphosphate on alumina cement hydration has been studied previously [21]. The mechanism for selecting specimen strength in relation to amount of deflocculant has shown that use of sodium tripolyphosphate does not worsen strength properties for composites of alumina cement with addition of zeolite (67% SiO2) compared with composites without deflocculant, hardened at 38°C. However, presence of strätlingite, i.e., a product of reaction between microsilica and cement mix, in a composite with deflocculant has not been established. The authors of publication [3] also consider that hardening conditions are considerably important for forming strätlingite. With hardening in water at 20°C of an alumina cement paste (W/C = 0.3) with microsilica and addition of sodium tripolyphosphate, strätlingite is detected after seven days of hardening on a level with C2AH8. Use of microsilica combined with sodium tripolyphosphate in pastes based on alumina cement (W/C = 0.3) has shown [2] that addition of sodium tripolyphosphate improves slurry rheological properties and reduces the drop in strength of specimens during hardening at 38°C, although the mechanism of the effect of sodium tripolyphosphate in reducing strength of specimens remains unclear. It has been established [21–24] that alkali ions are considerably important in forming strätlingite.
As is seen from this review, the mechanism of arranging strength of specimens of heat-resistant concrete with addition of microsilica in relation to type and amount of deflocculant used has not been studied sufficiently. The effects of different types of deflocculant on structure formation for hardening concrete during drying, when there is rapid conversion of crystal hydrates, has also hardly been studied. For this it is necessary to study the effect of each individual deflocculant on hydration of alumina cement, and also on cement operating properties. Therefore the aim of this work is to clarify how different amounts of deflocculant affect cement hydration during hardening and drying, and how this is reflected in physicomechanical properties of test medium-cement heat-resistant concrete based on a chamotte filler.
Experimental Part
The following materials were used for the study: microsilica (MS) grade RW-Fuller (SiO2 96.1%), whose average particle size is amount 150 nm; alumna cement Gorkal-70 (G70) (not less than 70% Al2O3); chamotte filler (fraction < 10 mm), obtained from chamotte brick ShA (Al2O3 ≥ 30%) by crushing and screening; deflocculant Castament FS 20 (FS), related to a group of polycarboxylate esters, and technical anhydrous sodium tripolyphosphate Na5P3O10 (NT).
Seven compositions of cement matrix were prepared, consisting of G70 and MS with a ratio of 2.33:1.00, within which only the amount of deflocculant was varied. The ratio of distilled water and solid component was constant (0.27). This ratio was selected in order that experimental conditions approached to the maximum the actual ratio of water and cement matrix for concrete. For this purpose the dimensions of specimens for study was selected the same as for concrete specimens (70 × 70 × 70 mm). The first composition “0” was prepared without adding deflocculant. In the composition with addition NT and FS their amount in a matrix was 0.1, 0.2, and 0.3% of the amount of solid component; compositions were designated correspondingly NT 0.1, NT 0.2, NT 0.3 and FS 0.1 FS0.2, and FS 0.3.
X-ray phase analysis of concrete was performed in a DRON-7 x-ray diffractometer, copper anticathode, nickel filter, anode voltage 30 kV, and anode current 12 mA. An ICDD database was used in order to interpret peaks. Quantitative changes of minerals in specimens of the cement matrix after hardening for one day and drying for 1 h at 60, 80, and 100°C were evaluated from the peak height of the main test mineral diffraction maximum in an x-ray pattern.
In order to compare medium-cement properties six concrete compositions were prepared, differing only in type and amount of deflocculant. The composition of test concretes (wt.%): G70 10, MS 5, fine chamotte 20, chamotte filler 65, water 7.5 (above 100% dry weight of components). Within the compositions with addition of NT or FS their amount varied from 0.1 to 0.3% (above 100% dry components). Concrete compositions in relation to amount and type of deflocculant were designated: NT 0.1, NT 0.2, NT 0.3 and FS 0.1 FS0.2, and FS 0.3.
