
The effect of heating to 200 − 250°C for 3–10 min in hot fitting of locks in the process of production of drill pipes from aluminum alloys D16T and 1953T1 on their structure and mechanical properties is studied. Practical recommendations are given for operations of hot fitting of locks of drill pipes from aluminum alloys to provide increase in their operating capacity.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The use of high-strength aluminum deformable alloys for the production of drill pipes in the oil and gas industry is more advantageous than that of steel [1–6]. An important merit of aluminum drill pipes is their higher specific strength and, as a consequence, a lower mass, which is especially important under the conditions of development of new oil and gas deposits lying at a great depth and in composite beds [3,4]. However, until present aluminum alloys have not been employed appropriately in the oil and gas industry. This is a result of the absence of systematized experimental data on the variation of their structure and properties under the action of various technological and operating factors. A very important factor is the temperature, and not only under the operating conditions but also in the production of the drilling facilities. For example, drill pipes are joined by steel locks that are shrink fitted, which causes heating of the materials of the lock and of the pipe [1,4]. The lock heats to about 300°C and the material of the pipe to 200 − 250°C. The time of the residence of the pipe material under such temperatures attains 10 minutes.
The aim of the present work was to study the changes in the structure and properties of aluminum alloys D16T and 1953T1 as a result of process heating of drill pipes produced from them due to hot fitting of interlocks.
Methods of Study
The specimens for the study were cut in the longitudinal direction from deformed preforms of drill pipes with ∅ 147 mm and wall thickness 13 mm produced from aluminum alloys D16T and 1953T1 of the Al − Cu − Mg and Al − Zn − Mg systems, respectively. In the state as delivered the pipes were heat treated by the standard regimes. For alloy D16T the heat treatment involved quenching from 500°C in water and artificial aging for 4 days; for alloy 1953T1 it involved quenching from 480°C in water and artificial aging at 125°C for 24 h.
Homogeneity of the metal with respect to the chemical composition was estimated by microscopic x-ray spectrum analysis using a “Camebax” device. The results of the study in various regions of the pipe showed no feature of segregation of the alloying elements. The content of impurities in the alloys was < 0.1 wt.%. The content of the main alloying elements in both alloys matched the standardized values (Table 1).
We fabricated standard fivefold cylindrical pieces with d 0 = 6 mm for tensile mechanical tests and cylindrical test pieces with ∅ 10 mm and a height of 20 mm for diffraction and metallographic studies and for determining the microhardness.
The test pieces were subject to a single hold for 3–10 min at 200 or 250°C, which simulated process heating of drill pipes due to shrink fitting of a lock. The test pieces were heated in SNOL-1.6.2.5.1/11-I2 chamber furnaces. The temperature was controlled with the help of a thermocouple sealed into the center of the control piece. The accuracy of the temperature control was ± 2.5°C. The test pieces were charged into the furnace heated preliminarily to the required temperature, held there for the specified time and then cooled in air. After the thermal action we determined the mechanical properties and studied the structure of the alloys.
Metallographic analysis of longitudinal and transverse laps was performed with the help of a Reichert-Jung MeF3A light microscope at a magnification of × 100 − × 500 using the ASTM E 1245–03 software for automatic quantitative analysis of images. The metallographic specimens were fabricated and prepared using special “Buehler” equipment according to the ASTM E 3–95.
Phase analysis was performed with the help of a Bruker 08 Advance universal x-ray diffractometer under irradiation of a tube with a copper anode; the generator was rated for 40 kV and 40 mA, the scintillation detector was displaced at a step of 0.01°, the Bragg angle range 2θ = [15–130]°, the dominant orientations were (111) and (002).
The second-kind stresses were determined by the method of approximation from traces of the same lines using the TOPAS software. The standard for geometric broadening of the lines was a check test piece from an aluminum powder of spectral purity.
The mechanical properties were determined in static tests for uniaxial tension at room temperature according to the GOST 1497–84 Standard. The tests were performed with the help of a “Schenck” tensile-testing machine with maximum load 200 kN at a loading rate of 1 mm/min.
The microhardness was determined by the Vickers method using a Reichert-Jung Micro-Duromat 4000E device in accordance with the ASTM E 92 Standard.
Results and Discussion
The results of the determination of mechanical properties of aluminum drill pipes in the state as delivered are presented in Table 2. It can be seen that the properties of the studied alloys match the standardized values. It should be noted that the initial strength of alloy 1953T1 is higher and the ductility is lower than those of alloy D16T.
