
The conversion into the desired shape of the metal powders using Powder Metallurgy (PM) method enables economically mass productions. This case allows producing parts with complex and high dimensional accuracy with no machining. In this study the composites and hybrid composites with Al matrix were produced using PM method with different ratios B4C and SiC. Microhardness and wear experiments of the produced composites were investigated. Wear experiments were performed at a constant speed of 0.5 m/s, application loads of 5, 10 and 15 N and sliding distances of 250, 500, and 750 m. Then, SEM images of composites and hybrid composites were captured. The increase of the reinforcement ratio in the composites contributed to the increase of the hardness. The highest hardness value was computed as 58.7 HV from 16% B4C reinforced composite. In addition, the increase in the reinforcement ratio contributed to the increase of the wear resistance. The increase in the load and sliding distance also increased the wear. The minimum weight loss was calculated as 18 mg from 5 N load, 250 m sliding distance and 16% SiC reinforced composite.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Powder metallurgy (PM) has become an important production method for producing small size and complex shaped metal parts since it provides high productivity in the production of fine-grained and homogeneous parts. Metallic, ceramic and composite parts produced with this method are easily obtained with no machining. In this respect, PM method has increased its use in such areas as automotive and aviation [1, 2].
The materials of the parts produced by PM method vary according to the usage place. In particular, Al has taken its place in production using PM method due to such properties as low density, melting temperature and cost, as well as easy processing by conventional methods. However, Al and its alloys do not provide sufficient hardness, wear and tear resistance, and mechanical properties of the material produced. This situation is the biggest obstacle in tribological applications. For this reason, aluminium metal matrix composites (Al-MMC) with superior properties, such as high strength, low density, high hardness and high wear resistance are obtained by adding hard particle reinforcements into Al [3, 4]. For Al, reinforcement elements such as Al2O3, B4C, BN, SiC, MgO, TiB2, TiC, and TiO2 are preferred [5]. However, the most commonly used reinforcement elements are Al2O3, B4C and SiC.
Alumina or aluminum oxide (Al2O3) is used more frequently than other advanced ceramic materials. They have very good electrical insulation, very high compressive strength, high hardness, good corrosion and abrasion resistance, high shear properties and strength, medium heat conductivity, and low density [6]. Jiang et al. [7] conducted a study on the production of Al2O3 reinforcements using PM method. They have investigated the friction and wear properties of Al–5Si–Al2O3 composites depending on the load, sliding distance and velocity. They observed that the increase of the load and sliding distance caused to increase in the wear loss and the coefficient of friction. They found that the temperature on the surfaces of the composites increased with increasing the sliding velocity and this situation resulted in the formation of an oxide layer on the composite surfaces, and also decreased the loss of wear and the coefficient of friction. They observed that the wear mechanisms in these composites were abrasive, adhesive and oxidation wear.
Boron carbide (B4C) belongs to the group of light ceramic materials, melts at high temperatures and exhibits high mechanical properties (high hardness, high strength, high wear and impact resistance), good chemical and thermal stability [5, 8]. B4C is the third hardest material after diamond and cubic boron nitride. Despite these advantages, the fracture toughness is low. However, the most produced and used material is B4C [9].
Many studies on the microstructure, hardness, and wear behaviour were made in Al/B4C composites produced using PM method. Topcu et al. [3] investigated the mechanical properties of Al matrix composites reinforced with B4C depending on the reinforcement ratio. They observed that the increase of the reinforcement ratio decreased the impact energy of the composites and contributed to the increase of the hardness value. Varol et al. [10] investigated the effect of grinding time, particle size and ratio on the physical and mechanical properties of Al 2024–B4C particle reinforced composites using artificial neural networks. They observed that increasing grinding time increased the hardness of the composite and caused to the decrease of the relative density. Çelik and Seçilmiş [11] investigated the effect of reinforcement ratio on the hardness and wear behaviours of Al/B4C composites. They observed that increasing B4C ratio increased the hardness and wear resistance. Hasirci and Gul [12] investigated the abrasive wear behaviours of Al matrix B4C particle reinforced composites under dry sliding conditions. They observed that B4C particles added into Al matrix were well dispersed but this dispersion worsened with the increase of the reinforcement ratio. They pointed out that increasing the reinforcement ratio resulted in the increase of the hardness and reduce of the wear in the composite.
