
A method for quantitative analysis of the structure of precipitation hardening alloys based on joint application of scanning electron microscopy and x-ray spectrum analysis is developed. Variation of the content of carbide phases and their morphological parameters in the structure of a refractory alloy 25Cr – 35Ni – C – Si – Nb during a long-term hold at 1150°C is studied and explained.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Extreme operating conditions of structural materials in many branches of industry demand very high properties of the materials. The endurance and reliability of constructions are determined not only by the operating properties of the metallic materials but also by their long-term structural stability. The production of pyrolysis facilities in the petrochemical industry employs refractory Fe – Cr – Ni alloys of the H-series (HK, HT, HP) [1–3]. The alloys have a complex chemical composition the iron base of which is supplemented (in wt.%) with (0.3 – 0.6) C, (15 – 30) Cr, and (20 – 45) Ni. The alloys also contain Si, Mo, W, Ti, Nb, and rare-earth elements (REE). The multiphase structure of the alloys consists of a supersaturated solid solution of γ-Fe – Ni – Cr and Cr m C n and Nb m C n carbides of chromium and niobium [4, 5]. In high-temperature operation the structure of the alloys including the carbide component undergoes continuous transformation [6–12]. The rate of the changes in the hardening carbide phases (the quantitative proportion, the morphology and the distribution in the structure) determines the operational reliability of the alloys. To predict the operating capacity of such materials we should evaluate the structural changes occurring under long-term operation. This task can be solved with the help of reliable quantitative methods for determining the volume fraction, shape, kind of distribution, quantitative proportion and element composition of the multicomponent alloys. This is especially important for analyzing the structure of the alloys with a low volume fraction of carbide phase (<10 vol.% chromium- and niobium-base carbides) and high content of carbon (5 – 11 wt.%) as compared to its medium amount (about 0.50 wt.%). The redistribution of carbon between the phases is caused by continuous transformation of the structure and affects substantially the operating capacity of the alloys.
The aim of the present work was to develop a method for reliable quantitative determination of the transformation of fine phases in the structure of multiphase alloys using electron microscopy and x-ray spectrum microanalysis and to test this method in analyzing the transformations of the hardening phases in refractory Fe – Cr – Ni alloys in the range of operating temperatures.
Methods of Study
To test the method of quantitative phase analysis of refractory alloys with dispersion hardening we resorted to a model refractory alloy 0.45C – 26Cr – 35Ni – 2Si – 2Nb used to fabricate parts of facilities for high-temperature pyrolysis of hydrocarbon materials. The alloy studied had the following chemical composition (in wt.%): 0.48 C, 1.86 Si, 0.91 Mn, 25.4 Cr, 35.3 Ni, 1.72 Nb, 0.63W, 0.23 Mo, 0.26 V, 0.14 Ti, ≤0.5 REE, the remainder Fe.
The alloy was melted in an induction furnace. The castings were obtained by static casting into sand molds. Cast preforms with a thickness of 40 mm were used to make test pieces 10 × 10 × 15 mm in size. The test pieces were sub-jected to a heat treatment that included holding at 1150°C for 2, 10, 50, 100 or 500 h and cooling with the furnace. The heat treatment was performed in an electric furnace. The temperature of the test pieces was measured accurate to ±2°C.
The structure of the alloy was studied, an x-ray spectrum microanalysis (XRSM) of the distribution of elements in the matrix was performed, and the composition of the phases was determined using a TESCAN VEGA 2LM scanning electron microscope (SEM) equipped with an INCA X-Max-50 x-ray energy dispersive spectrometer. The accuracy of the distribution of the concentration of the chemical elements was 3 rel.% for Fe, Cr, Ni, Si, Nb, Mo, W, Ti and 20 rel.% for C. The images of the structures obtained with the help of XRSM and SEM were used for quantitative and morphological analysis of fine inclusions of phases in the alloy. For this purpose we used the VegaTC and Inca Feature software, which provides a full cycle of operation with structure images including statistical processing of the results of the evaluation of the structural parameters such as the size, the relative volume in the alloy, the shape of the particles, and the type of their crystal lattice. To make the results reliable, the analysis of the structure with respect to each parameter was performed for at least five fields of a lap 400 × 400 μm in size. The laps were fabricated and prepared with the help of equipment of the “Buehler” Company according to ASTM E 3-95.
