
Test rolling is performed for austenitic steel 12Kh18N10T workpieces in two-high and three-high screw rolling mills. Differences are determined for the nature of change in hardness and structural parameters (grain size and grain size anisotropy coefficient in axial and transverse sections) in transient and steady-state screw rolling stages conducted by two schemes (two-high and three-high). In the steady-state screw rolling stage compared with the transient stage there is a reduction in the range of grain size and hardness values with the volume of a workpiece. It is established that the distribution of inclusions in a diametric longitudinal section close to the end of a workpiece after deformation in both mills is comparable with the rolling angle direction close to the roll feed angle.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Screw rolling is one method for preparing seamless pipes, hollow workpieces, sleeves, continuous round workpieces and bars. A distinguishing feature of screw rolling is the helicoidal nature of metal flow of a deformed workpiece at the deformation site [1]. Screw rolling alongside equal-channel angular extrusion concerns process of intense plastic deformation [2,3,4]. Screw rolling makes it possible to increase a whole series of material properties for the workpiece obtained [1], including strength and ductility [5, 6]. Two-high and three-high screw rolling mills are the most widespread [7]. Two-high screw rolling mills are used predominantly in pipe production for broaching workpieces with the aim of preparing sleeves [7] of steels [8], alloys based on aluminum [9], titanium [10, 11], etc. In addition, two-high rolling is used during plugging, reeling and grooving of pipes. The three-high scheme is used extensively during rolling in screw rolling (radial-shear) mini-mills [1, 12, 13] in order to prepare continuous workpieces of steels [3], titanium alloys [6, 14,15,16], magnesium and alloys based upon it [4, 5], copper and copper alloys 017–19], silumins [20] and in some cases in order to prepare sleeves [21].
During analysis of the nature of change in the structure [5, 15, 18, 20] and microhardness [5, 16, 18, 19] of a workpiece after three-high rolling within its surface layers intense grain refinement is observed, and in the axial zone of a workpiece the intensity of refinement is considerably reduced [4, 20]. In this case the greatest values of microhardness are observed close to the surface, and the least in a workpiece axial zone. This feature develops to a lesser extent with a two-high rolling scheme. In [22] the effects of feed on the thickness of a fine-grained
layer of a workpiece surface, thinning of a δ-ferrite band, and austenite grain refinement have been determined. In [11] a change has been shown in values of hardness through a sleeve wall thickness, and in [10] the nature of change in microstructure parameters has been revealed, although reasons affecting its formation have not been established.
Analysis of the change in structure parameters (grain shape, size, and orientation) and hardness during rolling may be additional information about the effect of rolling regime on the nature of material shape change. For example, in [3, 4, 18, 19] it has been demonstrated that after screw rolling there is “rotation” of grain boundaries by a certain angle. In [1, 12] it is noted that a similar phenomenon is connected with the geometry of a helicoidal trajectory of metal flow at the deformation site and correspondingly with structural parameters of the deforming tool, and mill adjustment determining its geometry. In this case it is clear that additional research is required in order to reveal a more precise connection.
By describing the effect of screw rolling regime on workpiece deformability it is normal to assume that with a two-high scheme there is axial [8, 23, 24] and with a three-high scheme there is circular breakdown [1, 25,26,27]. At the same time it is noted that there is no single opinion by researchers about reasons and conditions for occurrence of breakdown and other typical phenomena during screw rolling. In [23] it is noted that with three-high rolling it is possible to have not only circular, but also axial breakdown.
There is almost no systematic research devoted to comparing processes of property and structure formation in different stages (transient and steady-state) of screw rolling performed by different schemes. In [1, 27] a difference is noted in the change in material properties for different screw rolling stages. The authors in [28] on the basis of computer modeling data have evaluated the difference in the nature of deformation distribution in the transient of two-high and three-high screw rolling. According to work in [1, 7, 23, 24, 29, 30] workpiece breakdown during screw rolling by any scheme commences close to the end, i.e., in the region of a transient deformation stage.
On the basis of reviewing results of research in the field of evolution of workpiece metal microstructure during screw rolling and experience of the authors of the article it may be concluded that experimental data about the real shape and size of grains within a workpiece metal structure after deformation in screw rolling mills is lacking. In [2,3,4,5,6, 10, 11, 14,15,16,17,18,19, 23] in studying workpiece metal structure parameters after screw rolling the grain size has been evaluated in the transverse and longitudinal directions of rolled sections. In this connection it is important to study features of the nature of workpiece shape change during rolling by two-high and three-high rolling schemes and their effect on the nature of change in rolled workpiece microstructure, including in order to reveal region coordinates within which the risk of breakdown is greatest.
