
The effect of controlled rolling and accelerated cooling production parameters on the structure and properties of plates 25 mm thick or more of strength category X70 is studied. A change is shown for the proportion of structural components in steel X70 with a ferrite-bainite microstructure in relation to CR regime. The presence in the steel microstructure of areas of bainitic ferrite, forming at the boundaries of coarse austenite grains as a result of austenite nonuniformity, leads to a reduction in the proportion of ductile component in the fracture of a DWTT specimen. An effect is revealed for an increase in the volume fraction of bainitic ferrite on plate cold brittleness during DWTT. The amount of reduction at the end of the roughing rolling stage should be less than 13–14 % in order to prevent a difference in austenite grain size. CR regimes with limited intensity make it possible to obtain a steel microstructure consisting mainly of quasipolygonal ferrite with a minimum number of areas of bainitic ferrite, which is favorable for steel DWTT properties.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
High-strength rolled product for gas pipelines of considerable diameter is produced by controlled rolling technology followed by accelerated cooling (CR + AC), the main aim of which is formation of a finely dispersed rolled product microstructure [1–3]. Rolled product should have the required level of cold resistance during drop-weight tear testing (DWTT), which guarantees steel resistance to extended brittle failure. A standard requirement in contemporary specifications is provision of not less than 90 % ductile component in a specimen fracture with a test temperature of –20 °C (B(DWTT–20) ≥ 90 %).
According to contemporary ideas, rolled product cold resistance during DWTT is provided by forming a finely dispersed microstructure with a high proportion of large-angle boundaries [4, 5]. The finely dispersed rolled product microstructure may be obtained with phase transformation of austenite, being an increased number of areas for α-phase generation (specific effective austenite grain surface (\( S_{\nu }^{\text{eff}} \)) [6]), which relates to: austenite grain surface, strain bands, sub-boundaries, separation of excess carbonitride phases [6, 7]. An increase in \( S_{\nu }^{\text{eff}} \) is provided by significant overall deformation of unrecrystallized austenite, for which rolled product for the CR roughing stage should exceed the final sheet thickness by not less than a factor of 3.5–4 [1]. A number of researchers note a requirement for high partial reductions in the CR roughing stage, not only in order to prepare grains with a flat shape, but also for creation of structural defects within the body of a grain. However, for good working of unrecrystallized austenite an obligatory condition is preparation of uniform fine-grained austenite structure in the course of successive repeated recrystallization in the CR roughing stage [1, 4, 7].
For semifinished rolled product of considerable thickness, problems may arise with carrying out considerable partial reduction both at the end of the roughing stage and in the CR finishing stage due to limitations with respect to power parameters of a rolling mill. A situation when even with the use of contemporary high-power equipment the amount of reduction during rolling may be limited, is typical for production of sheet of considerable width and thickness from slabs of double length.
During production of thick rolled plate of high strength category, one of the main problems of structure formation is a requirement for achieving a medium cooling rate providing the formation of a uniform fine grained ferrite-bainite microstructure. With an increase in plate thickness there is an increase in the difference in cooling rates of the central part of plates and areas at their surface. During phase transformation in contemporary low-alloy steels, decomposition of austenite may occur with formation of a broad spectrum of intermediate (bainitic) transformation products of non-polyhedral morphology [8–11]. Disruption of production technology, as a rule, leads to formation of non-optimum rolled product microstructure, which in turn worsens metal cold resistance in the course of a DWTT test, as the most structure-sensitive steel property.
The aim of research was to determine the effect of CR + AC technology parameters on rolled product cold resistance for strength category X70 with a thickness of more than 25 mm in the case of limitations with respect to the amount of maximum permissible deformation in the CR rolling stage, and also the possibility of reducing the negative effect of the difference in austenite grain size on rolled product cold resistance during DWTT by preparing a ferrite-bainite microstructure with the ultimate combination of structural components after accelerated cooling.
Results are presented for a study of the dependence of cold resistance of thick plate of strength class K60 on CR + AC technology parameters and steel microstructure, carried out previously by the authors in [12]. Plates with a thickness of 26.4 mm, intended for manufacture of pipes of strength category K60 (X70) 1220 (48″) in diameter with a pressure of 11.8 MPa, were produced at the MMK 5000 mill from steel type X70. The content of elements was, wt.%: C 0.07–0.10; Si 0.15–0.30; Mn 1.50–1.70; S ≤ 0.003; P ≤ 0.01; N2 ≤ 0.007; other elements Ni, Ti, Nb, V; C e = 0.41.
Test rolled product was produced with variation of the main technology parameters. Heating temperature T h was determined proceeding from provision of transfer of Nb into solid solution. Rolled product thickness exceeded the final thickness by a factor of five to six. Rolling was completed in the single-phase γ-region with a change in temperature of the final roughing stage T crwithin the limits of about 40 °C. Accelerated cooling was accomplished also from the lower part of the austenitic region, with completion in the bainitic transformation region with T eac ≈ 550–610 °C and a cooling rate of v cool ≈ 12–22 °C/sec.
Mechanical properties of rolled product were determined by standard procedures in transverse specimens, selected from the center of semifinished rolled product of double length. During DWTT, specimens of the total sheet thickness with an impressed notch (GOST 30456) were used. Microstructure was studied by an optical method (OM) and scanning electron microscopy (SEM), magnification × (1800–3500). Etching of microsections for OM and SEM was accomplished in 2–4 % alcoholic HNO3 solution.
The effect of CR + AC regimes on rolled product properties. Sheets had high strength properties (σ0.5 ≈ 550–570 N/mm2 and σu ≈ 640–660 N/mm2) and good impact strength with a change in T h, T cr, and T eacover quite wide limits. The main difficulties consisted in achieving the required amount of ductile component in a specimen fracture for DWTT B(DWTT–20) ≥ 90 %, and also relative elongation δ5 ≥ 22.5 %. Results of testing rolled sheet showed that in the case in question the slab heating temperature, sheet thickness, and T crdid not have a specific effect on metal properties during DWTT.
The amount of deformation in the CR roughing stage governs the possibility of total austenite recrystallization, which leads to its grain refinement. In the case in question, a dependence was revealed for the proportion of ductile component in a DWTT specimen fracture on the amount of single reductions in subsequent passes of the CR roughing stage (Fig. 1). It may be seen that in order to obtain the required B(DWTT–20) ≥ 90 % properties it is necessary to provide reduction not less than ε = 13–14 % at the end of the rolled product roughing stage.

