
Intermetallic alloys, created on the basis of Ni3Al compound, may be used up to 1200°C, retaining high thermal stability. These materials are used in aviation gas turbine construction. Contemporary single-crystal casting technology for high-temperature alloys makes it possible to prepare billets with different crystallographic orientation, and this provides a significant difference in mechanical properties. Low-cycle fatigue (LCF) resistance is studied under test conditions with controlled deformation in a loading cycle at 850 and 1050°C for intermetallic alloy based on Ni3Al with different crystallographic orientation. The effect of temperature and crystallographic orientation on LCF characteristics is studied. It is demonstrated that at both temperatures one of the orientations shows better results.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Currently the nozzle vanes, inserts and nozzle guides of aero gas turbine engines (AGTE) are manufactured from nickel superalloys, whose density reaches 9 g/cm3 or more, and the working temperature is limited to 1100°C. For prospective aero engine building it necessary both to increase the working temperature and reduce the weight of engine components. One of the factors specifying the level of engine efficiency is gas temperature ahead of the turbine. It elevation leads to an increase in thrust, and consequently a to a reduction in engine specific weight [1, 2].
Materials of the hot part of AGTE should provide operating capacity up to 1250°C, high heat resistance, and technological efficiency, and have relatively low density combined with low cost. Thus, these requirements are provided by intermetallic alloys, containing up to 95% γ′-phase (Ni3Al) as an alternative to using nickel alloy containing up to 70% γ′-phase. Intermetallic alloys based on Ni3Al have a higher working temperature (up to 1200–1250°C) compared with nickel superalloys and high-temperature strength, they are alloyed to a lesser extent with heavy refractory elements, and as a consequence have high specific high-temperature strength and lower cost [3–6]
It is well known that crystallographic orientation has a marked effect on physicomechanical properties of nickel superalloys and intermetallic (based on nickel) alloys [7, 8]. Low-cycle fatigue resistance is one of the main mechanical properties for materials used in aero engines. Low-cycle fatigue (LCF) tests are performed with “soft” loading (control of stress in the loading cycle) and “hard” loading (control of strain in the loading cycle) [9, 10]. With the aim of expanding fields of application of cast high-temperature intermetallic alloys based on VKNA type Ni3Al in prospective aero engines and establishing the operating life of assemblies and components made from this material, the effect of crystallographic orientation for single-crystal specimens and temperature for low-cycle fatigue resistance were studied.
Specimens of type VKNA alloy were used for the study with three crystallographic orientations: <001>, <011>, <111>. Single-crystal billets for specimens were melted in the high-gradient directional crystallization unit UVNS-5 with computer control of the process [6, 11–13]. Crystallographic orientation (CGO) was prescribed by a seeding method [12, 14]. Deviation of a required CGO from the longitudinal axis of a billet did not exceed 10°. The diameter of a specimen gauge length was 5 mm, its length 15 mm, and transition radius in the grip section (chamfers) 15 mm. In the next stage of preparation specimens were polished in the gauge length and chamfers in order to avoid development of transverse marks noted at a magnification of 20.
Testing was performed in Walter+Bai LFV100 machines with uniaxial tension under conditions of controlled deformation of a specimen gauge length. Dynamic extensometers with a base of 12.5 mm were used in order to monitor strain. Before each series of tests monitoring of coaxiality of the loading axis was checked according to ASTM E1012 by means of a specimen prepared with twelve strain gauges, and axis misalignment did not exceed 5%. Test were performed with axisymmetrical loading with an asymmetry factor R = 0 at frequency 0.5 Hz, taking account of specifications of GIST 25.502 and ASTM E606. The loading cycle was triangular. The test temperature corresponded to the alloy operating temperature, i.e., 850 and 1050°C. The criterion for ending a test was specimen breakage or crack formation within its gauge length. For each crystallographic orientation and temperature 17–22 specimens were tested. Results of tests are presented on semi-logarithmic coordinates Δε–lnN, where Δε is strain range in a cycle, %; N is number of cycles to failure (crack formation). Their statistical treatment was carried out by a least squares method. An equation N = Bexp(−bΔε) was used for approximation, which is linearized on these coordinates (B, b are equation coefficients, determined by a least squares method).
A study of the microstructure of single-crystal specimens of intermetallic alloy based on Ni3Al with different CGO showed that the microstructure of specimens outside dependence on CGO has a dendritic-cellular structure, the structure of dendrite axes is heterophase and consists of γ′-phase separated by interlayers of ductile γ-phase; the space between axes has a phase of the Ni–Al system with increased aluminum content, which is surrounded by γ′-phase (Figs. 1a , 2a , 3a ). This microstructure is typical for intermetallic alloys of the VKNA series. Depending on billet CGO the morphology of γ′-phase in dendrite axes is different: for CGO <111> in the form of triangles (Fig. 1b ), for CGO <001> in the form of squares (Fig. 2b ), and for CGO <011> it is arbitrary (Fig. 3b ).

