
Studies were made of the process of regulating the phase composition and structure of the surface layer of Armco iron when it is nitrided by a new method—under conditions that involve gaso- and thermogasocyclic loading.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Alloying from the gas phase is one method that can be used for the surface-hardening of steels. All of the thermochemical treatments administered to steels involve such alloying and they all take place at low rates, since diffusion occurs in the solid phase. This is the reason that all of the technologies used for thermochemical treatment are usually lengthy and are carried out at high temperatures, which weakens the core of the product. From this standpoint, low-temperature nitriding has the advantage over high-temperature methods in that it does not require an additional heat treatment to restore the original structure of the core. However, its greatest shortcoming is that it can take 60 h or more due to the low rate of diffusion. In light of this, research on low-temperature nitriding is continuing with the aim of shortening this process and making fuller use of the potential of the saturating media that are used. In [1,2], we studied a new method of low-temperature nitriding — thermogasocycling. Thermogasocyclic nitriding is an efficient new hardening method that makes it possible to reduce the consumption of ammonia by a factor ranging from 2 to 10 and shorten the nitriding operation by a factor in the range 4 – 6.5 while forming a diffusion layer that is 2 – 6 times thicker without any deterioration in the physical or mechanical characteristics of the product. Thermogasocyclic nitriding also improves the environmental aspects of the process of nitriding in a flow of ammonia. Figure 1 shows the microstructure of a nitrided layer of Armco iron after conventional (classical) nitriding and thermogasocyclic nitriding in a process of the same duration — 6 h. It is apparent from the characteristic needles of the γ′-phase that the thickness of the nitrided layer obtained by thermogasocycling is approximately three times greater than the thickness of the layer obtained after conventional nitriding. Technologies which entail cyclic and combination gas nitriding and are conducted in regimes in which the saturating potential can be regulated are the methods which are most promising as subjects for further research.

