
The structure and phase composition of addition alloys based on aluminum with Hf, Er, Gd, Yand Sm and the effect of low additions of these transition metals on the structure and properties of alloy Al – 0.2% Zr – 0.1% Sc are studied. It is shown that individual introduction of Y, Sm, Er, and Gd in an amount of 0.1% each causes formation of eutectic phases Al3Y, Al3Sm, Al3Er and Al3Gd, respectively. An indirect inference is that the additions of Y, Sm, Hf, Er and Gd raise the thermal stability of the Al3 (Sc, Zr) dispersoids after annealing at 250°C with a hold of up to 100 h; softening at 370°C starts after holding for 54 h. Maximum hardening is detected in the case of 0.1% Er and attains 50 HV after a 54-h hold at 370°C.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Scandium and zirconium raise considerably the strength properties of aluminum and its alloys due to formation of nanosize particles of phase Al3(Sc, Zr) and preservation of nonrecrystallized structure [1,2,3,4,5,6,7,8,9]. However, scandium is the costliest addition in aluminum alloys. Therefore, it is important to search for an alternate for it. The recent years, research of the effect of low additions of Er, Gd, Y, and Hf on the properties and structure of aluminum and its alloys has been intense [10,11,12,13,14,15,16,17,18,19,20,21,22]. It has been shown in [10] that the addition of 0.01 and 0.02 at.% Er into alloys Al – 0.06 at.% Sc – 0.05 at.% Zr and Al – 0.06 at.% Sc – 0.04 at.% Zr, respectively, results in substantial growth in microhardness of an ingot preliminarily homogenized at 640°C after 2-h annealing at 400°C. The authors of [11] have shown that introduction of 0.04% Er into alloys of the Al – Zr system almost doubles their microhardness due to heating of the specimens to 400°C after a preliminary homogenizing annealing at 640°C. The homogenizing at 640°C was conducted with the aim to dissolve the Al3Er phase of crystallization origin. Scandium is often introduced into aluminum alloys based on the Al – Mg and Al – Zn – Mg – Cu systems [5,6,7], which can hardly be homogenized at this high temperature in the case of alloying with Er. It has been shown in [12, 13] that additions of Zr and Er into alloys based on the Al – Mg system raises the properties of welded joints chiefly due to refinement of their grain structure. Addition of 0.08% Y into alloy Al – 0.3% Zr lowers the rate of its softening and raises the recrystallization temperature by 50°C due to formation of Al3(Zr, Y) dispersoids [14]. Investigation [15] of the joint action of Y and Gd on the structure and properties of an alloy of the Al – Zn – Mg – Cu – Zr system has shown growth of the temperature of the start of crystallization and of the aging effect due to precipitation of dispersoids of phase Al3CuGd.
The aim of the present work was to study the structure and phase composition of alloying compositions with Hf, Er, Gd, Y, and Sm and to analyze the effect of low additions of these transition metals on the structure and properties of alloy Al – 0.2% Zr – 0.1% Sc.Footnote 1
Methods of Study
We melted the alloying combinations in an IST-0.16 induction furnace in an air atmosphere at 800 – 900°C. The melts were poured into a waffle steel mold. We used Al – 1.3% Y, Al – 2.2% Sm, Al – 1.9% Gd, Al – 1.7% Er, Al – 1.6% Hf, Al – 3.5% Zr, and Al – 2.5% Sc alloying compositions and aluminum of grade A85 to melt alloys in a “Nabertherm” electric induction furnace. The melting and the casting were conducted at 800°C. The melts were poured into a water-cooled copper mold 20 × 40 × 100 mm in size. The cooling rate in crystallization was about 15 K/sec.
The laps for studying the microstructure were prepared using Struers Labpol-5 and Metkon grinding and polishing devices. The study of the microstructure and the identification of the phases were performed under a TESCAN VEGA 3LMH scanning electron microscope (SEM) and an X-Max 80 energy dispersive detector. The x-ray phase analysis was performed with the help of a Bruker D8 Advance diffractometer with monochromatic copper K α radiation.
The heat treatment was performed in “Nabertherm” and “SNOL” drying ovens, where the temperature was kept with accuracy ± 1°C. The Vickers hardness was measured by the standard method with determination error not exceeding ± 2 HV.
