
The effect of out-of-furnace treatment on the structure and properties of high-manganese steel 110G13L in cast condition and after a heat treatment (quenching) is studied. Data for two variants of out-of-furnace treatment (standard and experimental) are compared.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
High-manganese steel of grade 110G13L is used much for making castings subjected to high dynamic loads and impact- abrasive effects [1]. In cast condition the steel has a chiefly two-phase structure represented by an austenitic matrix and inclusions of iron-manganese carbides. During heating and holding at a temperature of 1050 – 1100°C the carbides dissolve in the austenite, and the steel acquires a single- phase structure. The single-phase austenitic structure is preserved under subsequent water quenching. As a result, the steel combines a high impact toughness with a capacity for surface hardening, when the austenite in the mechanically hardened layer transforms into martensite making the steel hard and wear resistant. When the hardened layer is worn out, it is reproduced in deeper sections of the casting. Therefore, a hardened wear-resistant layer on the surface of the casting is permanently restored.
Steel 110G13L has a wide range of crystallization and is thus susceptible to transcrystallization and formation of hot (shrinkage) cracks. Other conditions being equal the contamination of the boundaries of austenite grains with segregations (phosphorus, sulfur, etc.) is higher due to formation of a coarse-grain structure. Accordingly, the impact toughness of the steel is reduced and the susceptibility to crack formation enhanced. This makes it important to form a fine-grain structure in castings. This goal is achieved by limiting the superheating of the melt (to at most 1550°C) and applying ladle treatment with aluminum and titanium.
The aim of the present work was to study the possibility of intensification of the modifying action of the out-of-furnace (ladle) treatment by using ferrosilicoaluminum FS45A15 instead of metallic aluminum.
Methods of Study
We presumed that ferrosilicoaluminum should be assimilated by the liquid metal better and more steadily. This was expected to keep the residual content of aluminum in a narrow and most optimum range. A titanium additive provides bonding of nitrogen and should prevent formation of film aluminum nitrides in the casting, on the one hand, and form inclusions of titanium nitride in the melt, on the other hand; the inclusions should be centers of crystallization for austenite and provide refinement of the structure of the castings.
Steel 110G13L, the chemical composition of which is standardized by GOST 977–88, was melted in a basic arc furnace with a 6-ton capacity by the methods of remelting and fusion. In the first case the blend consisted virtually fully of return waste and in the second case it was composed of steel scrap 1A-4A (GOST 2787–75), medium-carbon ferro-manganese FMn88 and high-carbon ferromanganese FMn78 (GOST 4755–91).
In the end of the melting period the furnace was charged with lime and fluorspar to form fusible slag, which was then killed with additives of ferrosilicon and milled coke in an amount of 1.5 – 2.0 kg per 1 ton metallic charge.
Any melting variant included a regeneration period. For this purpose we pumped off 70 – 80% slag formed during melting of the charge and induced a new slag by adding lime (1.2 – 1.5%) and fluorspar (0.25 – 0.30%). Then the slag was killed with a mixture of lime, powder ferrosilicon and milled coke in a 5 : 2 : 1 proportion using 4 – 5 kg of the killing mixture per 1 ton liquid steel. In accordance with recommendations made in [1, 2] the regeneration was performed at slag basiñity (CaO)/(SiO2) ≥ 2.5 and ended at a content of Σ(FeO + MnO) ≤ 6% in the slag.
The composition of the liquid metal was corrected with an additive of silicomanganese MnS17 (GOST 4756–91). Before discharging, the melt was killed with ferrosilicon FS45 in an amount of 3.6 kg/ton and then poured from the furnace into a 8-ton teeming ladle. During filling of the ladle the melt was treated by two variants, namely,
-
I.
standard process: 0.07% secondary aluminum AV91 (GOST 295–88) and 0.16% sponge titanium TG-TV (GOST 17746–96);
-
II.
experimental process: 0.35% alloying addition FS45A15 (ST TOO 38397431-001–2006) together with 0.16% sponge titanium.
The metal was teemed into molds at 1440 – 1470°C. According to GOST 977–88, we obtained horizontally cast test bars 14 × 14 × 55 mm in size (5 pieces) and test cylindrical samples 18 mm in diameter and 135 mm long (3 pieces) in sand molds. The bars and the cylinders were used to prepare specimens for mechanical tests and metallographic studies.
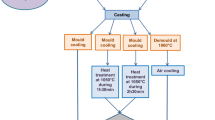
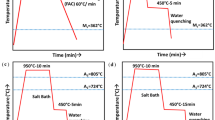
The modifying effect of the ladle treatment was estimated in terms of the changes in the structure and mechanical properties of the steel in cast condition and after heat treatment. The castings were heat treated (quenched) by heating in a chamber furnace to 1050 – 1100°C, holding at these temperatures for 3 – 4 h, and cooling in bubbling water at a temperature no higher than 40°C with displacement of the charge 4 – 8 tons in mass in horizontal and vertical directions for at least 7 min.
The tensile mechanical tests were performed for specimens 10 mm in diameter with fivefold design length (Type III, No. 4, GOST 1497–84). The tests for impact bending for determining the impact toughness were performed with the help of a pendulum impact tester at room temperature for specimens with a U-notch (Type I, GOST 9454–78).
The metallographic study was performed with the help of a MIM-8M light microscope. The laps were prepared on impact specimens. The size of the austenite grains was evaluated by comparison with Scale 3 of GOST 5639–82.
Fracture surfaces were studied using a JEOL JSM-35CF scanning electron microscope after testing the specimens for impact bending.
Results and Discussion
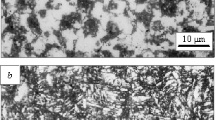
The microstructure of specimens in cast condition and after a heat treatment (quenching) is presented in Fig. 1. The effect of the variant of ladle treatment on the size of the austenite grains is presented in Table 1.

