
The possibility of fabrication of preforms of a composite material with special radiation-protective properties on the base of mechanically alloyed powders of the Al – REM system with the use of methods of severe plastic deformation is shown.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The methods of powder metallurgy are used widely for the production of articles with special properties for various industries including the nuclear power one. An important task in the latter is transportation and disposal of waste, which requires light and strong containers from materials with a high level of absorption of neutron radiation [1].
Reduction of the mass of such containers without worsening the technical characteristics, elevation of the revenue load factor, stabilization of the thermal mode, and elevation of the parameters of radiation absorption can be provided by application of novel materials based on aluminum with additives of mixtures of rare-earth elements (REM) or their oxides. Such materials can be fabricated by the method of mechanical alloying used for the production of precipitationhardening and composite materials. The method also improves the solubility of the alloying additives in the matrix material and makes it possible to synthesize equilibrium and metastable crystalline and amorphous phases [2].
Whatever the composition of the alloy and, moreover, whatever the composition of the precipitation-hardened material, the advantages of mechanical alloying are obvious only in the case when the subsequent modes of compaction and heat treatment have been well designed and tested. It should be noted that static compaction of powders containing high-hardness intermetallics involves some difficulties. It is assumed that compaction of such materials is successful when the methods of severe plastic deformation such as equichannel angular pressing (ECAP) are applied.
The aim of the present work was to develop practical recommendations for fabrication of preforms from a composite material with special radiation-protective properties using mechanically alloyed powders of the Al – REM system and methods of severe plastic deformation.
Methods of Study
We studied mechanically alloyed powder compositions based on aluminum and a mixture of REM, which had been prepared at the Institute for Chemistry and Technology of Rare Elements and Mineral Raw Materials KRC RAS. We varied the composition of the alloying mixture (an AKTs silicon-free complex alloying addition or a mixture of REM oxides) taking 5, 10, 15, 20 or 25 wt.% of the alloying component and changing the time of the ball milling (50, 100, 200, and 400 h).
We used the following methods of research: computer simulation of the processes of plastic treatment of porous and powder materials by the finite-element method, physical modeling of the processes of compaction of powder materials in a Gleeble-3800 device, experimental studies with the use of advanced devices for measurement and light and electron microscopy, and computer processing of the experimental results.
Results and Discussion
The degree of development of the process of mechanical alloying was estimated in terms of the following criteria: homogeneity of the microstructure, specified grain sizes and comparatively low level of microhardness. Taken together, these criteria create favorable conditions for compaction of the material.
Compositions with various contents of alloying elements were subjected to mechanical alloying in ball mills. We determined the shapes and sizes of the particles of the mechanically alloyed compositions of the Al – REM system.
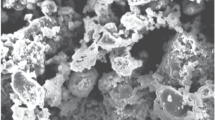
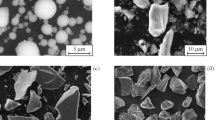
Figure 1 a – c present powder particles of composition Al + 15 wt.% REM after mechanical alloying for different time intervals. After 50 h of treatment the shape of the particles corresponds to transition from the second stage of the process to the third one, i.e., we observe both large equiaxed particles and finer chip and flake particles. After 100 h of alloying an equiaxed shape is typical for virtually any powder particle, and the sizes of the particles range within 70 – 450 μm. After 200 h of mechanical alloying the process stabilizes yielding chip particles of the same size.

