
The effect of nanosize alumina (Al2O3) concentration on the morphology and mechanical properties of microfibrillar composites obtained by processing the thermodynamically incompatible polypropylene/ copolyamide (PP/CPA) blend was studied. It was established that composite monofilaments exhibited a selfreinforcing effect due to the in situ formation of PP fibrils (microfibers) in the CPA matrix. The tensile strength and the initial elastic modulus of the filaments studied depended on their structure and correlated with dimensional characteristics of the disperse phase component. It is shown that the introduction of Al2O3 nanoparticles in an amount of (0.1-3.0) wt.% allows one to adjust the structure formation process of the dispersed phase component to obtain composites with a thin homogeneous morphology. The maximum performance was achieved for filaments formed from a composition containing 1.0 wt.% alumina. In this case, microfibers were the predominant type of structure, and their diameters were minimum. The increasing ability of the jets of nanofilled melts of PP/CPA blends to the longitudinal deformation was due to the formation of a more perfect microfibrillar structure during extrusion. This makes it possible to obtain filaments from such blends on already existing extrusion equipment.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Mixing of polymers is an effective and promising method to create materials with improved physical and chemical and operational characteristics, even in comparison with synthesis of new monomers and polymers. A characteristic property of polymer composites is the fact that their properties, to a large degree, are caused by their phase structure, which is determined, first of all, by the degree of thermodynamic compatibility of their components (absolutely compatible homogeneous, partially compatible, and completely incompatible systems) [1, 2].
Until recently, the low affinity of composition components was considered as significant drawback of such composites. However, in many cases, precisely owing to the multiphasal nature of polymer dispersions, materials on their basis possess unique properties. The disperse phase of a polymer blend is deformed and collapses during their mixing and processing into products, which results in the formation of particles with sizes over a rather wide range (from submicron to tens of micrometer). These particles can be spherical, ellipsoidal, cylindrical, or ribbonlike. The final morphology of mixes is the result of dynamic equilibrium between deformation phenomena and the capillary instability on the one hand and coalescence on the other [1]. A special place among polymer systems is occupied by matrix-fibrillar composites (MFCs), in which, on mixing and processing the components of the disperse phase, micro- and nanofibrils in situ arise in the matrix [3]. For the first time, this phenomenon was investigated in details in the 70ties of the last century and named by authors a specific fibrillation [4]. MFCs are gaining popularity owing to the relative ease of their fabrication. In this case, the effect of modification is much higher than in the traditional filling methods. Microfibrillar composites feature a high strength, a high elastic modulus [3, 5, 6], improved barrier and insulation characteristics, and a low specific density [7, 8]. Also, known are methods for modification of their surface properties by directed migration of fibrils in the volume of a product [8]. During the last years, it has been shown that it is possible to form MFCs with improved mechanical properties by processing both primary and secondary polymers, which allows one to utilize polymer waste products [1, 3, 9, 10].
Formation matrix-fibrillar morphology in thermodynamically incompatible blends is determined by such factors as the structure of a composition [1, 11], the ratio between the viscosities of components [1, 12, 13], the degree of their interaction (the magnitude of interphase tension) [14, 15], processing conditions (mixing time and speed and geometrical parameters of the extruder screw and the forming tool) [16, 17], etc. For deformation of a drop into a jet and retention of its cylindrical form, the presence a developed transition layer transmitting stresses from the matrix to the disperse phase is necessary. One of the most effective methods to influence the interphase phenomena is introduction a third component exhibiting a compatibiling (emulsifying) action and allowing one to adjust the morphology of polymer dispersions. As such compatibilizers, there can be special substances or nanosize additives [1,2,3, 13,14,15, 18]. The introduction of nanoparticles into melts of polymer blends is an effective factor for controlling the process of specific fibrillation of one polymer in the matrix of another one, which allows one to create qualitatively new materials with predicted characteristics by changing the morphology and presence of nanosubstances in their structure.
The purpose of this work is improvement of the mechanical properties of composite mono- and complex (microfibrillar) filaments by introducing alumina nanoparticles into the melt of the thermodynamically incompatible polypropylene/copolyamide (PP/CPA) blend.
