
Anew hot-stamping steel that is alloyed with chromium and manganese and does not contain boron additions has been developed. The effect of reheating temperature and cooling rates on the mechanical properties and structure of the steel is determined. Atreatment regime that increases the ductility of the steel without a noticeable decrease in its strength is proposed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Safety, protecting the environment, and saving energy are the keys to progress in automotive engineering and manufacturing. Reducing the weight of the body of automobiles is the most important of the methods that are being employed to save energy, along with the use of new energy resources and fuel-efficient engines [1, 2]. Automobile weight can be decreased by increasing the strength of the vehicle’s body [3]. To ensure the safety of the passengers, materials belonging to different strength classes need to be developed to make different parts of the automobile. The driver’s compartment is the most important element from the standpoint of safety and must be made of ultra-strong materials [4]. Many studies have shown that the weight of automobiles can be reduced 15% if the sheet steel that has traditionally been used is replaced by ultrahigh-strength steels with a tensile strength σr ~ 1500 MPa [5]. The development and study of ultrahigh-strength steels are expanding throughout the world [3–6]. However, an increase in the strength of the material used to make automobiles will complicate the technology used to deform it due to the greater force that will be needed for the forming operations and will also accelerate wear of the dies and increase springback [7]. A new solution being proposed to enhance the formability of the material is the use of hot stamping at high temperatures followed by quenching in a die [8].
One important factor in the use of hot stamping is the ability of the steel that is being deformed to form a completely martensitic structure while it is undergoing quenching in the die. The formation of such a structure is necessary to attain the required strength [9]. Boron is usually added to the steel to improve its quenchability. Steels 22MnB5, 27MnCrB5, and others are typically used for hot stamping [7–10]. However, a vacuum needs to be used in order to obtain the prescribed boron content in the steelmaking operation, and that increases the cost of the process. A new steel made without boron additions and containing chromium and manganese has recently been developed [11].
The goal of this investigation is to study the effect of reheating temperature and cooling rates on the microstructure and properties of steel that contains chromium and manganese in order to optimize the parameters for the treatment of this steel.
Methods of Study
The steel being examined had the following chemical composition, wt.%: 0.15 C; 0.24 Si; 1.66 Mn; 1.26 Cr; 0.01 Al; 0.001 Ti; 0.006 Nb; 0.0004 B. The steel was obtained by vacuum refining and was hot-rolled to a thickness of 4 mm.
We determined the critical points of the steel: Ac 1 ~ 712°C, Ac 3 ~ 834°C, and M s ~ 389°C. The critical cooling rate for obtaining a completely martensitic structure about 14 K/sec.
A heat treatment was used to simulate the process of hot stamping, since the only difference between these processes is the effect of deformation on quenching—which can be ignored. The specimens were heated to 950, 1000, 1050, and 1100°C, held at those temperatures for 10 min, and quenched at a rate of 20 K/sec to determine the effect of reheating temperature on the size of the austenite grains.
Also, to study the effect of the multiphase structure on the mechanical properties, specimens were reheated to the critical annealing temperatures of 720, 750, 780, 810, 840, and 890°C and then quenched to room temperature at a rate of 20 K/sec.
To study the effect of cooling rate on the microstructure and properties, specimens were heated to 980°C, held at that temperature for 10 min, and cooled at rates of 6, 14, and 20 K/sec.
Results and Discussion
Effect of the Austenitizing Temperature on the Microstructure and Properties of the Steel
Table 1 shows the mechanical properties of the steel after quenching from different temperatures. Heating the steel to 950 – 1050°C did not result in any significant changes to its mechanical properties: σr = 1585 – 1650 MPa; δ ~ 10%. However, heating the specimens to 1100°C led to a significant deterioration in mechanical properties: σr = 1110 MPa, which does not satisfy the general requirement for steels with ultrahigh strength (σr ~ 1500 MPa); there is also a decrease in δ in this case. These results might be attributable to growth of the austenite grains and the formation of pro-eutectoid ferrite along the grain boundaries.
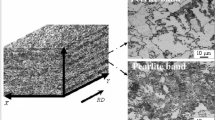
Figure 1 shows the martensitic structure of the steel after quenching from 950 – 1100°C. The studies showed that austenite grain size increases after an increase in the reheating temperature (Figs. 2 and 3). This increase in grain size accelerates after heating above 1050°C, which might be related to the dissolution of alloyed carbides [12, 13]. It is also a well-known fact that growth of the original austenite grains is accompanied by an increase in the width of the austenite laths and a consequent decrease in the strength and ductility of the steel.

Microstructure of the Cr – Mn steel after quenching from different temperatures: a) 950°C; b ) 1000°C; c) 1050°C; d ) 1100°C.

Morphology of the austenite in the structure of the Cr – Mn steel after quenching from different temperatures: a) 950°C; b ) 1000°C; c) 1050°C; d ) 1100°C.