The aim of the work is experimental study of the features of the change in grain structure and hardness in steady-state and transient stages of screw rolling steel 12Kh18N10T workpieces during deformation in two-high and three-high mills, establishment of the correlation of structure formation with stress-strained state (SSS) parameters, and temperature and temperature-rate deformation regimes during two-high and three-high screw rolling schemes
In order to determine the effect of screw rolling scheme on grain structure formation and hardness of the workpieces obtained test rolling was conducted in two-high and three-high rolling mills for workpieces of austenitic steel 12Kh18N10T with a composition, wt.%: ≤ 0.12 С, ≤ 0.8 Si, ≤ 2 Mn, 9–11 Ni, ≤ 0.02 S, ≤ 0.035 P, 17–19 Cr, ≤ 0.3 Cu, 0.4–1 Ti, ~ 67 Fe.
An original workpiece prepared by longitudinal rolling and an undeformed specimen (reference) has a diameter of 60 mm ad length of 200 mm. before rolling the original workpieces were heated to 1150 °C for 2 h. After two-high rolling the workpiece diameter was 54 mm, and after three-high rolling it was 52 mm. at the end of rolling workpieces were water cooled. Two-high rolling was accomplished in a MISiS-130D screw rolling mill with guards [7,8,9, 22, 24,25,26], and three-high rolling was accomplished in a MISiS-100T mill [1, 7].
The rolled feed angle during rolling in the MISiS-130D mill was 18° and the feed angle was 0°, and during rolling in the MISiS-130D they were 18 and 10° respectively. Roll rotation frequency was 55 min–1.
A workpiece rolled in a two-high mill had a shrinkage cavity 11.2 mm thick at the leading and 11.8 mm at the rear ends. The dimensions of a finished workpiece (after cutting shrinkage cavities) with two-high rolling: diameter 54.0 mm, and length 205 mm. A workpiece rolled in a three-high mill had a shrinkage cavity 10.2 mm deep at both ends and the finished part with diameter of 52.0 mm and length of 241.2 mm.
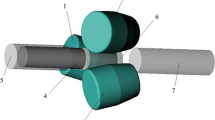
The layout is shown in Fig. 1 for selecting specimen for hardness measurement and studying the grain structure. Starting from results of reviewing research for the evolution of workpiece metal microstructure during screw rolling and experience of the authors of this article it may be noted that experimental data for the actual grain shape and size of workpiece metal after deformation in screw rolling mills is lacking. In [2,3,4,5,6, 10, 11, 14,15,16,17,18,19, 23] with mention of the workpiece metal grain size after screw rolling there is talk of grain size of the transverse or axial (longitudinal) plane.

Layout of specimen selection for hardness measurement and studying microstructure parameters in axial and transverse sections (a); points in axial and transverse sections of specimens whose grain size values were used for calculating the anisotropy coefficient (b).
In order to study the effect of processes occurring in the transient rolling stage on hardness distribution and microstructure parameters, four semicircular specimens 5 mm thick were cut from the end section (Fig. 1a).
The steady-state stage corresponds to a similar specimen cut from the center of the length of each workpiece. The plane of sections for studying the microstructure coincided with transverse and axial workpiece sections; hardness measurement was conducted by a representative scheme, and the pitch of measurement over the vertical and horizontal was 5 mm (see Fig. 1b). Values of grain size determined from an area of 1.32 mm2 of a microsection plane in two sections are the average of 250 measurements, and hardness from three. As a result of layer-by-layer measurements in the end area data have been obtained in four transverse sections and data and data for 12 lines (diameters) in axial sections (correspondingly in each specimens of the end region there were three lines arranged in an axial section at a distance of 2.5 mm from each other) (see Fig. 1). From the end after cutting off the shrinkage cavity specimens were taken whose cross section and the first of three lines in the axial section corresponded to the end and the distance for the rest of the transverse sections and lines in the axial section was calculated from the end. The grain size anisotropy coefficient (Kani) was calculated by dividing the average grain size at points for the edges of microsections in the axial plane by the average value of grain size at corresponding points for edges in transverse microsections (see Fig. 1b).