Results and Discussion
Testing the Method of Quantitative Analysis of Disperse Hardening Phases
The method suggested is based on joint application of the methods of scanning electron microscopy and x-ray spectrum microanalysis.
Electron imaging of the structure of the alloy and determination of local element composition of the phases. To perform a quantitative analysis of the structure of the alloy we used EBSD images obtained with the help of a scanning electron microscope (in the mode of Z-contrast). The regions enriched with elements with a large atomic number look brighter on such in image than the regions enriched with elements with a lower atomic number, which look darker. An image obtained with the help of Z-contrast makes it possible to determine the structure of the object studied without resorting to any other method.
Irradiation of the surface of the test piece with accelerated electrons in a scanning electron microscope not only causes formation of back-scattered and secondary electrons but is also accompanied with generation of a characteristic x-ray radiation. Analyzing the spectrum of this radiation we can determine the element composition of the structural components, including that of individual fine inclusions.
Thus, imaging of the structure with fine inclusions of different phases in the mode of Z-contrast and analyzing the element composition of particles with close contrast allows us to identify their type and to determine the content of morphology of each type.
Figure 1 presents the structure of cast alloy 0.45C – 26Cr – 35Ni – 2Si – 2Nb. The electron image in the Z-contrast obtained with the help of SEM shows fine particles of two types differing in the brightness (white and dark) against the background of the matrix γ-solid solution. The element composition of the fine phases and of the matrix determined with the help of XRSM is presented in Table 1. The two types of particles with different contrast against the austenitic matrix (spectrum 3 ) have been identified as chromium carbides (the darker ones, spectrum 1 ) and niobium carbides (the lighter ones, spectrum 2 ).

Structure of cast alloy 0.45C – 26Cr – 35Ni – 2Si – 2Nb obtained in the mode of back-scattered electrons.
The large set of experimental data on the element composition of fine particles in the structure of the alloy shows that particles of the same contrast have identical chemical composition and belong to the same phase type.
Determination of the fraction of the area taken by particles of each type. This stage of the quantitative analysis of the structure of the alloy requires transformation of the halftone image of the studied surface region (Fig. 1) into an n-tone image. The task is solved with the use of the standard “area of object” option of the instrument panel of the VegaTC software of the TESCAN VEGA 2 LM electron microscope (Fig. 2 a).

Structure of cast alloy 0.45C – 26Cr – 35Ni – 2Si – 2Nb: a) halftone image and instrument panel of the VegaTC software with selected window with standard option “area of object”; b ) three-tone image after transition form the halftone image for determining the total fraction of the area taken by carbides of each type (the blue color indicates chromium carbides, the red color indicates niobium carbides).
The number of threshold values of the intensity of the signal corresponding to the number of types of the determined fine phases is singled out within the obtained image of the structure of the alloy. After this, the regions of the image having the signal intensity matching the specified threshold values are marked with some color. To make the identification of the phases reliable, the threshold values of signal intensity should be adjusted accurately so that all the fine particles in the structure of the alloy observed in the halftone image are fully colored appropriately when marked in the n-tone image, and the regions of the matrix with contrast close to the marked particles remains uncolored. The transition from the halftone image to a continuous-tone image of the structure makes it possible to evaluate the proportion of the area of the shot taken by particles of the specified fine phase (Fig. 2 b). Accurate adjustment of the threshold values of signal intensity makes it possible to distinguish particles differing in the mean atomic number by 0.05, which provides high accuracy and reliability of the results of the analysis of the structure of the alloy.
