
Abstract
Most arc plasma systems are based on DC plasma technologies. However AC plasma systems can offer significant advantages versus DC plasma systems particularly in terms of efficiency, cost and reliability. They are also likely to overcome some of the limits of classical DC systems for some specific large scale high power applications. This paper presents a literature review of three-phase AC plasma systems which have been developed by the most active research groups on multi-phase AC plasma systems in the United States, Norway, Germany, Russia, France, and Japan for about 50 years.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
In the current context of conventional fossil fuel depletion and global warming, plasma systems stand as one of the most promising technologies in many large scale industrial areas such as decontamination and waste treatment (household, medical, biological, toxic, or hazardous waste), energy (assisted combustion of Low Heat Value fuels, ignition, startup and assistance of coal power plants, pyrolysis, fossil cracking or gasification and/or renewable fuels), material processing (metal melting, reduction and recovery, particle densification, gas phase synthesis of nanoparticles, etc.).
Typical advantages of plasma systems versus traditional technologies based on partial oxidation or combustion include the following: their ability to deliver and tune the enthalpy and/or temperature through an external energy supply with temperatures that cannot be achieved with combustion methods, their very short dynamic response, their limited environmental impact (no direct CO2 emissions), their flexibility and ability to operate under very different atmospheres (neutral, reducing or oxidant), and their compactness due to their very high volumetric energy density which opens the way to process intensification.
However, plasma systems suffer from many general weaknesses starting with their high Capital (CAPEX) and Operational (OPEX) costs, their delicateness, their poor robustness and limited reliability, and their use of noble and high value electric energy. The development of plasma systems in large scale industrial sectors still remains limited today for these reasons.
Three-Phase AC Plasma Systems Versus DC Plasma Torches: Strengths and Weaknesses
Todays’ electric arc plasma technologies can be divided into two categories: DC and AC plasma torches [1, 2]. DC plasma torches usually present a tip-cylindrical geometry with the tip (generally cathode) located at the upstream axis of a narrow cylindrical nozzle (generally anode). The plasma gas flows through the inter-electrode annular space and a high temperature plasma plume is generated as a result of the electric power input dissipated by the Joule effect through the arc and then transferred to the main flow by convection, diffusion and radiation. This plasma plume is generally characterized by a very high velocity (several hundred m s−1) resulting from the combined effect of the narrow nozzle diameter and the severe thermal expansion of the plasma gas due to the gas heating. Despite important and continuous technological and material improvements such as advanced nozzle design, optimized water cooling design, use of advanced materials and external magnetic coils for the arc root rotation/displacement at the electrodes, DC plasma torches have one critical weak spot which is unavoidable electrode erosion resulting in limited electrode lifetime due to the combination of severe thermal, mechanical, and even chemical effects (the arc temperature at the root attachment is generally above 10,000–20,000 K). Another drawback of DC plasma torches is the need for delicate and costly power supply electronics for the AC–DC current rectification which generally contributes to about 30 % of the overall capital and operating costs of most plasma installations.
On the other hand, regarding several promising large scale dirty industrial applications such as waste treatment, pyrolysis, and gasification where reliability and cost issues are crucial, multiphase grid frequency (50–60 Hz) AC plasma torches are likely to offset some of the critical drawbacks of DC plasma technologies. In multiphase AC plasma systems, several arcs can coexist in a larger discharge chamber volume creating a large volume zone as the arcs are generally much less confined than in classical DC plasma torches. This is generally possible with a continuous and sufficiently high concentration of charge carriers resulting from the important relative lifetime of ionized species versus current frequency. This allows for continuous plasma despite alternating current, even during zero-current crossing. As a result, the plasma mean temperature is much lower than in DC systems at contracted mode. To some extent, the plasma can operate at a diffuse mode. The convection transfer is enhanced by the strong motion of the arcs resulting from the current alternating between the phases, and by the induced MHD forces occurring along the arcs [3]. The energy spent for gas heating flowing through the arc is released at relaxation of excitation and recombination of atoms and distributed on the remaining gas. With the plasma mean temperature decrease, radiation and convection heat losses can be strongly reduced with respect to DC plasma torches, increasing the overall electro-thermal efficiency.
Development of Three-Phase AC Technologies
United States Until the 1960s, most electric arc studies were carried out by physicists and electrical engineers, [4, 5]. With the advent of ballistic missiles generating the need for laboratory simulation of high temperature re-entry, aeronautical engineers turned to the arc heater (arc plasma jet) to obtain high enthalpy gas flows.
Consequently, a considerable number of AC arc plasma research was carried out almost simultaneously in the United States and in the former Soviet Union [6–8]. In the USA, most of the research was done for the Aerospace Research Laboratories, Office of Aerospace Research, United States Air Force, by Geister, Phillips and Nicholls’ team at the Aircraft Propulsion Laboratory, and the Department of Aeronautical and Astronautical Engineering (University of Michigan at Ann Arbor). The research focused on the study and development of hypersonic flights at Mach numbers above 7, 8 for ballistic missiles and high temperature re-entry applications. High pressure plasmas, often call arc “heaters”, have a definite place in the arsenal of high temperature gas dynamic facilities between and complementary with short run-time devices such as hot shot tunnels, shock tunnels and lower temperature-longer run-time such as Pebble bed and resistance heaters.
In 1967, Phillips [9] established the foundation of AC arc column modeling. The equations that describe the behavior of a time-unsteady plasma column have been simplified by neglecting energy transfer by radiation and convection. Thermal plasma diffusivity was assumed to be constant and a simplified expression of the electrical conductivity was adopted. The energy equation was expressed into a universal form, requiring the specification of only two parameters. In view of the high level of congruity between the theoretically-derived voltage waveforms and experimental results, the authors concluded that the behavior of the low current AC arc can be fairly described by the proposed model.
In 1969, Geister [10], with the same team, published an article entitled A high pressure AC arc heater system. The paper reported results of two successive projects entitled Three-Phase AC arc heater, [11] and Analysis and design of a high pressure AC Arc Heater, [12].
The research program aimed to establish design criteria for AC arc heaters with a special emphasis on high pressure operation (>10 atmospheres) up to 170 atmospheres (2500 psi) and power inputs as high as three MW. Parameters relevant to both stable arc heater operation and the scaling of a given unit to higher pressure levels were found. The basic interactions between the AC arc column, an external applied magnetic field, the arc chamber gas flow, and the arc stabilizing elements were discussed. After analyzing these interactions, a generalization was found that divides arc heaters into two main types or classes. The advantages of the AC arc heater system as well as several instrumentation problems unique to this type of arc heater were also analyzed and discussed. The work carried out for these projects has recently been declassified, and today it represents a unique and impressive source of information in the field of high pressure plasmas, in terms of technology design, selection of materials and high-level basic scientific knowledge. Two different configurations, parallel and normal, represented on Figs. 1 and 2 respectively have been closely studied (Table 1).