The structure of specimens was studied in a JSM 7600F scanning electron microscope (SEM) from JEOL, Japan. Concrete specimens were prepared and treated, and their main physicomechanical properties were determined according to GOST 20910 and LST EN 1402, dried and fired in accordance with instructions CH 156-79; ultrasonic pulse transmission rate (USP) in specimens was determined by means of a Pundit 7 instrument. Ultimate strength in compression σco of heat-resistant concrete after three days of hardening was studied in a ALPHA3-3000S hydraulic press in accordance with specifications of LST EN 12390-3:2009, thermal shock resistance was determined by a procedure described in [25]. Thermal cycling with heating to 800°C and cooling between two water-cooled metal plates was carried out on specimens 40X40X160 mm. USP was determined and thermal shock resistance criteria were calculated after the 1-st, 3-rd, and 7-th thermal cycles.
Results of X-radiographic study of specimens of cement matrix after hardening for one day at 20°C showed (Fig. 1 a) that in a specimens without addition showed presence of CA (density 2.69 g/cm3), CAH10 (density 1.6 g/cm3), and C2AH8 (density 1.95 g/cm3). In specimens with addition of NT, apart from CA, CAH10, a very insignificant amount of C2AH8 was present. An increase in amount of NT in specimens leads to an increase in the CAH10 content and a reduction in the amount of CA. This is possibly connected both with properties of the deflocculant itself (and alkali reaction in an aqueous medium), and with the fact that with a considerable amount of deflocculant the process of water molecule regrouping of MS between grains of cement proceeds more intensely and from thicker water interlayers [26–28]; hydration occurred more intensely. In specimens with FS CA, CAH10 and C2AH8, and also an amorphous phase are present. With an increase in the amount of FS in specimens unreacted CA remains greater, which is possibly explained by retarding hydration action of deflocculant, having an acid reaction in an aqueous medium. However, C2AH8 in specimens forms more than CAH10. With an increase in amount of FS this tendency is even clearer.

Dependence of test mineral main diffraction maximum peak height in a cement matrix on amount of NT and FS after heat treatment at 20 (a), 60 (b ), 80 (c), and 110°C (d ).
After heat treatment at 60°C mineral CAH10 was not identified within specimens of all compositions (Figs. 1 b, 2); a reduction in CA and formation of minerals C3AH6 (density 2.53 g/cm3) and AH3 (density 2.34 – 2.39 g/cm3) are observed. In specimens with NT, apart from the minerals mentioned above, there is rapid crystallization of C2AH8. In specimens with FS C3AH6 and AH3 form more intensely than in specimens with NT; a product of cement mineral reaction and MS also appears, i.e., strätlingite C2ASH8, whose presence with hardening above 40°C has been confirmed previously by researchers [22, 29, 30]. It should be noted than in specimens with FS a reduction in the amount of C2AH8 alongside crystallization of strätlingite is not observed by chance; this is indicated by data [29]. The fact that during hardening of specimens with FS C2AH8 predominates, is a basic prerequisite for forming strätlingite. The overall amount of hydration products in specimens with FS is markedly higher than in specimens with NT. This may be explained by the fact that the amount of unreacted CA in specimens with FS is markedly less than in specimens with NT. It may be concluded that at the given temperature FS markedly accelerates both hydration and conversion.

Matrix specimen x-ray patterns with different amount of deflocculants NT (a) and FS (b ) after heat treatment at 60°C: C) CA; H) CA2; Y) C2AH8; A) AH3; Z) C3AH6; St is strätlingite C2ASH8.
After heat treatment at 80°C in specimens of all compositions mineral C2AH8 is not indentifed (Fig. 1 c); a change is observed in the quantitative ratio of CA, C3AH6, and AH3, caused by dehydration and crystal hydrate conversion. These processes are reflected in the quantitative ratios between CA and crystal hydrates. In specimens with FS this ratio is approximately 1:2, in specimens with NT it is 3:2, i.e., they are denser. Strätlingite is present in specimens with FS, and the amount of unreacted of CA in specimens with FS is even less marked than in specimens with NT. After heat treatment at 110°C (Fig. 1 d) dehydration facilitates a reduction in the amount of hydration product and an increase in the amount of CA, particularly in specimens with FS. The main hydration product is AH3, whose density is less than for C3AH6. Strätlingite is not identified in specimens after treatment at this temperature, which is confirmed by previous studies [31]. In specimens with an increase in the amount of NT the ratio between C3AH6 and AH3 is approximately the same as with heat treatment at 80°C, and this means more dense crystal hydrates predominate.