Studying the disperse phases in the structure of a refractory alloy we should estimate not only their relative content but also the morphology of the particles. After the element analysis of the particles, their classification into types, and checking the possibility of transition to an n-tone image they are subjected to a more detailed study with the help of the Inca Feature firmware. The data of the software can be used for quantitative estimation of the morphological features of the particles of the disperse phases such as the mean diameter, the roundness, the area, the volume fraction etc. for each fraction.
During the analysis of the structure the electron probe scans the studied surface region within the contour of every singled out particle. The element composition is determined only in the region of the singled out particle. The results of the scanning are stored in the database, where the chemical composition, the morphological parameters (the length, the width, the area, the roundness, etc.) and the characteristic spectrum are stored for each particle. The experimental databases can be ranked and the particles distributed according to the composition, size and morphological features. The volume fraction of particles of each type is determined too. Automated control of the probe and of the specimen stage makes it possible to analyze a great number of fields at a high enough magnification (from hundredfold to several thousandfold). This makes the results of the quantitative analysis of the structure representable and reliable with allowance for the balance of substance in accordance with the general chemical composition and the results of the x-ray spectrum microanalysis of the composition of different phases.
Special Features of the Method
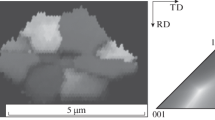
Preparation of laps. The accuracy of the determination of the types of the particles (phases) depends much on the quality of preparation of the lap. Scratches on its surface may result in high scattering of the estimates of the area taken by specific phases present in the alloy in a limited amount (<10 vol.%), because the changes in the intensity of the signal from the matrix in the scratched zone may get into the singled out zones of structure analysis, and these regions will be identified as a disperse phase. However, it is important that over preparation of the lap, which causes total removal of the mechanically hardened layer from the surface of the specimen, results in the appearance of an orientation contrast due to diffraction of back-scattered electrons (Fig. 3). The regions of the matrix with different orientation of crystallites will differ in the intensity of the detected signal, and this will hinder the determination of the threshold intensity values.

Zones 1 and 2 of the matrix γ-solid solution with different orientation contrasts in the structure of cast alloy 0.45C – 26Cr – 35Ni – 2Si – 2Nb.
Choice of magnification for the image and of the number of fields for analyzing the structure of the alloy. The accuracy of the results obtained depends considerably on the chosen magnification of the image. It is necessary to choose the size of the field (the magnification) determining simultaneously the representativeness of the quantitative analysis of the structure and the possibility of resolution of small-size particles.
For example, cast alloy 0.45C – 26Cr – 35Ni – 2Si – 2Nb has a structure represented by cells with characteristic size of the order of 100 μm separated by precipitates of chromium carbide over the boundaries. Niobium carbides are located both over cell boundaries and in cell bodies. Under long high-temperature holds the cell structure of the alloy preserves the main characteristic features, but the content and the morphology of the disperse hardening phases change [6–9]. The changes occur both in the bodies of the grains and around the primary carbides. Accordingly, the representativeness of the analyzed structure region depends on the number of cells and particles in the analyzed field. On the other hand, increase of the size of the analyzed region (i.e., decrease in the image scale) results in lowering of the resolution and it becomes impossible to measure reliably the area of small-size particles. Numerous tests followed by statistical processing of the results have shown that the size of the analyzed region for quantitative analysis of the structure of alloy 0.45C – 26Cr – 35Ni – 2Si – 2Nb should be about 400 × 400 μm. Such a region contains at least five cells and several hundred particles of disperse phases. If the analyzed structure region has the size mentioned, the error of the determination of the area of a particle with a size of 1 – 2 μm does not exceed 25%; for larger particles the error is mush less. For example, for the particles 10 μm in size the error is 3%. Since the dominant particle size in the initial cast structure is 3 – 5 μm or more, a field with a size of 400 × 400 μm provides high accuracy of determination of the total area taken by particles (phases) of this or that type. By increasing the number of fields to 10 – 20 we can raise the representativeness of the experimental results.