Dependence of the proportion of ductile component in the fracture of DWTT specimens at –20 °C on the amount of reduction in successive passes of the CR roughing stage.
A reduction in T crwith retention of its value in the austenitic region leads to improvement of metal properties during DWTT (Fig. 2), which is explained by an increase in the number of areas of ferrite grain generation, retained at the instant of phase transformation, and correspondingly preparation of a finer ferrite grain size [3, 6, 7].

Dependence of the proportion of ductile component in the fracture of a DWTT specimens on T cr.
The end of AC with T eacbelow a temperature of 575–580 °C (with fixed v cool = 14–16 °C/sec) led to a reduction in metal properties during DWTT (Fig. 3). With an increase in T eaccombined both with low and with relatively high values of T crmade it possible to obtain the required values of B(DWTT–20) ≥ 90 % and a more uniform microstructure. The effect of a change in T eacon strength properties was insignificant.

Effect of interrupted AC temperature on plate cold resistance during DWTT.
Use of a cooling rate v cool ≥ 16 °C/sec (with T eac = 560–600 °C and stable uniform conditions) made it possible to increase rolled product strength properties by approximately 20 N/mm2. However, there was a reduction in metal properties during DWTT: ductility δ5 by about 4–5 %, and impact strength KCV–20 and KCV–40 by about 50–70 J/cm2. Metal properties during DWTT–20 were provided with AC with a limited cooling rate v cool ≥ 16 °C/sec (Fig. 4).