It may be said that use of deflocculants of different type may change the ratio and composition of cement matrix hydration products both during hardening, and during heat treatment. It has been established that during heat treatment in the range 60 – 80°C within a matrix with addition of FS deflocculant hydration proceeds more rapidly, there are more products, and strätlingite forms.
Studies in an SEM showed that the microstructure of cement matrix specimens with the maximum amount of NT and FS deflocculants (0.3%) after heat treatment at 60°C is different. In specimens with NT (Fig. 3 a) coarse aggregates of hydrated CA mineral predominate. A contact zone between MS microspheres and matrix is not observed. In specimens with FS (Fig. 3 b) there are numerous contacts between matrix and MS microspheres; various new formations are seen at the surface of microspheres.

Matrix specimen microstructure with addition of NT (a, c) and FS (b, d ) after heat treatment at 60°C (a, b ) and 80°C (c, d ).
The microstructure of specimens after heat treatment at 80°C is also different. In specimens with NT (Fig. 3 c) apart from MS microspheres, there are both fine flaky platelets and also radially radiating aggregates of AH3 and coarse cubic crystals of C3AH6. Presence of these crystal hydrates is confirmed by previous research [32]. In analyzing the microstructure of a specimen with FS apart from aggregates of AH3 and crystals of C3AH6 formation of hexagonal strätlingite platelets is noted (Fig. 3 d).
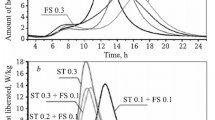
In order to study the effect of NT and FS additions on physicomechanical properties of specimens of medium-cement heat-resistant concrete after hardening for 3 h, drying at 60, 80, and 110°C and firing at 1000 and 1200°C, their ultimate strength in compression σco (see Fig. 4) was studied. After hardening specimens with NT they differ insignificantly, whereas an increase in amount of FS significantly reduces σco (from 45 to 28 MPa), and this is confirmed by X-radiographic studies (CA is hydrated more slowly. These tendencies have been observed previously [6]. After drying at 60°C σco of specimens with FS increases more, the greater the amount of deflocculant within the concrete composition, i.e., correspondingly by 11, 32, and 67% compared with σco after hardening; σco of specimens with NT only increases by 5 – 6%. After drying at 80°C σco of specimens with NT increases by 15 – 28%, but specimens with FS by 6 – 8% compared with σco after drying at 60°C. This increase in specimens strength with FS may be explained by the effect of new formations [33]. It also well known that with formation of strätlingite there is less formation of C3AH6 and this leads to a reduction in porosity and simultaneously to an increase in σco [34]. Drying of specimens with the maximum FS addition at 110°C makes it possible to increase σco by approximately a factor two compared with σco after hardening; in specimens with NT σco increases by 35 – 45%. After firing specimens with FS there is a previously noted feature: with an increase in amount of FS σco of specimens increases. In addition, it is possible to note a tendency of a reduction in σco after firing and an increase in the amount of NT in specimens.

Concrete specimen σco values after heat treatment at different temperatures in relation to amount of deflocculant NT (a) and FS (b ).
New structures of strätlingite are possible during dehydration forming spatial contact structures (zones) within a concrete matrix and facilitate development of strength properties with a reduction internal stresses within concrete during firing. Independent of the type of deflocculant the greatest σco for specimens is achieved after firing at 1000°C. Maximum values of σco after firing at 1000 and 1200°C for specimens with FS are a little higher for specimens with NT, and this is possibly explained by less intense shrinkage [6, 11].
The effect of amount and type of deflocculant on concrete structure formation during hardening and heat treatment at 20, 60, 80, 110, 800, 1000, and 1200°C (Fig. 5) has been evaluated from the change in USP velocity in concrete specimens. It has been established that an increase in the amount of FS deflocculant in contrast slows down structure compaction during hardening, and this particularly concerns formation of coarse crystal hydrates and possible occurrence of hydration reactions within an amorphous phase.

Change in USP in concrete specimens in relation to heat treatment, type, and amount of deflocculant NT (a) and FS (b ).