1. Experimental Part
1.1. Materials for researches
In this work, an isotactic polypropylene of mark “Lipol” А7-74К (Lisichansk NPZ, Lisichansk, Ukraine) an alcoholsoluble copolyamide (a copolymer of caprolactam and hexametilen adipinate in the ratio of 50:50) of mark PА-6/66-4 (Open Company “Anid,” Ekaterinburg, Russia) were used.
The investigations were carried out with the use a PP/CPA blend 30/70% by weight. The characteristics of initial polymers are given in Tab. 1. As a nanofiller, a pyrogenic alumina with 90.7 wt.% Al2O3 and a specific surface of 109 m2/g (experimental sample, Institute of Surface Chemistry, NAN of Ukraine) was used. The concentration of the additive in the blend was 0.1-3.0 wt.% of polypropylene.
1.2. Research methods
The components were mixed carried in a screw extruder of mark LGP-25. In the clearance between the mobile and immobile extruder disks, intensive shear and tensile stresses arose, which promoted a homogeneous dispersion of the component of the disperse phase. The nanofiller was preliminary fed into the PP melt, and the PP/Al2O3 granules obtained were mixed with the matrix polymer (PP).
The ability of melts to the longitudinal deformation were characterized by the maximum stretch ratio Fmax of melt jet, which was defined as the ratio between the maximum possible speed of reception of the jet and the linear speed of melt in the die.
The composite monofilaments were formed on a laboratory stand through a die with an aperture diameter of 0.78 mm at a stretch ratio of melt jet equal to 10. The thermooriented pullout of filaments was carried out a at temperature of 150°С with a stretch ratio of 4.2-5.0. The microfibrillar filaments were obtained by extracting the matrix polymer from composite filaments by a 70% ethyl alcohol in a Soxhlet apparatus. The tensile strength, the initial elastic modulus, and the breaking stretch ratio of filaments were determined on a tensile machine at a stretch rate of 100 mm/min. The force of a preliminary tension was 1 сN, and the clamped length was 100 mm. For one sample, no less than 10 parallel measurements were carried out. The relative arithmetic-mean error (at the confidential probability 0.95) did not exceed 5%. The initial elastic modulus was characterized by the force necessar y to deform the filament by 1% of its initial length.
The influence of nanofiller on the structurization processes of PP in the CPA matrix was investigated by means of an optical microscope of mark MBI-15 and an electron microscope of mark GEOLGSM-35. Digital microphotos of transverse and longitudinal extrudate cuts were obtained by a digital camera with an adapter. To quantitatively estimate the sizes of particles in compositions, the method of images analysis in the ImageJ program was employed. From the microphotos of cuts of blends with different content of nanofiller, the area Sp and perimeter Pp of particles of the disperse phase were found. Using these data, the equivalent diameter De and the shape factor SF of particles were calculated by the formulas
Depending on the content of filler, the total number of analyzed particles was from 802 to 1676.
To determine the types of the structures forming PP in the CPA, the matrix component was extracted from composite strands. The structurization was estimated by analyzing the microphotos of extracted particles of the disperse phase, with a quantitative determination of weight fractions of all types of structures (microfibrils, particles, and films). A statistical processing of experimental data was performed with the help of the “Statistica” software package.
2. Results and Their Discussion
2.1. Influence of the content of alumina nanoparticles on the microstructure of PP/CPA blend
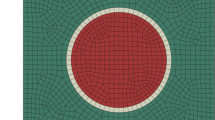
On Fig. 1, microphotos of transverse cuts of PP/CPA extrudates with different contents of nanofiller are presented, from which it is evident that the introduction of Al2O3 greatly influenced the blend morphology already at its minimum (0.1 wt.%) content.

Microphotos of transverse cuts of blend extrudates with various contents of nanofiller: 0 (a), 0.1 (b), 0.5 (c), and 1.0 wt.% (d).
The curves of empirical distribution of particles of the disperse phase by their equivalent diameter and results of the statistical analysis are illustrated on Fig. 2.