Dependence of the proportion of ductile component in the fracture of DWTT specimens at –20 °C on the cooling rate during AC.
Consequently, for production of thick rolled plate from slabs of double length, giving limited values of reduction in the roughing rolling stage, at the end of the roughing stage it is necessary to provide reduction ε not less than 13–14 %, and to use a reduction in T crand a “milder” AC regime, providing a relative slow v cool and increased T eac. After this correction of production technology, the required rolled product properties were obtained for steels compositions of both versions (see Table 1).
Effect of structural component morphology on rolled product cold resistance. In the course of studying microstructural components for low-carbon steel, it was considered successively in a sequence of a reduction in transformation temperature: polygonal (polyhedral) ferrite (PF), quasipolygonal ferrite (QuPF), granular ferrite (GF), acicular ferrite (AF), and bainitic ferrite (BF). PF is an entirely diffusion (pearlitic) transformation product. QuPF is a high-temperature product of bainitic transformation in low-carbon steel, having regular (curved) grain boundaries, a weakly defined sub-grain structure, and increased dislocation density with respect to PF. GF is designated as a structure having ferrite crystals of plate-like equiaxed shape and localized distribution of islands of carbon-containing phase between ferrite crystals. AF is considered as a microstructure consisting of elongated unequiaxed ferrite crystals with clearly expressed sub-granular structure and arrangement of islands of carbon-containing phase. BF has packets of laths of ferrite crystals within the limits of previous austenite grains, and in essence it is a low-carbon upper bainite of lath morphology.
Carbon-containing phase in the steels in question is normally degenerated pearlite (DP), consisting of a dispersed mixture of ferrite and low-temperature pearlite (with small distance between cementite plates), and also upper bainite (UB). Dispersed islands of a mixture of DP and UB are arranged at boundaries of QuPF grains and blocks of GF and AF.
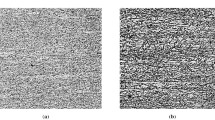
The microstructure of the test steels consisted of QuPF as the main structural component, and also AF and GF, and a relatively small proportion of PF (Figs. 5 and 6). Carbon-containing phase of mixtures of DP + UB have the from of fine islands at ternary junctions of grains.

Microstructure (×500) of K60 plate 26.4 mm thick, 1/4 of thickness, T cr ≈ 800 °C: a) v cool ≥ 18 °C/sec, T eac ≈ 555 °C; b) v cool ≤ 16 °C/sec, T eac ≈ 600 °C.

Plate microstructure (SEM), 1/4 of thickness, T cr ≈ 800 °C (a, b – v cool ≥ 18 °C/sec, T eac ≈ 555 °C; c – v cool ≤ 16 °C/sec, T eac ≈ 600 °C): a) BF region, ×1800; b) cementite interlayer in BF region, ×5000; c) QuPF with acicular ferrite fractions, ×1500.
The form of the rolled product microstructure and the presence within it of different structural components depended strongly on AC regime. The microstructure of plates, whose AC was carried by a more intense regime at a sufficiently high rate (v cool ≥ 18 °C/sec) and up to a cut-off temperature in the central region of bainitic transformation (T eac = 550–560 °C) had presence of areas of BF with a size up to 100 μm, arranged within the limits of previous austenite grains (see Fig. 5a ,Fig.6a ). The SEM method was used to reveal between these areas quite coarse layers of cementite, arranged at the boundaries of BF laths (see Fig. 6b ). In the case of AC for rolled product by a “mild” regime providing a slower cooling rate (v cool ≤ 16 °C/sec) and higher cut-off temperature (T eac = 580–600 °C), the proportion of QuPF and PF in the steel structure increased, and fields of BF were significantly less and had a smaller size, i.e., not more than 20 μm (see Fig. 5b , Fig. 6c ). It should be noted that an increase in the proportion of PF steel microstructure was also observed with a reduction in T crdue to activation of the start of ferrite transformation during deformation and a reduction in temperature for the start of AC.
With the aim of determining the effect of structural components on rolled product cold brittleness, the proportion of the main components of the steel matrix and the dimensions of the revealed areas of BF were analyzed, after which the results obtained were compared with the proportion of ductile component in a fracture of DWTT B(DWTT–20) specimens. Determination of the proportion of main components in a steel matrix was carried out from photographs of metallographic microsections (×500) by the Glagolev point method (with counting of nodes of a network of 10 × 10). The dimensions of the BF region were determined from the results of studies by the SEM method, and here length L and width H of areas were measured.
An increase in sheet AC rate within the test limits (≈12–22 °C/sec) with stable similar CR + AC technology parameters (T eac = 560–585 °C, which for thick rolled product is not decisive) leads to a marked change in the volume fractions of structural components (Fig. 7) with an increase in the proportion of BF and a mixture of AF and GF of similar morphology. Here the proportion of products of a predominantly diffusion nature, i.e., PF and QuPF, decreases. The proportion of carbon-containing phase, represented by a mixture of DP and UB, was almost unchanged with a change in the cooling rate.