Shape of particles of an Al + 15 wt.% REM powder (a – c) and their microstructure (d, e) after mechanical alloying for 50 (a, d), 100 (b, e) and 200 h (c): d) × 600; e) × 500.
The powder particles represent a complex composite material (Fig. 1 d and e) that undergoes precipitation and strain hardening and formation of oxide and intermetallic phases during its fabrication. The strength characteristics of the material and the uniformity of the size and shape distribution of the particles and of the structural components depend not only on the proportion of the initial components but also on the energy and force parameters of the milling device and on the presence of activating elements (SAS) shifting the equilibrium of the system.
The results of the study of the microstructure, of the shape of the particles, of the compactibility, of the microhardness and of the grain size distribution show that the best composition of the studied variants for compaction is Al + 15 wt.% REM alloyed for 100 h. This content of alloying components in the mixture provides a high enough level of absorptivity and precipitation hardening in the composite obtained. The 100-h duration of the mechanical alloying provides a homogeneous layered microstructure with spherical particles of the specified size. Shortening of the chosen milling time (100 h) has a negative effect on the homogeneity, while its prolongation causes growth in the microhardness and formation of poorly compactible chip particles. The mixture of REM oxides hardens the powder particles more than the pure rare-earth metals of the AKTs alloying addition, which makes the latter more suitable for compaction of the Al + REM material.
We studied the action of preliminary annealing (t = 450, 500 and 550°C, τ = 1 h) on the adaptability of the mechanically alloyed powder materials to manufacture. By the data of the x-ray phase analysis the phase composition of the materials changed after the heat treatment. The diffractograms obtained prior to the treatment have well manifested peaks typical for the matrix material and for the alloying set (Fig. 2 a). This means that the mechanical milling has produced only precipitation hardening and strain hardening. Annealing by all the variants studied relieved the internal stresses and caused formation of new intermetallic phases such as Al5Ni2Ce and Al5Ni2Pr, Al4Ce, HoNi, and Ni3Y (Fig. 2 b).

Diffractograms of Al – 15 wt.% REM powder prior to heat treatment (a) and after annealing at 550°C (b). The interfacial distances d/n are given in nm at the symbols.
Analysis of the process of subsequent compaction of the mechanically alloyed powder materials shows that the oxide films and the intermetallic phases hinder the formation of strong bonds between the particles and resist plastic straining of the material of the particles upon their compaction. The bonds forming during sintering of such materials due to the diffusion processes on the interfaces of the particles are weak and cause brittle fracture. It is probable that such bonds are formed not by the metal but by its oxide film.
In order to determine rational parameters and regimes of deformation for the powder material of the Al + 15 wt.% REM system we performed preliminary mathematical and physical modeling. In mathematical modeling of processes of compaction of powder materials at elevated temperatures the powder material is commonly represented as a sintered one with already formed bonds between the powder particles. In the case of mechanically alloyed materials the appearing oxide films and intermetallic phases can hinder the formation of bonds between particles. To describe the behavior of such a material we should interpret the powder medium mathematically as a nonsintered powder body and take into account the changes in the mechanical characteristics upon growth of the temperature. This model of a powder medium matches the elliptic condition of flow [3].
The part of the curve describing the limiting state of the elliptic condition of flow [3], which belongs to the consolidation range, is principally important for correct description of the processes of deformation of powder materials. It is determined by the points of uniaxial compression, compression in a closed die, and hydrostatic compression. Thus, to plot a rheological model of the material we should plot the dependence of three parameters, namely, the yield stress under hydrostatic compression p s , the yield stress under plastic shear τ s , and the consolidation limit c, on the porosity of the material [3].
Analytic determination of the rheological characteristics of hard-to-deform materials is a difficult task due to the great number of input parameters. The only way to solve the problem is physical modeling of the process of deformation of the material studied.
We performed physical modeling of compaction using a Gleeble-3800 device. We fabricated a special outfit for hot compaction in a closed die. The preform was heated by direct passage of current through the grips of the device.
After evacuating the chamber we specified a constant compressive load on the forcers. The preform was heated by electric current at a rate of 0.5 K/sec to 580°C. The growth in the temperature was accompanied by increase in the plasticity of the powder material, and it started to consolidate under the load applied. Figure 3 presents the dependence of the density of the specimen on the pressing temperature at a specified constant pressure of 68 MPa. It should be noted that the curve has inflections near 340 and 420°C. The interval between the inflections is the zone of phase transformations in the material. Having determined this fact, we chose a plastic deformation temperature of 300°C, at which formation of intermetallic phases and intense oxidation did not occur.

Dependence of the relative density γrel of a powder material on the pressing temperature: 1, 2) expected boundaries of precipitation of intermetallic phases.
We tested preforms for uniaxial compression using a R-10 machine at 20 and 300°C. For testing at 300°C the outfit was placed into a chamber furnace together with the preform, heated, and held at this temperature for 30 min. After this, the outfit was placed into the functional zone of the machine, and the preform was loaded. The criterion of fracture of the preform was a relative strain of 1%.
Figure 4 presents the experimentally determined values of the mechanical characteristics of the material at 20 and 300°C, which are required for deriving the rheological equations. It follows from the curves obtained (Fig. 4) that the rheological parameters decrease by about a factor of 2 upon growth of the temperature to 300°C.

