
The wear resistance of high-chromium cast iron is studied under conditions of dry friction after austenization at 1040°C for 5 h, wind cooling and double tempering at 540 and 250°C for 2 h. The wear tests are conducted in a ball-on-disc mode. The loss in the mass and the friction factor are determined as a function of the friction path.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Alloyed high-chromium white irons also containing molybdenum have wear resistance exceeding that of other cast irons. They are used in ore crushers, for making milling bodies of ball mills, coatings, pistons, gears and in other cases when the material has to be highly wear resistant [1, 2]. Chromium is introduced into the irons for raising the resistance to corrosion. Coarse primary carbides and eutectic carbides of type M7C3 provide a high hardness and wear resistance. High-chromium cast irons with molybdenum also possess a satisfactory toughness and a good machinability. An optimum combination of wear resistance and toughness is provided by alloying and heat treatment. High-alloy white irons are classified into two groups. The first group contains irons with 3 – 5% Ni and 1 – 4% or 7 – 11% Cr. The irons of the second group bear 11 – 23% Cr and up to 3% Mo, as well as nickel or copper. Some irons contain 25 – 28% Cr and up to 1.5% nickel and/or molybdenum [3].
The wear resistance of high-alloy irons is determined by their microstructure that includes primary and eutectic carbides and a matrix that may contain pearlite, retained austenite and martensite in different combinations determined by the composition of the iron and its heat treatment [4–8].
The aim of the present work was to study the wear of high-chromium iron under the conditions of dry sliding friction (to determine the loss in the mass due to wear, the friction factor, and the special features of the structure of the surface).
Methods of study
We studied high-chromium iron of the following composition (in wt.%): 2.82 C, 0.63 Si, 0.61 Mn, 0.02 P, 0.01 S, 24.0 Cr, 0.49 Mo, 0.26 Ni, 0.08 V. Specimens of the cast iron were subjected to austenization for 5 h at 1040°C and cooled in air with a fan. Then we performed tempering at two temperatures, i.e., 540 and 250°C for 2 h in each stage. The matrix consisted of martensite without retained austenite [8].
The specimens for metallographic analysis were prepared by the standard method. Before the wear tests the surface of the specimens was polished with a diamond paste with particle size of 3 μm. The etchant was a 3% solution of nital.
The mean value of the microhardness was determined in the ball-disc mode [9]. The rider was a steel ball 5 mm in diameter (steel DIN 100Cr6 of type ShKh15). The load was 15 N, the friction path was 1 km. The results of the measurements of the loss in the mass and of the friction factor were recorded as a function of the friction path.
Results and discussion
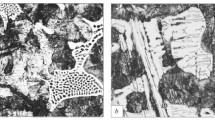
The surface of an iron specimen after polishing is presented in Fig. 1. We can see inclusions of manganese sulfide MnS and titanium carbonitride Ti(C, N). Figure 2 presents eutectic carbides, secondary carbides and nonmetallic inclusions. The microhardness of the matrix is 618 HV; that of the carbide phase is 1752 HV.

Inclusions of manganese sulfide MnS and Ti(C, N) carbonitride in a polished specimen of high-chromium iron.

Microstructure of high-chromium cast iron after etching (scanning electron microscopy): a) inclusions of MnS, fine segregations of carbides in the matrix and eutectic chromium carbides; b) edged particle of titanium carbonitride inside a eutectic carbide.
The mass of the iron specimen before and after testing for wear was 25.3933 and 25.3926 g respectively, i.e., the loss in the mass was very low (0.7 mg). Figure 3 presents the dependence of the friction factor on the friction path. The value of the friction factor in the steady stage is 0.18, which corresponds to little wear. This value is lower than that obtained in [10] for high-speed steels [0.25 – 0.35). The authors have studied the effect of the content of carbon and chromium and the roughness of the surface of cast rolls from a high-speed steel and established that the friction factor decreased upon growth in the chromium content. The curve in Fig. 3 was obtained by determining the friction factor on a length of 1 km in every 10 m, which made it possible to determine accurately the steady friction mode.

Dependence of the friction factor (F) on the friction path (S) due to testing in the ball-disc mode.
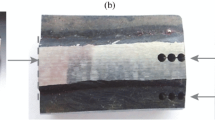
Figure 4 presents the microstructure of the cast iron after wear tests. It can be seen that the wear involves regions of the matrix, wheres the hard carbides of type M7C3 are not worn much. Plastic straining under a load occurs due to the presence of a ferrite matrix stabilized by a high content of chromium. The worn surface bears regions of localized strain. We can also observe oxides formed due to the friction-induced heating.

Microstructure of the wear surface of high-chromium cast iron (scanning electron microscopy).
Conclusions
1. In the initial (cast) condition the microstructure of the high-chromium iron is dendritic and contains primary and eutectic M7C3 carbides. The primary carbides are located in the dendrite spacing. After the two-stage tempering the tempered matrix acquires fine carbide segregations.
2. The losses to wear (ball-disk tests) are 0.7 mg at a friction path of 1 km. The low wear is a result of the high hardness the carbide component.
3. The friction factor in the steady stage is 0.18.
4. The friction process is accompanied by wear of the matrix, while the carbide component remains virtually intact. The matrix undergoes local straining and oxidation.
References
Ş. Karagöz, Ş. H. Atapek, R. Adali, and Ş. Polat, “Microstructural characterization of high chromium added cast iron and the relationship of microstructure-wear,” Metal World, 183, 100–104 (2008).
O. Leisenberg and D. Wittekopf, Stahlguss- und Gusseisenlegierungen, DVG, Leipzig-Stuttgart (1992).
I. Fernandez and F. J. Belzunce, “Wear and oxidation behavior of high-chromium white cast irons,” Mater. Charact., 59, 669–674 (2008).
J. D. Gates, G. J. Gore, M. J. Hermand, et al., “The meaning of high stress abrasion and its application in white cast irons,” Wear, 263, 6–35 (2007).
K. Hirasawa, K. Hayashi, and Y. Inamoto, “Friction and wear of several kinds of cast irons under severe sliding conditions,” Wear, 263, 790–800 (2007).
B. K. Prasad, “Sliding wear response of cast iron as influenced by microstructural features and test conditions,” Mater. Sci. Eng. A, 456, 373–385 (2007).
Z. L. Lu, Y. X. Zhou, Q. Rao, and Z. H. Jin, “An investigation of the abrasive wear of ductile cast iron,” J. Mater. Proc. Technol., 116, 176–181 (2001).
H. F. Fischmeister, Ş. Karagöz, and H. O. Andren, “An atom probe study of secondary hardening of high speed steels,” Acta Metall., 36(4), 817–825 (1988).
‘Ball-on-disc’ Tribometer User Annual. Nanovea Series. Micro Photonics Inc. (2006), Vol. 1.
Y. J. Kang, J. C. Oh, H. C. Lee, and S. Lee, “Effects of carbon and chromium additions on the wear resistance and surface roughness of cast high-speed steel rolls,” Metall. Mater. Trans. A, 32A, 2515–2525 (2001).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 4, pp. 14 – 16, April, 2013.
Rights and permissions
About this article
Cite this article
Atapek, Ş.H., Polat, Ş. A study of wear of high-chromium cast iron under dry friction. Met Sci Heat Treat 55, 181–183 (2013). https://doi.org/10.1007/s11041-013-9602-z
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-013-9602-z