Simplified representation of the parallel flow arc

Simplified representation of the normal flow arc heater
Norway AC plasma systems have also been intensively studied by Professor Bakken’s team of the Department of Metallurgy at the Norwegian University of Science and Technology (Trondheim Norway) in the area of submerged arc furnaces for the production of ferrosilicon and silicon metal. In her Ph.D. dissertation entitled AC Electric Arc Models for a Laboratory Set-up and Silicon Metal Furnace, defended in 1996, Hilde Loken Larsen [13] developed two different AC arcs models. The electric circuit, of which the arc is a part, was incorporated in both models, enabling the calculation of the instantaneous current: (1) a Channel Model (CAM) taking into account convective transfers between the arc column and the surrounding gas due to Maeker effect where the arcs are considered as a cylindrical current conductor with a uniform temperature and radius. By solving the integral energy balance together with Steenbeck’s principle of minimum energy, the model was able to simulate the non-linear behavior of the arc as an electrical circuit element; (2) a magnetofluiddynamic (MFD) model that solves the conservation equations for mass, momentum and energy together with a conservation equation for the magnetic field. The time-dependent distributions of temperature, velocity, pressure, magnetic field and electric current density was resolved within the arcs using a k-ε turbulence model. Radiation was taken into account by using the Integral Method of Partial Characteristics [14–19]. In a subsequent PhD dissertation entitled High Current AC Arcs in Silicon and Ferrosilicon Furnaces, Svaerdottir continued to develop both models for high current AC arcs [20]. The coupling between the arcs and the AC power source is described by either a one-phase electric circuit model or a complete three-phase circuit model. The three-phase model more correctly predicts current and voltage waveforms and harmonics than the one-phase model. The simulation results for a ~1 kA laboratory AC arcs were in line with the electrical measurements. In the industrial case where current is ~100 kA, the simulations clearly show that the maximum possible arc length is around 10–15 cm, which is much lower than previously assumed. The preliminary cathode sub-model developed for high-current AC arcs shows that the cathode spot is dominated by the energy impact from the high-current electric arc. The current densities are found to be lower than in previously published models, which indicates a diffuse cathode spot that may have a larger diameter than the arc itself. The cathode current density varies considerably during the AC period, while the spot radius remains almost constant. The MFD model simulations reveal that the boundary conditions at the cathode are crucial for arc behavior. Using the boundary conditions based on the diffuse spot cathode sub-model considerably decreases the arc resistance compared with previously-used boundary conditions. In addition, one of the most important features of the cathode sub-model is that the anode may be treated the same way. Simulations show that arc splitting—i.e. several parallel arcs appearing simultaneously may also play a role in the furnace craters. For a given arc length and electric circuit parameters, the resistance is decreased by simulating two parallel arcs instead of one. This is explained by the fact that the arc characteristics rise for high current arcs [21–27].
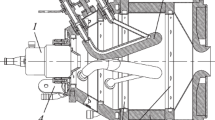
France At the CNRS-Odeillo, in his PhD in Physical Sciences, Bonet 1973, started working on the development of a three-phase AC plasma technology for the treatment of refractory materials at high temperature [28]. The research led to a very intense technological effort, and to the study and analysis of a wide range of prototypes and design options together with electrode materials and plasma gases and a comprehensive parametric study based on the following elements: inter-electrode distance, plasma gas nature and flow rate, nature of the electrodes, and current. All the developed prototypes were characterized by the use of a pilot plasma plume (Fig. 3) operated with DC or AC current and a set of electrodes with converging axes located symmetrically or not with respect to the pilot torch in such a way that the inter-electrode space was immersed by the pilot plasma jet. The electrodes’ materials were generally copper or tungsten-based. The bottom of the electrodes generally had a tip geometry. A high-temperature refractory material (generally pure silica) was used to inject gas sheathing around the electrodes. The power supply was based on two series components: (1) an induction regulator with a 380 V input voltage giving an output voltage adjustable between 0 and 760 V; (2) a second transformer with an output voltage adjustable in the range 0–2000 V with a 200 A maximum line current. The electrodes were generally moved using pneumatic cylinders for the plasma ignition. Once the three-phase plasma ignited, the electrodes were moved back using the pneumatic cylinder, and the pilot plasma jet was generally stopped (Fig. 4). Different neutral, oxidant or reducing plasma gases, such as argon, nitrogen, hydrogen, air, and oxygen were tested. With air, the role of high lifetime metastable species created in the plasma by chemical or photochemical activation was highlighted showing a positive effect on both plasma stability and electrode erosion. The following electrode materials were tested: tungsten, molybdenum, copper CrM16, electrolytic copper, O.F.C.H. copper, aluminum 99.99, duralumin, nickel, mild steel, stainless steel NS30, and silver. The best compatibility between the electrode materials and common plasma gases were the following: tungsten and copper for argon, copper for nitrogen, and copper and O.F.H.C copper for air. The remarkable behavior of copper, particularly the high-purity oxygen-free O.F.H.C copper, can be explained by the current density, the thermal conductivity and the temperature of the anodic and cathodic spots [29–34]. Also, some preliminary tests with 6 electrodes operating with an AC hexa-phase power supply were performed.

Scheme of the three-phase AC arrangement with the ignition pilot plasma torch A electrode, B electrode’s holder, C pneumatic cylinder, D pilot plume, E alignment ring, F plasma gas feeding, G AC power supply, H DC power supply, I pilot jet, J main plasma volume [28]

Three-phase argon plasma flow with tungsten electrodes [28]
Between 1979 and 1980, the French Lafarge cement company, the Limoges University and the CNRS-Odeillo lab led a collaborative research program on raw cement powder decarbonization based on the Odeillo’s three-phase AC technology. Despite some technical issues, the process was shown to be feasible but never developed at an industrial scale probably for economic reasons.