Microstructure of diffusion layers on Armco iron, ×250: a) conventional nitriding at 520°C, 6 h in ammonia; b ) thermogasocyclic nitriding (saturation temperature — 520°C, denitriding temperature — 620°C), duration of cycles 0.5 h, total duration of process 6 h.
The goal of the investigation being discussed in this article was to study the growth kinetics and changes in phase composition of a diffusion layer formed on Armco iron by the new method of thermogasocyclic nitriding (at cycling temperatures of 520°C and 620°C).
Methods of study
The study was conducted on specimens of Armco iron to minimize the effect of carbon and because Armco iron is the most informative specimen material from the standpoint of microstructural and phase analysis and examination of the kinetics of the process. The specimens were nitrided on a standard flow-type laboratory unit that had been modified to carry out gasocycling and thermocycling: we added two electromagnetic gas valves to cut off the supply of ammonia during the layer resorption (denitriding) stage. Discontinuing the ammonia feed leads to a substantial reduction in nitrogen potential: the layer obtained in the first saturation period undergoes dissociation and neutral molecular nitrogen is formed.
The unit that was used also includes a system which employs a water-type dissociometer to monitor temperature and the degree of dissociation of ammonia.
A 3-kW model SShOL-1.1,6112 furnace is used in the unit. The furnace is equipped with a hermetic muffle having a volume of 2.56 dm3.
The specimens to be nitrided were placed in the working container at the level of the working zone. The container was then hermetically sealed and connected to a gas main. Ammonia was forced through the container for 5 – 10 min to remove residues of air. Then the working value for ammonia flow rate was established and the container was placed in the furnace after the furnace had been heated to the working temperature.
Nitriding is a multivariate process, i.e. the structure, composition, and properties of the layers that are formed vary widely with a change in one or two of the process parameters. We took this into account when we chose the control parameters — the lengths of the layer-saturation cycle and layer-resorption cycle — the so-called “cycle times.” The use of such process parameters is simple and effective from the viewpoint of the setup of the experiment and the configuration of the equipment, making it possible to regulate the phase composition of the surface layer in order to obtain the prescribed service properties.
Thus, thermogasocycling consists of the following sequence of stages: in the first, active stage, nitriding takes place in flowing ammonia at 520°C; in the second stage — denitriding occurs, i.e. diffusion annealing at 620°C in a medium composed almost entirely of dissociated ammonia. The source of nitrogen is the nitride zone, which is established by the alternation of these cycles during the resorption stage but is first formed during the active nitriding stage [3].
The microstructure of the nitrided specimens was studied on a “Neophot” microscope with a digital adapter, while an x-ray diffraction analysis was performed on a “DRON-2” diffractometer.
Results and discussion
The long duration of the traditional nitriding operation is due to the ε-phase that is rapidly formed on the surface. This phase slows the diffusion of nitrogen from the surface into the α-phase and is the main impediment to the growth of the internal nitriding zone (α+γ′II-phase). We therefore designed the method being proposed here with the aim of preventing continuous growth of the ε-phase, which has made it possible to increase the diffusion of nitrogen into the α-phase and attain an effective thickness of nitrided layer in a shorter period of time.
As was shown earlier [2]a, during the first cycle (corresponding to 0.5 h) continuous nitriding takes place with the formation of a developed nitride zone (α+γ′II- and γ′-phases) on the surface.
During the second cycle (resorption stage), a high concentration gradient develops when the supply of ammonia to the boundary of the nitride zone and internal nitriding zone is discontinued. The existence of this gradient forces nitrogen to diffuse deeper into the material, which accelerates the formation of the layer.
It should be pointed out that the kinetics of formation of the hardened zone’s structure are the same during saturation and resorption. Both the structure and the phase composition in each case are determined by just one controllable parameter — the duration of the cycles. The durations of the saturation and resorption cycles were determined experimentally, and use of the findings made it possible to obtain layers with different phase compositions and structures on the surface— layers not only with a developed nitride zone but also a lengthy internal nitriding zone. Completely dissociated layers with just the α-phase were also formed.
Thermogasocyclic nitriding was performed at 520 and 620°C in order to determine the kinetic laws that govern the growth of the diffusion layer on Armco iron. The durations of the cycles were 0.5, 1, 1.5, 3, and 6 h and the total duration of the process was 6 h. The saturation and resorption cycles were of the same length.
The diffusion layer obtained by continuous nitriding undergoes significant changes during the subsequent denitriding operation, these changes taking place both in the nitride zone at the surface and in the internal nitriding zone.
Since formation of the nitride layer during the next active stage of the new cycle occurs on a denitrided surface, i.e. the surface obtained after diffusion annealing, the condition of that surface has a significant effect on the final result. There are certain distinctive features to the diffusion of nitrogen during denitriding. During the process of continuous nitriding in flowing ammonia, when the source of active nitrogen is the atmosphere, nitrogen diffusion takes place in one direction, i.e. into the interior of the metal. During the subsequent annealing in an atmosphere composed almost entirely of dissociated ammonia (denitriding), no saturation occurs and the source of active nitrogen is the nitrided layer itself. Nitrogen begins to diffuse in two directions starting with attainment of the nitrogen concentration maximum in the diffusion layer — in the forward direction, i.e. into the interior of the metal, and in the reverse direction — out of the metal.
In analyzing the denitriding process, consideration must also be given to the changes in the zone occupied by nitrides and other high-nitrogen phases. Specifically, competing processes — oppositely directed diffusion processes — take place during the passive stage of the cycle. The results of these processes become manifest in the character of formation of the diffusion layer during the active stage (saturation stage) of the cycle.
The results obtained from denitriding depend on the temperature and duration of this stage and the structure of the nitride zone formed during the cycle’s first stage.
Figure 2 schematically depicts the individual stages of the denitriding process. During the first stage, the ε-phase undergoes dissociation and the continuous zone occupied by the γ′-phase increases in thickness. Then the γ′-phase also dissociates and is converted into a porous structure. This is accompanied by growth of the internal nitriding zone.

Diagram of nitrogen distribution through the thickness of a nitrided layer with successive denitriding stages (h—distance from the surface): a) saturation stage: formation of the nitride zone and internal nitriding zone; b ) resorption stage: dissociation of the ε-phase and growth of the γ′-phase; c) resorption stage : dissociation of the γ′-phase.
During the second stage, resorption takes place in the internal nitriding zone. Given enough time, the nitride zone may become completely dissociated and a layer of the α-phase may form on the surface. Under these conditions in our experiment, additional saturation took place at 520°C over a period of 0.5 h and a nitride zone was again formed very rapidly on the surface.
Denitriding processes intensify appreciably during the second stage with an increase in saturation temperature to 620°C. The increase in the intensity of the α-phase reflections with a decrease in the intensity of the lines of the ε- and γ′-phases shows that the α-phase has formed in the nitride zone as a result of nitride resorption (Fig. 3). Here, the ε-phase on the surface of the specimens is almost completely resorbed in 1 – 1.5 h and the intensity of the reflection from this line is close to zero. Such a situation naturally leads to a deterioration in the physical and mechanical properties of the surface of products, especially its corrosion resistance. Consequently, the final stage of gas and thermogasocyclic nitriding should be additional nitriding. In our case, additional nitriding was done for a period of 0.5 h at 520°C.