Scanning rate. Correct choice of scanning of the studied region is important for obtaining reliable results in the analysis of the structure of the alloy. The optimization criteria are lowering of the level of the instrumental noise, which influences directly the quality of the image, and shortening of the time of integration of the image. It has been shown experimentally that the scanning rate should be > 150 msec/pix.
Then one shot is integrated in about 3 min.
Accuracy of the method. When the mentioned features and limitations are taken into account, the suggested method of quantitative analysis of the structure of alloys with disperse inclusions of various phases is accurate enough. The approach makes it possible to determine the proportion of the total area taken by particles of disperse phases of every type, which differ in the mean atomic number by no less than 0.05. The error of the determination is less than 10%.
Quantitative Analysis of Transformation of Disperse Hardening Phases under Long-Term High-Temperature Holding
The method has been applied for evaluating the changes in the disperse hardening carbide phases in alloy 0.45C – 26Cr – 35Ni – 2Si – 2Nb during a hold at the operating temperature and for analyzing their mechanism on the basis of the obtained experimental results. The transformation of the two types of carbides present in the structure of the alloy (chromium and niobium ones) was studied qualitatively and quantitatively. When studying the alloy in cast condition and after a hold at 1150°C for 2 – 500 h we determined the following parameters (for each carbide type): the total area of the carbide phase, the total areas and the contents of carbides of different fractions (with respect to the area of the inclusion, the mean diameter, the roundness evaluated in terms of the deviation of the points of the actual profile of the inclusion from the adjacent regular circumference). The chosen parameters allowed us to evaluate the changes in the proportion of carbide phases in the structure of the alloy and in their morphology in the process of operation of the alloy.
The data of Fig. 4 show that holding at 1150°C increases considerably the content of chromium carbides in the structure from 3.1 vol.% in cast condition to 5.3 and 5.8 vol.% after 100 and 500 h respectively. The content of niobium carbides remains virtually invariable.

Volume content of chromium and niobium carbides in the structure of alloy 0.45C – 26Cr – 35Ni – 2Si – 2Nb as a function of the time of the hold at 1150°C [CC) cast condition].
The suggested method of quantitative metallographic analysis of alloys with precipitation hardening can not only be used for determining the changes in the content of phases of different types in the structure but also to trace the changes in the morphology of individual inclusions. The most demonstrative characteristics are the sizes and the roundness of the particles. Figure 5 presents the results of such an analysis. It can be seen from Fig. 5 a and b that after 2 – 10 h of holding at 1150°C the relative fraction (in %) of particles of chromium carbides with mean diameter d < 2 μm in the structure of the cast alloy increases from 57 to 87 – 88, i.e., by a factor of 1.5. The relative content of inclusions of other sizes in the total content of chromium carbides decreases. In the total area taken by this carbide phase in the structure of the alloy the fraction of fine inclusions with area S = 1.20 μm2 also increases considerably after 2 – 10 h (Fig. 5 c and d). Prolongation of the hold to 100 h causes gradual decrease in the fraction of fine round inclusions of chromium carbides. The determined changes in the morphology of chromium carbides in the structure of the cast alloy during holding at 1150°C are also observed for niobium carbides, but the absolute value of the changes is much lower. It should be noted that despite the low content (about 1.5 vol.%) and high stability of niobium carbides in the structure the used method of metallographic analysis permits reliable determination of even low quantitative and morphological changes.

Relative fraction of inclusions of chromium and niobium carbides with different mean diameters (a, b ) and different roundness (e, f ) in the total volume of the respective phases and different areas (c, d ) in the total area as a function of the duration of the hold at 1150°C for cast alloy 0.45C – 26Cr – 35Ni – 2Si – 2Nb. The numbers at the curves give: a, b ) the mean diameter of the particles in μm; c, d ) the area of the particles in μm2; e, f ) the roundness parameter.
It follows from the experimental results that the structure of the cast alloy subjected to 2 – 10-h holding at 1150°C acquires a considerable content of fine secondary chromium carbides and, to a less degree, of round niobium carbides. The fine secondary inclusions are arranged in the matrix primarily around coarse eutectic chromium carbides repeating their shape but at a distance of at least ~ 5 μm (Fig. 6).