In 1986, the French engineering company Bertin and the French utility company EDF worked on the development of an hybrid 500 kW electro-burner prototype [35, 36]. The purpose was the production of heat using natural gas and electricity. The plasma technology was derived from Odeillo’s technology using graphite electrodes. Two different concept designs were successively explored: in the first version, the plasma discharge directly took place in the burner throat. In the second version, the plasma discharge took place in a separate upstream chamber. Despite interesting achievements on electrode erosion and thermal resistance issues, the concept was abandoned in the 1990s and it never reached the industrial scale. A short note describing the historical evolution of the three-phase AC plasma system with graphite electrodes was given by Badie [37].
After a “dormant” period, the development of the three-phase AC technology resumed in 1993 with research on the hydrocarbon cracking for the co-synthesis of carbon black and hydrogen [38–41]. The research was a collaboration between Flamant’s team at PROMES-CNRS Odeillo, and Fulcheri’s team at PERSEE MINES ParisTech Sophia-Antipolis. It was initiated with the support of the French utility and gas companies EDF and GDF respectively, and LONZA, a Swiss company among the world leaders in the production of synthetic graphite. After very promising preliminary achievements, the research continued between 1997 and 2003 through three successive European projects. In parallel with the production of carbon black, it has been demonstrated that the three-phase AC plasma technology was particularly suited to the large scale synthesis of fullerenes and carbon nanotubes [42, 43]. In 2002, the 250 kW three-phase AC plasma equipment, initially located at PROMES-CNRS Odeillo, was moved to PERSEE MINES-ParisTech Sophia Antipolis. Between 2004 and 2009, the development of the technology continued as a collaboration between MINES-ParisTech and TIMCAL with the purpose of developing the technology to the industrial pilot scale. Since 1993, four international patents in the field of carbon material processing using the three-phase AC plasma technology have been granted, four PhD theses have been carried out, and a significant number of papers have been published in peer review journals and international conferences.
In his PhD, Fabry 1999 [44] focused on the development of experimental devices, diagnostic tools for the three-phase AC reactor, experimental analyses based on macroscopic heat and mass balances, as well as experimental plasma flow diagnostics. Plasma carbon black obtained with different precursors were analyzed, and the product structure was linked to the operating conditions. Carbon black was characterized by X-Ray Diffraction (X.R.D.), X-ray photoelectron spectroscopy (XPS), auger electron spectroscopy (AES), and transmission electronic microscopy (TEM). Meanwhile, Ravary [45] demonstrated that the flow was highly influenced by the arc motion. The presence of three electrodes creates a mutual electromagnetic influence of the arcs which deeply modifies the flow in this type of reactor. To analyze this very complex problem, a high-speed cinema-camera was used to film the arc zone. As represented on Fig. 5, the movies showed the importance of the electromagnetic forces applied on the arcs which consequently had very specific motions. The forces have been evaluated in a simplified geometry of the arcs. This estimation proved to be in qualitatively good congruity with the observed movement of the arcs, particularly when argon was used as a plasma gas. A simplified model derived from the electromagnetic force model was used as input of the CFD model as a source of momentum [46, 47]. A comprehensive summary of achievements obtained between 1993 and 2003 is given in [48].

Axial view of the plasma arcs and graphite electrodes showing the centrifugal motion of the arcs [48]
Since 2009, PERSEE-MINES ParisTech’s research aims to extend the three-phase AC plasma technology applicative domain toward gasification and assisted combustion. In his PhD, Rehmet 2013, [49] continued and deepened the analysis of the three-phase AC plasma system under non-reactive conditions (nitrogen, syngas) through an original approach led on both the theoretical and experimental sides. The experimental study was mainly based on high speed video camera (100,000 frames per second) and electrical signal analyses. The theoretical analysis led to the development of an unsteady 3D Magneto-Hydro-Dynamic (MHD) model of the arc zone using the CFD software Code_Saturne®. A parametric study based on current, frequency and plasma gas flow rate was carried out. Additionally two electrode configurations (coplanar and parallel) were studied. The studies highlighted the dominant influence of the electromagnetic phenomena on the arc motion.
In a paper published in 2013, Rehmet [50] presented an MHD numerical model to get preliminary information on the arc behavior in a three-phase AC hot graphite electrode plasma torch. Because of the complexity of the system, strong hypotheses such as the LTE assumption were considered. The MHD modeling was successfully implemented and the model automatically simulated the arc ignition, extinction and motion between the three electrode tips. The experimental results obtained with a high-speed camera and published in a subsequent paper [51] showed that the arc behavior was totally in line with the results obtained with the model. This work opened the way to a better understanding of three-phase discharges. Significant information which can hardly be achieved experimentally was obtained. Results showed that the mass flow emanating from the electrode jets controls the arc motion and the shape of the post-discharge plasma flow. This induced mass flow is directed along the normal of the electrode tip and diverts part of the plasma gas towards the walls. Also, the heat transmitted to the inactive electrode by these jets contributes to initiate new arcs. Regarding the electromagnetic phenomena, the current rise increases the Lorentz forces and stabilizes the arcs in the inter-electrode gap. Based on the parametric study, it appears that the imposed current in the arcs changes the electrode jet velocity as well as the shape of the post-discharge flow. On the other hand, the temperature imposed at the electrode tips also has significant influence on the arc motion and the plasma flow shape. Globally, the arcs generated between three graphite electrodes induce a specific heat and mass transfer which tend to homogenize the plasma flow temperature and to increase turbulence.
A subsequent paper [52] was dedicated to the experimental exploration of arc behavior. A high-speed video camera was used to observe the arc motion and an oscilloscope was used to analyze voltage and current waveform analyses. First, a reference case at 150 A was closely analyzed and a parametric study based on current and inter-electrode gap was carried out. The analyses of the image sequences confirmed the expected cycle of 6 arcs in each period. The arcs exist one at a time and rotate by switching from one pair of electrodes to another, following the highest electrical gap potential. However, a particular abnormal arc behavior was sometimes observed which gave rise to an unbalanced three-phase behavior. In this case, the electrode jets are not directed toward the inter-electrode zone but to its periphery. Then, the temperature between two electrodes decreases and the electrical conductivity becomes insufficient to ignite a new arc in the zone. This point underlined the key feature of the heat and mass transfers within the inter-electrode region. The image sequence also showed that the arcs could have four main shapes: I, V, W, and S. These shapes show that the arc motion was influenced by the electrode jet velocity and magnetic repulsive forces between the two electrode jets. The electromagnetic Lorentz forces assisted by the electrodes jets tend to stretch the arc toward the inactive electrode. In addition, the heat transmitted by the electrode vapor jet directed toward the inter-electrode zone contributes to the ignition of a new arc root. The arc motion within the inter-electrode gap then enhances the three-phase arc discharge. Based on the video sequence, the arc root preferentially occurs on a hot electrode zone which gives a certain recurrence on the position of the arc root origin. This shows that the electrode temperature also has significant influence on the arc ignition. However, the parametric study shows that, from a qualitative point of view, the current rise increases the electrode hotspot size, the electrode temperature, and the velocities of the arc and electrode jet which stabilizes the arc discharge. Elsewhere, the increase of the inter-electrode gap tends to stabilize the electrical three-phase arc discharge. Furthermore, the correlation between the arc motion and the current waveform is highlighted. Several current waveforms for an abnormal system are explored. The video images analysis confirms that the Lorentz forces and the electrode jet forces have a strong influence on the arc motion. This arc motion within inter-electrode gap increases the heat exchange and stabilizes the three-phase discharge.