Results and Discussion
By the data of the analysis of equilibrium phase diagrams [23] of binary systems, the microstructure of the Al – 1.3% Y, Al – 2.2% Sm, Al – 1.9% Gd and Al – 1.7% Er alloying combinations should contain primary crystals of an aluminum solid solution (Al) and an [(Al) + Al3X] eutectic where X is used for Y, Sm, Gd, of Er. The alloying combination Al – 1.6% Hf in equilibrium condition should contain primary crystals of Al3Hf, and (Al) should form by a peritectic reaction [23]. Analysis of the microstructures of the alloying combinations under a scanning electron microscope (Fig. 1) confirms the data of the phase diagrams. It can be seen from Fig. 1 that the structure the of Al – 1.3% Y, Al – 2.2% Sm, Al – 1.9% Gd and Al – 1.7% Er combinations contains primary crystals of (Al) and a dispersed eutectic mixture. The size of the dendritic cells of (Al) in the Al – 1.3% Y combination is 23 ± 6 μm, and the thickness of the eutectic layers does not exceed 20 μm. In the Al – 2.2% Sm, Al – 1.9% Gd and Al – 1.7% Er combinations the structure is coarser, the size of the dendritic cells of (Al) is 60 ± 8 μm, 48 ± 7 μm and 55 ± 8 μm, and the thickness of the eutectic layers is 15 ± 3 μm, 30 ± 5 μm and 30 ± 4 μm, respectively. In the Al – 1.6% Hf alloying combination the size of the primary crystals of Al3Hf does not exceed 20 μm. On the whole, the structure of the alloying combinations is fine enough for effective and fast dissolution in the aluminum melt.

Microstructure of the Al – 1.3% Y (a), Al – 2.2% Sm (b), Al – 1.6% Hf (c), Al – 1.9% Gd (d) and Al – 1.7% Er (e) alloying combinations (SEM).
The x-ray phase analysis of the alloying combinations has shown the presence of intermetallics (Fig. 2), which could be expected in accordance with the phase diagrams. In the Al – 2.2% Sm, Al – 1.9% Gd and Al – 1.7% Er combinations we detected oxides of the main alloying elements (Fig. 2b, d, and e ) and more complex oxides with aluminum. The oxides of the main alloying elements of type Sm2O3 have a greater mean atomic number than the intermetallics and are observable in the microstructure in the form of bright (white) inclusions (Fig. 1b, d, and e ). It is known that such elements as Sm, Gd and Er are susceptible to active oxidation upon growth in the temperature. Therefore, we could not avoid oxidation since we melted the alloying combinations in an air atmosphere at a temperature exceeding 800°C.

X-ray patterns of the Al – 1.3% Y (a), Al – 2.2% Sm (b), Al – 1.6% Hf (c), Al – 1.9% Gd (d) and Al – 1.7% Er (e) alloying combinations (I is the intensity of the radiation).
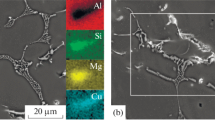
Figure 3 presents the microstructure of the studied aluminum alloys Al – 0.2% Zr – 0.1% Sc with additions (individually) of 0.1% Y, Sm, Er, Gd and the energy spectra of the phases. The structure of alloy Al – 0.2% Zr – 0.1% Sc contains dispersed spheroidal inclusions of an iron-silicon phase and a low content of Sc(Al, Fe, Si, Sc) located on the boundaries of dendrite cells of the aluminum solid solution and stretched over the boundaries of grains of an inclusion of phase (Al, Fe, Sc) (Fig. 3a ).

Microstructure of the alloys in cast condition and energy spectra of the phases (SEM): a) Al – 0.2% Zr – 0.1% Sc (matrix); b) Al – 0.2% Zr – 0.1% Sc – 0.1% Y; c) Al – 0.2% Zr – 0.1% Sc – 0.1% Sm; d) Al – 0.2% Zr – 0.1% Sc – 0.1% Er; e) Al – 0.2% Zr – 0.1% Sc – 0.1% Hf; f) Al – 0.2% Zr – 0.1% Sc – 0.1% Gd.
Individual introduction of 0.1% Y, 0.1% Sm, 0.1% Er, and 0.1% Gd into alloy Al – 0.2% Zr – 0.1% Sc results in formation of phases Al3Y (Fig. 3b ), Al3Sm (Fig. 3c ), Al3Er (Fig. 3d ) and Al3Gd (Fig. 3e ), respectively. Light inclusions are present over grain boundaries and dendrite cells, which is confirmed by the results of microscopic x-ray spectrum analysis (Fig. 3b – d, and f). The alloys also contain phases formed by the admixtures of iron and silicon with 0.5% Y, Sm, and Er dissolved in them (Fig. 3b – d).