Similar studies were also conducted using other methods than PM method. The effect of nano/micro B4C particles on the mechanical properties of Al-MMC fabricated by ultrasonic cavitation-assisted solidification process by Harichandran and Selvakumar [13]; the effect of coated B4C reinforced on the wear behaviours of Al–Si matrix by Mazahery and Shabani [14]; the effects of B4C reinforcement on the mechanical and tribological behaviors of Al 7075, Al 6061 and Al matrix fabricated by the casting method by Baradeswaran and Elaya Perumal [15], Rajesh et al. [16], and Siddhartha Prabhakar et al. [17], respectively, were investigated.
Silicon carbide (SiC) behaves almost like a diamond. It has excellent oxidation resistance, high-temperature resistance, wear resistance, thermal conductivity and elasticity modulus, and good thermal shock resistance. The coefficient of diffusion and fracture toughness of SiC are low. However, it is economical according to B4C [18]. Mousavi Abarghouie and Seyed Reihani [2] studied the friction and wear behaviour of 2024 Al alloy and 20% SiC reinforced 2024 Al composites. They observed that the wear ratio and coefficient of friction of 20% SiC/Al 2024 composite were higher than Al 2024 alloy, and SiC particle reinforcement significantly improved the wear resistance.
Keneshloo et al. [19] investigated the effect of mechanical alloying time, particle reinforcement ratio and size on the metallurgical and mechanical properties of Al–Cu composites reinforced with SiC produced by mechanical alloying. They have founded that the reduction from micron size to nano size of the reinforcing particle results in a good distribution of the powders in the matrix, the increase of the reinforcement ratio leads to reduction of the wear loss, and the best hardness and low wear loss are obtained from nano-reinforced composites.
Scientific studies have also been carried out on the hybrid composites produced with different reinforcement types. In the hybrid composites produced using PM method Kumar Bodukuri et al. [20] has conducted a study that examines the production and mechanical properties of Al/SiC/B4C metal matrix composites. It has been found that increasing B4C reinforcement ratio in the hybrid composites significantly increases the microhardness of MMC. Ashwath and Xavior [21] investigated the effect of different reinforcement ratio on the tribological and microstructural properties in Al 2xxx alloy MMC reinforced with SiC and Al2O3. Karamish et al. [22] has studied the tribological properties of AA 2124–MMC reinforced with SiC, B4C, and Al2O3, which have different reinforcement sizes and ratios. Ravindran et al. [23] examined the tribological behaviour of Al 2024 hybrid composites containing 5% SiC reinforcement and graphite in different proportions.
Most of the studies on the hybrid composites have been made by mixing casting method and their tribological properties have been investigated [24,25,26,27,28,29,30,31,32].
When examining Al-MMC studies it is seen that there are very few works on the hybrid composites. In these studies, it is usually seen that one of the reinforced types is fixed in the composite and the ratio of the others is changed or both reinforced types are fixed in the matrix. In addition, it is observed that the mixing casting method is used in the production of these composites. In this study the mechanical properties and wear behaviour of Al-MMC (Al/B4C, Al/SiC, and hybrid Al/B4C/SiC) reinforced with different B4C, SiC and B4C/SiC ratios produced using PM method were investigated.
The purpose of this study is to determine the effects of reinforcement type and ratio on the hardness and the effect of load, sliding distance, reinforcement type and ratio on the wear behaviour in the composite and hybrid composites.
Materials and Method
The size and purity of the powders used in the preparation of the composites and hybrid composites are given in Table 1, and SEM images are also shown in Fig. 1. The powders were weighed using the aid of a Radwag Brand AS 220/C/2 Model precision scale at determined ratios. Table 2 shows the mixing ratios of the powders.

SEM images of powders
To improve the compressibility of powder mixtures, 0.5% zinc stearate powder was added to the mixtures. Planetary Ball Mill XQM-2 device and steel balls 5 mm in diameter were used to homogeneously distribute the powders. The mixing process took 20 min at 300 rpm rotation speed.
The obtained powders were filled into a cylindrical mould (20 mm in diameter) and pressed under 475 MPa. Later they were subjected to the sintering process. The sintering temperature 580°C and sintering time 120 min were selected according to literature studies. In addition, the samples were placed in a special container for the non-oxidation of the composites during sintering. Argon was supplied to the container at a flow rate of 3 l/min. The images of composites and hybrid composites produced are given in Fig. 2.