During drying at 60°C the rate of structure compaction in specimens with addition of FS is higher, the greater the addition to the composition. However, in specimens with NT after drying at 110°C the value of USP reaches 4600 – 5000 m/sec, but in specimens with FS after drying it is 4250 – 4700 m/sec. This indicates that addition of FS deflocculant facilitates formation of a more porous structure.
After firing at 800 and 1000°C independent of type and amount of deflocculant USP values decrease in all specimens. However, whereas in specimens with NT this reduction is 20 – 25% of the value after drying, in specimens with FS it is 12% in total. Thus, the type and amount of deflocculant considerably affects concrete structure during firing. Concrete specimens with addition of NT, within which there is reaction between MS and cement minerals, is confirmed by destruction to a greater extent in specimens with added FS, within which these reactions proceed. An increase in amount of NT and FS deflocculant does not lead to a marked change in USP velocity in specimens after firing at 1200°C.
Thermal shock resistance of concretes (Figs. 6 and 7) was evaluated at 900°C by cyclic heating and cooling of concrete specimens fired at 800°C. The greatest change in USP occurs after the first cycle, i.e., for concrete with addition of NT the USP velocity decreased from 12 to 21%, and for concrete with FS from 13 to 15%. The higher the amount of NT in a specimen, the more specimens are subject to destruction during the first thermal cycle. For specimens with FS this difference is 2%. Then after seven thermal cycles in specimens with NT the value of USP decreases by 22 – 37% of the USP value of specimens after firing at 800°C, and for specimens with FS this difference is 24 – 27%. It may be concluded that with a high amount of deflocculant in concrete of this type there is a greater effect on concrete thermal shock resistance, and specimens with NT are subject more destruction that specimens with FS.

Change in USP in concrete specimens with addition of NT (a) and FS (b ) after firing at 800°C and after thermal cycles.

Concrete specimen shrinkage after firing at 1000 (□) and 1200°C (■) in relation to type and amount of deflocculant.
After firing at 1000 and 1200°C, when there is specimen sintering, their shrinkage was measured. Studies showed a significant difference between the effect of both deflocculants on concrete shrinkage after firing. Shrinkage of concrete specimens with 0.1 and 0.2% NT after firing at 1000°C exceeds by a factor of two to three shrinkage of specimens with addition of FS. However, when the amount of NT and FS reaches 0.3% the amount of shrinkage approximately coincides. Shrinkage of concrete specimens with addition of NT after firing at 1200°C increases, but for specimens with addition of 0.1 and 0.2% FS it is unchanged. In a concrete specimen with addition 0.3% FS shrinkage decreases. It may be concluded that shrinkage of concrete specimens with FS in an amount of 0.1 to 0.3% is less than for concrete specimens with the same amount of NT.
Conclusion
It has been established that type of deflocculant and amount of it affect cement matrix structure formation, consisting of alumina cement with microsilica in a ratio (2.33:1.00), and as a consequence properties of medium-cement heat-resistant concrete. It has been established that during hardening at 20°C an increase in amount of NT in matrix leads to formation of CAH10, and an increase in amount of FS promotes formation of C2AH8. During drying at 60 and 80°C hydration reaction proceeds more intensely within specimens with FS, within which as a result of reaction of C2AH8 and microsilica there is additional formation of strätlingite, and this is confirmed by SEM studies. After drying at 110°C AH3 predominates in specimens with addition of FS, and in specimens with addition of NT it is more dense C3AH6.
It has been established that an increase in amount of NT additive has an insignificant effect on strength of concrete specimens after hardening, whereas an increase in amount of FS additive reduces strength. After drying at 60°C as a result of new formations the strength of specimens with FS increases more rapidly than for specimens with NT. The greater the amount of FS in specimens, the greater (by up to a factor of two) is the increase in strength after drying at 110°C. In specimens with the same amount of NT strength increases by 35 – 45%.
After firing specimens with addition of NT a tendency is followed of an increase in strength with an increase in amount of additive, and in specimens with addition of FS conversely there is some increase in strength with an increase in amount of additive. Measurement of USP velocity confirms that an increase in amount of FS additive in contrast to NT slow down structure compaction during hardening and drying, and promotes formation of a more porous structure. Therefore after firing the structure of specimens with NT is more prone to destruction than the structure of specimens with FS. The USP velocity in specimens with addition of NT decreases by 20 – 25%, but in specimens with FS by 10 – 12% of values after drying.
