
Abstract
In order to use carbon nanotube (CNT)-supported catalyst as fuel cell electrodes, Pt-Ni-Fe/CNT/carbon paper (CP) electrode was prepared using an ethylene glycol reduction method. CNTs were directly synthesized on Ni-impregnated carbon paper, plain carbon cloth, and Teflonized carbon cloth using chemical vapor deposition. FESEM and TEM images and thermogravimetric analysis indicated that in situ CNT on carbon paper (ICNT/CP) possesses more appropriate structural quality and stronger adhesion to the substrate than other substrates. The contact angle analysis demonstrated that the degree of ICNT/CP surface hydrophobicity encountered a 24% increase in comparison to CP and promoted to superhydrophobicity from hydrophobicity. The polarization curves and electrochemical impedance spectroscopy results of the loaded Pt-Ni-Fe on in situ and ex situ CNT/CP illustrated that the power density increased and charge transfer resistance reduced compared to commercial Pt/C loaded on CP. The results can be attributed to the outstanding properties of CNTs and high catalytic activity of triple catalysts causing alloying of Pt with Ni and Fe, which makes them a proper candidate to be used as cathode electrodes in proton exchange membrane fuel cells.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
In recent decades, carbon nanotubes (CNTs) have undoubtedly been one of the most interesting nanomaterials in nanotechnology (Munoz-Sandoval 2014). Their outstanding properties such as high aspect ratio, large specific surface area, excellent mechanical strength, significant electrical and thermal conductivity, high degree of hydrophobicity, and chemical stability have opened a new interesting research area in nanoscience and nanotechnology (Xu et al. 2014; Ghaharpour et al. 2016). Today, the application of carbon nanotube-supported catalysts as electrocatalytic electrodes has been paid attention in many fields including supercapacitors (Li et al. 2010a), electrochemical sensors (Moradi et al. 2013; Tsierkezos et al. 2014), electron emitters (Li et al. 2016), lithium-ion batteries (Zhang et al. 2016), and fuel cells (Zhang et al. 2011; Schweiss et al. 2012). In these cases, catalyst particles are commonly deposited on CNTs using different physical and chemical processes and then loaded onto the desired substrates by spray method, ink process, or substrate loading (Nakagawa et al. 2011; Bahari and Qhavami 2016). However, the in situ growth of CNTs on substrate followed by deposition of catalyst particles is one of the emerging methods. This process can provide strong adhesion of CNTs to the substrate, lower agglomeration of CNTs, and enhanced electrical and thermal conductivity of the substrate (Ghaharpour et al. 2016). Many efforts have been performed for direct synthesis of CNTs on different substrates such as carbon paper and carbon cloth in order to be used as electrodes in fuel cell technology (Hsieh et al. 2010b; Hashempour et al. 2014; Li et al. 2014; Negro et al. 2015). According to the research performed by Cheng (2012) on the growth of CNTs on flexible carbon cloth using chemical vapor deposition (CVD), the combination of different hydrogen and nitrogen flow rates in the system was considered as an effective parameter on diameter and density of CNTs. Jo et al. (2004) used the CVD method to directly grow CNTs on iron catalyst-impregnated carbon cloth in order to investigate the field emission characteristics. Results indicated that the morphology of CNTs strongly depends on temperature, growth time, and combination of carrier and hydrocarbon gases. Li et al. (2014) applied a carbon paper loaded with iron, nickel, and cobalt catalyst to prepare a CNT/carbon paper (CP) composite using the CVD process. However, randomly oriented MWCNTs were just formed on a nickel-impregnated CP substrate. Results of physical and electrochemical studies indicated that this composite electrode would be a proper substrate for electrochemical capacitors. Hsieh et al. (2010a, b, c) deposited CNTs on a carbon paper using the CVD method in order to apply CNTs as the catalytic support for platinum. Then, platinum was precipitated on a CNT/CP electrode with the aid of a microwave process. Microstructure and electrochemical investigations revealed that the outstanding properties of CNTs in as-grown Pt/CNT/CP composite electrodes resulted in uniform nanometric distribution of platinum with high stability in acidic media. Despite the distinct efforts and researches for direct growth of CNTs on different substrates, a comparative study about the effects of different substrates on structural quality, density of CNTs, and their adhesion to the substrate seems of great significance.
On the other hand, the catalytic support layer in a fuel cell electrode can act as a microporous layer in gas diffusion layer (GDL) which should reduce the contact electrical resistance, increase the gas distribution, and dispose the produced water in catalytic active areas (the interface between the membrane and catalyst layers) (Sivakumar and Maiyalagan 2010). Therefore, these materials should be waterproof to prevent their surfaces or internal porosity from being occupied with liquid water which indeed distorts the gas transfer to the catalyst layer (Wang et al. 2011). It is expected that the application of hydrophobic CNTs in the catalyst layer simplifies the repellence of produced water in the microporous layer of GDL.
In order to compare different substrates, three common substrates including CP, plain carbon cloth (CC), and Teflonized carbon cloth (TCC) were used. Wet impregnation and chemical vapor deposition methods, which are considered as simple and cost-effective methods with mass production potential, were applied for direct growth of CNTs on carbon substrates. The optimized sample was chosen with the aid of field emission scanning electron microscopy (FESEM), transmission electron microscopy (TEM), and thermogravimetric analysis (TGA), and the degree of hydrophobicity of CNTs was studied using contact angle analysis. Moreover, a Pt-Ni-Fe triple catalyst was further deposited on the electrode to evaluate its performance as a polymer fuel cell cathode. Finally, two electrodes, one with ex situ CNTs and one with commercial 10 wt% Pt/C catalyst, were also prepared for comparison. Microstructure and electrochemical investigation of the electrodes loaded with catalysts was performed using X-ray diffraction (XRD), FESEM, energy-dispersive X-ray spectroscopy (EDS), elemental mapping (Map), current-voltage (I-V) and power-current (P-I) curves, and electrochemical impedance spectroscopy (EIS) analysis.
Experimental procedure
Materials
In this paper, Toray carbon paper (TGP0120), plain carbon cloth, and Teflonized carbon cloth (plain and GDL-CT; E-TEK), and the commercial 10 wt% Pt/C catalyst was purchased from Fuel Cells Etc. CNTs with diameters of 20 to 70 nm, length of approximately 50 μm, and purity of >95% were obtained from the US Research Nanomaterials. In addition, chloroplatinic acid (40 wt%), nickel oxide, nickel nitrate, iron nitrate, sodium hydroxide (97%), ethanol, sulfuric acid (98%), nitric acid (69%), and ethylene glycol were purchased from Merck, while Nafion 117 membrane and Nafion solution (5 wt%) were obtained from DuPont. Deionized water was used in solutions through the experiments.
Direct growth of CNTs on different carbon substrates
CNTs were grown on catalyst-impregnated carbon substrates using chemical vapor deposition setup. The details of parameter optimization for carbon substrate activation, catalyst impregnation, and synthesis of CNTs were reported previously. In brief, a desired amount of nickel nitrate was dissolved in ethanol with ultrasonicator for 20 min. Then, the carbon substrates were immersed in 0.3 M nickel(II) solution for 1 h (so that the catalyst ions react with surface functional groups via an ionic adsorption process). Samples were washed repeatedly with deionized water and dried overnight at room temperature. Carbon substrates were pretreated with ethanol for 3 h before the precipitation of catalyst particles, in order to introduce hydroxyl surface functional groups, providing uniform size distribution and dispersion of nanoparticles. The CVD furnace, used for the synthesis of CNTs, consisted of a quartz tube with 50 mm internal diameter and 120 cm length, placed horizontally in the furnace with a heating zone of 5 cm. The impregnated carbon substrates were introduced into the CVD furnace and heat treated in two stages. Initially, the impregnated metal precursor was reduced to metallic phase with simultaneous flow of argon and hydrogen gases (Ar/H2 200:30 standard cubic centimeters per minute (sccm)) into the furnace at 500 °C for 5 h. Then, hydrogen flow was removed and the temperature of the furnace was increased to 800 °C under argon flow. In order to grow CNTs, when the desired temperature was reached, acetylene gas with 20 sccm flow rate was introduced into the furnace as the carbon supply. The acetylene gas was flowing simultaneously with argon and hydrogen gases (with the same flow rates as in the initial stage) for 20 min. Finally, the flow of acetylene and hydrogen gases was stopped, the furnace was turned off, and the samples were subjected to 300 sccm flow of argon until reaching 400 °C. In order to remove impurities or possible carbon fibers from samples, the argon flow was stopped and the samples were left to reach room temperature. The grown CNTs on carbon paper, plain carbon cloth, and Teflonized carbon cloth were denoted as CNT/CP, CNT/CC, and CNT/TCC, respectively.
Preparation of Pt-Ni-Fe/CNT/CP catalytic layer
To properly deposit the final catalyst particles on CNTs, samples were refluxed in 5 M nitric acid at 120 °C for 3 h. Then, the samples were washed with deionized water and dried at 120 °C for 5 h. The precipitate of Fe-Ni-Pt triple catalyst on in situ CNT on carbon paper (ICNT/CP) was performed by the ethylene glycol reduction method (Hsieh and Lin 2009; Li et al. 2010b, 2012). Required amounts of iron nitrate, nickel oxide, and chlorohexaplatinic acid were dissolved in 25 mL of ethylene glycol with 20 min of ultrasonication followed by 2 h of mechanical stirring. Then, ICNT/CP pieces were added to this solution and, after 30 min, few drops of 0.4 M sodium hydroxide was added until pH reached 9. In order to complete the reduction process, samples were mechanically stirred with low speed for 3 h at 120 °C. After reaching room temperature, samples were washed and dried at 120 °C for 5 h, named as Pt-Ni-Fe/ICNT/CP. The schematic diagram of the complete Pt-NiO-Fe/ICNT/CP preparation process is depicted in Fig. 1.