Rheological characteristics as a function of the relative density of the powder material at a temperature of 20°C (1) and 300°C (2): a) yield point under hydrostatic compression (p s ); b) yield point under plastic shear (τ s ), c) consolidation limit (c).
To estimate the possibility of the use of ECAP for compacting the powder materials we analyzed the process preliminarily by mathematical modeling using the Multidef software developed at the Department of Plastic Treatment of Metals of the St. Petersburg State Polytechnic University under the guidance of Professor Yu. I. Rybin. The main results of the analysis are reported in [4]. It has been shown that to apply ECAP for compacting powder materials it is necessary to use special capsules protecting the pressed powder from negative external actions, which concerns in the first turn the tensile stresses over the upper wall of the channel. As a result of the modeling we chose the geometrical parameters of the tool for implementing the process. To change the stress-strain diagram the counterpressure should be changed by forcing the shell in front of the powder preform and narrowing the outlet channel.
The data obtained were used to design the tool for ECAP (Fig. 5) and to implement the process of making preforms from the Al + 15 wt.% REM powder material in a capsule.

Drawing of the outfit (a) and its finite-element model (b): 1) preform; 2) large insert; 3) small insert; 4) side plate; 5) forcer.
The operating conditions of the tool were modeled with the help of the SolidWorks software, in particular the COSMOSWorks module for computing the static strength and stability of various structures. We used the results of the computer simulation for plotting the fields of distribution of displacements and stresses in individual component of the tool. This allowed us to amend the design of the outfit before its fabrication.
Having determined the main process parameters and produced the tool, we performed the fist full-scale experiment. A capsule from aluminum of grade A7 with powder material with relative density 0.72 was heated in an electric furnace to 300°C and held for 1 h. The tool for equichannel angular pressing was heated before the tests for 4 – 5 h with the help of a flexible heating element placed into the channel, after which the heated capsule was placed into the vertical channel and deformed.
Figure 6 a presents the appearance of a such a preform; Figure 6 b presents the microstructure of the powder part of a specimen located in the vertical channel. The specimen has been compacted due to the compressive stresses. The relative density of the material has increased from 0.72 to 0.91. Figure 9 c corresponds to a source of deformation in which the high shear strains and the dilatancy have compacted the specimen to a relative density of 0.94. We can see “seizure” surfaces on individual particles of the powder material that have appeared due to their deformation and rupture of the oxide films. Further compaction of the martial after it leaves the deformation source consolidates it to a relative density of 0.98 (Fig. 6 d). The results of the experiment agree well, both qualitatively and quantitatively, with the results of the simulation of the process.

Appearance of a preform (a) and microstructure of the powder part of a specimen (b – d) in different stages of deformation: b) in the inlet channel; c) in the source of deformation; d) in the outlet channel.

Microstructure of a specimen after hot rolling: a) with preliminary ECAP; b) without ECAP.

Finite-element mesh for solving the problem of rolling of a composite preform.