After firing concrete specimens shrinkage with addition of FS is significantly less than for specimens with addition of NT. Study of concrete thermal shock resistance showed that denser structure specimens with addition of NT are more subject to destruction during the first and third cycles than for specimens with addition of FS.
References
P. Vasilik, “New dispersants (deflocculants) for the production of refractory concretes,” Novye Ogneupory, No. 8, 28 – 30 (2003).
H. Hommer and K. Wutz, “Recent developments in deflocculants for castables,” 9th Biennial Worldwide Congress on Refractories (2006).
S. Monosi, R. Troli, and M. Collepardi, “High alumina cement-silica fume mixtures in the presence of superplasticizers. Superplasticizers and other chemical admixtures in concrete,” Proc. fifth CANMET / ACI International Conference, Rome, Italy (1997).
H. Hommer and J. von Seyerl, “The effect of polycarboxylate ethers as deflocculants in microsilica containing castables,” //Published in: Proc. 10th Biennial Worldwide Congress on Refractories, UNITECR 07, Dresden, Germany, September 18 – 21, 2007.
H. Uchikawa, S. Hanehara, and D. Sawaki, “The role of steric repulsive force in the dispersion of cement particles in fresh paste prepared with organic admixture,” Cement and Concrete Research, 27(1), 37 – 50 (1997).
I. Pundiene, V. Antonovich, R. Stonys, et al., “The effect of deflocculants on the structure and physical-mechanical properties of fireclay refractory castables,” Mat. Sci., 18(4), 390 – 395 (2012).
S. Goberis, I. Pundiene, and V. Antonovich, “The effect of sodium tripolyphosphate on the properties of medium-cement refractory castables based on Gorkal-40 cement,” Refr. Industr. Ceram., 46(6), 403 – 408 (2005).
G. Routschka, D. M. Daichennolt, and K. Wutz, “New plasticizer for ultralow cement (ULCC) andalusite and bauxite castables,” Interceram., 49(5), 356 – 359 (2000).
I. Pundienë, V. Antonovich, R. Stonys, and I. Demidova-Buizinene, “Development of refractory concrete for extreme conditions,” 5th Baltic conference on silicate materials (BaltSilica), 23 – 25 May 2011, Riga, Latvia. IOP Conference Series : Materials Science and Engineering Bristol : IOP Publishing Ltd., 25, 1 – 9 (2011).
K. Wutz, “Advanced polymers for monolithic refractories,” Publ. Proc. Biennial Worldwide Congress on Refractories, UNITECR 2001.
S. Goberis, V. Antonovich, I. Pundiene, and R. Stonis, “Effect of the quality of microsilica on the flow properties of cement slurry and characteristics of low-cement refractory concrete on a chamotte filler,” Refr. Industr. Ceram., 48(2), 123 – 127 (2007).
V. Antonovich, S. Goberis, I. Pundienë, and R. Stonis, “A new generation of deflocculants and microsilica used to modify the properties of a conventional refractory based on a chamotte filler,” Refr. Industr. Ceram., 47(3), 178 – 182 (2006).
S. Otroj, R. Mazban, M. Adibi, and K. Nikoo, “The factors of influence on the properties of alumina-spinel self-flowing castables,” 48th Internat. colloquium on Refractories, Aañhen (2005).
J. von Seyerl, “Influence of temperature and deflocculant on the handing properties of the high density, high alumina castables,” Refractory Manual, 62 – 65 (2008).
H. Hommer and K. Wutz, “The effect of organic deflocculants in castables,” Proc. Techn. Assoc. Refract., TARJ, Japan, Taikabutsu, 58(5), 248 – 255 (2006).
T. Bier and C. Parr, “Admixtures with calcium aluminate cements and CAS based castables,” Lafarge Aluminates: presented at the 28th Annual SACeram. Soc. Symp., Johannesburg (1996).
C. Parr and E. Spreafico, “Calcium aluminate cements (CAC) for monolithic refractories,” 1st Monolithic conference, Tehran (1997).
A. Mathieu, “Aluminous cement with high alumina content and chemical binders,” Presented at “Engineering and Use of Monolithic Refractories South Africa” (1993).