Figure 3e presents the microstructure of alloy Al – 0.2% Zr – 0.1% Sc – 0.1% Hf in cast condition and the energy spectra of the phases formed by the admixtures. Hafnium fully enters the aluminum-base solid solution without forming inclusions of phase Al3Hf.
The alloys obtained were annealed at 250 and 370°C with different holds for up to 100 h. Figure 4 presents the dependences of the hardness of the alloys on the time of annealing. Annealing of cast alloy Al – 0.2% Zr – 0.1% Sc at 250°C causes maximum growth in the hardness after 30 h and then softening virtually to the initial condition. Upon the introduction of 0.1% Y, Sm, Hf and Gd the hardness attains a maximum value after a hold for 54 h without further softening for up to 100 h. Addition of 0.1% Er causes permanent growth in the hardness in 100 h to 40 HV. It can be inferred from the obtained kinetic curves of annealing at 250°C that the additions of Y, Sm, Hf, Er and Gd promote elevation of the thermal stability of the Al3(Sc, Zr) dispersoids. After annealing at 370°C the hardness increases substantially (by 10 – 20 HV) upon the introduction of Y, Sm, Er, and Gd additions into alloy Al – 0.2% Zr – 0.1% Sc. Maximum hardening is detected in the presence of 0.1% Er and attains 50 HV.

Dependences of the hardness of studied alloys on the time of annealing at 250°C (a) and 370°C (b).
After annealing at 370°C the alloys with the additions start to be softened only after a hold for 54 h, whereas in the Al – 0.2% Zr – 0.1% Sc alloy softening starts after 30 h. Heat treatment of alloy Al – 0.2% Zr – 0.1% Sc – 0.1% Hf at 370°C does not cause growth in the hardness as compared to the alloy without Hf.
Conclusions
-
1.
The microstructure of the Al – 1.3% Y, Al – 2.2% Sm, Al – 1.9% Gd and Al – 1.7% Er alloying combinations contains layers of dispersed eutectic mixture with a thickness of at most 30 μm in addition to the aluminum solid solution, whereas primary crystals of an intermetallic with a size of at most 20 μm form in the Al – 1.6% Hf alloying combination.
-
2.
Introduction of 0.1% Y, Sm, Er and Gd (individually) into alloy Al – 0.2% Zr – 0.1% Sc results in formation of phases Al3Y, Al3Sm, Al3Er and Al3Gd, respectively. Y, Sm and Er also enter the phases formed by the Fe and Si admixtures.
-
3.
Addition of Y, Sm, Hf, Er and Gd elevates the thermal stability of the Al3(Sc, Zr) dispersoids after annealing at 250°C with a hold of up to 100 h; softening starts in the process of annealing at 370°C after a hold for 54 h.
-
4.
Maximum hardening of alloy Al – 0.2% Zr – 0.1% Sc is detected upon the introduction of 0.1% Er into its composition and amounts to 50 HV after a 54-h hold at 370°C.
Notes
If not mentioned specially, the content of the elements is given in mass percent.
References
C. B. Fuller, J. L. Murray, and D. N. Seidman, “Temporal evolution of the nanostructure of Al(Sc, Zr) alloys. Part I. Chemical compositions of Al3(Sc1 – x Zr x ) precipitates,” Acta Mater., 53, 5401 – 5413 (2005).
C. B. Fuller and D. N. Seidman, “Temporal evolution of the nanostructure of Al(Sc, Zr) alloys. Part II. Coarsening of Al3(Sc1 –x Zr x ) precipitates,” Acta Mater., 53, 5415 – 5428 (2005).
W. Lefebvrea, F. Danoixa, H. Hallem, et al., “Precipitation kinetics of Al3(Sc, Zr) dispersoids in aluminum,” J. Alloys Compd., 470, 107 – 110 (2009).
A. K. Lohara, B. Mondala, D. Rafajab, et al., “Microstructural investigations of as-cast and annealed Al – Sc and Al – Sc – Zr alloys,” Mater. Charact., 60, 1387 – 1394 (2009).
V. Ocenasek and M. Slamova, “Resistance to recrystallization due to Sc and Zr additions to Al – Mg alloys,” Mater. Charact., 47, 157 – 162 (2001).
Gen Li, Naiqin Zhao, Tao Liu, et al., “Effect of Sc/Zr ratio on the microstructure and mechanical properties of new type of Al – Zn – Mg – Sc – Zr alloys,” Mater. Sci. Eng. A, 617, 219 – 227 (2014).
C. B. Fuller, A. R. Krause, D. C. Dunand, and D, N. Seidman, “Microstructure and mechanical properties of a 5754 aluminum alloy modified by Sc and Zr additions,” Mater. Sci. Eng. A, 338, 8 – 16 (2002).
