
The influence of the content and fiber length of textile waste (cotton, flax, and hemp) on the deformation and strength properties (in tension and bending) of a linear low-density polyethylene (LLDPE) was investigated. It was found that the tensile strength increased for all composites containing hemp fibers of up to 30 wt.%. The elongation at break rapidly decreased when the filler content was raised to 10 wt.%, but thereafter changed insignificantly. The flexural strength and modulus increased considerably with filler content in the composites. On the contrary, their deformability, as expected, decreased. The influence of hemp fibers on the physicalmechanical properties of the LLDPE was somewhat more pronounced. The optimum content of fibers in the composites (30 wt.%) was significantly smaller than that usually obtained (40-50 wt.% natural fibers) for other polyolefin composites, for example, with low-density polyethylene and polypropylene matrices. The highest values of strength parameters, both in tension and bending, were reached for systems with a fiber length of up to 1 mm. The melt flow index decreased considerably with increasing fiber content in the LLDPE matrix (from 4.4 dg/min for LLDPE to 0.05-0.14 dg/min for systems containing 30 wt.% fibers). Nevertheless, processing of the composites was possible by traditional methods, for example, extrusion.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Natural vegetable fibers can successfully be employed as reinforcing constituents in many thermoplastics [1,2]. Such fibers possess many advantages compared with traditional reinforcing fillers (glass fibers and other inorganic fillers): the practically unlimited choice of fibers, their low cost, rather high impact strength, relatively high specific strength, low density, good acoustic properties, biological degradability, low abrasivity during processing of a composite, easy recycling, etc. [2]. As polymeric matrices, polymers with sufficiently low temperatures of transition to the rubberlike state (yield and melting temperatures) are basically used, which is dictated by the rather low thermostability of natural lignocellulosic fibers. To such criteria there correspond all types of polyolefins: high- and low-density polyethylenes (HDPE and LDPE, respectively), polypropylene (PP), and linear low-density polyethylene (LLDPE).
In the literature [3–6], results of investigations into the operational properties of various composites based on LDPE, HDPE, and LLDPE are presented. It is shown that the introduction of cellulose fibers in the amount of up to 30 wt.% favors a significant growth in the strength properties and a decrease in shrinkage of the composites. Such composites can be successfully used in manufacturing various parts for automotive industry.
The results of investigations performed in [7–14] show that polyolefins can be modified by using natural waste products, in particular, flax fibers formed at different stages of manufacture of linen yarns. Such fillers are suitable for creating ecologically promising polymer composite materials, either with primary [7,8] or secondary [9] polyolefins. The addition of flax waste (at a concentration of filler up to 40-50 wt.%) to an LDPE matrix five- to sixfold increases the elastic modulus of matrix polyethylene and decreases its deformability. The residual strain at break, depending on the choice of waste products (pulverized fraction, rough particles of straw, or spinning and roving waste), is equal to 10-30% [7]. Similar results were also obtained in investigating composites based on secondary polyethylenes and primary high-density polyethylene [9], where it was found that the elastic modulus of the composites increased 3-6 times in bending and 2-7 times in tension. In this case, the deformability of the composites decreased significantly, while the tensile strength practically remained the same or slightly grew, depending on the choice of matrix [9]. We should note that all the systems examined, despite the significant decrease in melt fluidity, after the introduction of filler to 40-50 wt.%, retained rather high values of the melt flow index (MFI) (0.07-0.15 dg/min). Such an MFI is quite satisfactory for the treatment of highly filled systems by using the traditional methods of processing composites, for example, extrusion [15]. A widely known drawback of composites containing natural fibers is their relatively low water resistance. To reduce the water absorption of the composites, such interface modifiers as the stearic acid and diphenyl methane diisocyanate (DMI) were used, which can promote the formation of chemical (covalent) bonds at the interface between the fibers and polymeric matrix. An indirect confirmation of this assumption is the three- to fourfold decrease in the water absorption of systems containing DMI, which improves the physicomechanical parameters of the composites, too [8–11].