H. Peng, B. Myhre, and J. Olaf Roszinski, “Influence of microsilica on properties of bauxite-based castables,” Elkem Materials A/S.
I. Pundiene, S. Goberis, V. Antonovich, and R. Stonis, “Study of the possible application of low quality microsilica in medium cement heat-resistant concrete with deflocculant Castament FS 20,” Refr. Industr. Ceram., 48(4), 298 – 302 (2007).
J. Ding, Y. Fu, J. J. Beaudoin, “Effect of different inorganic salts / alkali on conversion-prevention in high alumina cement products,” Advanced Cement Based Materials, No. 4, 43 – 47 (1996).
S. Marcdargent, M. Testud, J. P. Bayoux, and A. Mathieu, “Hydration and strength of blends CAC-fume silica and stability of hydrates,” Proc. 9th Internat. Congr. on the Chemistry of Cement, vol. W; New Delhi, India (1992).
S. A. Rodger and D. Double, “The chemistry of hydration of high alumina cement in the presence of accelerating and retarding admixtures,” Cement and Concrete Research, 14(1), 73 – 82 (1984).
R. N. Edmonds and A. J. Majumdar, “The hydration of mixtures of monocalcium aluminate and blast furnace slag,” Cement and Concrete Research, 19(5), 779 – 782 (1989).
V. Antonoviè, M. Ðukðta, I. Pundienë, and R. Stonys, “Procedural elements in estimation of the thermal shock resistance of different types of refractory concrete based on chamotte filler,” Refr. Industr. Ceram., 52(1), 70 – 74 (2011).
H Taylor, Cement Chemistry [Russian translation], Mir, Moscow (1996).
S. Moehmel,W. Gessner, T. Bier, and C. Parr, “The Influence of microsilica on the course of hydration monocalcium aluminate,” Calcium Aluminate Cements 2001. Proc. Internat. Conf. on Calcium Aluminate Cements (CAC) Held at Heriot-Watt University Edinburg, Scotland, UK, 16 – 19 July 2001.
D. Garsel, J. Heijden, R. Kockegey-Lorenz, and G. Kriechbaum, “New developments in calcium aluminate cements and in dispersing aluminas for microsilica-containing castable systems,” Presented at XIII Conf. on Refractories, Prague, 28 – 29.03.2000.
B. Monsen and A. Seltveit, “Effect of microsilica on physical properties and mineralogical composition of refractory concretes published in advances in ceramics,” New Developments in Monolithic Refractories, Elkem Materials, 13 (1984).
Y. Fu, J. Ding, and J. Beaudoin, “Mechanisms of strätlingite formation in high alumina cement — siliceous material systems,” Accepted for proc. 2nd CANMET / ACI Intl. Sym., Las Vegas, USA, June 11 – 14, 1995.
S. Bentsen, A. Seltveit, and B. Sandberg, “Effect of Elkem Microsilica on conversion of HAC,” Presented at the Midgley Symp. on Calcium Aluminate Cement, London, 9 – 11 July, 1990.
V. Antonoviè, J. Kerienë, R. Boris, and M. Aleknevièius, “The effect of temperature on the formation of the hydrated calcium aluminate cement structure,” Procedia Engineering, 57, 99 – 106 (2013).
K. Quillin, G. Osborne, A. Majumdar, and B. Singh, “Effects of w/c ratio and curing conditions on strength development in BRECEM concretes,” Cement and Concrete Research, 31, 627 – 632 (2001).
A. J. Majumdar, B. Singh, and R. N. Edmonds, “Hydration of mixtures of ‘Ciment Fondu’ aluminous cement and granulated blast furnace slag,” Cement and Concrete Research, 20, 197 – 208 (1990).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Novye Ogneupory, No. 3, pp. 134 – 141, March, 2014.
Rights and permissions
About this article

Cite this article
Demidova-Buizinene, I., Pundiene, I. Effect of Amount of Deflocculant on Change in Physicomechanical Properties of Medium-Cement Heat-Resistant Concretes During Drying and Heat Treatment. Refract Ind Ceram 55, 121–127 (2014). https://doi.org/10.1007/s11148-014-9673-4
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11148-014-9673-4