
Results are given for a study of the effect of heat treatment regimes on the nature of change in micromechanical properties and phase composition of magnesium-aluminum composite material AD1-MA2-1 prepared by explosive welding.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Development of the leading branches of industry gives rise to a requirement for using materials exhibiting improved service properties compared with those used traditionally. The optimum solution of this problem is assimilation of production components and assemblies made from layered composite materials (LCM), combining not only the properties of the component alloys, but also as a rule acquiring a spectrum of new unique characteristics, such as corrosion resistance, electrical conductivity, heat resistance, and wear resistance. Magnesium-aluminum composite material (CM), used extensively in aviation and space industries, automobile building, shipbuilding, and chemical engineering, makes it possible to improve existing structures of machines and equipment by increasing reliability and operating properties, and to create fundamentally new structures of objects with better engineering characteristics. For the first time in domestic and overseas practice colleagues of the faculty of Materials Science and Welding Production of the Volgograd State Technical University have developed production processes for preparing by explosive welding (EW) composite compound based on magnesium and aluminum alloys followed by preparation from sheet welded workpieces of thin-walled adapters and welding them into structures of various heat adjusters, pipelines, power generating systems of flying equipment, operating in the temperature range from – 180 to + 400°C.
Complex production processes, including, EW, rolling and special heat treatment, make it possible to prepare LCM for multiple purposes [1, 2]. These materials exhibit a special structure in the form of alternating layers of basic and intermetallic layers through the thickness. The main layers used are various metals in different combinations: Ti – Fe, Cu – Al, Mg – Al, etc., capable due to reactive diffusion on heating to form intermetallic interlayers of prescribed thickness. Physical and mechanical properties of LCM are governed considerably by the volume fraction of the diffusion interlayers grown within them. Bimetal and multi-layered workpieces and objects welded by explosion may be subjected to different high- and low-temperature treatment. Prior heat treatment reduces the level of internal stresses, microdefect density, and hardness of the composite components, reduces differences in hardness of the main materials, and strengthened zones at the boundaries of joints, facilitates subsequent deformation under pressure, and improves machinability. The final heat treatment makes it possible to obtain a prescribed level of mechanical operating properties and required microhardness of individual layers appropriate for CM working conditions [3–6].
The aim of this work is to study formation of diffusion interlayers and to evaluate the phase composition of magnesium-aluminum composite with different heat treatment regimes.
Methods of Study
The starting materials used for magnesium-aluminum CM were billets of aluminum AD1 and magnesium alloy MA2-1 in the as-supplied condition. The thickness of the cladding layer (AD1) was 2 mm, and for the base (MA2-1) it was 4 mm. Welding by explosion was accomplished by an angular scheme in optimum regimes guaranteeing realization of joint strength, corresponding to least strong of the metals joined, i.e., aluminum AD1. Annealing of magnesium-aluminum CM was carried out in a SNOL-1.6.2.51/11-IZ furnace at 150 – 400°C for 1 – 100 h. Metallographic studies at magnifications from × 50 to × 200 were carried out in an Olympus BX51 light microscope with recording of the microstructure with a DP-12 digital camera.
Component microhardness was determined in a PMT-3M instrument by the method of restored impression with indentation of a diamond indenter in the form of a four-sided pyramid with a square base, and an angle at the tip of 136° (GOST 9450–76) under a load of 0.2 – 0.5 N.
X-ray structural analysis was performed in a DRON-3 diffractometer in copper K α-radiation in order to determine CM phase composition. Phase identification was accomplished by means of a Chrystallographica program Powder Diffraction File-2 database (The International Center for Diffraction Data).
Results and Discussion
It has been established that the properties of intermetallic composites are affected considerably by the phase composition of zone near the seam (ZNS), features of intermetallic phase formation, and also factors facilitating their occurrence and rapid growth.
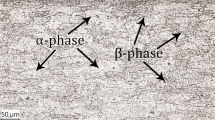
There are no intermetallic phases after EW at the boundary of a magnesium-aluminum composite (Fig. 1a ). Heating above 150°C with holding for 1 h or more leads to a situation that within the joint zone there is generation and formation of local areas of intermetallic interlayer, which with an increase in temperature and holding duration increase in size and grow into one continuous interlayer (Fig. 1b and c ). The reactive diffusion gradient is aimed in the direction of aluminum, i.e., a diffusion interlayer grows in to the depth of AD1.

Composite material AD1-MA2-1 microstructure: a) after explosive welding (EW); b, c, d, e, f ) after EWand holding at 400°C for 1 h, 4 h, 16 h, 50 h, and 100 h respectively. × 200.
An increase in holding duration at 400°C from 4 to 16 h causes a two-fold increase in diffusion layer thickness (Fig. 1d ). Heating at 400°C for 50 to 100 h leads to an increase in interlayer thickness by a factor of ten to 550 ìm(Fig. 1e and f ), from the aluminum side, and facilitates occurrence of diffusion in the magnesium alloy side.
It has been established that CM microhardness after explosive welding in the ZNS from the aluminum side increases to 550 MPa, and from the MA2-1 side to 1500 MPa as a result of metal strain hardening (Fig. 2a ). Microhardness of the main layers is unchanged and remains at 400 MPa for aluminum and 900 MPa for magnesium alloy. Holding at 400°C for 1 h reduces ZNS microhardness for alloy MA2-1 to 700 MPa and it hardly changes the aluminum ZNS microhardness (Fig. 2b ). An increase in holding time from 4 to 16 h facilitates strengthening of the aluminum ZNS, i.e., the microhardness of this zone increases to 2000 and 2500 MPa respectively (Fig. 2c ). The ZNS microhardness for magnesium alloy is 600 MPa. With an increase in holding time to 100 h the ZNS hardness from the side of AD1 increases to 3000 MPa, and from the magnesium size to 1500 MPa.