In order to remove scatter in the data selected for grains size and hardness a Tukey method [31] was used, based on calculating the mean quartile distance.
Photographs of the microstructure were obtained by means of Axio Scope A1 Carl Zeiss and Axio Observer D1m Carl Zeiss microscopes using Thixomet software [32], and Vickers hardness (HV5) was measured by means of a REICHERTER UH250 hardness meter. Electrolytic etching of microsection surfaces in order to reveal the microstructure was performed in 10% aqueous C2H2O4 solution (oxalic acid).
Hardness and grain size data in the axial and transverse sections of the control specimen in the form of markers and trend lines are applied in Fig. 2a, constructed on the basis of a second degree polynomial, and measurement of the grain size anisotropy coefficient for the control specimen in the form of markers and trend lines constructed on the basis of a second order polynomial are provided in Fig. 2b.

Data and trend lines (a) illustrating hardness distribution (1) in reference workpiece cross section, and average grain size in axial (2) and transverses (3) sections; data and trend lines illustrating change in Kani values (b).
Grain size increases from 35–42 μm at the center of a workpiece to 90–125 μm in a workpiece surface, and conversely hardness is almost identical or reduced a little: from 120–122 HV at the center of a workpiece to 116–118 HV at a workpiece surface (see Fig. 2a). The change in grain size anisotropy coefficient in relation to distance from a workpiece axis for the control specimen makes it possible to conclude that grain within the structure of a workpiece before screw rolling were extended a little and had a size in the longitudinal direction up to 1.55 times greater than in the transverse direction. In addition, in microsections in the axial section banding was observed, and a transverse section inclusions were represented in the form of individual points. A probable reason for grain size anisotropy and presence of banding in the axial section is preparation of an original workpiece by longitudinal rolling.
According to data for the grain size and hardness of workpieces rolled in two-high and three-high rolling mills after removing scatter from data by means of the least squares method dependences are obtained for the value of the test parameter on distance from the workpiece axis in the form of second degree polynomials. The dependences obtained were used in constructing surfaces by means of Mathcad. A change in hardness and grain size in the axial and transverse sections is shown in Figs. 3 and 4. In this case in each of the figures there are two surfaces: one for a steady-state stage (four specimens from the end region); a second for the steady-state stage (a specimens from the center of a workpiece).

Average grain size distribution in workpiece transverse and axial sections in areas of transient and steady-state rolling stages in two-high (a) and three-high (b) mills.

Hardness distribution in workpiece cross section in transient and steady-state rolling stages in two-high (a) and three-high (b) mills.
Grain structure inhomogeneity, and especially hardness in sections of specimens of the end region of a workpiece, affect the transient nature if the shape change process in the corresponding stages of two-high and three-high screw rolling (Figs. 3, 4). Scatter of values of the average grain size and hardness in the steady-state stage is lower than in the transient stage.
In Figs. 3a, c, 4 for the most distant regions from the end the shape of the distribution surface of average grain size and hardness coincide or are similar to the shape of a similar surface for a specimen corresponding to the steady-state rolling stage. Proceeding from this it may be proposed that a probable boundary between the transient and steady-state stages of two-high and three-high screw rolling are at a distance of about 20 mm from the workpiece leading end. Hardness distribution over a specimen cross section for two-high rolling (see Fig. 4a) in steady-state rolling and a tendency of a change in hardness in the transient stage shows that the least hardness and consequently strength are observed in the center of each specimen. Hardness increases towards the surface. As noted previously, for a two-high screw rolling scheme there is typically workpiece axial breakdown [1, 7, 8, 22,23,24,25,26]. In the steady-state stage during three-high rolling and in some sections in the transient stage the least hardness (or local minimum) and consequently strength is achieved in regions located between the center and surface if a workpiece (see Fig. 3b). During of a continuous workpiece in a three-high mill there is annular breakdown and workpiece layering [1, 7, 25, 26, 30].
For rapid evaluation of the inhomogeneity of grain size and hardness in steady-state and transient stages of two-high and three-high rolling graphical dependences have been plotted illustrating he scatter of hardness and average grain size values in a cross section (Fig. 5).

Distribution of hardness values and grain size in regions of transient and steady-state rolling stages in two-high (a), (b) and three-high (c), (d) mills.
