
Abstract
The chemical stability of oxide scales and the oxide growth kinetics are important factors to consider when choosing a material for high temperature application. Low oxide growth rates and good chemical stability are, however, not the only aspects to be taken into account. The mechanical stability of the oxide scale formed can also play a significant role, especially when external loads or fast heating or cooling rates come into play. In this work, experimental data on oxide scale failure and a defect based scale failure model are used to calculate mechanical stability diagrams for titanium oxide and iron oxide. For these diagrams the original η-c-approach is extended by a term characterizing the level of residual strains in the scale. In addition to titanium and iron oxide this extended approach is also applied to former measurement data on nickel oxide. With the stability diagrams developed it is possible to estimate the maximum tolerable strain for the oxide scale as a function of the physical defect situation in the scale. Metallographic inspection and 4-point bending tests are used to derive the mechanical stability parameter η and the parameter εr for the residual strain. Once these parameters are known, metallographic inspection alone is sufficient to estimate the remaining tolerable load or strain limit after a certain oxidation period.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
The mechanical properties of oxide scales and in particular their strain tolerance to failure are important parameters deciding on the high-temperature corrosion behaviour of metallic materials if stresses come into play [1]. Furthermore if oxide scales have to be removed deliberately e.g. in the case of hot rolling in steel production the mechanical properties of oxide scales are also of significant importance [2]. The critical values for strain or stress at which failure of the oxide scale occurs are the key parameters for the quantitative characterisation of scale failure. Consequently, much research effort has been put into determining these critical values for various oxides as a function of scale thickness [3–7] or defect size [8–11]. Recently a new approach has been developed called the defect-based scale failure diagram that allows the assessment of critical failure strains based on only one single parameter, i.e. the size of physical defects like pores or micro cracks in the oxide metal system [12]. In this approach the intrinsic mechanical properties of the oxide are summarized by the parameter η so that in the end a rather simple equation using η and the physical defect size, as given in Eq. (1), allows the quantitative description of the failure strains of the oxide scale.
where in the case of tensile mode I failure
is the system parameter describing the mechanical properties of the oxide scale formed at a given temperature and in a specific environment. Herein KIc is the mode I fracture toughness, E the Young’s modulus of the oxide and f is a factor describing the geometry of the defect or flaw. In the present paper a geometry factor of f = 1.0 was used which corresponds to a buried defect and the constant c0 was set to 1 µm which simply serves for rendering the parameter η dimensionless. The principles of this approach have been described in two earlier papers [13, 14]. In part I of this paper the approach has been applied to nickel oxide as a first example [14]. It showed in particular that the defect-based scale failure diagram can provide significant additional information compared to the formerly used approaches where the critical strain was plotted versus simply the oxide scale thickness.
The potential of the new defect-based failure strain concept is once again summarized in Fig. 1. This figure illustrates the meaning of η as a key parameter describing the properties of the oxide scale from a mechanical perspective. In this sense the parameter η is of a similar general importance as the oxidation rate constant kp for high temperature oxidation [12]. The figure further shows the effect of an additional parameter εr to account for residual strains in the oxide, which is the extension of the concept and will be discussed later in this paper in more detail. In Fig. 1a one can see that different failure modes of the oxide lead to different η values which can also theoretically be calculated based on the respective model equations for the different failure modes [12]. Note, how a change in the parameter η changes the slope of the critical strain curve. In Fig. 1b it is shown how the intrinsic mechanical properties of the oxide itself influence the η value in that oxides of high fracture toughness and/or low mechanical stiffness (low Young’s modulus) have high η values while those of low fracture toughness and or high stiffness result in low η values. If oxides of high strain tolerance are required then oxides with high η values are desirable. In the case where oxides have to be removed deliberately like in hot rolling low η values are preferable. Figure 1c illustrates the influence of residual strain εr in the oxide, which leads to a vertical shift of the critical strain curve, as indicated by the arrows of equal length. Figure 2 describes the influence of the environment on the intrinsic mechanical properties of the oxide, as this will be visible in a change of the η value or a change in residual strain εr. For example if the fracture toughness of the oxide decreases or the Young’s modulus increases by a change from dry environment to wet environment this would result in a lower η value as indicated in Fig. 2a. The influence of the environment, however, not necessarily is taking place in the form of a change of the η value but can also result in a change of the defect growth kinetics in the oxide/scale metal system. As it has been observed occasionally the presence of water vapour can lead to a more pronounced formation and growth of pores in the oxide or at the oxide metal interface [15] without a necessary change of the intrinsic mechanical properties of the oxide. Figure 2b illustrates that if in wet environments the resulting pore structure shows larger pores or defect sizes then in this case also the critical strain to failure decreases simply by the difference in the pore sizes. Figure 2c depicts the case where the residual strain situation in the oxide scale is changed by the environment and the intrinsic properties of the oxide remain unchanged. Figure 3 summarizes the procedures required for an experimental determination of η and εr. The critical strain values can be determined e.g. by 4-point bending tests and the corresponding defect structure from metallographic inspection. Curve fitting to the model equation will provide the two parameters η and εr. Once the η value is known for an oxide metal system the critical strain to scale failure can be determined simply from the quantitative knowledge of the physical defect structure as is illustrated in Fig. 4. In other words no further mechanical tests are necessary for critical strain determination. It is simply the quantitative determination of the physical defect structure in the oxide/metal system that is needed and can be done by metallographic investigations providing the basis for the strain assessment.