A more detailed study of the water resistance and strength of systems containing waste products of linen manufacture was carried out in [12–14]. The effect of water absorption on the strength parameters of the composites was estimated in experiments with a great number (to 100) of parallel measurements, which made it possible to employ the methods of mathematical statistics to refine the reliability of measurement results [12]. It is found that the influence of water on the properties of the materials is reversible — after drying of specimens, their initial properties are restored practically to the former level, both after one [13] and three [14] cycles of water absorption and drying. In [15], it is shown that the water resistance of composites containing LLDPE, high-density polyethylene, and flax fibers up to 25 wt.% depends not only on the degree of filling of the matrix with fibers, but also on the choice of technological parameters and the conditions of processing of the systems on a twin-screw extruder. Despite the preliminary treatment of flax fibers with a 5% alkali (NaOH) and vinyltrimethoxysilane as a finishing agent, the water absorption of composites based on LLDPE varies from 1 to 10% (C = 25 wt.%). In this case, it is possible to establish an optimum processing temperature and a rotation speed of screws, which provides the maximum water resistance of the composites. The above-mentioned studies show that the waste products of natural vegetable fibers are ecologically and economically promising fillers for polyolefins. However, practically no detailed investigation of the properties of such LLDPE-based composites is available in the literature.
In the present study, the effect of composition, concentration, and length of flax, cotton, and hemp fiber waste on the deformational and strength properties (in tension and bending) and on the technological properties (fluidity) of LLDPE is investigated.
Materials and Investigation Methods
As a matrix, we used an LLDPE of trademark LL6201 with MFI = 4.4 dg/min and melting temperature Т m = 123°С; three kinds of textile waste of natural vegetable fibers (cotton, flax, and hemp) were used as fillers. The content of filler was varied from 10 to 40 wt.%.
Before mixing, the fiber waste was dried in an air chamber at 105°С for 24 h. The dried fibers were crushed in an RETSCH ZM200 rotational mill equipped with a set of sieves with different diameters of meshes (0.25, 0.5, 1.0, 2.0, and 3.00 mm), which gave fractions of fibers of various length.
The composites were prepared by mixing the fibers with a polymeric matrix on rollers (Т = 150°С and t = 10 min), with subsequent cooling of the material and crushing into granules of irregular shape 2-4 mm in size. The granules were pressed (Т = 150°С, t = 3 min, and Р = 10 MPa) in compression molds for manufacturing 0.5-mm-thick sheet preforms, which were then cut into flat dumbbell specimens for determining their deformational and strength characteristics. Specimens in the shape of bars (4 × 10 × 50 mm) for testing their flexural strength were prepared by the method of pressure molding (Т = 150°С and P = 10 MPa). The technological properties (MFI) of the composites were estimated by the method of capillary viscometry (d = 2.06 mm and L = 8 mm) at a temperature of 190°С and a load of 2.16 kgf (ASTM D1238).
The mechanical properties in tension were determined on dumbbell specimens (length of the test section 10 mm, width 5 mm, and thickness 0.5 mm) on a UTS-100 universal testing machine at a deformation speed of 1 mm/min, according to ASTM 638M. Owing to the rather wide scatter of experimental results, at least 15 specimens were tested in each experiment, and the average values of measurements were calculated by using the Statistica 6.0 software. The bending strength was evaluated according to EN ISO178, and the bending modulus was found in the interval of deformations 0.2-0.5 mm.
The images of fiber surface and fracture surfaces of specimens were obtained by means of a scanning electron microscope (SEM) of trademark Quanta 200 (FEI Company). The images of fiber surface were investigated by a detector of secondary electrons (Everhart-Thornley Detector, ETD) in vacuum. In turn, the fracture surfaces of specimens were examined by a detector of reflected electrons (DualBSD) at a pressure of 60 Pa.
Discussion of Experimental Results
Table 1 presents the values of MFI for the LLDPE as functions of the type and concentration of fibers. It is quite natural that the MFI decreased with growing content of filler. The greater decrease in fluidity of the compositions was observed in the case of cotton, which pointed to a more intense interaction between the fibers and the LLDPE polymeric matrix. As is known, cotton contains about 94-96% cellulose fibers, but a fibrous filler affects the viscosity of melt to a greater degree. The composites containing 40 wt.% fibers practically lost their fluidity under conditions of the test, which somewhat contradicts the results obtained in [7], where the rheological behavior of LDPE containing flax waste was investigated. The MFI of the composite was equal to 0.1-0.5 dg/min even at C = 40-50 wt.%, although the fluidity of the initial LDPE was even lower (3.8 dg/min) than that of the LLDPE used in our investigation (4.4 dg/min). This fact points to the increased interaction at the interface between the LLDPE and fibers.
The results of bending tests on compositions containing natural fibers (up to 1 mm long) are shown in Figs. 1 and 2.

Bending strength σ b (a) and the maximum deflection Δmax (b) upon destruction of LLDPE/ natural fiber composites (1 — cotton, 2 — hemp, and 3 — flax) vs concentration C of filler (fiber length to 1 mm).