The comparison of theoretical and experimental results presented in a subsequent paper [53] showed a good consistency for 100–300 A RMS currents and various inter-electrode gaps. Regarding the electrical signals, voltage, current–voltage phase delay and power were not accurately reproduced with the MHD model. This study showed that the electrode tip geometry had significant influence on the arc behavior and electrical waveforms. By modifying the model with the conically-shaped electrode tip, a better correspondence of theoretical and experimental results was achieved. In particular, the current–voltage phase shift was fairly reproduced showing that this phase shift is probably due to arc ignition delay. Figure 6 gives a schematic representation of the influence of the Lorentz forces (left) and the electrode jets (right) on the arc motion (left) and by the electrodes jet (right). Figure 7 represents MDH modeling results showing instantaneous current density streamline (A.m−2) within the computational domain in the parallel electrode geometry.

Schematic representation of the influence of the Lorentz forces (left) and the electrode jets (right) on the arc motion (left) and by the electrode jet (right) [49]

MDH modeling results giving instantaneous current density streamline (A m−2) within the computational domain in the parallel electrode geometry [49]
The influence of the electrode configuration on the arc behavior was studied in [53]. In the coplanar electrode configuration, the arcs are confined within the inter-electrode gap. Arc behavior is mostly controlled by hydrodynamic electrode jet forces. The enthalpy transported by these jets on the inactive electrode helps arc ignition. In the parallel electrode configuration, the arcs are not confined and arc elongation increases. The induced free-burning arcs are directed toward the axial and radial directions by the magnetic pumping effect and Lorentz forces. This particular arc behavior has already been suggested by different studies. In this geometry, the interaction of the three line currents flowing in the electrodes and within the arc-induced magnetic repulsive forces on the arc roots leading to a global centrifugal arc motion. Experimental results obtained with the high-speed camera show a fair correlation between the experimental and numerical arc behaviours and arc shapes. By adjusting the electrode configuration, the arc elongation and the dissipated power can be controlled. Also, the optimal electrode configuration can be adjusted depending on the nature of the plasma gas.
Russia and the former Soviet Union Considerable research and development work on the three-phase AC technology has also been carried out in the former Soviet Union, later Russia, by Rutberg’s group of the Institute for Electrophysics and Electric Power, at the Russian Academy of Sciences in St Petersburg. This R&D effort implies operating with different gases in a wide range of power (up to several MW), with different modes of arc burning and arc interaction, and with electrode lifetimes extending to as long as 1,000 h under oxidizing media operation [8]. Most research is driven by applications in the field of gasification and waste treatment, and to a lesser extent in the area of chemistry [54–58]. In 2005, Rutberg and other co-authors [59] presented two types of stationary multiphase AC plasma generators developed for waste destruction and syngas production. The paper presented plasma generators with an average power of up to 50 kW and high power up to 500 kW working on oxidizing media.
The authors highlighted the presence of two different arc burning modes: a diffuse mode at n e ∼1014–1015 cm−3 and a contracted mode at n e ~ 1016 cm−3. The external experimental data-based characteristics (dependence of working gas heat content, power in the arcs and efficiency on flow rate) were also presented with the influence of plasma forming gas variation on electric parameters. To a certain extent, for a given geometry and plasma gas, the electrode modes can be controlled by the phase-to-phase currents. The powerful multiphase AC plasma generator works at the atmospheric pressure on oxidizing media (air) in the power range of 100–500 kW and 10–70 g s−1 flow rates, with a thermal efficiency of 70–90 % and an electrode lifetime over 100 h. The thermal efficiency of an average power (up to 50 kW) plasma generator in the range of an air flow rate of 2–25 g s−1 is 80–95 %, while the electrode lifetime is 100 h. The multiphase AC plasma generators allow for the working gas heat content to be controlled at the outlet in a wide range (for air from 1.5 to 12.5 MJ kg−1). The power multiphase single chamber plasma torch is shown in Figs. 8 and 9. The principle of the electrodynamic motion of the arcs in the self-current field is the basis of the plasma torch operation (rail-gun effect). Similarly to Bonet’s technology [28], this plasma torch includes a low power (up to 10 kW) single-phase high voltage ignition plasma torch injector. The injector creates a plasma flow with electron concentration n e ∼ 1013–1014 cm−3, sufficient for smooth ignition of strong current arcs at start up and after current transition through zero. The arcs are initiated between the basic electrodes in an area of minimal distance, while the arc attachments move along the surfaces of the divergent electrodes. The rapid motion of the arc attachment point along the electrode under the impact of electrodynamic and gas dynamic forces distribute the heat load. This permits the use of water-cooled electrodes made from fusible material with high thermal conductivity, capable of working on oxidizing media.

Multiphase single chamber plasma torch developed at the Institute for Electrophysics and Electric Power. Power 500 kW, working gas–air (Rutberg, personal communication)

Scheme of the three-phase AC plasma torch developed at the Institute for Electrophysics and Electric Power 1 injector, 2 electrode, 3 insulator, 4 terminal, 5 cooling jacket, 6 loop of working gas supply (Rutberg, personal communication)
The three-phase average power plasma torch is a high voltage plasma torch up to 50 kW with rod electrodes positioned in cylindrical channels. The arcs are initiated in the areas of minimal distance between the electrodes and walls of the case, blown by gas and closed at the exit from channels. Three conductive plasma columns are formed. The open circuit voltage of the power supply source is around 6 kV. The voltage drop on the arcs, dependent on the gas flow rate, is about 0.8–2 kV. The plasma torch is stationary for 100 h and its case and electrodes are water-cooled. Its thermal efficiency varies in the range 80–95 %. The average temperature of the gas flow with air can be controlled within a range of 1500–6000 K.