Nose part of a rolled preform: a) mathematical modeling; b) after test rolling.
Subsequent hot plastic deformation was performed by rolling at 300°C in several passes with total relative strain 0.9. We established that the rolling compacts the material additionally to a virtually nonporous condition (Fig. 7). In contrast to hot rolling of the powder in a capsule without preliminary ECAP, the material subjected to ECAP and rolling has a much more homogeneous structure without residual porosity.
We analyzed the stress-strain state and the plastic flow of a layered composite preform under hot rolling by mathematical modeling with the help of the Deform-3D software. The problem was solved under the assumption that the model of the deformed material was a rigid-plastic medium with hardening, the properties of which were specified by the curves of plastic flow of the material at different deformation temperatures and rates. Extrapolation of the experimental dependence of the yield strength under plastic shear (τ s ) on the relative density (Fig. 4) allowed us to choose a nonporous model material with similar rheological characteristics. The model of the deforming tool was created on the basis of the geometrical parameters of a laboratory rolling mill 210. The coefficient of friction between the rolls and the rolled material was taken to be equal to 0.4.
According to the results of the test rolling, the limiting reduction at which the central (composite) part of the layered preform failed was 60%. This allowed us to determine the limiting value of the Cocroft – Latham fracture criterion for deformation of the layered material and to formulate mathematically and to test nondestructive regimes of hot deformation of the composite material at complex geometry of the container and to determine the flow behavior of the layered material under various reductions. Figure 9 a presents a section of a preform after 50% relative deformation simulated with the use of the Deform-3D software; Figure 9 b presents a section of an experimental preform at the same deformation. The model reproduces quite accurately the actual behavior of the layered preform in the deformation process and can be used for designing the process of hot rolling of layered preforms with different geometries of the composite core.
It is important to evaluate the mechanical properties of the layered composite material obtained. For this purpose we tested plate pieces 100 × 200 mm in size with a thickness of 2 mm using a Zwick/Roell Z050 testing machine. It turned out that at up to 4% deformation the composite material was extended together with he shell. When the preform attained the ultimate strength, the load declined smoothly, which indicates plastic deformation of the shell after the fracture of the central composite part.
Analysis of the microstructure of the composite material shows that it preserves the initial homogeneous structure after all the process operations tested (Fig. 10).

Structure of the core of compacted Al – 15 wt.% REM material after ECAP and hot plastic deformation (t = 300°C, total strain ε = 0.9).
Thus, the use of ECAP followed by rolling allowed us to obtain a composite material with radiation-protective properties, the structure of which corresponded to that of the powder particles of Al + 15 wt.% REM produced by mechanical alloying.
Conclusions
-
1.
We have developed practical recommendations for production of preforms from a composite material with special radiation-protective properties from mechanically alloyed powders of the ‘aluminum – rare-earth elements’ system.
-
2.
According to the results of the study of the microstructure, the shape of particles, the compactibility, the microhardness and the fractional makeup the most suitable for compaction of the materials studied is composition Al + 15 wt.% REM alloyed mechanically for 100 h.
-
3.
The optimum temperature for compaction and plastic deformation of preforms from mechanically alloyed Al + 15 wt.% REM powder is 300°C. At this temperature formation of intermetallic phases and intense oxidation do not occur in the material, which makes it possible to perform joint deformation of the layered material without disturbing the integrity of the less plastic composite core.
-
4.
Mathematical modeling and comparison of the results of numerical and full-scale experiments have been used to determine nondestructive modes of hot deformation of the Al + 15 wt.% REM layered composite material, i.e., rolling at 300°C in several passes with limiting relative strain of 0.5 in one pass and total accumulated strain 0.9.
References
“Concept of Treatment of Spent Fuel of the Ministry of the Russian Federation on Nuclear Power,” in: Order of the Ministry of the Russian Federation on Nuclear Power of 29.05.2003 No. 293-R, Popular Version, Supplement No. 2 [in Russian], Minatom Rossii, Moscow (2003).
Yu. V. Kuz’mich, I. G. Kolesnikova, V. I. Serba, and B. M. Freydin, Mechanical Alloying [in Russian], Nauka, Moscow (2005), 215 p.
A. I. Rudskoy, Yu. I. Rybin, and V. N. Tsemenko, The Theory and Simulation of Processes of Deformation of Powder and Porous Materials [in Russian], Nauka, St. Petersburg (2012), 416 p.
A. I. Rudskoy, A. M. Zolotov, and S. V. Ganin, “Simulation of the process of equichannel angular pressing of preforms from powder compositions based on aluminum and rare-earth metals in capsules,” Tsvetn. Met., No. 4, 30 – 35 (2014).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 10, pp. 25 – 31, October, 2014.
Rights and permissions
About this article

Cite this article
Rudskoy, A.I., Tsemenko, V.N. & Ganin, S.V. A Study of Compaction and Deformation of a Powder Composite Material of the ‘Aluminum – Rare Earth Elements’ System. Met Sci Heat Treat 56, 542–547 (2015). https://doi.org/10.1007/s11041-015-9796-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-015-9796-3