Composites and hybrid composites depending on different reinforced type and ratio
The composites were polished in a Prisi Minitec 233 device using different grit abrasive papers and felt. Shimadzu HMV microhardness tester was used for determining the microhardness of each composite. Load 1 N for 15 s was applied for measurement. The measurements were taken from 5 different points of these composites and the average microhardness was determined.
Wear Experiments Parameters | |
Sliding velocity, m/s . . . . . . 0.50 | |
Load, N . . . . . . . . . . . . . . . . 5, 10, and 15 | |
Sliding distance, m . . . . . . . 250, 500, and 750 |
The wear experiments were made with wear test setup in a Jetco JML-3010Y turning machine (Fig. 3). EN 100Cr6 bearing steel 36 mm in diameter was used as abrasive. The wear experiments were carried out under dry sliding conditions.

Wear test setup
In addition, the worn and unworn areas of the composites were examined using a Nade brand NMM-800 TRF model optical microscope and a Zeiss brand EVO LS 10 model Scanning Electron Microscope (SEM).
Experimental Results and Discussion
The average hardness values belong to Al-MMC with different reinforced type (B4C, SiC, B4C + SiC) and ratios (0, 4, 8, 12, and 16%) are given in Fig. 4.

Average hardness values depending on reinforced type and ratios of Al-MMC
In the composite materials the change of properties such as type, size, hardness, specific weight, and ratio of reinforcing elements added into the matrix, changes significantly the hardness value of these materials.
Figure 4 shows the changes of the hardness values depending on the reinforced type and ratios. At the same reinforcement ratios, B4C added into the matrix provided higher hardness than SiC. Adding B4C, which is the hardest material after diamond and cubic boron nitride and possesses good chemical, thermal stability and high strength, naturally increases the hardness of the composite. The hardness values of the hybrid composites, on the other hands, are between the hardness values of B4C and SiC reinforced composites. If such type of reinforcement is more suitable for the hybrid composites, its hardness will be close to the hardness value of this reinforcement type. For example, in the hybrid composites with 12 and 16% reinforced ratios the composites included in excess B4C gave the close hardness value to the composite reinforced with B4C, while the composites included in excess SiC gave the close hardness value to the composite reinforced with SiC. In all cases, the increase in the reinforcement ratio increased the hardness. The best hardness value was computed from 16% B4C reinforced composites. The optical images of the composites and hybrid composite with the highest reinforcement ratio (16%) are shown in Fig. 5.

Optical images belong to Al-MMC
Figure 5 shows that the reinforcement ratios are distributed homogeneously into the matrix. This homogeneous distribution affected positively the mechanical properties of the matrix and offered the uniform hardness on all surfaces of the composite. The hardness value of the composites increased with increasing the reinforcement ratio due to homogeneous distribution. The wear behaviours depending on the reinforcement ratio, load and sliding distance in Al/B4C and Al/SiC composites are given in Fig. 6.

Weight loss depending on reinforced in Al/B4C (a) and Al/SiC (b) composites
Figure 6 shows the weight losses for different combinations of unreinforced (pure Al) and B4C reinforced composites. It was seen that the weight loss of the unreinforced material was the highest in the wear test. As B4C reinforcement ratio increased, the weight loss decreased. The similar situation applies to SiC reinforced composites as shown in Fig. 6a. For both reinforcement types the minimum weight loss was calculated from 16% reinforcement ratio. It was determined that the coefficient of friction of the unreinforced material was 0.589, and as the reinforcement ratio increased, the coefficient of friction decreased. The coefficient of friction was similar for both B4C and SiC. The coefficients of friction for 4, 8, 12, and 16% reinforcement ratios are 0.481, 0.445, 0.424, and 0.398, respectively. As the coefficient of friction of the composites decreased, the weight loss decreased in the wear tests. Therefore, to reduce the weight loss in the friction elements, the coefficient of friction must be low.