Potential of the η-c approach exemplarily for tensile strain conditions: a describing different failure modes, b ranking of scale phases, c indicating a change in residual strain (high compressive εr vs. low compressive εr)

Possible effect of the environment on the failure strain of oxide scales: a change of instrinsic properties, b change in defect structure, c change in residual strain

The η parameter can be derived from metallographic inspection and mechanical testing

The use of the η-c diagram to determine critical strain values from metallographic inspection
As indicated before, in the current paper this approach has been extended to account for possible residual stresses in the oxide scale due to oxide growth processes or thermal mismatch stresses. Such stresses will result in residual strain being present in the scale prior to the mechanical measurement, consequently adding as an offset to the measured value. For example, if compressive residual stresses are present in the scale after cooling from growth temperature to room temperature, then, in a tensile straining experiment, these compressive stresses will be reduced at first before tensile stresses are generated within the oxide scale. Unless the strain in the oxide is measured directly (e.g. with XRD or spectroscopic methods), the measured values will overestimate the actual critical strain of the oxide as a material in this case. In part I of this paper, it was assumed that the residual strain in nickel oxide scales is negligible since the coefficients of thermal expansion of Ni and NiO are very similar [4], however, we will revisit these results in order to investigate whether the modified η-c approach can visualize residual strain in nickel oxide scales. Additionally, two other oxides are investigated, titanium oxide and iron oxide with the aim to determine the respective η values for the oxide. Furthermore it is the aim to identify whether the role of the presence of water vapour corresponds to a behaviour characterized by Fig. 2a–c. Behaviour according to Fig. 2a, i.e. a change of the intrinsic mechanical properties of the oxide by the presence of water vapour, will be called case I behaviour. An influence on the defect growth kinetics in the oxide by the presence of water vapour as schematically shown in Fig. 2b without a change of the intrinsic mechanical properties of the oxide will be called case II. Finally, a change in the residual strain without a change of the intrinsic properties, Fig. 2c, will be called case III.
Theoretical Background
The equations used to model the experimental values are based on a fracture mechanics approach. Background is the theory of brittle fracture by Griffith [16] after which a crack will propagate when the decrease in elastic strain energy is at least equal to the energy required to create the new crack surface [17]. This shows the strong dependence of the fracture stress on the physical defect structure in the brittle material, because a higher amount of pores or defects will lower the amount of new crack surface that has to be formed. Using Irwin’s definition of the stress intensity factor K [18] and changing from stress to strain the Griffith criterion for brittle fracture can be written as Eq. (3):
In an earlier work [12], this equation and its constituents were analysed in more detail to generate comprehensive scale failure diagrams for oxide scales. However, the experimental effort needed to generate all necessary input data is large. Consequently a simplified approach named the η-c-approach was established [13], reducing the input parameters to the physical defect size c and the critical strain εc and combining all other relevant parameters into the mechanical stability parameter η, see Eq. (1).