Schematic diagram of the procedure to prepare Pt-Ni-Fe/in situ grown CNTs/impregnated Ni carbon substrate
On the other hand, in order to compare the performance of CNTs synthesized on carbon papers with that of the prepared ex situ CNT samples, the commercial CNTs were functionalized and used for deposition of the triple catalyst. Following this procedure, initially, ex situ CNTs were refluxed at 120 °C in a mixture of sulfuric and nitric acid (3:1) for 4 h. After reaching room temperature, the solution was diluted with deionized water followed by vacuum filtration using a 0.22-μm PTFE membrane until pH reached neutral and was dried at 120 °C for 5 h. Desired amounts of functionalized CNTs were mixed with 25 mL of ethylene glycol, ultrasonicated for 20 min, and magnetically stirred for 2 h. The preparation of catalyst solution and mixing with CNTs were performed with the same process mentioned above. After completing the ethylene glycol reduction process, samples were filtered, washed, and dried at 120 °C for 5 h, named as Pt-Ni-Fe/ECNT. In order to complete the reduction process of metal particles, Pt-Ni-Fe/ECNT powder was exposed to a mixture of argon and hydrogen gases (Ar/H2 200:30 sccm) at 500 °C for 1 h. Finally, the obtained slurry was prepared by ultrasonicating 3 mg of Pt-Ni-Fe/ECNT powder, 2 mL ethanol, and 10 μL of 5 wt% Nafion solution. The slurry was then loaded on CP topically and dried at 120 °C for 5 h, named as Pt-Ni-Fe/ECNT/CP. For further comparison, the Pt/C/CP sample was prepared with loading of commercial 10 wt% Pt/C on CP, using the same process used for the Pt-Ni-Fe/ECNT/CP sample.
Physical and electrochemical characterizations
The crystalline structure of samples was analyzed by XRD using an XPert PW1730, Philips (CuKα, wavelength of 1.54 Å) system. XRD patterns were collected from 2θ = 10° to 80° with a step size of 0.05°. The Ni loading on carbon paper was determined by inductively coupled plasma optical emission spectroscopy (ICP-OES, Vista-Pro, Varian, Australia). The morphologies of CNT/carbon substrates after Ni nanoparticle deposition and synthesis of CNTs were examined using FESEM (model Zeiss Sigma), equipped by an EDS and elemental mapping. TEM images were recorded with a Zeiss EM10C apparatus with an accelerating voltage of 80 kV. To prepare samples for TEM analysis, each piece of the carbon substrate was soaked in deionized water and sonicated using a Misonix S3000 ultrasonic for 10 min. Then, a drop of the solution was deposited on a carbon-coated grid (Cu Mesh 300). Furthermore, thermal stability of carbon substrates and amount of carbon nanotube deposits were examined by thermogravimetric analysis using a NETZSCH TG 209 F1 Iris system in the temperature range of 100–900 °C with a heating rate of 10 °C min−1 under oxygen flow (O2 with 99.99% purity). The contact angle (CA) of water droplets was measured using a CCD camera (OCA 15 plus, Dataphysics Company) with photography capability of droplet. A SP15 Biologic potentiostat/galvanostat was applied for half-cell test. The counter electrode was a platinum wire, the reference electrode was Ag/AgCl, and the working electrodes were 19-cm-diameter circles of carbon substrate with a contact surface area of 0.785 cm2. In order to prepare the working electrode, the processed Nafion membrane was soaked in 3 wt% hydrogen peroxide and 0.5 M sulfuric acid at 80 °C for 2 h and the prepared electrodes were hot pressed (Liu et al. 2015). The ICNT/CP electrode was hot pressed at 500 psi and 93 °C. However, considering that this condition was not satisfactory for pressing ICNT/CP electrodes, therefore, these electrodes were hot pressed after adding 20 μL of 5 wt% Nafion solution at the same temperature but with a pressure of 1000 psi. To obtain similar situations to those of polymer fuel cells, 0.5 M acid sulfuric electrolyte in contact with the Nafion membrane and water-trapped oxygen gas with a flow rate of 0.2 bar was applied in contact with the catalyst layer.
Results and discussion
Microstructural analysis of CNTs grown on carbon substrates
The effect of growth parameters on the formation of CNTs such as concentration of catalyst solution, impregnation time, temperature, and growth time of CNTs was reported previously with the optimized conditions summarized in Table 1. In this study, CP, CC, and TCC carbon substrates, with detailed characteristics depicted in Table 2, were used in order to study the effect of substrate on the optimized conditions. The XRD pattern of CP, CC, and TCC samples loaded with a Ni catalyst is shown in Fig. 2. The diffraction peaks located at 2θ = 26.3°, 42.9°, and 54.2° are assigned to (002), (100), and (004) reflections in the hexagonal structure of carbon fiber, respectively (JCPDS file no. 041-1487). However, no peaks were observed for the catalyst which is probably due to low weight percentage of catalyst impregnated in the substrates. To obtain the precise amount of catalyst in the CP sample impregnated with nickel, ICP analysis was performed. The amount of nickel catalyst was 2.9 wt% which is comparatively lower than the detection limit of XRD analysis. The same results were also reported in other related research papers (Li et al. 2015b; Tuo et al. 2016).