Microstructure of steel 110G13L in cast condition (a, b ) and after quenching (c, d ): a, c) out-of-furnace treatment by variant I; b, d ) by variant II.
Figure 2 presents the microrelief of fractures of steel specimens in cast condition. Figure 3 shows the microrelief in the heat treated condition.

Microstructure of specimens of steel 110G13L in cast condition: a, c) out-of-furnace treatment by variant I; b, d) by variant II.

Microstructure of specimens of steel 110G13L after heat treatment (quenching): a, c, e) out-of-furnace treatment by variant I; b, d, f) by variant II.
The results of the mechanical tests of steel specimens after the heat treatment are presented in Fig. 4.

Dependence of mechanical properties of steel 110G13L on variants of its out-of-furnace treatment.
The data for the treatment by variant I were obtained by statistical processing of the results of 20 heats; for variant II we processed the results of 29 heats. The values of the properties were obtained accurate to σr (I) ± 60.1 and σr (II) ± 52.7 MPa; δ5 (I) ± 4.6 and δ5 (II) ± 3.6%; KCU (I) ± 0.36 MJ/m2 and KCU (II) ± 0.45 MJ/m2.
In cast condition the specimens of the steel treated in the ladle by the standard variant (I: 0.07% Al + 0.16% Ti) had coarse austenite grains of size No. 3-4 of Scale 3 in the GOST 5639–82; the carbide precipitates were located over grain boundaries in the form of large colonies (Fig. 1a ). In similar specimens of the steel treated in the ladle by the experimental process (variant II: 0.35% FSA + 0.16% Ti) the size of the austenite grains was reduced to No. 4-5 and the carbides were also arranged over grain boundaries but in the form of a fine net (Fig. 1b ).
In the heat treated (quenched) condition the specimens treated by the standard variant I had austenite grains of the same size as in the cast condition (Fig. 1c ). In the steel specimens heat treated by variant II the austenite grains were smaller (size No. 5-6, see Table 1) and the grain boundaries of the austenite had no carbide net (Fig. 1d ). We may infer that the ladle treatment of steel 110G13L with ferrosilico aluminum FS45A15 together with titanium refines the austenite grains considerably both in the cast condition and after the heat treatment (quenching). The zone of transcrystallizaion in the castings decreases simultaneously. The structure of the steel acquires a denser and more homogeneous condition, and fractures in the specimens become lusterless and fine-grained.
In the cast condition the specimens treated in the ladle by standard variant I fractured by the intergrain mechanism (Fig. 2a ) and had numerous secondary cracks over grain boundaries propagating into the depth of the specimen (per-pendicularly to the plane of the fracture). The grain size was up to 50 μm. The fracture surface contained a great number of broken carbides that formed a continuous layer. Pores of a crystallization origin were present in the fracture (Fig. 2c ), and their structure repeated the dendritic structure of the austenite. Carbide colonies (eutectics) were well observable on the surface of dendrites in the pores. The distance between the carbide plates was comparable to the height of the steps on the regions of brittle fracture over gain boundaries.
In the cast condition the specimens treated in the ladle by the experimental variant II also fractured by the intergrain mechanism (Fig. 2b ). In addition to carbide particles the fracture surfaces contained particles in the form of a parallelepiped with side up to 3 μm long (Fig. 2d ). We identified these particles metallographically and by the x-ray spectrum method as titanium nitrides.