V. G. Davydov, T. D. Rostova, V. V. Zakharov, et al., “Scientific principles of making an alloying addition of scandium to aluminum alloys,” Mater. Sci. Eng. A, 280, 30 – 36 (2000).
Yu. A. Filatov, V. I. Elagin, and V. V. Zakharov, “New Al –Mg – Sc alloys,” Mater. Sci. Eng. A, 280, 97 – 101 (2000).
C. Booth-Morrison, D. C. Dunand, and D. N. Seidman, “Coarsening resistance at 400°C of precipitation-strengthened Al – Zr – Sc – Er alloys,” Acta Mater., 59, 7029 – 7042 (2011).
S. P.Wen, L. Y. Gao, Y. Li, et al., “Synergetic effect of Er and Zr on the precipitation hardening of Al – Er – Zr alloy,” Scr. Mater., 65, 592 – 595 (2011).
H. L. Hao, D. R. Ni, Z. Zhang, et al., “Microstructure and mechanical properties of Al – Mg – Er sheets jointed by friction stir welding,” Mater. Design, 52, 706 – 712 (2013).
Yang Dongxi, Li Xiaoyan, He Dingyong, and Huang Hui, “Effect of minor Er and Zr on microstructure and mechanical properties of Al – Mg – Mn alloy (5083) welded joints,” Mater. Sci. Eng. A, 561, 226 – 231 (2013).
Y. Zhang, H. Gao, Y. Kuai, et al., “Effects of Y additions on the precipitation and recrystallization of Al – Zr alloys,” Mater. Charact., 86, 1 – 8 (2013).
XingGuo Zhang, FeiQiang Mei, Huan Yue Zhang, et al. “Effects of Gd and Y additions on microstructure and properties of Al – Zn – Mg – Cu – Zr alloys,” Mater. Sci. Eng. A, 552, 230 – 235 (2012).
C. Booth-Morrison, D. N. Seidman, and D. C. Dunand, “Effect of Er additions on ambient and high-temperature strength of precipitation-strengthened Al – Zr – Sc – Si alloys,” Acta Mater., 60, 3643 – 3654 (2012).
H. Li, Z. Gao, H. Yin, et al., “Effect of Er and Zr additions on precipitation and recrystallization of pure aluminum,” Scr. Mater., 68, 59 – 62 (2013).
L. Z. He, X. H. Li, Z. T. Liu, et al., “Effects of homogenization on microstructures and properties of a new type Al –Mg –Mn – Zr – Ti – Er alloy,” Mater. Sci. Eng. A, 527, 7510 – 7518 (2010).
N. Q. Vo, D. C. Dunand, and D. N. Seidman, “Improving aging and creep resistance in a dilute Al – Sc alloy by microalloying with Si, Zr and Er,” Acta Mater., 63, 73 – 85 (2014).
M. E. Van Dalen, D. C. Dunand, and D. N. Seidman, “Microstructural evolution and creep properties of precipitationstrengthened Al – 0.06Sc – 0.02Gd and Al – 0.06Sc – 0.02Yb (at.%) alloys,” Acta Mater., 59, 5224 – 5237 (2011).
S. P. Wen, K. Y. Gao, H. Huang, et al., “Precipitation evolution in Al – Er – Zr alloys during aging at elevated temperature,” J. Alloys Compd., 574, 92 – 97 (2013).
H. Hallem, W. Lefebvre, B. Forbord, et al., “The formation of Al3(Sc x Zr y Hf1– x – y )-dispersoids in aluminum alloys,” Mater. Sci. Eng. A, 421, 154 – 160 (2006).
N. P. Lyakishev, O. A. Bannykh, L. L. Rokhlin, et al., Phase Diagrams of Binary Metallic Systems, Vol. 1 [in Russian], Mashinostroenie, Moscow (1996), 992 p.
The work has been performed with financial support of the Ministry of Education and Science of the Russian Federation within State Assignment No. 11.1760.2014/K and Resolution of the Government of the Russian Federation No. 218.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 9, pp. 25 – 30, September, 2016.
Rights and permissions
About this article

Cite this article
Pozdnyakov, A.V., Osipenkova, A.A., Popov, D.A. et al. Effect of Low Additions of Y, Sm, Gd, Hf and Er on the Structure and Hardness of Alloy Al – 0.2% Zr – 0.1% Sc. Met Sci Heat Treat 58, 537–542 (2017). https://doi.org/10.1007/s11041-017-0050-z
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-017-0050-z