XRD patterns of Ni-impregnated carbon substrates. a Carbon paper. b Carbon cloth. c Teflonized carbon cloth
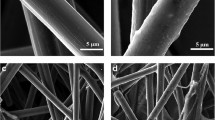
Figure 3a, b indicates the FESEM images of carbon paper and carbon cloth substrates which are composed of irregular and regular carbon fibers with diameters of 8 to 10 μm. After the synthesis of CNTs on different carbon substrates, gray layers with different thicknesses were formed on all parts of the substrates. The layer on the CP substrate had a thickness of less than 500 μm which covered the whole surface of CP uniformly and has good adhesion to the surface. The formed layer on CC is much thinner and has a maximum thickness of tens of microns in a way that the texture of the carbon cloth fabric is quite clear. In addition, CNT/CC samples became brittle and fragile after the CVD process. However, the layer on the TCC substrate formed puff hills with a thickness of 1 to 3 mm in different areas of the substrate with weak adhesion to the substrate; they could easily be detached from the substrate using a spatula. Figure 3c–h illustrates FESEM images of CNT/CP, CNT/CC, and CNT/TCC with different magnifications indicating long CNTs forming an interconnected network on the substrates. CNT/CP and CNT/TCC samples had approximately similar diameters of less than 100 nm, but CNTs in the CNT/CC sample were formed with different diameter distributions of 50 to 100 nm, along with other spiral structures.

FESEM images of a pure carbon paper; b pure carbon cloth; c, d CNT/CP; e, f CNT/CC; and g, h CNT/TCC
TEM images of the sample are depicted in Fig. 4. Comparing the TEM images of different substrates, it can be concluded that the CNTs on the CNT/CP sample have higher quality and lower structural defects. Also in the CNT/CC sample, apart from CNTs, spiral-shaped nanostructures were observed in accordance with FESEM images (right side of Fig. 4b). A significant difference in the TEM images of samples is related to the tip of CNTs; in CNT/CP and CNT/CC, CNTs have opened tips while in CNT/TCC sample, they have closed tips. The reason can be attributed to the difference in the type of substrates. The common growth mechanisms of CNTs are base and tip growth which is directly dependent on the degree of catalyst adhesion to the substrate. When the catalyst has strong bonding to the substrate, base growth is often observed with the tips remained open. However, if the catalyst has weak adhesion to the substrate during the growth of CNTs, the catalyst would be detached from the substrate and the tips are closed with the catalyst (Charlier and Iijima 2001; Tessonnier and Su 2011). In the CNT/TCC sample, the adhesion of catalyst is not as much as the other two samples due to the presence of hydrophobic Teflon layer covering the surface of CC. Therefore, in this sample, a catalyst was separated from the substrate during the growth process and CNTs grow with closed tips.

TEM images of as-grown CNTs on different substrates. a CNT/CP. b CNT/CC. c CNT/TCC
TGA
Figure 5a, b indicates the results of weight loss and differential of the weight loss for raw carbon substrates and samples with grown CNTs. CNT oxidation temperature has been reported in the range of 500 to 800 °C which is completely dependent on the type, diameter, and structural quality of CNTs (Zhang et al. 2009; Liu et al. 2012; Andersen et al. 2013; Hata et al. 2014); lower density of defects and higher structural quality require higher oxidation temperatures. Results of TGA and DTGA are reported in Table 3, according to which it can be assumed that the weight loss at a 700 °C region is due to the complete oxidation of CNTs to gas products. According to Table 3, 2% of CP carbon fibers and about 14% of CC have not fully passed the additional heat treatment stage (carbonization and graphitization). In addition, the residual weight percentage of substrates after oxidation at 900 °C corresponds to carbon fibers present in the substrates which possessed improved thermal stability at temperatures higher than 900 °C as a result of carbonization and graphitization during the synthesis of carbon fibers. Based on residual weight percentages in Table 3, CP has the highest thermal stability, compared to other three substrates.