In the quenched condition the steel specimens treated in the ladle by variant I had ductile fractures with numerous dimples and ridges (Fig. 3a ). The fracture mechanism was mixed, i.e., we observed regions of intragrain and intergrain fracture. The regions of ductile fracture (Fig. 3c ) contained inclusions of particles of various types and shapes, which were located on the bottom of the dimples. These particles had a cubic shape typical for inclusions of titanium nitride or a form of round inclusions typical for Al2O3. The cubic inclusions with a size of up to 3 μm were frequently cracked or broken. The round inclusions 1.5 – 3.0 μm in diameter were single particles (Fig. 3e ); the smaller inclusions about about 0.5 μm in size formed clusters.
After the heat treatment the specimen treated by variant II fractured by the ductile mechanism (Fig. 3b ). The fracture had a great number of zones with considerable plastic deformation and regions of fine-dimple fracture (Fig. 3d ). The dimples exhibited round nonmetallic inclusions (Al2O3 ) and cubic inclusions (titanium nitrides). The largest inclusions had a size of up to 3 μm, the fine ones were less than 0.5 μm in size. The fracture pattern was chiefly intragrain; in the case when the fracture surface went to the surface of a grain, shallow dimples were observable (Fig. 3f ), which is an indication of a ductile fracture mechanism and absence of film inclusions of aluminum nitride AlN on grain boundaries.
The improvement of the structure of the steel advanced its mechanical properties. The data of Fig. 4 show that the replacement of the (Al + Ti) set for ladle treatment by the (FSA + Ti) set provides substantial growth in the mechanical characteristics, namely, KCU increases by about 12%, σr by about 14%, and δ5 by about 55%.
In contrast to the castings from the steel treated by variant I, those from the steel treated in the ladle by variant II with a (FSA + Ti) set had no impermissible flaws over hot cracks.
Conclusions
Out-of-furnace (ladle) treatment of steel 110G13L with a combination of 0.35% FSA + 0.16% Ti produces a stronger modifying action than a similar treatment with 0.07% Al + 0.16% Ti. This refines the macro- and microstructures of the castings. The total lowering of the grain size by 2 – 3 divisions of the size scale increases the area of the boundaries by a factor or 2 – 3 or more. Finally, the network of a phosphide eutectic over grain boundaries becomes thinner and the intergrain bonds become stronger. This elevates the mechanical properties (the strength, the elongation and the impact toughness) of the steel as well as the crack resistance. As a result, the quality of the metal and of the castings is improved. The results of the study of the process of out-of-furnace treatment of steel 110G13L reflect technical and economical efficiency of the use of the ferrosilicoaluminum addition.
References
N. G. Davydov and V. V. Sitnov, Properties, Production and Application of High-Manganese Steel [in Russian], Mashinostroenie, Moscow (1996), 232 p.
V. M. Kolokol’tsev, V. V. Bakhmet’ev, K. N. Vdovin, et al., Melting of Quality Steel for Shape Casting [in Russian], GOU VPO “MGTU,” Magnitogorsk (2007), 268 p.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 3, pp. 26 – 28, March, 2015.
Rights and permissions
About this article

Cite this article
Ten, E.B., Bazlova, T.A. & Likholobov, E.Y. Effect of Out-of-Furnace Treatment on the Structure and Mechanical Properties of Steel 110G13l. Met Sci Heat Treat 57, 146–150 (2015). https://doi.org/10.1007/s11041-015-9853-y
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-015-9853-y