Figure 1 shows the variation of mechanical properties of the alloys after process heating in different modes. It can be seen that a hold for 3–10 min at the temperatures of 200 and 250°C affects the properties alloy 1953T1 considerably; the properties of D16T are affected less.

Dependences of mechanical properties of alloys D16T (a) and 1953T1 (b ) on the duration of process heating at a temperature of: ○), ●) t = 200°C; □, ■) t = 250°C.
A 5 − 7-min hold at 200 − 250°C lowers the ultimate rupture strength σr of alloy D16T by 40–70 MPa and the yield strength σ0.2 by 20–60 MPa relative to the initial condition. The elongation δ and the contraction ψ increase by 2 − 4%. Growth in the hold time to 10 min affects the properties of the alloy oppositely; the strength and the ductility return to virtually the initial values. It is important that the behavior of the properties of alloy D16T is the same at both temperatures, but at 250°C the absolute value of the changes is higher and the inflection of the curves is shifted to shorter holds than at 200°C.
The variation of the mechanical properties of alloy 1953T1 as a result of holding at 200 − 250°C remains the same upon growth in the duration of the hold in the whole of the range studied, but the scope of the variation increases substantially. Prolongation of the hold to 5–6 min causes smooth and inconsiderable decrease in the strength properties and raises the ductility characteristics of the alloy with respect to the initial state. Further increase in the hold intensifies markedly the variation of the mechanical properties. For example, after a 10-min hold at 200°C the value of σr decreases by 80 MPa and that of σ0.2 decreases by 110 MPa, while at 250°C the respective values are 90 and 180 MPa. The values of δ and ψ grow simultaneously by 4% at 200°C and by 5 and 8%, respectively, at 250°C. Note that the effect of the growth in the temperature from 200 to 250°C is higher for alloy 1953T1 than for alloy D16T.
Thus, the strength and ductility characteristics of alloy D16T are relatively stable in process heating in the temperature range of 200 − 250°C for 3–10 min and virtually correspond to the values in the state as delivered after a hold for 10 min. On the contrary, alloy 1953T1, which has higher strength properties in the initial condition, is more sensitive to process heating. After a hold for 5–6 min the alloy softens considerably, especially at the temperature of 250°C; after a hold of 8–10 min the relative decrease in the strength characteristics of alloy 1953T1 attains 15 − 30% of the values in the state as delivered.
Our studies also show (Fig. 2) that D16T is not only more resistant to softening in process heating but also possesses a higher reserve of ductility than 1953T1. It can be seen from Fig. 2 that alloy D16T is more advantageous than 1953T1 with respect to the characteristic 1 − σ0.2 /σr both in the state as delivered and after process heating in all the modes studied.

Effect of the duration of process heating at different temperatures on the ductility reserve (1 − σ0.2 /σr ) for alloys D16T and 1953T1: ○), ●) t = 200°C; □, ■) t = 250°C.
The x-ray diffraction analysis has shown that the phase composition of alloy D16T does not change qualitatively as a result of process heating. Both in the state as delivered and after heating for various times the structure of the alloy is represented by an aluminum-base α-solid solution and Al2CuMg (S-phase) and Al2Cu (θ-phase) intermetallics. However, according to the data of the metallographic analysis, the content and the sizes of the intermetallic inclusions in the structure of alloy D16T vary considerably depending on the heating temperature and on the duration of the hold (Fig. 3). It can be seen from the experimental data presented in Table 3 that the growth in the duration of heating at 200 and 250°C to 5–6 min lowers the volume fraction of the secondary phases and the density of their distribution in the structure of the alloy as compared to the initial state. The average values of the length and area of the inclusions grow substantially. The maximum diameter of the intermetallic inclusions remains virtually unchanged and is equal to 2.0 − 2.3 μm. On the contrary, prolongation of the time of the heating to 10 min causes growth in the volume fraction and in the density of the distribution of the secondary phases in the structure of the alloy and decrease in the average values of their length and area. The maximum diameter of the intermetallics increases inconsiderably, i.e., to 2.6 − 2.8 μm.

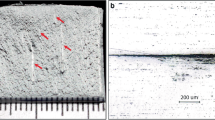
Microstructure of alloys D16T (a − c) and 1953T1 (d − f ) in the state as delivered (a, d) and after process heating at 250°C for 6 min (b, e) and 10 min (c, f ), × 200.