Weight loss (%) and the first-order derivative of weight loss (%) profiles of a different carbon substrates and b as-grown CNTs on different carbon substrates
However, according to Table 3, it was revealed that after the synthesis of CNTs, the weight loss of CNTs in CNT/CP, CNT/CC, and CNT/TCC was 21, 8, and 70 wt%, respectively, which are in accordance with the visual observations and FESEM images. The residual weight percentage observed in TGA after the synthesis of CNTs not only relates to the high thermal stability of carbon fibers even at temperatures >900 °C but also depends on nickel metal element which was impregnated on the substrate before the synthesis process of CNTs. On the other hand, considering that nickel oxide is added as an additional catalyst to increase the efficiency of Pt in the catalyst layer, it can be concluded that the presence of nickel would not impose negative effects on electrochemical performance of the final electrode.
Finally, based on FESEM, TEM, and TGA, it can totally be concluded that the CNT/CP sample possessed better conditions for growth of CNTs on carbon substrates. Considering the fact that the optimum goal of in situ growth of CNTs on carbon substrates is their utilization in the GDL layer or a proper support for the catalyst layer in fuel cells, CNT/CP has the most appropriate situations as the catalyst layer. Therefore, it is expected that the in situ growth of an interconnected network of CNTs provides the formation of smaller-diameter catalyst and higher beneficial consumption which indeed lowers the amount of the final catalyst and dramatically reduces the overall cost of fuel cells.
In order to investigate of adhesion of in situ CNTs to the CP, CC, and TCC and the remaining CNTs on the surfaces during catalyst deposition processes, in situ CNTs were ultrasonicated in deionized water for 1 h. As expected, in the CNT/CP sample, unlike the two other samples, no visible black particles were seen in solution after sonication which demonstrates strong adhesion of CNTs to the CP support.
CA results
The catalyst support layer in polymer fuel cells is considered as the microporous layer of gas diffusion layer. Since one of the functions of microporous layer is elimination of liquid water produced in the catalytic active site, they are typically water resistance. This layer prevents water from reaching the surface or the internal pores which, in fact, makes the passage of gases to the catalyst layer problematic. Due to the intrinsic hydrophobic nature of CNTs, contact angle analysis was performed for further investigation of hydrophobicity in CP and CNT/CP samples. Based on this method, three drops of water were placed on the samples in different positions with errors of approximately 2°. Figure 6a, b shows cross-view photographs of water droplet on the surface of bare carbon paper and CNT/CP sample. According to the measurements, the contact angle of water droplet for CP and CNT/CP was 125.9° and 157.2°, respectively. CA measurements demonstrated that the growth of CNTs changed the wetting of carbon paper; the hydrophobicity encountered a 20% increase and also a promotion from hydrophobicity to superhydrophobicity (CA > 150°) which is a considerable result (Hsieh and Chen 2010). In fact, growing CNTs on the surface of carbon paper generated valleys and hills on the surface which reduce the available contact surface area to water droplet; this is while the intrinsic hydrophobicity of CNTs resulting from C=C and C–H groups prevents water droplet penetration into the surface valleys (Hsieh et al. 2008; Hsieh et al. 2010a, b, c). On the other hand, when water droplet is placed on the surface of CNT network, air would be trapped in these valleys and hills which indeed prevent more water penetration. Therefore, based on the abovementioned reasons, water on the surface of carbon paper turns into pseudo spheroid-shaped droplets and could not wet the surface.

Cross-sectional-view photographs for water droplets on a bare carbon paper and b as-grown CNT on the carbon paper
To investigate the stability of hydrophobicity in samples, CA test was performed with time and the results are depicted in Fig. 7. The obtained diagram evidently indicates that the surface coverage of CP with CNTs could improve and maintain the stability of hydrophobicity. Despite a prolonged period of 1 h, the surface of CNT/CP was still able to repel water and preserve hydrophobicity.

Water repellency as a function of time on the CP and CNT/CP surfaces
Further analysis of contact angle also indicated that CNT/CP can be considered as a proper choice for catalyst substrate or GDL layer. Therefore, after functionalization of the ICNT/CP layer, the Pt-Ni-Fe triple catalyst was deposited on CNT/CP using the ethylene glycol reduction method discussed earlier.
Microstructural analysis of Pt-Ni-Fe/CNT/CP electrode
XRD analysis was performed to reveal the structure and crystallinity of the prepared electrodes. The XRD patterns of Pt-Ni-Fe/ECNT and Pt-Ni-Fe/ICNT/CP are shown in Fig. 8(a, b). The diffraction peaks located at 2θ = 40.70°, 47.19°, and 68.45° are assigned to (111), (200), and (220) crystallographic orientations in the face-centered cubic (fcc) structure of Pt, respectively, which shifted to higher values compared to Pt in the metallic form (2θ = 39.54°, 46.03°, and 67.39°, JCPDS file no. 65-2868) (Li et al. 2015a). In addition, no peaks were detected for Ni, Fe, or their oxides. The shift of Pt element characteristic peaks to higher angles along with the absence of the characteristic peaks of nickel and iron indicates that Pt, Ni, and Fe particles may have formed an alloy compound. The shift to higher angles is related to lattice shrinking caused by this alloying, similar to the results reported by Amin et al. (2012) and Xiong et al. (2002). For the Pt-Ni-Fe/ICNT/CP electrode, only diffraction peak at 2θ = 40.14° can be seen which is actually related to the low weight percentages of catalysts. This low loading was confirmed by EDS results (Fig. 12) which is comparatively lower than the detection limit of XRD analysis (Xiong et al. 2015).

XRD patterns of a Pt-Ni-Fe/ECNT and b Pt-Ni-Fe/ICNT/CP
FESEM images of catalyst particles deposited on the ICNT/CP substrate with different magnifications are shown in Fig. 9a, b. As can be seen, CNTs covered the surface of microfibers with an interconnected network. As can be seen in Fig. 10, the elemental mapping analysis was performed on samples because the distribution of catalyst particles was not clear in FESEM images. Based on Map analysis, the uniform scattered distribution of catalyst particles is obvious.