Differential curves of empirical distribution of particles of the disperse phase according to the equivalent diameter in PP/CPA/Al2O3 blends with various content of nanofiller: 0 (1), 0.1 (2), 0.5 (3), 1.0 (4), and 3.0 wt.% (5); N is the number of observations.
The data presented indicate that, for the initial blend, the greatest fraction of particles (40%) corresponded to the range De = 2-4 μm. The introduction of 0.1 wt.% of Al2O3 into the composition increased the fraction of particles in the same range to 56% and reduced the arithmetic-mean value of De from 5.1 to 4.4 μm. At a further growth in concentration of Al2O3 to 1.0 wt.%, a tendency to a gradual decrease in the arithmetic mean of De was observed. For a PP/CPA composition containing 1.0 wt.% Al2O3, the minimum (3.4 μm) value of De and the maximum (61%) fraction of particles in the 2-4 μm range of equivalent diameters were reached. It was typical that the amount of particles with De <2 μm grew in comparison with that in the initial blend more than fourfold (from 4 to 17%). In this case, the confidence interval (95%) of the values of De narrowed and shifted to smaller ones (3.3-3.5 μm) in comparison with that in the initial composition (4.9-5.3 μm). Increasing the concentration of nanofiller to 3.0 wt.% negatively influenced the degree of dispersion of PP drops — the average value of the equivalent diameter grew to 5.6 μm, but the maximum fraction of particles with De = 2-4 μm decreased to 25%.
The curves of empirical distribution of particles of the disperse phase according to the shape factor SF are presented on Fig. 3. As is seen, the PP particles in the initial composition were basically round, and for 64% of them, SF > 0.98 at an average median value of 0.99. The introduction of nanofiller into the composition shifted the distribution of particles according to SF to smaller values. To the greatest degree, it was evident at the 1.0 wt.% content of Al2O3 but the average median value of SF of particles of the disperse phase was 0.95.

Differential curves of empirical distribution of particles of the disperse phase according to the shape factor in PP/CPA/Al2O3 blends with various content of nanofiller: 0 (1), 0.1 (2), 0.5 (3), 1.0 (4), and 3.0 wt.% (5).
Thus, the presence of nanofiller in the composition allowed us to lower the average size of particles of the disperse phase by ~33% (from 5.1 to 3.4 μm) at a slight change in their shape factor. This can be connected with the influence nanoparticles on the rheological properties of component melts and on the magnitude of interphase interaction in the polymer dispersion. The greatest decrease in dimensional characteristics of the PP phase was reached at the 1.0 wt.% content of nanofiller.
Investigation results for the longitudinal cuts of extrudates demonstrated that, during the flow of initial and the modified blends, microfibrillar composites (MFCs) formed, in which PP drops deform, merged together, and formed microfibrils in situ in the CPA matrix (Fig. 4). After processing extrudates by a selective solvent, the copolyamid passed into the solution, and the disperse phase of PP remained mainly as a bunch of microfibrils, and an insignificant amount of particles and films (Fig. 5). The results of quantitative microscopic investigations of the influence of alumina concentration on the dimensional characteristics of different types of PP structures are given in Tab. 2. As is seen, PP microfibrils were the prevailing type of structure in the extrudates of initial and nanofilled blends, but some part of PP (to 17%) formed a film or remained as particles.

Microphoto of the longitudinal cut of PP/CPA/Al2O3 composite extrudate with 0.1 wt.% of nanofiller.

SEM image of structures of the disperse PP phase after extraction of the CPA matrix polymer. Arrows show the microfibers (1), particles (2), and films (3).
In the presence of Al2O3 nanoparticles, the diameter microfibrils decreased, and their weight fraction grew in all the range of concentrations. In the best way, the fibrillation was realized in the blend containing 1.0 wt.% additives. In this composition, there were the highest fraction of microfibers (94.9%) and the lowest total amount of particles and films (5.1%).
By many researches, the reduction in the dimensional characteristics of the disperse phase and the prevailing formation of microfibrils with a minimum diameter in nanofilled compositions are explained by the increasing degree of compatibility of polymer macromolecules in the interphase layer at the cost of compatibiling actions of nanoparticles [1, 3, 8, 13,14,15,16,17,18]. Thus, it has been shown that the introduction of nanosize TiO2 particles into the melt of polyethylenterephtalat/PP blend [13] and of TiO2/SiO2 into PP/CPA [14] promoted the deformation of drops of the component of disperse phase in liquid jets and decreased the average diameter of micr ofibrils 3.8 and 2.2 times, respectively.