Structure of alloy 0.45C – 26Cr – 35Ni – 2Si – 2Nb in cast condition (a) and after a 2-h hold at 1150°C (b ): the blue color marks chromium carbides; the red color marks niobium carbides.
It has been shown in [6–9] that high-temperature treatment and operation of cast alloys of series HP (25Cr35Ni) causes continuous structural transformations connected with changes in the type of the carbide phases accompanied by formation of various intermetallic compounds with variable composition. By the data of [9–12] the primary eutectic M7C3 chromium carbides transform into M23C6 carbides; matrix (FeCrNi) m C n carbides form and then transform into M23C6 carbides. Accordance to [13], the NbC and M23C6 may transform into M6C in late stages of the hold; the metallic component of the latter contains Fe, Cr, Nb, Si, Mo and other elements. The main result of the transformation of carbide particles due to high-temperature operation seems to consist in growth of the volume of the carbide phase in the structure, because the M7C3→M23C6→M6C and MC→ M6C transformations are accompanied by decrease in the carbon concentration in the final carbides. For example, the transformation of the initial M7C3 into M23C6 is accompanied by freeing of carbon ∆C = 9.00 – 5.68 = 3.2 wt.%, and hence the carbon content in the M7CC3 carbide should be enough for formation of M23C6 with a volume exceeding the initial one by a factor of 9.00/5.68 = 1.6. The MC-base nio-bium carbide contains 11.4 wt.% carbon and is describable by the formula MC0.97 in accordance with the data of the XRSM (Table 2). When it transforms into a M6C niobium carbide, the carbon content decreases to about 2.1 wt.%, i.e., is 5.4 times lower than in the initial carbide. The required growth in the concentration of metallic elements in the carbides (due to the decrease in the carbon concentration) is provided by their diffusion from the matrix γ-phase.
The results of the study of structural changes in cast alloy 0.45C – 26Cr – 35Ni – 2Si – 2Nb under high-temperature holding match these concepts. It is expedient to analyze the kinetics of the transformation of carbides at different successions of their types on the basis of the balance of the carbon content. The carbon content is determined by general chemical analysis and amounts in the initial alloy to 0.48 wt.%. The components of the balance of carbon content are the matrix γ-phase, the chromium- and niobium-base carbides, and the intermediate carbides (if determined by the method of quantitative metallography). The structure alloy 0.45C – 26Cr – 35Ni – 2Si – 2Nb in cast condition contains M7C3 chromium-base carbides and MC niobium-base carbides; after a 2-h hold at 1150°C it contains M23C6 chromium-base carbides and MC niobium-base carbides (Tables 2 and 3). In this case the equation of balance of the carbon content has the form
where ΣV i = V(M7C3) + V(M23C6) + V(MC).
Then
where C is the carbon concentration in the respective phase as determined by the x-ray spectrum microanalysis, V is the content (volume fraction) of the respective phase in the structure of the alloy as determined by the method of quantitative electron microscopy. The computational scheme for chemical microanalysis with the help of modern research facilities is based on balance of the total chemical composition of the carbide Σ = 100%. The carbon content in the matrix γ-phase is not determinable by the method of XRSM, because it is lower than the sensitivity of the method. An additional limitation for the carbon content is the stoichiometric formula of the carbides determined in accordance with the crystal lattice by methods of electron microscopy. The volume of the carbide phase in the structure of alloy 0.45C – 26Cr – 35Ni – 2Si – 2Nb in different conditions (Table 4) has been determined with the use of the suggested method of quantitative metallographic analysis. Such analysis gives the value of carbon content in the matrix C (γ). The obtained values of carbon concentration (Table 4) do not contradict the logic of the metallurgy, i.e., (1) the computed carbon concentration in the matrix γ-phase should not exceed the maximum solubility at the hold temperature (the maximum solubility of carbon in the γ-phase of alloys of the system studied is obviously < 0.10 wt.%); (2 ) prolongation of the hold time should lower the carbon content in the γ-phase due to the additional precipitation of carbides; (3 ) decrease in the rate of cooling from the hold temperature should lower the carbon content in the γ-phase.