Different magnification FESEM images of Pt-Ni-Fe/ICNT/CP

Elemental mapping of Pt-Ni-Fe/ICNT/CP. a C mapping. b Fe mapping. c Ni mapping. d O mapping. e Pt mapping
In addition, according to FESEM images of Pt-Ni-Fe/ECNTs which are shown in Fig. 11, the diameter distribution of triple catalyst nanoparticles was estimated to be about less than 30 nm. Comparing Figs. 9 and 11 confirms the increase in the loading of the triple catalyst in the ECNT sample in comparison to that of the ICNT sample. Figure 12a, b displays the TEM images of the triple catalyst particles on Pt-Ni-Fe/ICNT/CP and Pt-Ni-Fe/ECNT samples. TEM images clearly reveal the nanometer-sized nanoparticles of the triple catalyst deposited on ICNT and ECNT. In addition, it is observed that the catalyst loading on one nanotube in the in situ CNT sample is less than that in the ex situ CNT sample.

Different magnification FESEM images of Pt-Ni-Fe/ECNT

TEM images of a Pt-Ni-Fe/ICNT/CP and b Pt-Ni-Fe/ECNT
The details of catalyst loading for prepared electrodes are given in Table 4. The loading of triple catalyst on the ECNT/CP electrode with approximate ratios of Pt/Ni/Fe ≈4:1.5:1 is about 0.40 mg cm−2; according to the ratios between catalysts, the iron, nickel, and platinum loading was approximately 0.06, 0.1, and 0.24 mg cm−2, respectively. Determining the precise amount of catalyst loaded on the ICNT/CP electrode is not possible; however, according to EDS results (Fig. 13), it can be seen that the catalyst loading in the ICNT/CP electrode is approximately half of the amount in the ECNT/CP electrode. Therefore, the catalyst loading in ICNT/CP is around 0.2 mg cm−2 from which the amount of iron, nickel, and platinum would be 0.03, 0.05, and 0.12 mg cm−2, respectively. Moreover, the commercial Pt/C catalyst was loaded with almost 0.2 mg cm−2. So, the amount of platinum loading in samples would be in the order of Pt-Ni-Fe/ECNT/CP ≈ Pt/C/CP > Pt-Ni-Fe/ICNT/CP and the total catalyst loading of Pt-Ni-Fe/ECNT/CP > Pt/C/CP ≈ Pt-Ni-Fe/ICNT/CP.

EDX spectra of a Pt-Ni-Fe/ICNT/CP and b Pt-Ni-Fe/ECNT
Results of half-cell testing
In order to study the cathode half reaction in polymer fuel cells, the related catalytic mechanism and the effect of operating conditions on the reaction, removing the effect of half reaction, should be beneficial due to the probability of interference effects (Zhang et al. 2013). This can be provided by the half-cell testing method. Using the half-cell ex situ setup approach is considered as a fast and highly cost-effective method for optimal selection of materials and components such as catalyst and catalytic substrate. The half-cell test is usually performed in a system of three electrodes similar to that of a cyclic voltammetry which consists of working, reference, and counter electrodes. In this regard, a half-cell testing system was designed and made to study the oxygen reduction reaction in the electrode and the performance of the synthesized electrodes to be used as cathodes in polymer fuel cells. The catalytic layer was pretreated by scanning each electrode in the potential ranges of 0.84 to 4.4 V, 1.04 to 0.24 V, and 1.2 to 0 V with a scan rate of 10 mV s−1. Finally, the range between 1.2 and 0 V was repeated and recorded. The recorded polarization curves and the calculated power density of the electrodes are illustrated in Fig. 14, according to which, the performance of catalysts was determined to be in the order of Pt-Ni-Fe/ECNT/CP > Pt-Ni-Fe/ICNT/CP > Pt/C/CP. The maximum power density and the corresponding current of Pt/C/CP electrode were 4.43 mW cm−2 and 15.93 mA cm−2, respectively, at 0.27 V. This is while higher values of 8.92 mW cm−2 and 32.83 mA cm−2 for Pt-Ni-Fe/ICNT/CP at 0.27 V and 20.24 mW cm−2 and 53.91 mA cm−2 for Pt-Ni-Fe/ECNT/CP at 0.37 V were achieved.