The power supply system of multiphase AC plasma torches with tube (rail) electrodes reflects the specific features of the operation of this type of plasma torch, and it is designed to ensure a reliable switch-on and continuous and stable operation of the plasma torch in different modes [8]. One of the particularities of these plasma torches is the significant variations of geometrical size of the arcs as a result of the arc gliding along the divergent electrodes. In addition, the open circuit voltage of the power supply of the main arcs is lower than the breakdown voltage and requires the use of a pilot plasma plume. The power supply system includes (1) a high current–low voltage stage, (2) a high voltage–low current stage, and (3) devices for the reactive power compensation.
The high current part of the power supply system includes sectional water-cooled inductances limiting the arc current, allowing the power of the system to be controlled by varying the inductance. The inductance of current limiting reactors can vary in acting systems. The values of the power supply system inductances are fitted so that the energy of the electromagnetic field of the inductance can compensate the voltage pulsations resulting from the arc oscillations. The low current and high voltage stage includes a power source of the single-phase high voltage pilot plasma torch. The pilot plume is intended to create the necessary concentration of charge carriers in the gap volume located at the electrodes vicinity. The voltage of the high current arcs varies in the range of 150–340 V while the voltage of the pilot plasma is in the 1.2–2 kV range.
The image shown in Fig. 10a is characteristic of the contracted mode of arc burning. When installing a contracted mode of arc burning (n e ~ 1016 cm−3, T ~ 104 K), a significant fraction of the energy is transferred by radiation. Figure 10b presents a photograph of the diffuse mode of arc burning in the discharge chamber of the plasma torch. Under this mode, the share of radiation heat exchange is much lower.

Arcs in the discharge chamber of the three-phase plasma torch (working gas air). a Frame of the high-speed digital video filming (camera HiSyS 2000, 2000 frames s−1). The dashed lines show the contours of the electrodes and the boundary of the visible region of the discharge chamber, power 130 kW. b Diffuse mode of arc burning, power 500 kW (Rutberg, personal communication)
The power increase of such plasma torches is traditionally obtained by increasing the arc current under low voltage drop (few 100 V). Unfortunately, under high current, the electrode’s lifetime, even when water-cooled, does not exceed a few 100 h, which is a major drawback for most applications. One alternative solution to increasing the power of the plasma torch while limiting the electrode erosion is to increase the voltage and to maintain the arc current at a low level. Such AC plasma torches with arc burning in long cylindrical channels have been developed at IEE RAS. The electrical field strength in the arc column of the high-voltage plasma torch, using air as a plasma-forming gas, does not exceed 15 V cm−1. It is possible to obtain the high voltage drop in the long arc stabilized in the channel by the intensive gas flow under specific conditions. In a paper entitled The investigation of an electrical arc in the long cylindrical channel of the powerful high-voltage AC plasma torch, Rutberg et al. [60] presented models of high voltage plasma torches with rod electrodes with power up to 50 kW. The plasma torch arcs burn in cylindrical channels. These investigations aimed to study the possibility of developing long arc plasma torches with higher power. In parallel, experiments of intensively blown arcs in long cylindrical channels were carried out using the AC power supply with a 10 kV open circuit voltage. Voltage drops close to the maximum were reached. Typical parameters for three-phase mode are as follows: current: 40–85 A, voltage drop: 2.5–3.2 kV, air flow rate: 60–100 g s−1. Arc lengths exceeding 2 m were obtained.
In an article entitled: Novel three-phase steam–air plasma torch for gasification of high-caloric Waste Rutberg et al. [61] presented the results for an AC electric arc that burns a mixture of steam and air in a three-phase high-voltage plasma torch and can be implemented to produce plasma for plastic waste gasification. The dependence of electrical parameters on the ratio of the steam to air mass flows [H2O:Air] = [1:6] at an approximately constant total mass flow of the plasma-forming gas were obtained during several experiments. During the experiments, the arc parameters were as follows: voltage drop of 1.0–1.8 kV, current of 28.5 A, and power of 52–86 kW. The thermal efficiency of the plasma torch was 94–95 %. CCD cameras operating at 4,000 frames per second (fps) were used to determine the average discharge length of 798 mm. A camera with a high shutter speed was used to determine the average arc diameter. Arc temperatures were estimated in the range 10,000–11,500 K using the thermodynamic equilibrium approach. Experimental results indicate that increases in the steam content of the steam–air plasma led to a reduction of the arc’s temperature and electrical conductivity. Figure 11 shows a photograph of the external part of the arc column.

Photograph of the external part of the arc column (Rutberg, personal communication)
Germany One of the first attempts to explore the three-phase plasma technology was at the Krupp Research Institute. It aimed to study the worthiness of the AC plasma torch as a heating system for melting scrap and heating liquid steel in a furnace ladle. For this particular application, the three-phase plasma torch was considered particularly suitable for heating liquid steel as it does not require a bottom electrode. For low carbon content steel, graphite electrodes could not be used because of the risk of carbon pickup, so water-cooled thoriated tungsten electrodes were chosen. R. Heinke, H.J. Bebber and D. Neuschütz from the Aachen Technical University started fundamental development of an operational high-power three-phase AC plasma heating system in 1982 at three different levels: on the torch itself, on the furnace mechanics, and on the power supply unit. In 1985, they started the conceptual design of a fully operating 10 ton AC plasma melting furnace which went into operation a year later at the German Krupp Stalh AG facility. The system was equipped with a 112 mm diameter and 3 m long transferred arc torch which provided 3.6 MW (at 600 V and 6 kA and standard frequency). The torch consumes 9 Nm3 h−1 of argon as plasma gas, requires 18 m3 h−1 of cooling water and has an electrode life of 100 h. Driven by the need for even more powerful AC plasma torches, the system was scaled up to carry 20 MW and was tested in 1987 in an Italian steel plant as a collaborative effort with the Centro Sperimentale Metallurgie in Rome. The laboratory assessment shows a higher yield of iron recovery of alloying elements for different power levels. This is due to a relatively inert furnace atmosphere, lower noise, and reduced flicker levels resulting from a stabilized plasma arc, absence of carbon pick-up, and relatively small increase in electrode heat losses when compared to previous DC heating system.