Dependence of austenite grain size on the pre-quench reheating temperature.
A fully martensitic structure is formed if the reheating temperature does not exceed 1050°C (Fig. 1 a – c). Pro-eutectoid ferrite can be seen along the boundaries of the austenite grains. A certain amount of bainite is also formed after heating to 1100°C (Fig. 1 d ), which leads to a reduction in strength. A crack can easily form along the grain boundaries at the ferrite-martensite interface due to the large differences in the strength and ductility of these phases. There is also a corresponding decrease in elongation.
Effect of the Two-Phase Microstructure on the Mechanical Properties of the Steel
If the specimens are heated to 720°C — which is very close to Ac 1—then the steel’s microstructure consists of ferrite and martensite (Fig. 4 a ). An increase in reheating temperature to 750° should increase the volume content of martensite, since the volume content of austenite also increases in this case. Table 2 shows the volume content of martensite

Microstructure of the Cr – Mn steel after quenching from different temperatures: a) 720°C; b ) 750°C; c) 780°C; d ) 810°C; e) 840°C; f ) 890°C.
(M V ) in relation to the temperature to which the steel is heated prior to quenching. The corresponding microstructure of the steel is shown in Fig. 4. A fully martensitic structure should be formed after heating above Ac 3 = 834°C.
Tables 2 and 3 show the effect of the microstructure on the mechanical properties of the steel. Its strength increases and its ductility decreases with an increase in the volume content of martensite. However, the highest yield point was obtained with a martensite content of 85% after quenching from 780°C. This result requires further study. The value σr = 1500 MPa that is needed for the steel which has been developed can be obtained even with a partially martensitic structure and a lower carbon content of 0.15%. The necessary strength can be achieved here because of solid-solution strengthening with chromium and magnesium and/or dispersion-hardening by carbide particles, as well as because of a small grain size. It should be noted that a good value for elongation, δ = 13%, is obtained with high-level strength. Thus, the largest value for the product of tensile strength and elongation (σr δ) can be obtained after quenching from about 780°C, when a structure composed of 85% martensite and 15% ferrite is formed. Further study can make it possible to optimize the microstructure and properties from the standpoint of having the optimum combination of ferrite, martensite, and bainite.
Effect of Cooling Rate on the Microstructure and Properties of the Steel
Figure 5 shows the microstructure of the steel after quenching at rates of 6, 14, and 20 K/sec. After quenching at 6 K/sec, the steel’s structure consists of martensite and a small amount of bainite (Fig. 5 a ) because the cooling rate is below the critical value. An almost completely martensitic structure is formed after cooling at a rate of 14 K/sec, which coincides with the critical value. A further increase in cooling rate will be accompanied by a decrease in the size of the martensite laths (Fig. 5 b and c).

Microstructure of the steel after cooling from 980°C at different rates: a) 6 K/sec; b ) 14 K/sec; c) 20 K/sec.
Table 4 shows the mechanical properties of the steel after cooling at different rates. The highest value for the product (σr δ) is obtained with the cooling rate at the intermediate value, although the values of σr and σ0.2 increase with the cooling rate. Steels having different strengths that depend on cooling rate can be produced for different practical applications, i.e. it is possible to satisfy the strength requirements for different automobile parts.
Conclusions
-
1.
The new Cr – Mn steel developed for hot stamping has good quenchability at a cooling rate of 14 K/sec, which is an improvement on boron-bearing steel 22MnB5. The critical cooling rate for the formation of martensite in the latter steel is 27 K/sec.
-
2.
With a low carbon content of 0.15% and a fully martensitic structure, the tensile strength of the new steel can exceed σr = 1500 MPa with an elongation δ ~ 8%.
-
3.
To satisfy existing requirements on the strength and ductility of steels for hot stamping, the new steel should not be heated above 1050°C prior to quenching.
-
4.
Optimizing the reheating temperature and the rate of cooling of the steel during quenching will make it possible to optimize its strength and ductility through small additions of ferrite and bainite.
The authors would like to acknowledge the financial support from the Science and Technology Department of Anhui Province(12010202015) and Maanshan Iron & Steel Company Limited.
References
T. Senuma, ISIJ Int., 41, 520 (2001).
A. Turetta, S. Bruschi, and A. J. Ghiotti, J. Mater. Proc. Technol., 177, 396 (2006).
Z. Shan, S. Qin, Q. Liu, and F. Liu, Int. J. Precis. Eng. Man., 13, 1095 (2012).
E. Ghassemich, “Materials in Automotive Application, State of the Art and Prospects,” in: New Trends and Developments in the Automotive Industry (2011), p. 366.
Z. Deng and X. Wang, Iron and Steel (China), 28, 73 (1993).
He Lianfang, Doctoral Thesis, Shandong University (2013).
M. Merklein and J. Lecher, J. Mater. Proc. Technol., 177, 452 (2006).
H. Karbasian and A. E. Tekkaya, Ibid., 210, 2103 (2010).
M. Naderi, M. Ketabchi, M. Abbasi, and W. J. Bleck, Ibid., 211, 1117 (2011).
M. Naderi, Doctoral Thesis, RWTH, Aachen (2007).
G. Zhu, H. Zhou, Q. Li, et al., Iron Steel Res. Int., accepted.
S. G. Hong, H. J. Jun, K. B. Kang, et al., Scr. Mater., 48, 1206 (2003).
W. Li and X. Kang, Special Steel, 27, 5 (2006).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 6, pp. 30 – 34, June, 2015.
Rights and permissions
About this article

Cite this article
Zhou, H., Zhu, G., Li, Q. et al. Microstructure and Properties of a New Cr – Mn Steel without Boron Additions for Use in Hot Stamping. Met Sci Heat Treat 57, 339–343 (2015). https://doi.org/10.1007/s11041-015-9886-2
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-015-9886-2