Thus, chromium carbides in the structure of alloy 0.45C – 26Cr – 35Ni – 2Si – 2Nb transform under high-temperature holding yielding “free” carbon. The carbon concentration in the matrix γ-phase either remains unchanged or is reduced (Table 4). The atoms of carbon freed upon the M7C3 → M23C6 → M6C modification of the carbides diffuse into the matrix solid solution. At a distance of about 5 μm from the eutectic inclusions of chromium carbide carbon interacts with the main chemical elements of the matrix of the alloy and forms a M m C n carbide (Table 2). Therefore, after 2 – 10 h of holding at 1150°C a great number of secondary fine carbide inclusions appears in the structure of the alloy. When the hold time is prolonged, the intensity of formation of new fine carbides decreases, and the process of coarsening of the available inclusions is intensified.
The results obtained agree well with the known concepts on high stability of niobium carbides and occurrence of a number of successive transformations in chromium carbides of the Fe – Cr – Ni alloys of the H-series under a high-temperature hold [7–13]. However, despite the considerable changes in the content and morphology of the chromium carbide inclusions under long-term holds at the operating temperature the general nature of the structure of the alloy is preserved. The alloy contains an austenitic matrix stabilized with an eutectic over the boundaries of dendrite cells. It seems that the matrix is reinforced with fine disperse carbides. The content of the carbide phase increases during the high-temperature exposition. Thus, the endurance of refractory alloy 0.45C – 26Cr – 35Ni – 2Si – 2Nb is preserved under the conditions long-term high-temperature operation.
Conclusions
-
1.
We have developed a method for quantitative metallographic analysis of disperse inclusions in multiphase alloys, which is based on joint use of experimental data of an x-ray spectrum microanalysis and digital processing of electron microscope images of the structure. Application of the method for analyzing transformations of carbide phases in a refractory alloy of the Fe – Cr – Ni system of series 25Cr35Ni during high-temperature exposition has shown that the accuracy and reliability of the method are high enough. The representativeness of the method is no worse than that of light metallography and provides quantitative estimation of the chemical composition, size and morphology of disperse inclusions in the structure of alloys.
-
2.
Quantitative changes in the content of carbide phases and their morphological parameters in the structure of alloy 0.45C – 26Cr – 35Ni – 2Si – 2Nb have been studied in the process of long-term holding at 1150°C. It has been shown that high-temperature holding increases considerably the content of chromium carbides in the structure of the cast alloy and not considerably the content of niobium carbides. The highest changes in the content of the carbides occur in the first 2 – 10 h of the hold. Under longer holds (for up to 500 h) these processes are decelerated (for the chromium carbides) or remain steady (for the niobium carbides).
-
3.
Growth in the content of the carbide phase in the structure of alloy 25Cr35Ni at the operating temperature is connected with successive transformations of eutectic chromium carbides in the direction Cr7C3 →M23C6 →M6C. Carbon freed (in accordance with the balance of chemical components) as a result of such transformations forms compact secondary fine carbide inclusions in the solid solution. The process occurs from the start of heating of the alloy and develops intensely for up to 10 h of holding. Then it is decelerated due to partial dissolution of the carbide phases, formation of intermediate phases of different compositions and coarsening of the fine inclusions.
References
L. H. De Almeida, A. F. Ribeiro, and I. L. May, “Microstructural characterization of modified 25Cr – 35Ni centrifugally cast steel furnace tubes,” Mater. Characteriz., 49(3), 219 – 229 (2003).
M. Garbiak, W. Jusinski, and B. Piekarski, “Materials for reformer furnace tubes. History of evolution,” Arch. Foundry Eng., 11(Spec. Issue 2), 47 – 52 (2011).