At the simulation level, H. Pfeifer et al. presented an analytical model to describe the thermal behavior of transferred AC plasma arcs in plasma furnaces and the interaction between the arc, the vessel and the ladle or tundish charge. Here, the model assumes an integral energy balance for the arc or the overall plasma jet which cannot provide information about the local distribution of the arc parameters but gives the sequential course of the energy input and output. The heat flow released by radiation from the arc column is taken into account and the reabsorption within the arc is also considered. In order to evaluate the mass flow within the plasma jet, the model integrates the Maecker effect. The resulting system of equations defines the arc resistance, and links the current variation with the intermittence of the mass of the dynamic arc. The results gave valuable information about the electrical characteristics of the plasma jet and showed strong coherence with experimental data. In 1992, F. Bebber and J. Hackmann studied the electrode erosion phenomena in high-power thermal arcs and presented a comparison of various erosion mechanisms for tungsten cathode where results show that erosion by evaporation and melting exceeds the sputtering rate by orders of magnitude [62]. Until 1994, in the German metallurgic sector, although many different plasma systems had been installed, the pilot level often had been the final stage. An exception to this consists of plasma tundish and ladle heaters generally equipped with non-transferred AC plasma torches working with argon, while some DC plasma torches were also deployed. The maximum current capacity of 12 kA reached with AC torches is around 50 % more than the maximum DC torch current capacity [63]. In the Department of Theoretical Metallurgy at RWTH Aachen, a pilot plasma furnace with two AC plasma torches was installed to investigate the feasibility of the treatment of dusts and ashes from municipal solid waste and from sewage sludge incineration. The two operating torches were equipped with argon-stabilized tungsten electrodes and their power ranged from 250 to 350 kW [64].
Japan In 2008, T. Watanabe et al. introduced an innovative multiphase AC plasma torch for glass melting applications [65]. The torch was equipped with 12 tungsten electrodes arranged with a 30° angle and spread into two parallel layers at a distance of 80 mm (six upper and six lower). The 3.2 mm diameter electrodes were water-cooled, and composed of 98 and 2 % tungsten and thorium respectively. They were shielded with an argon layer injected at a 60 l min−1 flow rate to avoid erosion by air. The typical power varied in the range of 40–50 kW with a 290 A current. To generate the multiphase AC current, 24 sets of arc welding transformers with single phase AC (DAIHEN B-300) were used, and the phase transition from one electrode to the next was at 600 Hz [66]. Experimentally, voltage measurements and high-speed camera observations were performed to analyse the stability of the arc discharge. As multiple arcs were able to coexist simultaneously in the inter-electrode zone, the author suggests that an increase of the number of phases leads to lower fluctuation degree due to the reduction of the re-ignition voltage.
Conclusion
Existing electric arc plasma technologies can be divided into two categories: DC and AC plasma torches, DC plasma torches being by far the most developed. In DC plasma torches, the plasma jet generally has a very high velocity (several hundred m s−1) due to the narrow nozzle diameter and severe plasma gas thermal expansion. Despite important and continuous technological and material improvements, DC plasma torches suffer from one innate critical weakness which is the limited electrode lifetime due to severe thermal, mechanical and chemical constraints leading to their erosion. Moreover, DC plasma torches need expensive power supply electronics for the AC–DC current rectification which generally accounts for about 30 % of the overall CAPEX and OPEX costs of the plasma installations.
In several large-scale high-power industrial applications such as waste treatment, hydrocarbon processing, pyrolysis, or gasification, where reliability and cost issues become crucial, multiphase grid frequency AC plasma torches are likely to overcome some important drawbacks of DC plasma technologies. Since the 1960s, significant R&D efforts have been carried out in the United States, Norway, France, Russia, Germany and Japan. Some of the most attractive features of the AC plasma systems include the following:
-
1.
Unlike DC, multiphase AC plasma systems can be operated with simple and “cheap” transformers, significantly reducing OPEX and CAPEX costs while increasing reliability and scalability.
-
2.
In multiphase AC plasma systems, several arcs can coexist in a larger discharge chamber volume creating a large volume zone. As a result, the mean plasma temperature can be reduced versus DC systems, increasing the overall electro-thermal efficiency by reducing thermal losses.
-
3.
Depending on the operating conditions and torch design, multiphase AC plasma systems can operate under constricted or diffuse modes.
-
4.
The convection transfer within the plasma can advantageously be enhanced by the strong arc motion resulting from the current alternating between the phases and the induced MHD forces occurring along the arcs.
-
5.
As in DC plasma torches, the arcs can advantageously be modified and controlled by the use of an external magnetic field for the spot motion (limitation of the erosion) and/or arc elongation (control of the arc voltage/power).
-
6.
In multiphase AC plasma systems, each electrode acts both and successively as cathode and anode, leading to a more symmetrical operating mode than in DC systems and to reduced electrode erosion at constant current with respect to DC.
-
7.
AC plasma systems can use different electrode materials: copper, tungsten, graphite, stainless steel, molybdenum, and aluminum which can be water-cooled or consumable.
-
8.
In the case of large scale graphite electrodes, the feeding can advantageously be carried out continuously using graphite paste via the so-called Soderberg process.