Microstructure of VKNA type alloy with CGO <111>: a) ×100; b) ×10000.

Microstructure of VKNA type alloy with CGO <001>: a) ×100; b) ×10000.

Microstructure of VKNA type alloy with CGO <011>: a) ×100; b) ×10000.
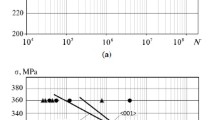
Results of testing for LCF are provided in Fig. 4. For all CGO there is mainly a reduction in the level of strain with an increase in temperature from 850 to 1050°C:

Average LCF line for VKNA type alloy with different CGO at 850 and 1050°C.
for specimens with orientation <001>, the effect of temperature is the least of the three orientations. With an increase in temperature the value of Δε, corresponding to an identical base, decreases, but the slope of the LCF line increases. On short cycle bases the difference is 5%, but for long bases it increases to 35%;
for specimens with orientation <001>, the effect of temperature is more marked. With an increase in temperature values of Δε, corresponding to an identical base, decreases, and the LCF line slope becomes less. On short bases the difference in results is of the order of 30%, but with an increase in duration the difference decreases and probably on test base of 5·104 cycles the lines overlap; and
for specimens with orientation <111>, with an increase in temperature there is a reduction in values of Δε, corresponding to an identical base, and an increase in slope of the LCF line. On short test cycle bases the lines almost overlap, although for testing with a base of 104 cycles the limit is 65%.
At 850°C the LCF lines of all three orientations hardly overlap, and only on bases of more than 104 for lines of orientation <011> and <111> is a tendency of a reduction observed. Lines of orientation <001> are in the region of higher values of strain than the other two groups. At 1050°C the lines <001> and <111> are almost parallel, but the line <011> overlaps <111> on a base of 2·102 cycles (demonstrating very low values up to this base) and has a tendency towards overlap of the <001> line on a base of about 105 cycles. It should also be noted that orientation <011> on a base of 104 demonstrates higher strain values than orientation <111> at 850°C. At the same time for orientation <001> at both temperatures there are higher strain values than for the other two orientations at both temperatures. Average values of LCF limits on a base of 104 cycles were determined from LCF lines (Table 1).
In order to analyze the effect of CGO on LCF resistance at each test temperature coefficient K hkl is used, which is the ratio of LCF limit for alloy with some orientation to the LCF limit for alloys based on 104 cycles with basal orientation, for which the orientation <001> is selected. Experimental values of K hkl are provided in Table 2.
It is seen from data provided that the greatest effect of CGO is observed at 1050°C. At 850°C the difference between maximum and minimum values of LCF limits is 54%, but at 1050°C it is 81%. At both temperatures, the greatest result is demonstrated by single crystals of orientation <001> and the least by <111>.
The effect of CGO for alloy of the VKNA type on PCF resistance with a “soft” loading cycle at 900°C has been studied in [15], i.e., the difference in test temperature in the present work and in [15] is 50°C. We ignore this difference in the study. Comparison of values of coefficient K hkl for “soft” and “hard” cycles are provided in Table 2.
In comparing the K hkl coefficient it is seen that with “soft” and “hard” cycles in the range 850–900°C the greatest values of LCF limits are typical for CGO <001>. The least value with “soft” cycles corresponds to CGO <011>, and with a “hard” cycle <111>, and the difference between the limits is 7% in both cases.