Microhardness distribution through material thickness (h is distance from joint boundary) from side of aluminum AD1 (a, c) and alloy MA2-1 (c, d ). Numbers of curves are holding duration at 400°C after explosive welding (EW).
Holding at 400°C for 1 h leads to formation of a diffusion interlayer at distance h = 0.02 mm from the seam boundary. The interlayer consists of aluminum solid solution and Mg2Al3 intermetallic. After holding for 16 h at 400°C there is diffusion growth of the interlayer to h = 0.25 – 0.30 mm on the aluminum side. The interlayer phase composition: Al solid solution; Al; Mg2Al3; Al12Mg17; Mg3Al2.
A further increase in holding time at 400°C to 50 h leads to interlayer growth to h = 0.25 – 0.40 mm and an increase in amount of intermetallic phase within it.
After holding for 100 h at 400°C interlayer thickness on the aluminum side increases to h = 0.6 – 0.7 mm. In the ZNS there is a change in the quantitative ratio of phases, i.e., there is a significant increase in the proportion of Mg2Al3 intermetallic, and also there is formation of a diffusion interlayer on the magnesium side to a distance up to 0.12 mm, consisting of solid solution of magnesium and intermetallics Mg2Al3, Mg3Al2, Al12Mg17 (Fig. 3).

X-ray diffraction patterns of intermetallic layer in AD1-MA2-1 composite material after holding at 400°C for 100 h: a) from aluminum AD1 side at distance h = 0.25 mm from joint boundary; b ) from alloy MA2-1 side, h = 0.12 mm; 1 ) Al; 2 ) Mg; 3) Mg2Al3; 4 ) Al12 Mg17; 5) Mg3 Al2.
Conclusions
-
1.
After explosive welding of sheets of aluminum AD1 and magnesium MA2-1 within the composite material formed there is strain hardening of the ZNS, i.e., on the aluminum side up to HV = 550 MPa, and on the MA2-1 side up to HV = 1500 MPa. There are no intermetallic phases in the contact zone.
-
2.
Heating of an explosively welded composite, starting from 150°C, leads to formation of local diffusion areas within the seam zone. With an increase in temperature to 400°C the size of sections increases and they grow into one continuous diffusion interlayer.
-
3.
The reactive diffusion gradient for elements in the seam zone is aimed in the direction of aluminum with a holding time up to 50 h. After holding for 100 h their diffusion is also observed in the magnesium side.
-
4.
The composition of diffusion interlayers formed within composite material during heat treatment has been established by x-ray phase analysis: on both aluminum and magnesium sides there is formation of intermetallic phases Mg2Al3, Al12Mg17, and Mg3Al2.
References
Yu. P. Trykov and V. G. Shmorgun, Layered Composite Properties and Operating Capacity: Monograph [in Russian], VolgGTU, Volgograd (1999).
Yu. P. Trykov, V. G. Shmorgun, and L. M. Gurevich, Layered Composites Based on Aluminum and its Alloys [in Russian], Metallurgizdat, Moscow (2004).
Yu. P. Trykov, L. M. Gurevich, and D. V. Pronichev, Composite Adapters: Monograph [in Russian], VolgGTU, Volgograd (2007).
Yu. P. Trykov, A. P. Yaroshenko, A. I. Elovenko, et al., “Creation of heat-resistant CM of the steel – titanium system,” in: Metallurgy and Strength of Materials [in Russian], Volgograd (1990).
V. N. Gul’bin, Yu. P. Trykov, A. I. Elovenkov, and A. P. Yaroshenko, “Creation of heat-resistant composite material of the system titanium – iron,” in: Question of Atomic Science and Technology [in Russian], Minatomernergoprom, Moscow (1991).
Yu. P. Trykov, D. V. Pronichev, A. P. Yaroshenko, and R. K. Tkachev, “Thermophysical properties of layered intermetallic composites,” in: Advanced Methods for Preparing and Treating CM and Coatings, and Improving the Life of Flying Machines [in Russian], Volgograd (1996).
The work was carried out with financial support of the Russian Federation Ministry of Education and Science, assignment No. 11.1865.2014/K.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 5, pp. 47 – 50, May, 2015.
Rights and permissions
About this article

Cite this article
Arisova, V.N., Trykov, Y.P., Slautin, O.V. et al. Effect of Heat Treatment on Mechanical Properties and Phase Composition of Magnesium-Aluminum Composite Prepared by Explosive Welding. Met Sci Heat Treat 57, 291–294 (2015). https://doi.org/10.1007/s11041-015-9877-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-015-9877-3