As shown in Fig. 6, the increase in applied load and sliding distance caused increasing the weight loss. At the first stage of the wear tests, the initial deformation started from the roughness on the surface of the composite material since the rough structure on the surface of the composite material was created due to contact zone between the abrasive and the material. The increase in applied load increased the deformation of both frictional force and rough structure on the surface of the material. This situation led to breaks in the material by preventing the movement of the new roughness that occurred during the wear. The actual contact area and weight loss increased because the roughness structure decreased with increasing the load in the friction elements. In addition, the temperature on the friction surface is related to the friction time. The increase of the sliding distance naturally caused increasing the temperature on the friction surfaces and changing the chemical structure. Thus, the deformation was facilitated and the weight loss on the friction composite surfaces was increased.
The wear behaviours depending on the weight loss in the unreinforced materials, B4C and SiC reinforced composites and hybrid composites for 15 N load and 750 m sliding distance are given in Fig. 7.

Weight loss depending on reinforcement ratios in composites and hybrid composites
When the data (Fig. 7) were analyzed in terms of the reinforcement ratio, it was observed that as the reinforcement ratio in B4C and SiC reinforced composites and B4C/SiC hybrid composites increased, the weight loss decreased. On the other hand, the highest weight loss was observed in the unreinforced materials. This was due to presence of abrasive hard reinforcing elements in the composite specimen. However, the reinforcement type showed the differences during the wear test. When the wear of 4 and 8% reinforced composites, B4C was worn more than SiC under the same conditions. Nevertheless, when the total reinforcement ratio was increased, the weight loss of Al-MMC was obtained as close to each other. The weight loss of the hybrid composites is between the weight loss of B4C and SiC reinforced composites. If the reinforcement type is more suitable for the hybrid composites, its weight loss will be close to the weight loss of this reinforcement type. For example, in 16% reinforced hybrid composites the composites included in excess B4C gave the close weight loss to the composite reinforced with B4C, while the composites included in excess SiC gave the close weight loss to the composite reinforced with SiC. The minimum weight loss was calculated from 16% SiC reinforced composite. At the same conditions the largest weight loss was calculated in B4C reinforced composites. When the relation between weight loss and hardness was examined, it was observed that B4C reinforcement contributed to the formation of harder structure than SiC, while SiC reinforcement contributed to less weight loss than B4C.
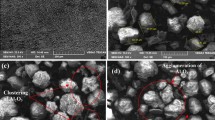
SEM images relate to the unreinforced material, Al/B4C and Al/SiC composites and Al/B4C/SiC hybrid composite are given in Fig. 8. It was seen (Fig. 8) that a significant increase in the weight loss of the unreinforced (purity Al) material occurred and in the unreinforced material occurred the adhesive wear mechanism with the influence of temperature by the abrasive EN 100Cr6 bearing steel. The presence of the hard reinforcement element in the composites and hybrid composites created the abrasive wear mechanism during wear.

SEM images belong to composites and hybrid composites
However, it was observed that as the load increased, the plastic deformation in the material surface increased and the ratio and length of craters formed in the worn surfaces also increased. While the increase of areas in these long grooves on the material surface caused the abrasive wear, the adhesive wear on the surface severely increased. For this reason, it was seen that as the load increased according to images obtained from the worn surfaces, the weight loss increased.
Conclusion
In this study microstructures, hardness values, and wears behaviours of Al matrix composites and hybrid composites, which have different reinforcement types and ratios, produced using PM method were investigated. The results obtained for Al-MMC are given below:
-
The change in the type and ratio of reinforcement elements added into the matrix has significantly altered the hardness value of these materials. The increase of the reinforcement ratio in B4C and SiC reinforced composites and B4C/SiC hybrid reinforced composites increased the hardness. The highest hardness value was computed as 58.7 HV from 16% B4C reinforced composite. The hardness values of composites with reinforced 16% SiC, 4% B4C + 12% SiC, and 12% B4C + 4% SiC were computed as 53.3, 55.4, 56.3, respectively.
-
It was observed that the homogeneous distribution of the reinforcement elements in the matrix affected the hardness value of the composite.
-
While the increase of the reinforcement ratio reduced the weight loss, the increase of the load and sliding distance increased the weight loss. The maximum weight loss was calculated from the unreinforced material as 44.7 mg at 15 N load and a sliding distance of 750 m. The minimum weight loss was also calculated from 16% SiC reinforced composite as 18 mg at 5 N load and a sliding distance of 250 m. The weight loss of composites with reinforced 16% B4C, 4% B4C + 12% SiC, and 12% B4C + 4% SiC was obtained as 18.9, 18.6, 18.3, respectively.