It is seen that for specimens of the end region the change in scatter of values of average grain size and hardness is not uniform and is different for different rolling schemes, and alongside data provided in Figs. 3 and 4 specifies the instability of deformation of a workpiece test region. The clear difference in the change in values of average grain size and values of hardness in transverses sections of a workpiece from an end region is reflected in Fig. 5c, d. A change-over to a steady-state rolling stage for both schemes is accompanied by a reduction the scatter of hardness values over a workpiece section see (Fig. 5c, d), and with three-high rolling there is a marked (by up to a factor of 2.5) reduction in the difference in values of average grain size (Fig. 5b). In the steady-state stage of three-high rolling hardness throughout the whole section of a workpiece is almost identical (see Fig. 5d).
A change-over from a transient to a steady-state rolling stage is accompanied by a change in the nature of Kani distribution in different zones of workpieces rolled by different schemes (Fig. 6).

Change in Kani over workpiece length in transient and steady-state rolling stages by two-high (a) and three-high (b) schemes.
The distribution of Kani in end regions (see Fig. 6) alongside data provided in Figs 3–5 also clearly reflects the instability of the nature of shape change and complexity of associated structural processes. In the steady-state stage it is possible to reveal this difference in grain structure in relation to the rolling scheme: the value of Kani with two-high screw rolling in a direction from the workpiece axis to its surface increases, and with three-high rolling it decreases. In this case with two-high screw rolling Kani < 1 and with three-high rolling Kani > 1. Kani with respect to the original undeformed workpieces with two-high rolling a steady-state stage decreases by up to a factor of 2.5, and with three-high rolling by up to a factor of 1.7 (see Fig. 2b and Fig. 6). It may also be noted that the scatter of Kani values in the transient stage for both rolling schemes is greater than in the steady-state stage (see Fig. 6).
Therefore, in the steady-state rolling stage even under conditions of occurrence of partial dynamic recrystallization, a difference in structure is retained, including grain size anisotropy, and consequently a difference in the properties of workpieces hot-rolled by different screw rolling schemes. In this case special attention should be turned to anisotropy of properties and anisotropy of the structure over a workpiece cross section.
The data obtained for the change in hardness and grain size (Figs. 3, 4) with three-high rolling qualitatively coincide with results of research [2,3,4, 14, 15, 19, 23, 28, 33] confirming the connection between a change in grain size and the intensity of deformation in the steady-state stage: from the center towards the surface the intensity of deformation increases, and grain size decreases. It has not been possible to review data for the change in hardness for two-high rolling from the results. Results obtained in the course of research do not contradict theoretical ideas about the metal SSS connected with presence of a weakened (with respect to strength) axial zone of a rolled workpiece and axial breakdown, the so-called “Mannesmann effect” and experimental data about a change in structure provided in [1,2,3,4,5,6,7,8,9,10,11,12,13,14,15,16,17,18,19,20,21,22,23,24,25,26, 29].
It may also be noted that in the course of screw rolling by both schemes there is a change in banded structure orientation. In the axial section of the “End” specimen (see Fig. 1) both after two-high and three-high rolling the distribution of inclusions is orientated at an angle of 15–17° to the workpiece axis (Fig. 7). In this case the rolled feed angle was 18° for both of the test mills used. With three-high screw rolling a similar phenomenon has only been noted close to the surface of a workpiece in a longitudinal section [3], and in [4, 19] close to the surface, but in a cross section. With a two-high screw rolling scheme, but in order to prepare a hollow workpiece (sleeve) i.e., during broaching, rotation of the structure by some angle has been noted in a sleeve cross section [18], between its outer and inner surfaces.

Orientation if stringed rolled product structure in axial section with two-high (a) and three-high (b) rolling schemes.
It is important for subsequent research to reveal a clear correlation between the distribution of SSS parameters and the grain size and hardness, not only for the steady-state stage of two-high and three-high screw rolling, but also for their transient stages, and it is expedient to make structural and textural studies during rolling under conditions including occurrence of recrystallization, and conversely with occurrence of complete recrystallization throughout the whole volume.
A marked difference within the limits and nature of change in the parameters studied for the transient stage suggests inhomogeneity and failure to predict metal properties over a rolled product length, and consequently a requirement for removing end zones that reduces the yield of finished product during screw rolling. Therefore it is important to reduce the shrinkage cavity and volume of objects deformed in the transient rolling stage. A similar solution making it possible to obtain a zero shrinkage cavity has been presented in [25].