As stated above, this approach offers several possibilities and one of the most intriguing may be the determination of mechanical (load) limits by metallographic inspection, once the η-parameter is known (Fig. 4). The η-parameter can either be derived from theoretical data, e.g. first principles calculations of Young’s modulus E and surface energy γ0 (and using the relationship \(K_{Ic} = \sqrt {2 \cdot \gamma_{0} \cdot E}\)) or the η-parameter can be determined experimentally. The experimental determination of the η-parameter by 4-point bending experiments and careful metallographic inspection is described in the next section. Table 1 lists the values and the equations used for the “theoretical” calculation (i.e. calculation based on atomistic data from the literature) of the η-parameter for the two oxides FeO and TiO2 investigated in this work. Using the values from Table 1 results in the (dimensionless) η-parameters of 0.00585 for TiO2 and 0.00383 for FeO, respectively. These theoretical values can be used as an estimation of the critical strain to scale failure. However, the properties of “real” scales may be influenced by a couple of different parameters, e.g. the oxidation environment and hence may not be comparable to the theoretical behaviour of single-crystalline oxide derived from atomistic data. Furthermore, the stress situation in the oxide scale might differ from a stress-free situation at the beginning of the mechanical test, e.g. when cooling stresses are present. Depending on how the strain is measured in the experiment, it might be necessary to include an additional term to correct the measured strain for the residual strain εr. This results in Eq. (4):
where ɛ intr c is the critical strain of the oxide itself without residual strains. Fitting measured critical strain values as a function of physical defect size to Eq. (4) consequently allows determination of the mechanical stability parameter η as well as of the residual strain in the oxide scale in a way similar to an approach described by Nagl et al. in references [10, 20] for nickel oxide and iron oxide.
The results in part I of this paper on nickel oxide were obtained using Eq. (1), without the additional term for the residual strain. However, it seems that even though it is usually accepted that nickel oxide and nickel have very similar coefficients of thermal expansion, there might be residual strains present in the oxide scale after cooling. We have, thus, used the available experimental data from the literature [20] and from part I of this paper [14] to determine the mechanical stability parameter η and the residual strain εr for nickel oxide using the extended Eq. (4). The result of the least-squares fit is shown in Fig. 5, revealing that the residual strain in the nickel oxide scale is not negligible, but actually in the order of −0.07 % (compressive) strain. Thus, the extended Eq. (4) provides additional information compared to Eq. (1) accounting for possible residual strain in the oxide scale. Note, the R2-value to assess the quality of the fit is given in the figure, as will be done in all other figures in the following. Given the scatter of the experimental data it seemed sensible to fit all data from wet and dry conditions together, indicating that humidity in the atmosphere (of up to 30 vol%) does neither change the intrinsic properties of the oxide scale nor its residual strain. This renders Ni-Oxide a case II scenario, according to Fig. 2. To further verify the applicability of the extended version of the η-c-approach, two other oxides, namely titanium oxide and iron oxide, have been investigated in the course of this work, as is demonstrated in the next section.