Elastic modulus in bending Е b for LLDPE/natural fiber compositions vs C (fiber length ≤ 1 mm). Designations as in Fig. 1.
The bending strength increased with the parameter C irrespective of the kind of fibers (see Fig. 1a). The greatest increase in C (about twofold compared with its value of the matrix LLDPE) occurred when the hemp waste was used (curve 2 in Fig. 1a). The maximum values of σb were observed for compositions containing 30 wt.% fibers (irrespective of their type), but at C = 40 wt.% the strength started to decrease. Such results somewhat contradict the data obtained for other, similar composites [7–9], for which an increase in the indices of bending strength was observed at C = 40-50 wt.% of modifying fibers. Obviously, the decrease in the bending strength was caused by the increased heterogeneity of the composites containing 40 wt.% filler. As expected, the LLDPE polymeric matrix became more rigid because the deflection of the systems with fibrous fillers before destruction was smaller (see Fig. 1b). Its numerical values, compared with those of the pure polymeric matrix (the maximum deflection reached 10.5 mm), decreased more than twofold (to 4-5 mm). This fact points to a reduced mobility of the links of polyethylene macromolecules at the fiber–polymeric matrix interface, which leads to a partial loss of elasticity by the composite, especially, at high (30-40 wt.%) filler concentrations, when the volume of the interphase layer considerably grows in comparison with the volume of polymer.
Up to the degree of filling of 30 wt.%, the elastic bending modulus Еb practically did not vary and did not depend on the kind of fibers, but it grew with content of filler in the polymer (see Fig. 2). The numerical values of Еb increased three-, four-, and fivefold in the cases of flax, hemp, and cotton, respectively. Significant distinctions in the elastic modulus were observed at C = 40 wt.%. These distinctions could be caused by the fact that the initial natural fibers contained different amounts of cellulose fibers. For example, flax contains about 64-65, hemp — 70, and cotton — to 94-96% cellulose fibers [16]. This agrees with the known fact that fiberlike particles reinforce a polymeric matrix more efficiently than powderous ones. The scatter of experimental values of Еb, which can also serve as a measure of the degree of heterogeneity, varied within the limits of 10-16% (10 wt.% hemp) and of 3-15% (10 wt.% flax); for composites with fillers exceeding 30 wt.%, the scatter was 11.8-16.1% (hemp) and 5.0-8.5% (flax), whereas at C = 40 wt.% these values were 16-20 (hemp) and 7.1-7.6 (flax). As seen, with content of fibers increasing from 10 to 30 wt.%, the scatter of experimental data differed not very much. Some reduction in the scatter was observed in the case of flax (30 wt.%), which indicated that the degree of heterogeneity was lower in the composite with a higher content of flax fibers.
The results of tension tests showed (Fig. 3) that the tensile strength σ t increased, but the strain at break ε t, on the whole, decreased with growing concentration of filler.

Tensile strength σ t (a) and relative elongation ε t (b) at break for LLDPE/natural fiber compositions vs C (fiber length ≤ 1 mm): 1 — cotton, 2 — hemp, and 3 — flax.
The greatest decrease in ε t was observed in the range of concentrations not exceeding 10 wt.%. A further increase in fiber concentration changed the value of ε t only slightly — by 5-10%. These data completely agree with the results of similar investigations of composites based on polyolefins and filled with flax waste [7,8]. A somewhat different picture could be seen for the tensile strength (Fig. 3). Some decrease in σ t occurred only in the composites containing flax (curve 3), whereas in those with cotton and hemp fibers, the values of σ t grew considerably (curves 1 and 2): from 10.0 to 24.3 MPa (cotton) and from
10.0 to 32.8 MPa (hemp). This attests that the reinforcing action of cotton and hemp fibers on the LLDPE polymeric matrix is stronger than that of flax ones. The average scatter of measurement results for σ t and ε t was not connected with heterogeneity of the material so distinctly as in the case of Е b. The average scatter of σ t varied within the limits of 9.6-9.8% (hemp) and 1.8-5.1% (flax) at the degrees of filling equal to 10 and 40 wt.%, respectively. The average values of ε t varied from 9.8 to 11.9% (at 10 and 30 wt.% hemp) and from 9.3 to 10.5% (at 10 and 30 wt.% flax).