Conclusions
1. On the basis of experimental of grain structure and hardness distribution over the length and cross section of round workpieces of austenitic steel 12Kh18N10T after hot screw rolling in two-high and steady-state mills features have been revealed for the change in structure in transient and steady-state rolling stages.
2. A complex nonuniform deformation process in the transient stage of hot screw rolling causes a strong, especially with a two-high rolling scheme, difference in grain size and unpredictable inhomogeneity of the properties of the end zones of metal product reducing finished product output.
3. A change-over to the steady-state rolling stage is accompanied by a marked, especially with a three-high scheme, reduction in the difference in grain size (more regular distribution of grain structure parameters) and scatter of hardness values over a workpiece cross section and length. This may be used in determining boundaries for a change-over to a steady-state rolling stage.
4. Inhomogeneity of the structure and consequently properties is connected with anisotropy of the grain size shape and distribution over rolled product cross section for the two screw rolling regimes maintaining in the steady-state stage at least in continuous workpieces prepared with not very high degrees of deformation and incomplete occurrence dynamic recrystallization.
References
S. P. Galkin, “Theory and technology of steady-state workpiece and bar rolling of low-ductility steels and alloys,” Diss. Doct. Techn. Sci., Moscow (1998).
E. V. Naydenkin, I. V. Ratochka, I. P. Mishin, and O. N. Lykova, “Evolution of the structural-phase state of a VT22 titanium alloy during helical rolling and subsequent aging,” Russian Physics Journal, 58, No. 8, 1068–1073 (2015).
A. S. Smirnova, L. S. Derevyagina, A. I. Gordienko, and Yu. I. Pochivalov, “Modification of the structure if low-carbon pipe steel by transverse screw rolling and an increase in strength properties and cold resistance,” FMM, 119, No. 16, 89–98 (2018).
M. Diez, H. Kim, V. Serebryany, et al., “Improving the mechanical properties of pure magnesium by three-roll planetary milling,” Mat. Sci. and Eng. A, 612, 287–292 (2014).
A. Stefanik, P. Szota, S. Mróz, et al., “Properties of the AZ31 magnesium alloy round bars obtained in different rolling processes,” Archives of Metallurgy and Materials, 60, No. 4, 3001–3006 (2015).
I. V. Ratochka, I. P. Mishin, O. N. Lykova, et al., “Evolution of the structure and mechanical properties of titanium alloy VT22 with high-temperature deformation,” Izv. Vyssh. Uchebn, Zaved., 59, 70–74 (2016).
B. A. Romantsev, A. V. Goncharuk, N. M. Vavilkin, and S. V. Samusev, Pipe Manufacture [in Russian], ID MISiS, Moscow (2011).
B. A. Romantsev, “Hollow shaped workpieces with improved precision, machine technology and construction,” Diss. Doc. Techn. Sci., Moscow (1993).
M. M. Skripalenko, V. E. Bazhenov, B. A. Romantsev, et al., “Mannesmann piercing of ingots by plugs of different shapes,” Mat. Sci. and Tech., 32, No. 16, 1712–1720 (2016).
Z. Zhang, D. Liu, Y. Yang, et al., “Explorative study of rotary tube piercing process for producing titanium alloy thick-walled tubes with bi-modal microstructure,” Archives of Civil and Mechanical Engineering, 18, No. 4, 1451–1463 (2018).
C. Bunte and M. Gomez, “Caracterización de semielaborados de aleaciones de titanio procesadas por extrusión y laminación perforación (proceso Mannesmann),” Revista Materia, 20, No. 3, 636–645 (2015).
S. P. Galkin, “Trajectory of deformed metal as basis for controlling the radial-shift and screw rolling,” Stal’, No. 7, 63–66 (2004).
B. A. Romantsev, S. P. Galkin, V. K. Mikhajlov, et al., “Bar micromill,” Stal’, No. 2, 40–42 (1995).
N. Lopatin, “Effect of hot rolling by screw mill on microstructure of a Ti−6Al−4V titanium alloy,” Int. J. of Material Forming, 6, No. 4, 459–465 (2012).
N. Lopatin, G. Salishchev, and S. Galkin, “Mathematical modeling of radial-shear rolling of the VT6 titanium alloy under conditions of formation of a globular structure,” Russian J. NonFerrous Metals, 52, No. 5, 442–447 (2011).