Dependence of volumetric fraction of microstructural components in thick-sheet steel K60 (X70) on accelerated cooling rate with T eac = 560–585 °C.
A dependence has been revealed for the proportion of ductile component in a DWTT specimen fracture with a test temperature of –20 °C on the volume fraction of BF and QuPF. An increase in steel microstructure of the BF volume fraction leads to a reduction in B(DWTT–20) index. For the version of steel composition in question and production technology the standard value of B(DWTT–20) ≥ 90 % is provided with a volume fraction of BF of not more than 3–5 % (Fig. 8a ). An increase in the volume fraction of QuPF (up to 60 %) has a favorable effect on rolled cold resistance during DWTT (Fig. 8b ).

Dependence of the ductile component fraction in a DWTT specimen fracture with a test temperature of –20 °C on volume fraction: a) bainitic and b) quasipolygonal ferrite.
As a result of analyzing the effect of geometric parameters of BF regions, it was revealed that a reduction in the level of cold brittleness during DWTT below the standard value B(DWTT–20) ≥ 90 % is observed with a length of a BF region of more than 35–40 μm (Fig. 9a ) and the area of BF regions (L × H) > 230 μm (Fig. 9b ).

Dependence of the ductile component fraction in a DWTT specimen fracture with a test temperature of –20 °C on BF area dimensions: a) on length and b) on area of BF region.
The width of the regions in question, as a rule arranged within the limits of previous austenite grains, may be interpreted as an index close to the nominal thickness of an unrecrystallized austenite grain at the end of the CR finishing stage before phase transformation. Since in the course of test rolling the ratio of semifinished rolled product thickness to the thickness of finished sheet varied from a factor of five to six, then the thickness of the work-hardened austenitic grains also changed. It was revealed that an increase in BF region width to 8 μm leads to worsening of metal properties during DWTT. In turn, even with sufficient length of BF regions (≈50 μm) with the use of semifinished rolled product of considerable thickness these regions have small width (≈5 μm). This makes it possible to provide a proportion of ductile component in a DWTT specimen fracture of not less than 90 %. Consequently, properties of BF regions, i.e., volume fraction of BF, area L × H of BF regions, may be considered as an indicator of the difference in grain size of unrecrystallized austenite and the degree of retention of accumulated imperfections in the austenite microstructure (\( S_{\nu }^{\text{eff}} \)) for individual areas of rolled product structure before phase transformation.
Study results. The reason for a reduced level of rolled product cold resistance and ductility during DWTT was acknowledged as the presence of extensive areas of BF promoting failure propagation. Areas of BF are arranged at boundaries of previous coarse austenite grains, which indicates a requirement for preventing the formation of austenite grains of different size by rapid refinement of its grains in the CR roughing stage.
Insufficient uniform refinement of austenite grains is a consequence of incomplete occurrence of recrystallization in the concluding passes of the CR roughing stage due to an inadequate amount of reduction (deformation). The difference in austenite grain size, arising in the CR roughing stage, cannot be corrected effectively in the rolled product finishing stage, since during this there is deformation of unrecrystallized austenite grains, which only leads to flattening. The possibility of forming a finely dispersed final microstructure depends on the defects of the crystalline structure of austenite grains (parameter \( S_{\nu }^{\text{eff}} \)). Deformation of austenitic grains of small size has higher values of \( S_{\nu }^{\text{eff}} \), and during phase transformation there is formation of fine ferrite grain size and block morphology, i.e., polygonal, quasipolygonal, and also acicular and granular ferrite. In contrast, as a result of a low value of \( S_{\nu }^{\text{eff}} \) large deformed austenite grains have higher resistance and consequently more supercooled austenite is realized. Therefore, during phase transformation from a coarse austenite grain size there is formation of a lower temperature product of lath morphology, and in the steel in question bainitic ferrite.
A high AC rate makes it possible in the early stages of cooling (in the ferritic region) to obtain a fine polyhedral grain size, which on the whole is favorable for providing cold resistance. However, as applied to coarse austenite grains an increase in the AC rate leads to additional austenite supercooling, which provokes formation of BF to an even greater extent having low crack propagation resistance [13].