References
Boulos MI, Fauchais P, Pfender E (1994) Thermal plasmas: fundamentals and applications, vol 1. Plenum Press, New York
Solonenko OP (2003) Thermal plasma torches and technologies, vol 15. Cambridge International Science Publishing, Cambridge
Rehmet C, Fabry F, Rohani V, Cauneau F, Fulcheri L (2014) A comparison between MHD modeling and experimental results in a 3-Phase AC arc plasma torch. Influ Electrode Tip Geom Plasma Chem Plasma Process 34(4):975–996
Finkelburg W, Maeker H (1956) Handb D. Phys. 22:254 Springer, Berlin
Loh O (1959) Arch Electrotech 44:203
Anderson J (1976) Gasdynamic Lasers: An Introduction. Academic Press, New York
Koroteev AS, Mironov VM, Svirchuk YS (1993) Plasma generators: designs, characteristics, calculation. Mashinostroenie, Moscow (in Russian)
Rutberg P (2009) Physics and technology of high-current discharges in dense gas media and flows. Nova Science Publishers Inc, New York
Philips RL (1967) Theory of the non-stationary arc column. Brit J Appl Phys 18:65–78
Geister DE (1969) A high pressure AC arc heater system. In: AIAA 4th aerodynamic testing conference, Cincinnati, OHIO, 28–30 Apr, paper no. 69–348, pp 1–12
Geister DE (1967) Analysis and design of a high pressure AC arc heater, contract no AF 33(615)-1326, project no. 7065, Aerospace Research Laboratories Office of Aerospace Research United States Air Force Wright-Patterson Air Force Base, Ohio, pp 1–107
Geister DE (1964) Three-phase AC arc heater, contract no. AF 33(657)-8630, project no. 7065, Aerospace Research Laboratories Office of Aerospace Research United States Air Force Wright-Patterson Air Force Base, Ohio, pp 1–139
Larsen HL (1996) AC electric arc models for a laboratory set-up and a silicon metal furnace, Dr. Ing. Thesis dissertation, Department of Metallurgy, The Norwegian University of Science and Technology, Trondheimpp 1–244
Larsen HL, Saevarsdottir G, Bakken JA (1997) Simulation of AC arcs in the silicon metal furnace. In: 54th electric furnace conference, 9–12 Dec, Dallas—TX, proceedings Vol 54, pp 157–168
Larsen HL, Bakken JA (1997) Modelling of industrial AC arcs conference: 4th international thermal plasma processes, Athens, Greece Date, 15–18 Jul, 1996. Fauchais (ed) Progress in plasma processing of materials, pp 837–844
Larsen HL, Arntsberg AE, Bakken JA (1994) A numerical Model for an AC electric arc, proceedings of the international symposium on heat and mass transfer under plasma conditions, Cesme, Turkey, 4–8 July, pp 69–77
Larsen HL, Bakken JA (1994) A time dependent numerical Model for an AC Electric Arc. In: Proceedings of the 3rd european congress on thermal plasma processes, Aachem, Germany, Sept 19–21, pp 137–144
Larsen HL, Gu, L. Bakken JA (1994) A numerical model for an AC arc in the silicon metal furnace. In: Proceedings of the 7th international ferroalloys congress (INFACON-7), Trondheim, Norway, 11–14 June, pp 517–527
Larsen HL, Hildal A, Sevastyanenko VG, Bakken JA (1995) Numerical modelling of AC electric arcs. In: Proceedings of the 12th international symposium on plasma chemistry, Minneapolis USA, 21–25 August, pp 2339–2344
Saevarsdottir G (2002) High current AC arcs in silicon and ferrosilicon furnaces, Dr. Ing. Thesis dissertation, Department of Metallurgy, The Norwegian University of Science and Technology Trondheim, pp 1–247
Saevarsdottir G, Larsen HL, Bakken JA (1999) Modelling of industrial AC-arcs high temperature material processes Vol 3 Issue 1, pp 1–15
Saevarsdottir G, Larsen HL, Bakken JA (1997) Simple model for AC arcs in electro-metallurgical furnaces.In: 13th International symposium on plasma chemistry (ISPC 13), Beijing China, 18–22 August. In proceedings pp 308–313. Pekin University Press, Beijing
Saevarsdottir G, Larsen HL, Bakken JA (1998) Modelling of AC arcs in three-phase submerged arc furnaces. In: Proceedings of the 8th international ferro-alloys congress (INFACON-8), Beijing, 1–7 June, pp 317–322
Saevarsdottir G, Thoresn M, Bakken JA (1998) Improved channel arc model for high current AC arcs. In: 5th European conference on thermal plasma processes (TPP5), St Petersburg, 13–16 July
Saevarsdottir G, Larsen HL, Bakken JA (1999) Modelling of industrial AC-Arcs. J High Temp Mater Process 3(1):1–15
Bakken JA, Saevarsdottir G (2001) High power AC arcs in metallurgical furnaces. 6th European conference on thermal plasma processes (TPP6) Strasbourg, refereed proceedings progress in plasma processing of materials. Published in Journal of High Temperature Material Processes, Begell House, pp 149–171
Saevarsdottir G, Bakken JA, Sevastyanenko VG, Liping G (2001) High power AC Arcs in metallurcical furnaces. J. High Temp Mater Process 5:21–44
Bonet C (1973) Contribution to the theoretical study of a refractory spheroidal particle evaporation in a thermal plasma (in French), State Doctorate es Sciences Physiques defended on 28 April, 1973, CNRS, France (199 pages), CNRS registration no. A.O. 8262. Because this reference is not available in the Internet, the author (Fulcheri L) is willing to send it to interested reader upon request
Bonet C (1980) Thermal plasma technology for processing of refractory materials. Pure Appl Chem 52(7):1707–1720
Bonet C (1976) Thermal plasma processing. Chem Eng Prog 78(12):63–69
Bonet C, Foex M, Munz R et al (1976) Behavior of various metals used as electrodes in 3-phase ac plasma generator. J Phys d Appl Phys 9(12):L141–L147
Gold D, Bonet C, Chauvin G, and Mathieu AC (1981) Spheroidisation of alumino-silicate particles in a three phase ac plasma furnace. In: 4th International symposium on plasma chemistry ISPC 4, Zurich, pp 265–270
Bonet C, Gold D, Chauvin G, Delmas R, Petit A, Moisset J (1979) A three phase rotating plasma furnace for processing of hydraulic materials. In: 5th International symposium on plasma chemistry ISPC 5, Edinburgh, pp 173–178
Bonet C, Lamos J, Foex M (1970) High power steady state plasma flows (in French), Entropie no. 34–35. Because this reference is not available in the Internet, the author (Fulcheri L) is willing to send it to interested reader upon request, pp 2–13
Anonymous (1986) The graphite electrodes electro-burner (in French), Journée d’étude du 30 Octobre 1986, Thermal engineering society (Société Française des Thermiciens), pp 1–13. Because this reference is not available in the Internet, the author (Fulcheri L) is willing to send it to interested reader upon request
Reybillet M (1986) Bertin electro-burner: description and mockup tests (in French), Journée d’étude du 30 Octobre 1986, Thermal engineering society (Société Française des Thermiciens), 5 pages. Because this reference is not available in the Internet, the author (Fulcheri L) is willing to send it to interested reader upon request