V. I. Betekhtin, Y. R. Kolobov, V. Sklenicka, et al., “Effect of a defect structure on the static and long-term strength of submicro-crystalline VT1–0 titanium fabricated by plastic deformation during screw and lengthwise rolling,” Technical Physics, 60, No. 1, 66–71 (2015).
F. Yabo, C. Jing, and C. Zhiqiang, “Cracks of Cu–Cr–Zr alloy bars under planetary rolling,” Rare Metal Materials and Engineering, 44, No. 3, 567–570 (2015).
Y. L. Wang, Y. Liu, J. T. Wang, and F. S. Tian, “Microstructure and properties of T2 copper tube produced by severe hot rolling,” Materials Science Forum, 667–669, 193–198 (2010).
Y. Li Wang, A. Molotnikov, M. Diez, et al., “Gradient structure produced by three roll planetary milling: Numerical simulation and microstructural observations,” Mat. Sci. and Eng. A, 639, 165–172 (2015).
A. Bogatov and E. Panov, “Effect of stress-strain state during helical rolling on metal and alloy structure and ductility,” Metallurgist, 57, No. 5/6, 434–441 (2013).
X. Ding, Y. Shuang, Q. Liuand, and C. Zhao, “New rotary piercing process for an AZ31 magnesium alloy seamless tube,” Materials Science and Technology, 34, No. 4, 408–418 (2017).
B. A. Romantsev, I. N. Potapov, A. V. Goncharuk, and V. A. Popov, Preparation of Hollow Shaped Workpieces [in Russian], NPO Inform. Tekhn. Ekon. Issled., Moscow (1992).
A. N. Nikulin, Screw Rolling, Stresses and Strains [in Russian], Metallurgizdat, Moscow (2015).
M. M. Skripalenko, B. A. Romantsev, S. P. Galkin, et al., “Prediction of the fracture of metal in the process of screw rolling in a two-roll mill,” Metallurgist, 61, No. 11/12, 925–933 (2018).
M. M. Skripalenko, T. B. Huy, J. S. Her, et al., “Prediction of deformability of workpieces during screw rolling based on computer modeling and experimental evaluation,” Proc. IX Eurasian Sci, Pract. Conf. “Strength of inhomogeneous structures” (2018).
M. M. Skripalenko, B. A. Romantsev, S. P. Galkin, et al., “Computer modeling of screw rolling with the aim of predicting workpiece failure,” Proc. VII Internat. Conf. “Deformation and failure of materials and anano-materials” (2017).
B. V. Karpov, M. M. Skripalenko, S. P. Galkin, et al., “Studying the nonstationary stages of screw rolling of billets with profiled ends,” Metallurgist, 61, No. 3, 257–264 (2017).
S. Z. Li, W. H. Meng, L. W. Hu, and B. Ding, “Research on the tendency of inner crack during 3-roll skew rolling process of round billets,” Advanced Materials Research, 145, 238–242 (2011).
[Electronic source]. URL: http://paduaresearch.cab.unipd.it/1552/1/Dottorato.pdf (Access date: 09.19.2018)
M. M. Skripalenko, S. P. Galkin, J. S. Her, et al., “Prediction of the probability of failure during radial shaer rolling of continuously cast copper billets based on computer modeling,” Metallurg, No. 9, 7–12 (2018).
Tukey and J. Wilder, Exploratory Data Analysis, Reading, Mass.: Addison-Wesley (1992).
М. Ékspertiza, “Thixomet — image analysis system with a laboratory microscope [Electronic source]. URL: https://thixomet.ru/(access date: 09.23.2018)
A. B. Naizabekov, S. N. Lezhnev, A. S. Arbuz, and E. A. Panin, “Obtaining of long-length rods with ultrafine-grained structure by the radial-shear rolling,” IOP Conference Series: Mat. Sc. and Eng., 461, 1–5 (2018).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, Vol. 63, No. 4, pp. 49–57, April, 2019.
Rights and permissions
About this article

Cite this article
Skripalenko, M.M., Romantsev, B.A., Kaputkina, L.M. et al. Study of Transient and Steady-State Stages During Two-High and Three-High Screw Rolling of a 12Kh18N10T Steel Workpiece. Metallurgist 63, 366–375 (2019). https://doi.org/10.1007/s11015-019-00832-9
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-019-00832-9