Oscar A. Quintana Ponce, Structural and Magnetic Studies of an Ex-Service Cast Austenitic Steel Tube Used in Hydrogen Reformers, Author’s Abstract of Doctoral’s Thesis, Graduate College of the University of Illinois at Chicago, Chicago, Illinois (2012), 176 p.
A. I. Rudskoy, A. S. Oryshchenko, C. Yu. Kondrat’ev at al., “Special features of structure and long-term strength of cast refractory alloy 45Kh26N33S2B2,” Metalloved. Term. Obrab. Met., No. 4, 42 – 47 (2013).
A. S. Oryshchenko, S. Yu. Kondrat’ev, G. P. Anastasiadi, et al., “Special features of structural changes in refractory alloy 45Kh26N33S2B2 at operating temperatures. Report 1: Cast condition,” Nauch.-Tekh. Vedomosti SPbGPU, Ser. “Nauka Obraz.,” No. 142, 155 – 163 (2012).
E. A. Kenik, P. J. Maziasz, R. W. Swindeman, et al., “Structure and phase stability in cast modified-HP austenite after longterm ageing,” Scr. Mater., 49(2), 117 – 122 (2003).
A. I. Rudskoy, A. S. Oryshchenko, S. Yu. Kondrat’ev, et al., “Mechanism and kinetics of phase transformations in refractory alloy 45Kh26N33S2B2 under long-term high-temperature holds. Part 1,” Metalloved. Term. Obrab. Met., No. 1, 3 – 8 (2014).
A. I. Rudskoy, S. Yu. Kondrat’ev, G. P. Anastasiadi, et al., “Mechanism and kinetics of phase transformations in refractory alloy 45Kh26N33S2B2 under long-term high-temperature holds. Part 2,” Metalloved. Term. Obrab. Met., No. 3, 12 – 18 (2014).
A. I. Rudskoy, G. P. Anastasiadi, S. Yu. Kondrat’ev, et al., “Effect of the factor of the number of electron vacancies on the kinetics of formation, growth and dissolution of phases under long-term high-temperature holds of refractory alloy 0.45C – 26Cr – 33Ni – 2Si – Nb,” Fiz. Met. Metalloved., 115(1), 3 – 13 (2014).
A. I. Rudskoy, S. Yu. Kondrat’ev, G. P. Anastasiadi, et al., “Transformation of the structure of refractory alloy 0.45C – 26Cr – 33Ni – 2Si – 2Nb under long-term high-temperature holding,” Metalloved. Term. Obrab. Met., No. 10, 7 – 14 (2013).
A. S. Oryshchenko, S. Yu. Kondrat’ev, G. P. Anastasiadi, et al., “Special features of structural changes in refractory alloy 45Kh26N33S2B2 at operating temperatures. Report 2: Effect of high-temperature holding,” Nauch.-Tekh. Vedomosti SPbGPU, Ser. “Nauka Obraz.,” No. 147-1, 217 – 228 (2012).
A. I. Rudskoy, G. P. Anastasiadi, A. S. Oryshchenko, et al., “Special features of structural changes in refractory alloy 45Kh26N33S2B2 at operating temperatures. Report 3: Mechanism and kinetics of phase transformations,” Nauch.-Tekh. Vedomosti SPbGPU, Ser. “Nauka Obraz.,” No. 154-2, 143 – 150 (2012).
T. Sourmail, “Precipitates in creep resistant austenitic stainless steels,” Mater. Sci. Technol., 17(1), 1 – 14 (2001).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 7, pp. 36 – 43, July, 2015.
Rights and permissions
About this article

Cite this article
Kondrat’ev, S.Y., Ptashnik, A.V., Anastasiadi, G.P. et al. Analysis of Transformations of Carbide Phases in Alloy 25Cr35Ni by the Method of Quantitative Electron Microscopy. Met Sci Heat Treat 57, 402–409 (2015). https://doi.org/10.1007/s11041-015-9896-0
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-015-9896-0