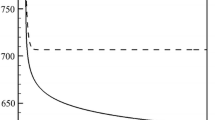
Change in phase composition in a nitrided layer of Armco iron after thermogasocyclic nitriding at 620°C. The change in phase composition is shown in relation to the duration of the cycles (I — intensity of diffraction maxima). Total time of saturation 6 h.
A layer-by-layer x-ray phase analysis was performed after thermogasocyclic nitriding that ended with 0.5 h of additional saturation. The total duration of the process was 6.5 h and cycle duration ranged up to 1 h. The results of the analysis showed that the ε-phase forms rapidly (i.e. in 0.5 h) on the surface of the specimens and the intensity of the reflections of the lines for this phase increases sharply, while the amount of α-phase that is present decreases to zero (Fig. 4). The amount of ε-phase decreases and the amount of α-phase increases with increasing distance from the surface. Also, the γ′-phase appears in the layer.

Phase distribution through the thickness of a nitrided layer of Armco iron after thermogasocyclic nitriding (saturation temperature 520°C, denitriding temperature 620°C, duration of cycles 0.5 h, total duration of the saturation process 6.5 h, time of additional saturation 0.5 h).
The results of the studies showed that the nitride zone formed by thermogasocyclic nitriding is thinner than the nitride zone formed by conventional nitriding. Meanwhile, the nitride zone decreases in thickness with an increase in cycle time, and it is completely resorbed when cycle time reaches 3 h.
The above pattern was seen not only for processes ending with the resorption stage but also processes terminating with a saturation stage. This shows that nitriding is predominant over denitriding when the saturation and resorption cycles are short, i.e. it shows that there is not enough time in this case for resorption to proceed to completion. With long cycles, conversely, resorption takes place more rapidly than saturation.
This conclusion was supported by the results of the x-ray structural analysis.
By comparing the graphs in Fig. 5a and b , it is possible to see the effect that an additional concluding saturation cycle has on the composition of the nitride zone. It is apparent from Fig. 5b that additional saturation helps accelerate the formation of the ε-phase. The longer the cycles, the greater the amount of this phase that is formed. At the same time, additional saturation is followed by a sharp reduction in the intensities of the γ′-phase and α-phase. It should be mentioned that the higher the degree of resorption of the nitride zone after the denitriding stage, the more rapid the growth of the nitride zone when additional saturation is performed.

Effect of the duration of the cycles on the intensity of radiation (I ) from the phases of a nitrided layer of Armco iron (saturation temperature 520°C, denitriding temperature 620°C): a) total nitriding time 6 h, final stage — resorption; b ) total nitriding time 7 h, final stage — saturation for 1 h.
Conclusions
-
1.
The kinetic laws that govern the growth of the diffusion layer on Armco iron during thermogasocyclic nitriding were determined (for cycling temperatures of 520 and 620°C). Given short saturation and resorption cycles (0.5 and 1 h), the process of nitriding is predominant over the process of denitriding, i.e. there is not enough time for complete resorption of the nitride zone. With long cycles, conversely, resorption takes place more rapidly than saturation.
-
2.
A new process parameter — cycle time (the time of saturation of the nitrided layer and its resorption time)—can be used to control the phase composition of the surface layer in order to obtain the necessary service properties.
-
3.
The diffusion layer formed as a result of the first saturation cycle, i.e. continuous nitriding, undergoes significant changes during the subsequent denitriding process. These changes occur both in the surface nitride zone and in the internal nitriding zone.
-
4.
When the nitriding operation is ended with a saturation stage (number of cycles — 13; total duration of the process — 6.5 h), an ε-phase with superior hardness and corrosion resistance is formed on the surface of the product. In order to improve only wear resistance, it is recommended that the nitriding process be completed with a resorption stage (number of cycles — 12; total duration of the process — 6 h). In this case, a hard, wear-resistant γ′-phase is formed on the surface of the hardened zone.
References
I. S. Belashova and D. P. Shashkov, “Effect of thermogasocyclic loading on the process of nitriding,” Tekhnol. Met., No. 3, 48 – 56 (2003).
I. S. Belashova and D. P. Shashkov, “Controllable nitriding processes under thermogasocyclic conditions,” Metalloved. Term. Obrab. Met., No. 5, 42 – 45 (2010).
I. S. Belashova, “Study of the effect of annealing on the phase composition of nitrided Armco iron,” Uprochn. Tekhnol. Pokrytiya, No. 5, 20 – 23 (2005).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 6, pp. 46 – 50, June, 2012.
Rights and permissions
About this article
Cite this article
Belashova, I.S., Shashkov, A.O. Kinetics of growth of the diffusion layer in nitriding by the thermogasocyclic method. Met Sci Heat Treat 54, 315–319 (2012). https://doi.org/10.1007/s11041-012-9504-5
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-012-9504-5