Badie JM (1986) The Odeillo’ 3-phase AC plasma torch: history, operation and results (in French), Journée d’étude du 30 Octobre 1986, Thermal engineering society (Société Française des Thermiciens), 7 pages. Because this reference is not available in the Internet, the author (Fulcheri L) is willing to send it to interested reader upon request
Fulcheri L, Schwob Y (1995) From methane to hydrogen, carbon black and water. Int J Hydrog Energy 20(3):197–202
Fulcheri L, Probst N, Flamant G, Fabry F, Grivei E, Bourrat X (2002) Plasma processing: a step towards the production of new grades of carbon black. Carbon 40:169–176
Fulcheri L, Schwob Y, Flamant G (1997) Comparison between new carbon nanostructures produced by plasma with industrial carbon black grades. Journal of Physics III 7:491–503
Fulcheri L, Schwob Y (1994) Comparison between two carbon nanostructures furnace and acetylene blacks. High Temp Chem Process 3:575–583
Gruenberger T, Gonzalez-Aguilar J, Fabry F, Fulcheri L, Grivei E, Probst N, Flamant G, Okuno H, Charlier JC (2004) Production of carbon nanotubes and other nanostructures via continuous 3-phase AC plasma processing. Fuller Nanotub Carbon Nanostruct 12(3):571–581
Okuno H, Grivei E, Fabry F, Gruenberger T, Gonzalez-Aguilar J, Palchinenko A, Fulcheri L, Probst N, Charlier JC (2004) Synthesis of carbon nanotubes and nano-necklaces by thermal plasma process. Carbon 42:2543–2549
Fabry F (1999) Study of a plasma process for the synthesis of carbon black by high temperature hydrocarbons pyrolysis and product characterization (in French), PhD thesis defended on 6 July, 1999, University of Perpignan 251 pp
Ravary B (1998) Thermal and Hydrodynamic modelling of a 3-phase plasma reactor, contribution to the development of an industrial process for the production of carbon black (in French), PhD thesis dissertation, defended on December 17, 1998, Ecole des Mines de Paris 156 pp
Ravary B, Fulcheri L, Bakken JA, Flamant G, Fabry F (1999) Influence of the Electromagnetic forces on momentum and heat transfert in a 3-Phase AC plasma reactor. Plasma Chem Plasma Process 19(1):69–89 Plenum Press
Ravary B, Fulcheri L, Fabry F and Flamant G (1997) Analysis of the behavior of the arcs in a three phase AC plasma reactor. In: Proceedings ISPC-13 (13th international symposium on plasma chemistry), 18–22 August, 1997, Beijing, China, Vol. I, edited by C.K. Wu, Peking University Press, pp 219–225
Fulcheri L (2003) Carbon Nanostructures by plasma (in French), Habilitation degree dissertation (HDR) defended on March 21, 2003. Université de Perpignan http://tel.archives-ouvertes.fr/tel-00550503
Rehmet C (2013) Theoretical and experimental study of a 3-phase AC plasma torch associated to a gasification process (in French), PhD thesis dissertation defended on 23 September, 2013, MINES-ParisTech (196 pages)
Rehmet C, Rohani V, Cauneau F, Fulcheri L (2013) 3D unsteady state MHD modeling of a 3-phase AC hot graphite electrodes plasma torch. Plasma Chem Plasma Process 33:491–515
Rehmet C, Fabry F, Rohani V, Cauneau F, Fulcheri L (2014) A comparison between MHD modeling and experimental results in a 3-Phase AC arc plasma torch. Influ electrode tip geom Plasma Chem Plasma Process 34(4):975–996
Rehmet C, Fabry F, Rohani V, Cauneau F, Fulcheri L (2013) High speed video camera and electrical signal analyses of arcs behavior in a 3-Phase AC arc plasma torch. Plasma Chem Plasma Process 33:779–796
Rehmet C, Fabry F, Rohani V, Cauneau F, Fulcheri L (2014) Unsteady state analysis of free-burning arcs in a 3-phase AC plasma torch. Comparison between parallel and coplanar configurations, Plasma Sources Science and Technology, 23 065011 12 pp
Rutberg PG, Safronov AA, Popov SD, Surov AV, and Nakonechnyi GV (2006) Multiphase Electric-Arc AC Plasma Generators for Plasma Technologies High Temperature. vol. 44 no. 2, 2006, pp 199–205. Translated from Teplofizika Vysokikh Temperatur, vol. 44 no. 2, pp 205–211. Original Russian Text Copyright © 2006 by Rutberg P, Safronov AA, Popov SD, Surov AV, and Nakonechnyi GV
Rutberg PG (2003) Plasma pyrolysis of toxic waste. Plasma Phys Control Fusion 45:957–969
Rutberg PG, Bratsev AN, Kuznetsov VA, Popov VE, Ufimtsev AA, Shtengel SV (2011) On efficiency of plasma gasification of wood residues. Biomass Bioenergy 35:495–504
Rutberg P, Kuznetsov VA, Popov VE, Bratsev AN, Popov SD, Surov AV (2013) Improvements of biomass gasification process by plasma technologies. Green Energy Technol 115:261–287
Rutberg P, Bratsev AN, Kuznetsov VA, Popov VE, Ufimtsev AA, Shtengel SV (2011) On efficiency of plasma gasification of wood residues. Biomass Bioenergy 35:495–504
Rutberg PG, Safronov AA, Popov SD, Surov AV, Nakonechny GV (2005) Multiphase stationary plasma generators working on oxidizing media. Plasma Phys Control Fusion 47:1681–1696
Rutberg P, Popov SD, Surov AV, Serba EO, Nakonechny GV, Spodobin VA, Pavlov AV, Surov AV (2012) The investigation of an electric arc in the long cylindrical channel of the powerful high-voltage AC plasma torch, 12th High-tech plasma processes conference (HTPP-12). J Phys: Conf Ser 406:012028
Rutberg P, Kuznetsov VA, Serba EO, Popov SD, Surov AV, Nakonechny GV, Nikonov AV (2013) Novel three-phase steam–air plasma torch for gasification of high-caloric Waste. Appl Energy 108:505–514
Hackmann J, Bebber H (1992) Electrode erosion in high power thermal arcs. Pure Appl Chem 64:653–656
Bebber H (1994) Scaling-up of plasma processes. High Temp Chem Process 3:665–676
Neuschütz D (1996) Plasma processing of dusts and residues. Pure Appl Chem 68:1159–1165
Tanaka M, Tsuruoka Y, Liu Y, Watanabe T (2011) Investigation of in-flight melting behaviour of granulated glass raw material by multi-phase AC arc plasma and hybrid plasma, IOP Conference Series: Materials Science and Engineering, 18 112010
Tanaka M, Tsuruoka Y, Liu Y, Matsuura T, Watanabe T (2011) Stability analysis of multi-phase AC arc discharge for in-flight glass melting. Current Appl Phys 11(5):S35–S39
Acknowledgments
The authors are grateful to Professor Jean-Marie Baronnet and Professor Philip Rutberg for their very valuable and kind support.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Fulcheri, L., Fabry, F., Takali, S. et al. Three-Phase AC Arc Plasma Systems: A Review. Plasma Chem Plasma Process 35, 565–585 (2015). https://doi.org/10.1007/s11090-015-9619-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11090-015-9619-8