a Polarization and b power density curves of different cathode electrodes by half-cell testing
The observed improvement in the efficiency of Pt-Ni-Fe/ICNT/CP electrode in comparison to that of Pt/C/CP electrode, even with half platinum catalyst loading in Pt-Ni-Fe/ICNT/CP (Table 4), indicates that the presence of in situ grown CNTs on a carbon paper substrate dramatically affected the kinetics of catalytic reactions. In other words, it can provide easy electron transport between the catalyst and carbon paper resulting from ballistic electron transfer or higher density of state of CNTs (Wang et al. 2006). At higher-current density region where ohmic losses and mass transfer are dominated, the application of CNTs could significantly reduce the losses due to the outstanding conductivity and microstructural features of CNTs.
A comparison between the maximum power density and the related current density and voltage obtained from half-cell test for the prepared electrodes and the reference electrodes discussed in previous reports (Rajaei Litkohi et al. 2017) is presented in Table 5. A comparison of maximum power density of CP, CNT/CP, and Pt-Ni-Fe/ICNT/CP indicates that the catalyst plays a detrimental role in oxygen reduction reactions (ORRs) taking place in the cathode electrode of the fuel cell; the presence of CNTs without the catalyst did not impose any impact on the slow oxygen reduction reaction. However, when triple catalyst particles are introduced on the ICNT/CP electrode, the rate of oxygen reduction reaction increases; its maximum power encountered 90% increase from 4.43 to 8.24 mW cm−2 in comparison to a platinum electrode coated on carbon black/carbon paper.
In the Pt-Ni-Fe/CP electrode, the triple catalyst was loaded with the same process as the one performed for the Pt-Ni-Fe/ICNT/CP electrode on the CP substrate. The maximum power density of Pt-Ni-Fe/CP electrode and the triple catalyst loaded on carbon paper without a primer substrate like carbon black or CNTs indicate the impressive role of CNTs in increasing the deposition or precipitation of catalyst particles on the substrate. Without this catalytic support, the catalyst loading on CP would be minimal. A comparison between the maximum power density of Pt-Fe-NiO/CP and the raw CP electrode reveals that the content of triple catalyst on CP was very low which had almost no impact on the results.
Moreover, the twofold increase in current density in a low-current density region (voltage of 0.9 V) demonstrates that catalytic activity of the Pt-Ni-Fe triple catalyst is much more than that of the platinum single catalyst (Fang et al. 2009).
Transition metal elements are added to platinum in order to increase the catalytic activity in oxygen reduction reactions. The mechanism of electrochemical oxygen reduction reactions is complicated and depends on the nature of the electrode, catalyst, and the electrolyte. The ORR occurs in different pathways, the most common of which are as follows:
which further results in the formation of water according to reaction (3) (Song and Zhang 2008)
The ORR with platinum is not a complete four-electron reaction. In addition, the two-electron reaction not only reduces the system efficiency but also the strong oxidation resulting from H2O2 generation can decrease the catalytic activity of the catalyst. H2O2 radicals formed through the two-electron oxygen reduction reaction can cause damage and failure of the cell by destroying carbon layers of the catalyst and proton exchange membrane (Zhang et al. 2006). Therefore, in order to enhance the efficiency of fuel cell, determination of an effective catalyst for the four-electron oxygen reduction reaction seems of great significance. The combination of transition metals with platinum makes the ORR faster by passing through the four-electron pathway (Luo et al. 2005; Song and Zhang 2008).
In fact, the reason to the increase in catalytic activity of Pt, when alloyed with metals or oxides, is assigned to the variation in electronic structure and geometrical effects of the structure. Alloying enhances the capacity of d band in platinum, and therefore, a strong interaction between metal and O2 develops which can weaken the O–O bond (Song and Zhang 2008). In addition, alloying compresses the network and provides better situation for O2 separation by reducing the distance between Pt and Pt (Song and Zhang 2008). The results of X-ray diffraction analysis confirmed this suggestion; alloying of Fe and Ni with platinum reduced the size of triple catalyst particles in comparison to platinum and enhanced the efficiency.
Comparing the performance of Pt/C/CP and ECNT/CP also provides interesting results. According to Table 4, the amount of platinum catalyst loading is similar in both electrodes; however, when the performance of ECNT/CP was compared to Pt/C/CP, the maximum power density encountered a five times increase. This could be attributed to the application of the Pt-Ni-Fe triple catalyst instead of the platinum single catalyst and to the presence of CNTs as the catalytic support. As a result, uniform nanometric distribution of catalyst particles and enhancement in the kinetics of catalytic activities were achieved.
The reason of the improvement in the performance of the ECNT/CP electrode in comparison to the ICNT/CP electrode could be assigned to three factors: first, according to Table 4, the catalyst loading in ECNT/CP is twice that in ICNT/CP which definitely plays an important role in enhancing the catalytic activity of the electrode; in the region of low current density (kinetic region) which only depends on catalytic activity, the current density was comparatively higher for Pt-Ni-Fe/ECNT/CP than that for Pt-Ni-Fe/ICNT/CP at a voltage of 0.9 V. Considering that in the synthesis process of nanoparticles on ICNT/CP, the catalyst deposition occurs by ionic adsorption, the catalyst deposition in ICNT/CP is lower than that in ECNT/CP and the higher loading could only be achieved by using the higher amounts of catalyst. Another reason could be attributed to the electrode preparation conditions for half-cell testing; in the preparation process, additional Nafion solution was used which has weak electronic conductivity and therefore resulted in current loss. In addition, the application of 1000 psi pressure in the initial condition of hot pressing for the ICNT/CP electrode (500 psi was considered as the optimum pressure) could possibly be the reason to the observed diminished performance of this electrode.
Since the electrochemical impedance spectroscopy is known as a superior analysis in studying the kinetics of electrode reactions, the EIS spectra of the electrodes were measured using the half-cell testing, in the frequency region of 100 KHz to 100 MHz at 0.64 V (0.4 vs SCE), and are shown in Fig. 15. In the Nyquist plot in the high frequency range, the semicircle curve is related to the charge transfer resistance; the larger the diameter of the semicircle, the lower the electrical conductivity. The diameter of impedance loop for the electrodes was Pt/C/CP > Pt-Ni-Fe/ICNT/CP > Pt-Ni-Fe/ECNT/CP which indicates that the charge transfer resistance reduced in the same order as mentioned above. The difference in the diameter of the loops in the Nyquist plot is the result of the difference in conductivities of electrode materials. The conductivity of black carbon is relatively lower than that of CNTs, while the CNT/CP electrode has higher conductivity which is generated by the network of CNTs on the surface of CNT/CP. Although the contact resistance between CNTs and carbon paper and CNTs themselves exists in the CNT/CP electrode, the ultrahigh electrical conductivity of the CNTs compensates these values.