It is of interest to compare the experimental results for the strength and rigidity of the composites examined with theoretically possible values of these parameters. The efficiency of employment of the high level of mechanical properties of a fibrous filler is determined by the minimum critical length l cr of fibers, at which the matrix is able to transfer the basic part of the stress applied:
where σ f is the tensile strength of fibers, τ is the shear strength of matrix in the boundary layer adjacent to the fibers, and d is the fiber diameter.
In [7], it is shown that, in a composite filled with flax fibers of average length 3.0 mm and diameter 10-20 μm, the value of l∕d is equal to 100-300. Such long fibers, according to the efficiency of stress transfer, are expected to correspond to infinite fibers, and the dependence σ t (C) should obey the law of additivity. But this is not the case. Moreover, the tensile strength σ t decreases with increasing content of fibers. Similar results were also obtained in investigating the strength properties of the composite based on LLDPE and fibrous flax waste (see curve 3 of Fig. 2). In this case, the values of σ t also slightly decreased with growing concentration of fibers. One of the most probable reasons for the low realization of strength properties of flax fibers can be their considerable agglomeration, which lowers the effective values of l∕d , and poor wetting conditions at the interface (the flax contains about 15-17% of low-molecular soluble substances). The latter fact can be aggravated by the complex spiral structure of flax fibers, as well as by pores on their surface and by inner cavities [17], although, judging from the micrographs obtained by a scanning electron microscope (SEM) at a 196× magnification (Fig. 4a,b), the surfaces of flax and hemp fibers do not differ greatly. Obviously, in the case of hemp and cotton, which cause a considerable increase in the tensile strength of LLDPE, the fiber particles are agglomerated to a lesser degree, and the interaction at the fiber-polymer interface increases because hemp and cotton fibers contain a smaller amount of low-molecular soluble substances. The SEM pictures (Fig. 4c,d) can serve as an indirect confirmation of the assumption made above. Since fiber-containing composites basically fail because of destruction of the interphase layer, in particular, by the pull-out of fibers from the polymeric matrix, naked parts of the fibers should be visible on the fracture surface of a specimen. This can be clearly seen on micrographs (see Fig. 4c) in the case of flax fibers, while with hemp ones (see Fig. 4d), the fracture centers and completely naked fibers are not so numerous.

SEM micrographs of the surfaces of natural fibers: a — flax and b — hemp; c and d are the fracture surfaces of specimens of the compositions of LLDPE with 30 wt.% flax and hemp, respectively.
In [7], another attempt to calculate the theoretical elastic modulus in the case of bending of a composite based on an LDPE with randomly distributed short flax fibers was made by using the formula representing a modified additivity rule [17]
where Е m and E f are the elastic moduli of matrix and fibers, respectively; k is an empirical parameter characterizing the efficiency of use of fibers, which depends on φ and the ratio E f E m.
In our case, the elastic modulus calculated by formula (2) was E c ≈ 0.126E f ≈ 3.48 GPa (Ef of flax was equal to 27.6 GPa [19]), which about threefold exceeded the values found for the LDPE + flax composite. The experimental values of Е b in the case of LLDPE + flax were higher (≈ 1200 MPa), but this also is far from the theoretically possible value of E c ≈ 3.48 GPa. This fact confirms the assumption of high agglomeration of fibers in the composites and, consequently, of high heterogeneity of the material, which was made on the basis of a comparison between experimental data and the theoretically achievable values of σ t. Hence, it is necessary to optimize the production technology of the composites and to intensify the interaction processes at interfaces. This is a matter of further investigations with the use of twin-screw extruders, mixtures, and efficient interphase modifiers, such as maleated polyethylene and others.
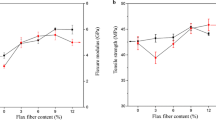
Since the efficiency of reinforcement of composites with fibers greatly depends on the ratio between their length and diameter (l/d), it is of interest to estimate the effect of the ratio on the strength of the composites. Such investigations were performed on the fibers of hemp and flax grown in Latvia. The results of measurements of σ b and σ t vs fiber length are shown in Figs. 5 and 6, respectively. The degree of filling was C = 30 wt.%.

Parameters σ b (a) and Е b (b) of the compositions of LLDPE + 30 wt.% natural fibers vs their length l: □ —hemp and ■ — flax.

Tensile strength σ t (a) and modulus E t (b) of the compositions of LLDPE + 30 wt.% of natural fibers vs l: □ — hemp and ■ — flax.