Thus, it follows from the experimental data obtained that heating in the temperature range of 200 − 250°C for 5–6 min lowers the content of intermetallic phases in the structure of alloy D16T due to considerable decrease in the content of fine inclusions, whereas the coarser inclusions do not undergo noticeable changes. When the duration of the heating is prolonged above 6 min, the total content of the secondary phases grows considerably due to the increase in the amount of fine inclusions at some growth of the sizes of the coarse intermetallics.
The dependences plotted allow us to assume that short-term (< 5–6 min) process heating at 200 − 250°C is accompanied by dissolution of pre-segregations and fine dispersed inclusions of the S- and θ-phases in the structure of the naturally aged alloy D16T, with is known as “aging retrogression” [7–9]. This results in some softening of the alloy and growth in its ductility (see Fig. 1). Longer heating (6–10 min) initiates artificial aging of the alloy and segregation of fine dispersed intermetallic S- and θ-phases, which causes hardening of the alloy despite the certain coagulation of the not dissolved coarse inclusions present in the structure in the state as delivered [9,10]. The occurrence of these processes in alloy D16T is confirmed by the behavior of the stresses of kind II and of the values of the microhardness as a function of the duration of process heating at 200 and 250°C (Fig. 4a and b ).

Dependences of stresses of kind II (a, c) and of the microhardness HV (b, d ) of alloys D16T (a, b ) and 1953T1 (c, d ) on the duration of process heating at different temperatures (given at the curves).
Process heating of alloy 1953T, just as that of alloy D16T, does not change its phase composition qualitatively but affects substantially the content and size of the secondary segregations (Fig. 3, Table 4). Both in the state as delivered and after heating for different times the structure of the alloy contains an aluminum-base α-solid solution and MgZn2 and Al2CuMg intermetallics.
A quantitative metallographic analysis has shown (Table 4) that the volume fraction of the intermetallic phases in the initial state and the density of their distribution in the structure of the alloy is 0.50 vol.% and 1491 mm − 2; the mean length and the mean area are 1.90 and 3.10 μm2, respectively, and the maximum diameter is 2.10 μm. A hold at 200°C for up to about 6 min does not affect noticeably the structure of alloy 1952T. At 250°C the volume fraction of and the mean values of the length and area of the secondary segregations increase to 1.69 vol.%, 2.24 μm and 3.39 μm2, respectively. The density of the distribution of the intermetallics in the structure and their maximum diameter change inconsiderably. When the duration of the heating is increased to 10 min, the content and the size of the secondary phases grow by a factor of 2–3 and the their distribution density decreases the more considerably the higher the temperature (Table 4).
Analysis of the experimental data shows that alloy 1953T1 ages at the temperatures of 200 − 250°C in the same manner for any of the holds studied. The aging is accompanied by segregation of secondary intermetallics in the structure of the alloy and coagulation of the available and segregated inclusions [7–10]. When the process heating lasts for less than 5–6 min, these processes occur slowly virtually not affecting the properties of the alloy. Prolongation of the heating over 6 min intensifies considerably the aging process, especially at 250°C; the coagulation of the intermetallics prevails over their segregation in the structure. Therefore, heating for 5–10 min results in substantial softening of alloy 1953T1. The dependences of the stresses of kind II and of the microhardness on the duration of process heating at 200 and 250°C confirm this nature of structural transformations in alloy 1953T1 (Fig. 4c and d ).
The determined difference in the processes developing in the alloys studied upon process heating in the range of 200 − 250°C are responsible for their different resistance to softening in the production of drill pipes. As a result of the opposite actions of “aging retrogression” and subsequent precipitation hardening the mechanical properties of alloy D16T after heating for less than 6 min change inconsiderably; after heating for 6–10 min they remain virtually invariable with respect to the state as delivered. Growth in the heating temperature from 200 to 250°C affects the changes in the strength and ductility of the alloy insubstantially. This makes alloy D16T resistant to the heating that occurs when drill pipes are mounted and requires no rigid control of the temperature and time parameters of shrink fitting of locks. Moreover, it is desirable to prolong the heating to 8–10 min.