Conclusion. Proceeding from this it may be concluded that an increase in test temperature from 850 to 105°C reduces material (intermetallic alloy based on Ni3Al ) capacity for resistance to low-cycle fatigue under “hard” loading conditions, and the effect for orientation <001> is not so marked as for the orientations <011> and <111>. The highest capacity for low-cycle fatigue resistance under “hard” loading conditions at both temperatures is demonstrated by specimens of orientation <001>: it should be noted that the low-cycle fatigue characteristics for this orientation at 1050°C are higher than for the other two at 850°C. It may be suggested that the cuboid morphology of γ′-phase in dendrite axes and lower values for elasticity modulus with crystallographic orientation <001> provide the best result for comparison of low-cycle fatigue with a “hard” loading cycle at test temperatures of 850 and 1050°C.
References
E. N. Kablov, “Strategic areas for developing materials and technology for processing them in the period up to 2030,” Aviats. Mater. Tekhnol., Spec. Iss., 7–17 (2012).
A. A. Inozemtsev, M. A. Nikhamkin, and V. L. Sandratskii, Structural Bases of Aero Engines and Power Generation Units, Mashinostroenie, Moscow (2008), Vol. 2.
O. G. Ospennikova, “Strategy of developing heat-resistant alloys and steels for special purposes, protective and heat insulation coatings,” Aviats. Mater. Tekhnol., Spec. Iss., 19–36 (2012).
O. A. Bazyleva, E. G. Arginbaeva, and E. Yu. Turenko, “High temperature cast alloys,” Aviats. Mater. Tekhnol., Spec. Iss., 57–60 (2012).
E. N. Kablov, O. A. Bazyleva, and M. A. Vorontsov, “New base fro creating cast high-temperature heat-resistant alloys,” MiTOM, No. 8, 21–25 (2006).
K. B. Povalova, O. A. Bazyleva, N. K. Kazanskaya, et al., “Structural high-temperature alloys based on Ni3Al: preparation, structure and properties,” Materialoved., No. 4, 39–48 (2011).
E. G. Arginbaeva, O. A. Bazyleva, V. G. Kolodochkina, and K. K. Khvatskii, “Effect of crystallographic orientation on the structure and physicomechanical properties of intermetallic alloys based on Ni3Al,” Aviats. Mater. Tekhnol., No. 2, 3–7 (2013).
O. A. Bazyleva, Yu. A. Bondarenko, O. B. Timofeeva, and K. K. Khvatskii, “Effect of crystallographic orientation on structure and properties of VKNA-1V alloy,” Metallurg. Mashinostr., No. 4, 3–17 (2012).
K. K. Khvatskii and M. A. Gorbovets, “Contemporary methods for studying high-temperature strength of metallic materials,” Proc. Conf. TestMat-2013, VIAM, Moscow (2013).
M. S. Belyaev, O. A. Gorbovets, and T. I. Komarova, “Test method and calculated determination of fatigue limit for horizontal section of a fatigue curve,” Aviats. Mater. Tekhnol., No. 3, 50–55 (2012).
E. N. Kablov, Yu. A. Bondarenko, A. B. Echin, and V. A. Surova, “Development of directional crystallization of GTE blades of high-temperature alloys with single-crystal and composite structure,” Aviats. Mater. Tekhnol., No.1, 3–8 (2012).
Yu. A. Bondarenko, A. B. Echin, V. A. Surova, and A. R. Narskii, “Directional crystallization of high-temperature alloys using a coolant,” Lit. Proizvod., No. 5, 36–39 (2011).
Yu. A. Bondarenko, O. A. Bazyleva, A. B. Echhin, et al., “high-gradient direction crystallization of components made of alloy VKNA-1V,” Lit. Proizvod., No. 6, 12–16 (2012).
E. N. Kablov, V. V. Gersaimov, E. M. Vasik, and I. M. Demonis, “Role of directional crystallization in resource saving technology for GTE component manufacture,” Trudy VIAM, No. 3 (2013) (electronic journal).
M. S. Belyaev, M. A. Gorbovets, and O. A. Bazyleva, “Low-cycle fatigue of VKNA type alloy in relation to crystallographic orientation of a single-crystal structure,” Mechanical Properties of Contemporary Aviation Materials: Proc. Sci. Readings, IMET RAN, Moscow (2012), pp. 96–97.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, No. 8, pp. 111–114, August, 2014.
Rights and permissions
About this article

Cite this article
Gorbovets, M.A., Bazyleva, O.A., Belyaev, M.S. et al. Low-Cycle Fatigue of VKNA Type Single-Crystal Intermetallic Alloy Under “Hard” Loading Conditions. Metallurgist 58, 724–728 (2014). https://doi.org/10.1007/s11015-014-9984-1
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-014-9984-1