2.2. Influence of the content of nanofiller on the formation and mechanical properties of filaments with a microfibrillar structure
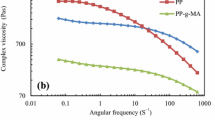
The formation of fibers and filaments can be considered as the uniaxial stretching of melts. The ability of polymer compositions to form continuous filaments (spinnability of systems) is the better the higher the maximum stretch ratio of the jet. Calculation showed that the melt of PP/CPA blend deformed much worse than the initial components (see Tab. 1 and Fig. 6). This is connected with the incompatibility of macromolecular segments of CPA and PP and with the weak interaction between them in the transitive layer. The introduction of nanofiller improved the spinnability of the systems, which was evidenced by the increasing values of Fmax from 93 for the initial blend to 130 for the three-component, one containing 1.0 wt.% Al2O3. The increasing processing ability of nanofilled of blends into monofilaments is caused by the formation of a large amount of microfibrils with a smaller diameter, which, as is known, being anisotropic structures, facilitate the axial deformation of melt jets [1]. Besides, improved is also the spinnability of the melt of the initial PP filled with Al2O3 nanoparticles (see Fig. 6).

Influence of the content C of Al2O3 nanofiller on the stretch ratio Fmax of the jet of PP (●) and PP/CPA (■) melts.
From the nanofilled systems, composite monofilaments with a stretch ratio of melt jet equal to 10 were formed. Their microstructure consisted of an anisotropic CPA matrix filled with PP microfibrils (MFC). In earlier investigations, it has been shown that, owing to the axial deformation of melt jet in the field of the longitudinal gradient of speeds, microfibril diameters in the matrix decreased in the inverse proportion to the square root of stretch rate [12]. The subsequent thermooriented stretching was accompanied by further deformation of structures of the disperse phase, but the microfibrillar morphology in the MFC was retained. By extraction copolyamide from monofilaments, continuous complex filaments consisting of nanofilled microfibers of PP were obtained.
The data on the mechanical properties of composite mono- and complex filaments of PP microfibrils given in Tabs. 3 and 4 point to the modifying influence of nanofiller. With increasing concentration of alumina, their breaking strength and the initial elastic modulus rised approximately by 40 and 20%, respectively.
The improvement in the properties of monofilaments can be explained by the self-reinforcing effect of the polymer composites for which the microfibrillar morphology is realized [3, 12, 13]. Thus, the degree of increase in the mechanical parameters is determined by the type of structure of the disperse phase that it creates in the matrix. The highest values of the initial elastic modulus and strength are reached when microfibrils are the prevailing type of structure and have minimum diameters, but the increased fractions of particles and films worsens the mechanical properties of composite products [12].
A comparison of data on the influence of nanofiller on the microstructure of extrudates (see Tab. 2) and the mechanical properties mono- and complex filaments allows one to draw the conclusion that their parameters of strength and initial modulus correlate with the dimensional characteristics of PP microfibrils (Tabs. 3 and 4). The minimum diameter of microfibers (2.2 μm) and their maximum fraction (94.9 wt.%) in the blend extrudate containing 1.0 wt.% Al2O3 ensured the creation of MFCs and microfibrillar filaments with the highest values of strength and elastic modulus. For nanofilled monofilaments improved mechanical characteristics can also be achieved by increasing the ratio of thermooriented stretching (see Tab. 3). It is necessary to note that the complex microfibrillar filaments have higher elasticity than textile filaments [12]. This is also evidenced by the results of strength tests in loops and knots of complex filaments of PP microfibrils (see Tab. 4). This can be explained by the reduced stresses in the conditions complex loading owing to the considerable reduction in the diameter of PP filaments.