Experimental Procedures
The materials investigated were titanium 99.6 % and iron 99.5 %. Four-point bending specimens and coupon specimens as described in part I of this paper were oxidized either in dry synthetic air or in synthetic air containing 10 % water vapour. The exposure times were up to 16 h for the iron samples and up to 100 h for the titanium samples. The oxidation temperature was 800° C for titanium and 650° C for iron. After oxidation metallographic cross-sections were prepared of the coupon specimens and investigated in a scanning electron microscope of the type Philips XL 40. These investigations served for the determination of the size of the physical defects and oxide scale thickness and involved careful inspection of micrographs taken at 10 different positions along the sample length of 20 mm. Analysis of the defect structure was carried out to find either the largest single defect or the largest composite void in the case of mechanically interacting defects, as described in Ref. [8]. Furthermore, the orientation of these effective defects is important. In the bending configuration chosen in this work, the most critical defects will be oriented perpendicular to the scale/metal interface, since tensile mode I failure is induced in the scale during bending. The size of the largest composite defect perpendicular to the stress direction in the area of highest stress was consequently taken as the critical defect size to be entered into a plot defect size versus oxidation time. The four-point bending specimens after different oxidation times were taken to a mechanical testing machine with a four-point bending equipment and were investigated in four-point bending tests at room temperature. In these tests the acoustic emission signals occurring during bending were recorded and analysed with regards to specific characteristics describing failure in the oxide metal/system. Details of these measurements have been described in part I of the paper [14]. Figure 3 illustrates the principles of the measurements in the four-point bending tests and the metallographic investigations. This figure also shows how the results from the two types of investigations lead to the determination of the critical strain value εc1 and finally the η value and the residual strain εr. co was again taken as 1 µm for rendering the c-term dimensionless.
Results and Discussion
Titanium Oxide
In Fig. 6a, b cross-sections of the oxide scale formed on titanium 99.6 % under dry and under wet conditions are shown. Under dry conditions the oxide scale consists of stratified layers with pore rows between these different layers. This behaviour has been described in the literature as the consequence of micro-decohesions and delamination of the scale during growth [21]. Under humid atmosphere, the appearance of the titanium oxide scale is quite different; a scale without layer structure, but with slightly larger pores is formed. As stated above, special care must be taken when analysing the cross-sectional images to determine the maximum physical defect size. The orientation of the pores or cracks is crucial and has to match the crack orientation of the failure mode investigated. For the determination of the critical strain to delamination of the oxide scale the dimensions of the composite voids in the pore rows (parallel to the scale/metal interface) or the length of already delaminated parts of the oxide scale would have to be taken into account. In the current investigations it was, however, the tensile strain situation that was of interest and was regarded in conjunction with the application of the η-c approach. Therefore, the defect structure inside the layers (with the largest composite void size perpendicular to the scale/metal interface, c max⊥ ) had to be determined. The respective values are plotted in Fig. 7 together with the scale thickness values. The oxide scale under wet conditions is rather compact and the majority of the pores lie in the outer part of the scale where the highest stresses are present in the tensile four point bending test. There is a clearly accelerated defect growth rate in the wet environment of the defect responsible for tensile scale failure compared to the dry atmosphere while there is only a slight similar tendency for the total scale thickness values. Typical measurement results of the four point bending test with in situ acoustic emission are given in Fig. 8, where the line represents the stress strain curve and the bars represent the acoustic emission signals. The two graphs in Fig. 8a, b depict the generated acoustic emission signals in terms of acoustic emission energy per strain interval of the specimen oxidized in dry and humid atmosphere, respectively. The acoustic emission signal serves as the indicator for oxide scale cracking taking place. The first significant increase in the acoustic emission signals is due to the formation of segmentation cracks and the specific strain values are taken as “critical strain values” for segmentation failure. The specimen oxidized in dry atmosphere produces a second peak in the energy signal (starting at ε = 0.39 %) which is probably due to crack deflection at the oxide/metal interface and delamination of the oxide scale. However, in this work the focus was on segmentation cracking of the scales, therefore this data was not analysed, yet. Figure 9 shows a plot of the critical strain for segmentation failure of the scale versus scale thickness. With one exception all values fall into one common scatter band independent of whether the values were measured in wet or dry environment. The situation becomes completely different if the strain is plotted versus the defect size, Fig. 10. In this case there is a clear difference between the results from dry air and those from wet air indicating that the intrinsic mechanical properties have been affected by humidity. The fit of the experimental data according to Eq. (4) shows that the η value for the wet environment is more than double of that in dry air, resulting in values of 0.00303 and 0.00115, respectively, i.e. case I according to the above said. In the literature it has been reported that the presence of water vapour in the environment changes the chemical defect structure and by this presumably the intrinsic mechanical properties of titanium oxide [22].

SEM images of the oxide on titanium 99.6 % after 50 h oxidation in a dry synthetic air and b synthetic air & 10 vol% H2O

Physical defect size and total oxide scale thickness of titanium oxide as a function of oxidation time and oxidation environment

Typical measurement results of room temperature 4-point bend testing with in situ acoustic emission measurement of titanium oxide scales on titanium grown in a dry environment and b wet environment. The solid line shows the stress–strain curve. The vertical bars show the acoustic emission, which is an indication for oxide scale cracking, in terms of AE energy (i.e. energy content of detected signals) per strain interval