The decomposition of the solid solution and the coagulation of the intermetallic phases in the structure of alloy 1953T1 due to process heating result in its softening in the whole of the studied time range, especially when the hold time exceeds 5–6 min. Possessing a higher strength than alloy D16T in the state as delivered, alloy 1953T1 is substantially inferior to the latter with respect to this parameter after process heating. For example σr of alloy 1953T1 in the initial condition is 50 MPa higher than that of alloy D16T (see Table 2). After heating at 200°C for 10 min the ultimate rupture strength of both alloys is the same, while after heating at 250°C the value of σr alloy 1953T1 is 50 MPa lower than that of D16T (see Fig. 1). The resistance of 1953T1 to softening in process heating requires strict control of the parameters of shrink fitting of locks, i.e., the temperature of heating of the drill pipe should not exceed 200°C and the duration of the heating should not exceed 6 min.
Our results also allow us to state that alloy D16T is preferable to 1953T1 for the production of drill pipes operating under more rigid conditions (higher loads and stress states).
Conclusions
1. Process heating in the temperature range of 200 − 250°C for 10 min in the course of hot fitting of a lock affects substantially the structure and the mechanical properties of drill pipes produced from aluminum alloys D16T and 1953T1. Alloy D16T is much more resistant to softening under process heating than alloy 1953T1.
2. The variation of the properties of alloys D16T and 1953T1 under process heating in the temperature range of 200 − 250°C for up to 10 min is a result of diffusion processes in their structure, the nature of which in these alloys is different. As a result of the opposite action of “aging retrogression” and subsequent precipitation hardening the properties of alloy D16T remain virtually unchanged after such heating with respect to the state as delivered. The decomposition of the solid solution and the coagulation of the intermetallic phases in alloy 1953T1 in the studied ranges of temperatures and holds result in its substantial softening.
3. We have formulated practical recommendations on hot fitting of locks in the production of drilling equipment from aluminum alloys D16T and 1953T1. The temperature and time parameters of this operation should be controlled strictly for alloy 1953T1 (the heating temperature should be < 200°C and the duration should be < 6 min). The requirements for alloy D16T may be softer (heating temperature < 250°C, duration < 10 min).
References
V. F. Shtamburg, G. M. Fain, S. M. Danelyants, and A. A. Sheina, Drill Pipes from Aluminum Alloys [in Russian], Nedra, Moscow (1980), 240 p.
V. A. Sutyrina, “Physicomechanical properties of light alloys and some aspects of their choice for making drill pipes,” in: Drill Pipes from Light Alloys, Coll. Works of VNIIBT [in Russian], Nedra, Moscow (1964), Issue 12, pp. 16–27.
S. A. Prokhorov, “Aluminum returns,” Neft’ Rossii, No. 6, 76–77 (2011).
G. M. Fain and A. Kh. Neimark, Design and Operation of Drill Columns for Deep Wells [in Russian], Nedra, Moscow (1985), 237 p.
A. V. Karlashov, A. N. Yarov, K. N. Gil’man, and N. A. Zhidovtsev, Corrosion-Fatigue Strength of Drill Pipes from Aluminum Alloys [in Russian], Nedra, Moscow (1977), 183 p.
G. M. Fain, A. A. Golovin, G. A. Voronkov, et al., “Long-term strength of drill pipes from aluminum alloys at elevated operating temperatures,” Neft. Promyshl., Ser. Mashiny Neft. Oborud., No. 8, 10–12 (1980).
B. A. Kolachev, V. I. Elagin, and V. A. Livanov, Metal Science and Heat Treatment of Nonferrous Metals and Alloys [in Russian], MISiS, Moscow (1999), 413 p.
B. A. Kolachev, R. M. Gabidullin, and Yu. V. Piguzov, Technology of Heat Treatment of Nonferrous Metals and Alloys [in Russian], Metallurgiya, Moscow (1992), 271 p.
I. N. Fridlyander, “Laws of variation of properties of aluminum alloys upon aging,” Metalloved. Term. Obrab. Met., No. 9, 8–11 (2003).
V. S. Muratov and D. P. Yudaev, “Effect of additional aging due to process heating on mechanical properties and microstructure of sheet semiproducts from alloy 1151,” Zagotov. Proizvod. Mashinostr., No. 11, 41–43 (2009).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 4, pp. 24 – 30, April, 2013.
Rights and permissions
About this article
Cite this article
Kondrat’ev, S.Y., Shvetsov, O.V. Effect of High-Temperature Heating on the Structure and Properties of Aluminum Alloys in the Production of Drill Pipes. Met Sci Heat Treat 55, 191–196 (2013). https://doi.org/10.1007/s11041-013-9604-x
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-013-9604-x