As seen, the bending strength and the elastic modulus did not depend considerably on the length of reinforcing fibers at l = 0.25-3.0 mm; the values of σ b varied within the limits of 31.2-35.5 MPa (flax) and 34.4-38.9 MPa (hemp) (see Fig. 5a), while the values of Е b — within the limits of 1140-1380 MPa (flax) and 1320-1410 MPa (hemp) (see Fig. 5b). However, in the interval of fiber length examined, some distinctions could also be noticed. In the case of hemp, the greatest values of σ b and Е b were observed at l = 0.25-1.0 mm and in the case of flax — at 1.0-3.0 mm. This can be partly explained by the smaller diameters of flax fibers (see Fig. 4a) than those of hemp (see Fig. 4b), which could affect the critical values of l/d, which grew in the case of flax and decreased in the case of hemp. We should note that the diameters of hemp fibers differed to a greater degree than those of flax ones (see Fig. 4a,b).
Tests for the tensile strength as a function of the length of reinforcing fibers showed dissimilar results (Fig. 6).
For both kinds of fibers (flax and hemp), a markedly pronounced maximum of the tensile strength was observed at l = 1.0 mm: the values of σ t reached 32.8 (for hemp) and 34.5 MPa (for flax), which were considerably higher than those at l = 0.25, 0.5, or 2.0, 3.0 mm (σt = 18-20 MPa) compared with the strength of matrix (σ t = 10.0 MPa). The elastic modulus in tension, on the contrary, did not show such a significant dependence on the length of reinforcing fibers. This was especially noticeable in the case of hemp, when the modulus changed insignificantly, and a poorly expressed maximum arose only at l = 1.0 mm. For the system with flax fibers, the tensile modulus was higher and varied from 1014 (l = 3.0 mm) to the maximum value of 1385 MPa (l = 1.0 mm), i.e., within the limits of 35-36%. We should note that the average scatter of measurement results of strength indices of the compositions considered did not exceed 10%. The tests for strength properties showed that the optimum length of all the fibers used was close to 1.0 mm. Similar results were also obtained in tests on other polyolefin composites containing natural fibers [20].
The SEM micrographs of the surfaces of flax and hemp fibers (see Fig. 4a,b) showed that these surfaces differed only slightly. Some distinctions were visible only in the fiber diameter. The flax, as a whole, was more uniform in the diameter of fibers, which are thinner (see Fig. 4a) than the hemp ones (see Fig. 4b). In turn, the fracture surfaces of the composites visually differed significantly (see Fig. 4c,d). In the composite with LLDPE + 30 wt.% flax, the number of visible naked surfaces on fibers (see Fig. 4c) was higher than in the case of hemp (see Fig. 4d). This fact indicates that it is necessary to increase the adhesive interaction at the fiber-polymer interface, which will certainly improve the physicomechanical properties of the composite.
Conclusions
Results of the investigations performed show that the natural fibrous waste products of textile manufacture (cotton, flax, and hemp) can be efficiently used as reinforcing components in the LLDPE polyolefinе. All the fillers examined promoted a growth in the strength indices of LLDPE, but the reinforcing properties of the fibers depended on their length. The optimum length of the fibers did not exceed 1.0 mm, and the optimum concentration of the reinforcing component was 30 wt.%.
The strength tests in bending and tension of the composites showed that most promising is the use of hemp fibers as a reinforcement for LLDPE. This is explained by the fact that the hemp is able to well adapt to the critical weather conditions of Latvia, it grows quickly and forms longer fibers than flax. Therefore, the cultivation of hemp in Europe and Latvia is rapidly increasing, and it can seriously compete with the traditional flax fibers.
References
R. M. Rowell, “A new generation of composite materials from agro-based fiber,” in: P. N. Prasad, I. E. Mark, and T. J. Fai (eds.), Polymer and Other Advanced Materials: Emerging Technologies and Business Opportunities, Plenum Press (1995), pp. 659-665.
A. R. Sanadi, D. F. Caulfield, and R. E. Jacobcon, “Agro-fiber thermoplastic components,” in: Paper and Composites From Agro-Based Resources, Lewis Publ. (1997), pp. 377-401.
S. Shinoj, R. Visvanathan, and S. Panigrahi, “Towards industrial utilization of oil palm fiber: Physical and dielectric characterization of linear low-density polyethylene composites and comparison with other fiber sources,” Biosyst. Eng., 106, No. 4, 378-388 (2010).