-
B4C should be preferred as a reinforcement element if it is desired to obtain composite materials with the high hardness. SiC should be preferred as a reinforcement element if it is desired to obtain composite materials with the high wear resistance. B4C/SiC hybrid reinforcement elements should be preferred if it is desired to obtain composite materials with both high hardness and high wear resistance.
References
C.Y. Wu, L. Dihoru, and A.C.F. Cocks, “The flow of powder into simple and stepped dies,” Powder Technol., 134, Nos. 1–2, 24–39 (2003).
S.M.R. Mousavi Abarghouie, and S.M. Seyed Reihani, “Investigation of friction and wear behaviors of 2024 Al and 2024 Al/SiCp composite at elevated temperatures,” J. Alloys Compd., 501, No. 2, 326–332 (2010).
I. Topcu, H.O. Gulsoy, N. Kadioglu, and A.N. Gulluoglu, “Processing and mechanical properties of B4C reinforced Al matrix composites,” J. Alloy. Compd., 482, 516–521 (2009).
X. Xian-Qing, F. Tong-Xiang, S. Bing-He, Z. Di, T. Sakata, H. Mori, and T. Okabe, “Dry sliding friction and wear behavior of woodceramics/Al–Si composites,” Mater. Sci. Eng.: A, 342, Nos. 1–2, 287–293 (2003).
F. Toptan, A. Kilicarslan, and I. Kertil, “The effect of Ti addition on the properties of Al–B4C interface: A microstructural study,” Mater. Sci. Forum, 636–637, 192–197 (2010).
https://www.ceramtec.com/ceramic-materials/aluminum-oxide/10.02.2017.
X. Jiang, N. Wang, and D. Zhu, “Friction and wear properties of in-situ synthesized Al2O3 reinforced aluminum composites,” Trans. Met. Soc., 24, No. 7, 2352–2358 (2014).
K.M. Shorowordi, A.S.M.A. Haseeb, and J.P. Celis, “Tribo-surface characteristics of Al–B4C and Al–SiC composites worn under different contact pressures,” Wear, 261, 634–641 (2006).
D.D.L. Chung, Composite Materials: Sciences and Applications, Functional Materials for Modern Technologies, Springer, London (2003).
T. Varol, A. Canakci, and S. Ozsahin, “Artifical neural network modeling to effect of reinforcement properties on the physical and mechanical properties of Al2024–B4C composites produced by powder metalurgy,” Compos. Part B, 54, 224–233 (2013).
Y.H. Çelik, and K. Seçilmiş, “Investigation of wear behaviours of Al matrix composites reinforced with different B4C rate produced by powder metallurgy method,” Adv. Powder Technol., 28, No. 9, 2218–2224 (2017).
H. Hasirci and F. Gül, “Investigation of abrasive wear behaviours in B4C/Al composites depending on reinforcement volume fraction,” SDU Int. Technol. Sci., 2, No. 1, 15–21 (2010).
R. Harichandran, and N. Selvakumar, “Effect of nano/micro B4C particles on the mechanical properties of aluminium metal matrix composites fabricated by ultrasonic cavitation-assisted solidification process,” Arch. Civil Mech. Eng., 16, No. 1, 147–158 (2016).
A. Mazahery, and M.O. Shabani, “A comparative study on abrasive wear behavior of semisolid-liquid processed Al-Si matrix reinforced with coated B4C reinforcement,” Trans. Indian Inst. Met., 65, No. 2, 145-154 (2012).
A. Baradeswaran and A. Elaya Perumal, “Influence of B4C on the tribological and mechanical properties of Al 7075–B4C composites,” Composites: Part B, 54, 146-152 (2013).
G.L. Rajesh, V. Auradi, and S.A. Kori, “Mechanical behaviour and dry sliding wear properties of ceramic boron carbide particulate reinforced Al6061 matrix composites,” Trans. Indian Ceram. Soc., 75, 112–119 (2016).
N. Siddhartha Prabhakar, N. Radhika, and R. Raghu, “Analysis of tribological behavior of aluminium/B4C composite under dry sliding motion,” Procedia Engineering, 97, 994–1003 (2014).