Nyquist diagrams of different cathode electrodes by half-cell testing, in 0.5 M H2SO4 at the potential 0.4 V (vs SCE). a Pt-Ni-Fe/ECNT/CP. b Pt-Ni-Fe/ICNT/CP. c Pt/C/CP
Conclusions
In the present investigation, the Pt-Ni-Fe triple catalyst was deposited on CNT substrates using the ethylene glycol reduction method, with the aim of reducing the costs and enhancing the efficiency of CNT-supported catalyst electrodes. In order to choose suitable substrates for the growth of CNTs, three carbon substrates impregnated with nickel(II) catalyst solution were applied in the CVD process. Results of FESEM, TEM, and TGA indicated that the network of grown CNTs on the carbon paper substrate possessed better structural quality and stronger adhesion to the substrate in comparison to plain carbon cloth and Teflonized carbon cloth. Contact angle results revealed that the growth of the network of CNTs on carbon paper changed the degree of hydrophobicity to superhydrophobicity. This was assigned to the intrinsic hydrophobicity of CNTs or due to the large amounts of air trapped within the network of CNTs, which prevents the surface of carbon paper from wetting and accordingly make them good candidates for being used as a microporous layer of GDL in polymer fuel cells. The FESEM microstructural analysis combined with EDS and Map analysis demonstrated that the ethylene glycol reduction method is a suitable method for the uniform growth of nanometric-sized catalyst on CNTs. In addition, the results of electrochemical investigations with half-cell testing indicated that the performance of ICNT/CP is weaker in comparison to the ECNT/CP electrode due to a low amount of catalyst loading, the application of additional Nafion solution, and hot pressing in higher pressures in comparison to the ECNT/CP electrode. On the other hand, although the amount of platinum catalyst in the ICNT/CP electrode was lower than that in the Pt/C/CP electrode, the performance of ICNT/CP was comparatively higher which is due to the presence of CNTs as support instead of carbon black and the application of a triple catalyst instead of a single catalyst. Therefore, CNT/CP has a high capability to be used as support for cathode catalyst layer in polymer fuel cells.
References
Amin RS, Hameed RMA, El-Khatib KM et al (2012) Pt-NiO/C anode electrocatalysts for direct methanol fuel cells. Electrochim Acta 59:499–508. doi:10.1016/j.electacta.2011.11.013
Andersen SM, Borghei M, Lund P et al (2013) Durability of carbon nanofiber (CNF) & carbon nanotube (CNT) as catalyst support for proton exchange membrane fuel cells. Solid State Ionics 231:94–101. doi:10.1016/j.ssi.2012.11.020
Bahari A, Qhavami A (2016) Electrical and nanostructural characteristics of R-, Fe-, S-CNT electrodes of microbial field effect transistors. J Mater Sci Mater Electron 27:5934–5942. doi:10.1007/s10854-016-4513-6
Charlier JC, Iijima S (2001) Growth mechanisms of carbon nanotubes. In: Dresselhaus MS, Dresselhaus G, Avouris P (eds) Carbon nanotubes: synthesis, structure, properties, and applications. Springer, Berlin, pp 55–80
Cheng TC (2012) Effect of nitrogen and hydrogen on the growth of multiwall carbon nanotubes on flexible carbon cloth using thermal chemical vapor deposition. Mater Chem Phys 136:140–145. doi:10.1016/j.matchemphys.2012.06.043
Fang B, Luo J, Njoki PN et al (2009) Nanostructured PtVFe catalysts: electrocatalytic performance in proton exchange membrane fuel cells. Electrochem Commun 11:1139–1141. doi:10.1016/j.elecom.2009.03.032
Ghaharpour F, Bahari A, Abbasi M, Ashkaran AA (2016) Parametric investigation of CNT deposition on cement by CVD process. Constr Build Mater 113:523–535. doi:10.1016/j.conbuildmat.2016.03.080
Hashempour M, Vicenzo A, Zhao F, Bestetti M (2014) Effects of CVD direct growth of carbon nanotubes and nanofibers on microstructure and electrochemical corrosion behavior of 316 stainless steel. Mater Charact 92:64–76. doi:10.1016/j.matchar.2014.03.001
Hata K, Futaba DN, Mizuno K, Namai T (2014) Water-assisted highly efficient synthesis of impurity-free single-walled carbon nanotubes. Science 1362:1362–1364. doi:10.1126/science.1104962
Hsieh C-T, Chen W-Y (2010) Water/oil repellency and drop sliding behavior on carbon nanotubes/carbon paper composite surfaces. Carbon N Y 48:612–619. doi:10.1016/j.carbon.2009.09.076
Hsieh CT, Lin JY (2009) Fabrication of bimetallic Pt-M (M = Fe, Co, and Ni) nanoparticle/carbon nanotube electrocatalysts for direct methanol fuel cells. J Power Sources 188:347–352. doi:10.1016/j.jpowsour.2008.12.031
Hsieh CT, Chen WY, Wu FL (2008) Fabrication and superhydrophobicity of fluorinated carbon fabrics with micro/nanoscaled two-tier roughness. Carbon N Y 46:1218–1224. doi:10.1016/j.carbon.2008.04.026
Hsieh C-T, Chen W-Y, Wu F-L, Hung W-M (2010a) Superhydrophobicity of a three-tier roughened texture of microscale carbon fabrics decorated with silica spheres and carbon nanotubes. Diam Relat Mater 19:26–30. doi:10.1016/j.diamond.2009.10.017
Hsieh C-T, Hung W-M, Chen W-Y (2010b) Electrochemical activity and stability of Pt catalysts on carbon nanotube/carbon paper composite electrodes. Int J Hydrog Energy 35:8425–8432. doi:10.1016/j.ijhydene.2010.04.125
Hsieh C-T, Hung W-M, Chen W-Y (2010c) Electrochemical activity and stability of Pt catalysts on carbon nanotube/carbon paper composite electrodes. Int J Hydrog Energy 35:8425–8432. doi:10.1016/j.ijhydene.2010.04.125
Jo SH, Wang DZ, Huang JY et al (2004) Field emission of carbon nanotubes grown on carbon cloth. Appl Phys Lett 85:810–812. doi:10.1063/1.1776330
Li L, Qin ZY, Wang LF et al (2010a) Anchoring alpha-manganese oxide nanocrystallites on multi-walled carbon nanotubes as electrode materials for supercapacitor. J Nanopart Res 12:2349–2353. doi:10.1007/s11051-010-9980-8
Li W, Xin Q, Yan Y (2010b) Nanostructured Pt-Fe/C cathode catalysts for direct methanol fuel cell: the effect of catalyst composition. Int J Hydrog Energy 35:2530–2538. doi:10.1016/j.ijhydene.2010.01.013
Li X, An L, Wang X et al (2012) Supported sub-5nm Pt–Fe intermetallic compounds for electrocatalytic application. J Mater Chem 22:6047. doi:10.1039/c2jm16504j