S. Panigrahi, X. Li, L. Tabil, K. Barghout, R. L. Kushwaha, and E. K. Mupoudwa, “Development of flax-fiber-reinforced biocomposites for potential application for automotive industries,” SAE Int. J. Commerc. Vehicl., 2, No. 2, 107-114 (2010).
S. Panigrahi, “Oil palm fiber biocomposites for automotive industries,” SAE Int. J. Commerc. Vehicl., 3, No. 1, 313-322 (2010).
D. Pasuinini, E. M. Teixeira, A. A. Curvelo, et al., “Surface esterification of cellulose fibers: processing and characterization of low-density polyethylene/cellulose fibers composites,” Compos. Sci. Technol., 68, No. 1, 193-201 (2008).
Ya. A. Kayaks, B. N. Bulmanis, S. A. Reikhmane, and M. G. Tsiprin, “Effect of the composition and concentration of fibrous wastes from linen yarn production on the physicomechanical properties of polyolefin composites,” Mech. Compos. Mater., 33, No. 3, 293-298 (1997).
J. Kayaks, V. N. Bulmanis, S. A. Reikhmane, and M. G. Tsiprin, “Effect of modifying additions on the physicomechanical properties of composites based on polyethylene and wastes from linen yarn production,” Mech. Compos. Mater., 33, No. 4, 381-385 (1997).
J. A. Kajaks, S. A. Reihmane, and M. G. Tsiprin, “Physicomechanical properties of composites from recycled polyethylene and linen yarn production wastes,” Mech. Compos. Mater., 35, No. 2, 139-146 (1999).
J. A. Kajaks, S. A. Reihmane, V. N. Bulmanis, and J. E. Lejnieks, “Effect of water on the physicomechanical properties of composites containing low-density polyethylene and linen yarn production waste,” Mech. Compos. Mater., 37, No. 2, 167-170 (2001).
J. A. Kajaks, S. A. Reihmane, and J. E. Lejnieks, “Effect of water on the physicomechanical properties of composites containing secondary polyethylene and linen yarn production wastes,” Mech. Compos. Mater., 38, No. 4, 351-356 (2002).
J. E. Lejnieks, J. A. Kajaks, and S. A. Reihmane, “Correlation between the mechanical properties and the amount of desorbed water for composites based on low-density polyethylene and linen yarn production waste,” Mech. Compos. Mater., 41, No. 4, 351-356 (2005).
G. Bakradze, J. Kajaks, S. Reihmane, R. Krutokhvostov, and V. Bulmanis, “The influence of water sorption-desorption cycles on the mechanical properties of composites based on recycled polyolefine and linen yarn production waste,” Mech. Compos. Mater., 43, No. 6, 573-580 (2007).
G. G. Bakradze, J. A. Kajaks, S. A. Reihmane, and J. E. Lejnieks, “Correlation between the mechanical properties and the amount of desorbed water for composites based on a recycled low-density polyethylene and linen yarn production waste,” Mech. Compos. Mater., 43, No. 5, 629-638 (2007).
B. A. C. Sirotong, L. G. Tabil, S. Panigrahi, and W. J. Crerar, “Extrusion compounding of flax-fiber-reinforced polyethylene composites: Effects of fiber content and extrusion parameters,” J. Natur. Fibers, 7, No. 4, 289-306 (2010).
A. Thygsen, Properties of Hemp Fiberpolymer Composites - An Optimization of Fiber Properties Using Novel Defibration Methods and Fibre Characterization, Roskilde, Denmark (2006), pp. 21, 24, and 27.
A. C. R. Carlos, “Mechanical Properties of Reinforced Thermoplastics,” D. W. Clegg and A. A. Colleyor (eds.), Elsevier Appl. Sci. Publ., London, Ch. 3, 110-162 (1986).
J. Manson and L. Sperling, Polymer Blends and Composites, Plenum Press, New York (1976).
Acknowledgments
This study was supported by the European Social Fund within the framework of the project “Establishment of interdisciplinary research groups for new functional properties of smart textiles development and integrating in innovative products” (ESF Nr.2009/0198/1DP/1.1.1.2.0./09/APIA/VIAA/148).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Mekhanika Kompozitnykh Materialov, Vol. 48, No. 6, pp. 897-910 , November-December, 2012.
Rights and permissions
About this article
Cite this article
Nestore, O., Kajaks, J., Vancovicha, I. et al. Physical and mechanical properties of composites based on a linear low-density polyethylene (LLDPE) and natural fiber waste. Mech Compos Mater 48, 619–628 (2013). https://doi.org/10.1007/s11029-013-9306-x
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11029-013-9306-x