V.A. Izhevskyi, L.A. Genova, J.C. Bressiani, and A.H.A. Bressiani, “Review article: silicon carbide. Structure, properties and processing,” Cerâmica, 46, No. 297, 4–13 (2000).
M. Keneshloo, M. Paidar, and M. Taheri, “Role of SiC ceramic particles on the physical and mechanical properties of Al–4%Cu metal matrix composite fabricated via mechanical alloying,” J. Compos. Mater., 51, No. 9, 1285–1298 (2017).
A.K. Bodukuri, K. Eswaraiah, K. Rajendar, and V. Sampatha, “Fabrication of Al–SiC–B4C metal matrix composite by powder metallurgy technique and evaluating mechanical properties,” Perspectives in Science, 8, 428–431 (2016).
P. Ashwath, and M.A. Xavior, “Processing methods and property evaluation of Al2O3 and SiC reinforced metal matrix composites based on aluminium 2xxx alloys,” J. Mater. Res., 31, No. 9, 1201–1219 (2016).
M.B. Karamis, A.A. Cerit, B. Selçuk, and F. Nair, “The effects of different ceramics size and volume fraction on wear bahavior of Al matrix composites (for automobile cam material),” Wear, 289 73–81 (2012).
P. Ravindran, K. Manisekar, R. Narayanasamy, and P. Narayanasamy, “Tribological behaviour of powder metalurgy-processed aluminium hybrid composites with the addition of graptite solid lubricant,” Ceram. Int., 39, No. 2, 1169–1182 (2013).
T. Hariprasad, K. Varatharajan, and S. Ravi, “Wear characteristics of B4C and Al2O3 reinforced with Al 5083 metal matrix based hybrid composite”, Procedia Engineering, 97, 925-929 (2014).
R. Ipek, “Adhesive wear behaviour of B4C and SiC reinforced 4147 Al matrix composites (Al/B4C–Al/SiC),” J. Mater. Process. Technol., 162–163, 71–75 (2005).
N.G. Siddesh Kumar, V.M. Ravindranath, and G.S. Shiva Shankar, “Dry sliding wear behaviour of hybrid metal matrix composites,” Int. J. Res. Eng. Technol., 3, No. 3, 554–558 (2014).
S. Thirumalai Kumaran, M. Uthayakumar, S. Aravindan, and S. Rajesh, “Dry sliding wear behaviour of SiC and B4C-reinforced AA6351 metal matrix composite produced by stir casting process,” J. Mater.: Design and Applications, 230, No. 2, 484–491 (2016).
A. Fattah-Alhosseini, M. Naseri, and M.H. Alemi, “Corrosion behavior assesment of finely dispersed and highly uniform Al/B4C/SiC hybrid composite fabricated via accumulative roll bonding process,” J. Manuf. Processes, 22, 120–126 (2016).
V.C. Uvaraja, and N. Nanjappan, “Tribological characterization of stir-cast hybrid composite aluminium 6061 reinforced with SiC and B4C particulates,” Eur. J. Sci. Res., 76, 539–552 (2012).
S.T. Kumaran, M. Uthayakumar, A. Slota, S. Aravindan, and J. Zajac, “Machining behavior of AA6351–SiC–B4C hybrid composites fabricated by stir casting method,” Part. Sci. Technol., 34, No. 5, 586–592 (2016).
K.R. Padmavathi, and R. Ramakrishnan, “Tribological behaviour of aluminium hybrid metal matrix composite,” Procedia Engineering, 97, 660–667 (2014).
M. Uthayakumar, S. Aravindan, and R. Kumar, “Wear performance of Al–SiC–B4C hybrid composites under dry sliding conditions,” Mater. Des., 47, 456–464 (2013).
Author information
Authors and Affiliations
Corresponding author
Additional information
Published in Poroshkova Metallurgiya, Vol. 57, Nos. 9–10 (523), pp. 147–158, 2018.
Rights and permissions
About this article

Cite this article
Çelik, Y.H., Kilickap, E. Hardness and Wear Behaviours of Al Matrix Composites and Hybrid Composites Reinforced with B4C and SiC. Powder Metall Met Ceram 57, 613–622 (2019). https://doi.org/10.1007/s11106-019-00023-w
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11106-019-00023-w