Li Y, Gao H, Yang J et al (2014) Multi-wall carbon nanotubes supported on carbon fiber paper synthesized by simple chemical vapor deposition. Mater Sci Eng B 187:113–119. doi:10.1016/j.mseb.2014.05.009
Li M, Wu X, Zeng J et al (2015a) Heteroatom doped carbon nanofibers synthesized by chemical vapor deposition as platinum electrocatalyst supports for polymer electrolyte membrane fuel cells. Electrochim Acta 182:351–360. doi:10.1016/j.electacta.2015.09.122
Li X, Tuo Y, Jiang H et al (2015b) Engineering Pt/carbon-nanofibers/carbon-paper composite towards highly efficient catalyst for hydrogen evolution from liquid organic hydride. Int J Hydrog Energy 40:12217–12226. doi:10.1016/j.ijhydene.2015.07.093
Li D, Cheng Y, Wang Y et al (2016) Improved field emission properties of carbon nanotubes grown on stainless steel substrate and its application in ionization gauge. Appl Surf Sci 365:10–18. doi:10.1016/j.apsusc.2016.01.011
Liu H, Zhang Y, Li R et al (2012) Thermal and chemical durability of nitrogen-doped carbon nanotubes. J Nanopart Res. doi:10.1007/s11051-012-1016-0
Liu J, Liu C-T, Zhao L et al (2015) Effect of different structures of carbon supports for cathode catalyst on performance of direct methanol fuel cell. Int J Hydrog Energy 41:1859–1870. doi:10.1016/j.ijhydene.2015.11.103
Luo J, Maye MM, Petkov V et al (2005) Phase properties of carbon-supported gold—platinum nanoparticles with different bimetallic compositions. Chem Mater 17:3086–3091. doi:10.1021/cm050052t
Moradi R, Sebt SA, Karimi-Maleh H et al (2013) Synthesis and application of FePt/CNTs nanocomposite as a sensor and novel amide ligand as a mediator for simultaneous determination of glutathione, nicotinamide adenine dinucleotide and tryptophan. Phys Chem Chem Phys 15:5888–5897. doi:10.1039/c3cp00033h
Munoz-Sandoval E (2014) Trends in nanoscience, nanotechnology, and carbon nanotubes: a bibliometric approach. J Nanopart Res 16:1–22. doi:10.1007/s11051-013-2152-x
Nakagawa K, Yasumura Y, Thongprachan N, Sano N (2011) Freeze-dried solid foams prepared from carbon nanotube aqueous suspension: application to gas diffusion layers of a proton exchange membrane fuel cell. Chem Eng Process Process Intensif 50:22–30. doi:10.1016/j.cep.2010.10.010
Negro E, Latsuzbaia R, Dieci M et al (2015) Pt electrodeposited over carbon nano-networks grown on carbon paper as durable catalyst for PEM fuel cells. Appl Catal B Environ 166–167:155–165. doi:10.1016/j.apcatb.2014.11.017
Rajaei Litkohi H, Bahari A, Ojani R (2017) Pt/Fe/NiO on CNT/CP substrate as a possible electrode of nano chip devices. J Mater Sci Mater Electron 28:7360–7367. doi:10.1007/s10854-017-6424-6
Schweiss R, Steeb M, Wilde PM, Schubert T (2012) Enhancement of proton exchange membrane fuel cell performance by doping microporous layers of gas diffusion layers with multiwall carbon nanotubes. J Power Sources 220:79–83. doi:10.1016/j.jpowsour.2012.07.078
Sivakumar P, Maiyalagan T (2010) Components for PEM fuel cells: an overview. Mater Sci Forum 657:143–189. doi:10.4028/www.scientific.net/MSF.657.143
Song C, Zhang J (2008) Electrocatalytic oxygen reduction reaction. In: PEM fuel cell electrocatalysts and catalyst layers: fundamentals and applications. pp 89–129
Tessonnier J-P, Su DS (2011) Recent progress on the growth mechanism of carbon nanotubes: a review. ChemSusChem 4:824–847. doi:10.1002/cssc.201100175
Tsierkezos NG, Haj Othman S, Ritter U et al (2014) Nitrogen-doped multi-walled carbon nanotubes modified with platinum, palladium, rhodium and silver nanoparticles in electrochemical sensing. J Nanopart Res 16:1–13. doi:10.1007/s11051-014-2660-3
Tuo Y, Jiang H, Li X et al (2016) Kinetic behavior of Pt catalyst supported on structured carbon nanofiber bed during hydrogen releasing from decalin. Int J Hydrog Energy 41:10755–10765. doi:10.1016/j.ijhydene.2016.04.072
Wang C-H, Shih H-C, Tsai Y-T et al (2006) High methanol oxidation activity of electrocatalysts supported by directly grown nitrogen-containing carbon nanotubes on carbon cloth. Electrochim Acta 52:1612–1617. doi:10.1016/j.electacta.2006.03.102
Wang Y, Chen KS, Mishler J et al (2011) A review of polymer electrolyte membrane fuel cells: technology, applications, and needs on fundamental research. Appl Energy 88:981–1007. doi:10.1016/j.apenergy.2010.09.030
Xiong L, Kannan AM, Manthiram A (2002) Pt–M (M=Fe, Co, Ni and Cu) electrocatalysts synthesized by an aqueous route for proton exchange membrane fuel cells. Electrochem Commun 4:898–903. doi:10.1016/S1388-2481(02)00485-X
Xiong X, Zhou L, Yu G et al (2015) Synthesis and catalytic performance of a novel RuCuNi/CNTs nanocomposite in hydrolytic dehydrogenation of ammonia borane. Int J Hydrog Energy 40:15521–15528. doi:10.1016/j.ijhydene.2015.09.095
Xu PP, Guo DJ, Cui SK et al (2014) One-step synthesis of antimony-doped tin oxide/multi-walled carbon nanotube composites: a promising support for platinum catalysts in a direct methanol fuel cell. J Nanopart Res 16:1–6. doi:10.1007/s11051-014-2687-5
Zhang L, Zhang J, Wilkinson DP, Wang H (2006) Progress in preparation of non-noble electrocatalysts for PEM fuel cell reactions. J Power Sources 156:171–182. doi:10.1016/j.jpowsour.2005.05.069
Zhang Q, Liu J, Sager R et al (2009) Hierarchical composites of carbon nanotubes on carbon fiber: influence of growth condition on fiber tensile properties. Compos Sci Technol 69:594–601. doi:10.1016/j.compscitech.2008.12.002
Zhang W, Ravi S, Silva P (2011) Application of carbon nanotubes in polymer electrolyte based fuel cells. Rev Adv Mater 29:1–14
Zhang J, Zhang H, Wu J, Zhang J (2013) Electrochemical half-cells for evaluating PEM fuel cell catalysts and catalyst layers. In: PEM fuel cell testing and diagnosis, 1st edn. Elsevier B.V., pp 337–361
Zhang Z, Zhang X, You X et al (2016) 3D well-interconnected NiO–graphene–carbon nanotube nanohybrids as high-performance anode materials for Li-ion batteries. J Nanopart Res 18:247. doi:10.1007/s11051-016-3539-2
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Rights and permissions
About this article

Cite this article
Litkohi, H.R., Bahari, A. & Ojani, R. Synthesis of Pt-Ni-Fe/CNT/CP nanocomposite as an electrocatalytic electrode for PEM fuel cell cathode. J Nanopart Res 19, 278 (2017). https://doi.org/10.1007/s11051-017-3969-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11051-017-3969-5