Critical strain as a function of scale thickness for Ti-oxide on titanium 99.6 %

Critical strain as a function of defect size and oxidation environment for Ti-oxide on titanium 99.6 %, derived η-parameter and residual strain
The behaviour of titanium oxide however, not only follows case I but as Fig. 7 shows also case II. The defect sizes are significantly triggered by the presence of water vapour. Thus, titanium oxide shows mixed case I/case II behaviour. The compressive residual strains determined from the fit are −0.015 % for the wet condition and −0.040 % for the dry condition, which would also attribute a mild case III behaviour. The titanium oxide system can probably be regarded as a very good example revealing that this new approach delivers significantly more information on the characteristics of the mechanical properties of oxide scales than simply a critical scale thickness approach.
Iron Oxide
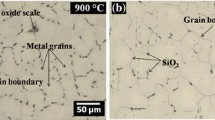
Metallographic images from SEM investigation again served for the determination of the defect sizes c⊥ as a function of oxidation time. Two examples, one for dry and one for wet conditions, are given in Fig. 11. Interestingly the physical defect size and the amount of physical defects is significantly higher under dry conditions compared to the wet situation. The rather dense oxide on iron 99.5 under wet conditions clearly reveals the different iron oxides structures FeO, Fe3O4 and Fe2O3. The results from the metallographic/SEM investigations are given in Fig. 12 as plots defect size versus oxidation time and scale thickness versus oxidation time. In both cases, which means in the plot for the defect size and in the plot for the scale thickness, differences are observed between the values under wet and the values under dry conditions. However, under wet conditions the scale thickness is slightly higher than under dry conditions while the physical defect size is significantly lower under wet conditions. When plotting the mechanical data from the four-point bending tests versus scale thickness as in Fig. 13 no really clear tendency can be observed distinguishing between wet and dry conditions. The plot critical strain versus physical defect size (Fig. 14), however, again shows clear trends in that the data points follow the model oriented plot. Literature data from Ref. [10] and [11] for room temperature measurements are also included and fall into the same region with the current results. Fitting the data for the dry and wet conditions separately to Eq. (4) results in η-values of 0.00152 and 0.00254, respectively. Fitting the literature data to Eq. (4) shows that the η value of 0.00308 is very similar to the one determined from theoretical model calculations (0.00383) based on data from Ref. [4]. Interestingly, the residual strain level of the oxide scales grown in 10 % humidity is almost the same as the one determined from fitting the literature data from Nagl (laboratory air). A compressive residual strain of −0.07 % was determined from the fits. The fit to the data derived from the oxide scales grown in dry atmosphere results in a value of +0.1 % tensile strain. Presumably, this fit is strongly affected by having only four data points and no data with small defect size values <3 µm. Comparing the scatter in the literature data with the current results in dry environment, it can be speculated that more data points could change the “outlier”-fit-curve to come closer to the other fit-curves. Concluding from Fig. 14 one can say that since the η values for wet and dry conditions are almost the same but the defect size growth kinetics are significantly different, thus iron oxide shows a mechanical behaviour according to case II. Disregarding the fit for the dry condition, no obvious case I or case III behaviour can be observed for iron oxide.

SEM images of the oxide on iron 99.5 % after 16 h oxidation in a dry synthetic air and b synthetic air & 10 vol% H2O

Physical defect size and oxide scale thickness of iron oxide as a function of oxidation time and oxidation environment