An increase in the mechanical characteristics and elasticity of products from incompatible blends of polymers filled mineral nanoparticles occurs not only when microfibrillar structures are formed [1, 19]. The mechanism of this process has not been disclosed yet, but the majority of scientists are of the opinion that it is affected by a number of factors. First of all, hard nanodisperse fillers improve the technological compatibility of biphase polymer systems and their morphology which determines the properties of composites. An important role is also played by the high specific surface nanofillers, which promotes the formation of a great number of different types of physical links between nanoparticles and macromolecular chains in the transitive layer. The probability of simultaneous break of several such links is much lower than that of one chemical bond, therefore, the relative weak physical forces secure strong adhesion between polymer macromolecules and the filler [1, 19]. The best results are achieved under the condition of prevailing localization of nanoparticles in the interphase zone. In this case, an essential factor is the mixing sequence of components of the system. It considerably influences the degree of filling of phase interfaces by the nanofiller, which grows if the filler is preliminary mixed with the component having a low moistening ability relative to the surface of nanoparticles [19]. The greater the difference in this ability between the polymers of a blend, the more significant is the influence of the mixing sequence of nanofiller with components on its localization in the interphase zone.
Thus, the effect of reinforcing of monofilaments from a PP/CPA blend filled with alumina nanoparticles can be caused by the action of all the factors listed. At the same time, in our opinion, the basic contribution makes the formation of more perfect morphology, in which PP microfibrils in monofilaments are oriented strongly in the longitudinal direction and have the best dimensional characteristics.
Conclusions
It is established that the composite monofilaments formed from a PP/CPA blend with alumina nanoparticles possess improved mechanical properties: the breaking strength and the elastic modulus increase by about 40 and 20%, respectively. The reinforcing effect is connected with the formation of a microfibrillar structure in the MFC investigated. It is shown that, on introducting 0.1-3.0 wt.% Al2O3 nanoparticles, the degree of dispersity of PP in the CPA matrix rises (the amount of particles with an equivalent diameter <2 μm grows more than fourfold). The nanofiller also allows one to control the formation process of microfibrils in the direction of reduction of their diameters and of increase in their weight fraction. The maximum degree of increase in the mechanical parameters was achieved for filaments with the most thin and homogeneous morphology, formed from a blend containing 1.0 wt.% alumina. The PP microfibrils formed in situ were the basic type of the structure (94.9 wt.%), and their average diameter was minimum (2.2 μm).
It is established that the relation between the mechanical properties of complex filaments from nanofilled PP microfibers and the contents of alumina has the same form as that for monofilaments. The highest values of the breaking strength and the initial elastic modulus were found for microfibrillar filaments obtained by extracting the matrix polymer from the MFC with the most perfect morphology. A special feature of these filaments, in comparison with the polypropylene ones obtained by the traditional technology, was their increased elasticity.
Judging by the maximum deformation of melt jet in the longitudinal stretching field and the thermooriented pullout of filaments, the introduction of nanosize Al2O3 particles into the PP/CPA blend improves its ability to processing. This is caused by the formation of PP microfibrils and by the filling by the mineral additive.
Results of the investigations carried showed that the mechanical properties of microfibrillar composites and finely fibrous products can be improved regulating their phase morphology by introducting a nanofiller.
References
L. A. Utraсki and C. A. Wilkie, Polymer blends handbook, London: Springer New York; Heidelberg Dordrecht (2014).
N. Miskolczi, V. Sedlarik, P. Kucharczyk, and E. Riegel, “Enhancement of the mechanical properties of a polylactic acid/flax fiber biocomposite by WPU, WPU/starch, and TPS polyurethanes using coupling additives,” Mech. Compos. Mater., 53, No. 6, 791-800 (2018).
S. Thomas, R. Mishra, and N. Kalarikka, Micro and Nano Fibrillar Composites (MFCs and NFCs) from Polymer Blends, Woodhead Publishing (2017).
M. V. Tsebrenko, A. V. Yudin, T. I. Ablazova, and G. V. Vinogradov, “Mechanism of fibrillation in the flow of molten polymer mixtures,” Polymer, 17, No. 9, 831-834 (1976).
R. J. Shields, D. Bhattacharyya, and S. Fakirov, “Fibrillar polymer-polymer composites: morphology, properties and applications,” J. Mater. Sci., No. 43, 6758-6770 (2008).
K. Jayanarayanan, S. Thomas, and K. Joseph, “Morphology, static and dynamic mechanical properties in situ microfibrillar composites on polypropylene/poly (ethylene terephtalate) blends,” Composites: Part A, No. 39, 164-175 (2008).
R. J. Shields, D. Bhattacharyya, and S. Fakirov, “Oxygen permeability analysis of microfibrill reinforced composites from PE/PET blends,” Composites: Part A, No. 39, 940-949 (2008).
Vu Anh Doan and Masayuki Yamaguchi, “Interphase transfer of nanofillers and functional liquid between immiscible polymer pairs,” Recent Res. Devel. Mat. Sci., No. 10, 59-88 (2013).
B. Andricic, T. Kovacic, and I. Klaric, “Properties of recycled material containing poly (vinyl chloride), polypropylene, and calcium carbonate nanofiller,” Polym. Eng. Sci., 48, No. 3, 572-577 (2008).
R. Chen, S. Ahmad, S. Gan, M. H. Ab Ghani, and M. N. Salleh, “Effects of compatibilizer, compounding method, extrusion parameters, and nanofiller loading in clay-reinforced recycled HDPE/PET Nanocomposites,” Appl. Polym. Sci., 132, No. 29, 319-325 (2015).
J. J. Elmendorp and A. K. Van Der Vegt, “A study on polymer blending microrheology: Part IV. The influence of coalescence on blend morphology origination,” Polym. Eng. Sci., 26, No. 19, 1332-1338 (1986).
N. M. Rezanova, Yu. O. Budash, and V. P. Plavan, Innovative Technologies of Chemical Fibers [in Ukrainian], K. KNUTD (2017).
W. Li, J. Karger-Koсsis, and A. K. Schlarb, “Dispersion of TiO2 particles in PET/PP/TiO2 and PET/PP/PP-g-MA/TiO2 composites prepared with different blending procedure,” Macromol. Mater. Eng., No. 294, 582-589 (2009).
N. M. Rezanova, V. G. Rezanova, V. P. Plavan, and O. O. Viltsaniuk, “The influence of nano-additives on the formation of matrix-fibrillar structure in the polymer mixture melts and on the properties of complex threads,” Vlakna a Textil, No. 2, 37-42 (2017).
N. Rezanova, Yu. Budash, V. Plavan, O. Ishchenko, and V. Bulakh, “Morphology and rheology of nanofilled РР/PVA blends,” Revista de Materiale Plastice, No. 4, 735-739 (2017).
N. H. Tran, H. Brünig, M. A. Landwehr, R. Vogel, and G. Heinrich, “Controlling micro-and nanofibrillar morphology of polymer blends in low-speed melt spinning process. Part II: Influences of extrusion rate on morphological changes of PLA/PVA through a capillary die,” J. Appl. Polym. Sci., No. 133, 442-573 (2016).
N. H. Tran, H. Brünig, R. Boldt, G. Heinrich, “Morphology development from rod-like to nanofibrillar structures of dispersed poly (lactic acid) phase in a binary blend with poly (vinyl alcohol) matrix along the spinline,” Polymer, 55, No. 24, 6354-6363 (2014).
M. Salzano de Luna and G. Filippone, “Effects of nanoparticles on the morphology of immiscible polymer blends - challenges and opportunities,” Eur. Polym. J., No. 79, 198-218 (2016).
A. E. Zaikin and T.B. Bobrov, “Compatibilization of mixtures of incompatible polymers by filling,” Vysokomol. Soed., 54, No. 8, 1275-1282 (2012).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Mekhanika Kompozitnykh Materialov, Vol. 56, No. 3, pp. 479-492, May-June, 2020.
Rights and permissions
About this article

Cite this article
Plavan, V.P., Rezanova, V.G., Budash, Y.O. et al. Influence of Aluminum Oxide Nanoparticles on Formation of the Structure and Mechanical Properties of Microfibrillar Composites. Mech Compos Mater 56, 319–328 (2020). https://doi.org/10.1007/s11029-020-09883-5
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11029-020-09883-5