Critical strain as a function of scale thickness for Fe-oxide on iron 99.5 %

Conclusions
The simplified form of the comprehensive scale failure diagram described in Ref. [12], i.e. the η-c-diagram, was extended by a term characterising the residual stresses after oxidation and used to investigate the mechanical stability of nickel oxide, titanium oxide and iron oxide scales. The η-c-approach reduces the input parameters to the most dominant damage parameter, the physical defect size c, and combines the respective mechanical oxide properties into the mechanical stability parameter η. Residual oxide stresses/strains are identified by an additional term εr. Knowledge of the η-parameter can either be gained by experimental methods, i.e. 4-point bend testing and metallographic investigation, or theoretically from first principles calculations. However, the influence of the environment on the intrinsic scale properties can lead to deviations from the theoretical values. The experimental determination will often lead to more realistic values especially in complex environments. Once the η-parameter and εr are known, the scale failure diagram can serve to estimate the maximum tolerable strain (to oxide scale failure) from metallographic inspection, without the need for further mechanical tests. Furthermore, the η-parameter can be used to perform a scale ranking with respect to the mechanical stability of the oxide scale, helping to identify phases with desired stability. Lastly, the η-parameter and the residual strain term εr can be used to investigate the influence of the environment on the scale stability, as was demonstrated by adding water vapour to the oxidation atmosphere. This allows distinguishing three scenarios, named case I, case II and case III, which are a change of the intrinsic properties of the oxide, a change of the defect structure, and a change in residual strain, respectively (Fig. 2). Ni-oxide, which was investigated in part I of this paper [14] and re-evaluated according to the extended approach taking residual stresses into account, will produce larger pores at higher H2O contents and after extended exposure while maintaining the intrinsic properties of the scale and can, thus, be categorized as case II. The scale structure of Ti-oxide is also greatly influenced by the presence of water vapour in the environment and exhibits a different pore structure and larger pore sizes when water vapour is present. Nevertheless, the Ti-oxide scales are more strain tolerant when grown in humid environment, which indicates a change in the intrinsic scale properties. Consequently, Ti-oxide can be categorized as a mixed case I/case II. Fe-oxide scales also show larger pores and defects when grown in humid environment, but the intrinsic mechanical properties remain the same, regardless of whether water vapour was present during oxidation or not. Hence, Fe-Oxide can be categorized as case II in the investigated atmospheres.
Due to the complex experimental arrangement and high efforts for each single measurement procedure, the data of the current paper is not yet abundant. Additional data will help increasing the accuracy of the fitting procedure and consequently the η and εr data. Therefore, we plan for the future to expand the data base.
References
M. Schütze, Protective Oxide Scales and Their Breakdown, (Wiley, Chichester, 1997).
H. Echsler, S. Ito and M. Schütze, Oxidation of Metals 60, 241 (2003).
J. Armitt, D. R. Holmes, M. I. Manning, D. B. Meadowcroft and E. Metcalfe, The Spalling of Steam Grown Oxide from Superheater and Reheater Tube Steels, EPRI Report FP-686, (Electric Power Research Institute, Palo Alto, 1978).
J. Robertson and M. I. Manning, Materials Science and Technology 6, 81 (1990).
H. E. Evans and R. C. Lobb, Corrosion Science 24, 209 (1984).
H. E. Evans, G. P. Mitchell, R. C. Lobb and D. R. J. Owen, Proceedings of the Royal Society of London A 440, 1 (1993).
A. M. Chaze and C. Coddet, Oxidation of Metals 27, 1 (1987).
P. Hancock and J. R. Nicholls, Materials Science and Technology 4, 398 (1988).
M. M. Nagl and W. T. Evans, Journal of Materials Science 28, 6247 (1993).
M. M. Nagl, W. T. Evans and S. R. J. Saunders, Journal de Physique IV C9, 933 (1993).
P. L. Harrison, Corrosion Science 7, 789 (1967).
M. Schütze, P. F. Tortorelli and I. G. Wright, Oxidation of Metals 73, 389 (2010).
M. Schütze and M. Rudolphi, Materials Science Forum 696, 138 (2011).
M. Rudolphi and M. Schütze, Oxidation of Metals 79, 167 (2013).
A. Rahmel and J. Tobolski, Corrosion Science 5, 333 (1965).
A. A. Griffith, Philosophical Transactions of the Royal Society of London A 221, 163 (1921).
G. E. Dieter, Mechanical Metallurgy, (McGraw-Hill, Kogakusha, 1976).
G. R. Irwin, Fracture in Encyclopedia of Physics, vol. 5, (Springer, New York, 1958).
J. Li, S. Forberg and L. Hermansson, Biomaterials 12, 438 (1991).
M. M. Nagl, S. R. J. Saunders, W. T. Evans and D. J. Hall, Corrosion Science 35, 965 (1993).
J. Stringer, Acta Metallurgica 8, 758 (1960).
A. Zeller, F. Dettenwanger and M. Schütze, Intermetallics 10, 59 (2002).
Acknowledgments
The financial support of the German Research Foundation (DFG) under project no. SCHU 729/21-1 is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article

Cite this article
Rudolphi, M., Schütze, M. Investigations for the Validation of the Defect Based Scale Failure Diagrams—Part II: Extension of the Concept and Application to Nickel Oxide, Titanium Oxide and Iron Oxide. Oxid Met 84, 45–60 (2015). https://doi.org/10.1007/s11085-015-9540-9
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11085-015-9540-9