Consequently, a production method making it possible to reduce the negative effect of the difference in grain size of austenite on rolled product cold resistance during DWTT is a reduction in the intensity of cooling rate. This leads to formation of a rolled product microstructure consisting mainly of quasipolygonal ferrite, a small of polygonal (polyhedral) ferrite, and acicular ferrite with the minimum proportion of extensive regions of bainitic ferrite.
Conclusions
-
1.
A combination of high strength, impact strength, and cold resistance (σu ≥ 590 N/mm2, σy ≥ 515 N/mm2, KCV–20 ≥ 200 J/cm2, KCV–40 ≥ 100–150 J/cm2, B(DWTT–20) ≥ 90 %) for sheet rolled product with a thickness of more than 25 mm with an economic level of steel alloying (C e ≤ 0.41 %) may be provided by forming a finely dispersed steel ferritebainite microstructure. For this, it is necessary to combine the use of accelerated cooling (AC) and addition of elements increasing austenite stability (Ni, Mo, Cu, Cr).
-
1.
2.Presence of extensive areas of bainitic ferrite (low-carbon upper bainite of lath morphology), forming at the boundaries of previous coarse austenitic grains, leads to worsening of rolled product cold resistance during DWTT. The reason for the formation of areas of bainitic ferrite is insufficiently uniform austenite grain refinement in the controlled rolling (CR) roughing stage, leading to a difference in austenite grain size inherited in subsequent stages of the process. We revealed a dependence of the proportion of ductile component in a DWTT specimen fracture on the amount of single reductions in subsequent CR roughing stage passes, which should be not less than 13–14 % in order to obtain the required properties during DWTT.
-
2.
3.An increase in sheet cooling rate (with stable CR + AC technology parameters) leads to an increase in volume fraction of bainitic ferrite, and also acicular and granular ferrite, and a reduction in the proportion of products of predominantly diffusion nature, i.e., quasipolygonal ferrite and polygonal (polyhedral ferrite).
-
3.
4.An increase in the steel microstructure of the volume of bainitic ferrite leads to a reduction in index B(DWTT–20) and an increase in the volume fraction of quasipolygonal ferrite having a favorable effect on rolled sheet cold resistance during DWTT. The cold resistance of rolled product during DWTT (B(DWTT–20) ≥ 90 %) for the version of technology in question was provided with a volume fraction of bainitic ferrite of not more than 3–5 % and a small size of its areas (length not more than 35–40 μm, area not more than 200 μm).
-
4.
5.AC regimes with limited intensity (with respect to the rate and temperature for the end of AC) make it possible to obtain a steel microstructure consisting mainly of quasipolygonal ferrite with a minimum amount of areas of bainitic ferrite.
This is favorable for metal properties during DWTT in the case when due to production difficulties uniform refinement of recrystallized austenite is not provided at the end of the controlled rolling roughing stage.
E. V. Shulga and E. Yu. Kireeva took part in the research.
References
F. Khaisterkamp, K. Khulka, Yu. I. Matrosov, et al., Niobium-Containing Low-Alloy Steels [in Russian], SP Intermet Engineering, Moscow (1999).
V. Schwinn, W. Schuertz, P. Fluess, et al., “Prospects and state of the art of TMCP steel plates for structural and line pipe applications,” Proc. THERMEC 2006 [C], Materials Science Forum, Switzerland (2007), Vols. 539–543, pp. 4726–4731.
Yu. D. Morozov, M. Yu. Matrosov, S. Yu. B. Nastich, and A. B. Arabei, “High-strength pipe steels of a new generation with a ferrite-bainite structure,” Metallurg, No. 8, 39–42 (2008).
S. Subramanian, L. Collins, M. Gheng-liang, et al., “Microstructure development for brittle fracture control in Nb microalloyed line pipe steel,” Proc. 6th Int. Conf. on High-Strength Low-Alloy Steels (HSLA Steels’2011), J. Iron Steel Res. Int., 18, Suppl. 1–2, 831–835 (May 2011).
S.-H. Chon, J.-Y. Yoo, and D.-H. Seo, “Microstructure and mechanical properties of heavy gauge X70 offshore pipeline steels,” Proc. Pipeline Technology Conf., Oct. 12–14, 2009, Ostend, paper No: Ostend2009-054.
I. Kozasu, C. Ouchi, T. Sampei, and T. Okita, “Rolling as a high-temperature thermomechanical process,” Proc. Microalloying’75 [C], Union carbide Corp., New York (1977).
A. J. DeArdo, “Modern thermomechanical processing of microalloyed steel: A physical metallurgy perspective,” Proc. Microalloying’95 Conf., June 11–14, 1995, The Iron and Steel Society, Pittsburgh, PA, pp. 15–33.
G. Krauss and S. W. Thompson, “Ferritic microstructures in continuous cooled low- and ultralow carbon steels,” ISIJ Int., 35, No. 8, 937–945 (1995).
M. A. Smirnov, I. Yu. Pyshmintsev, and A. N. Boryakova, “Classification of low-carbon pipe steel microstructures,” Metallurg, No. 7, 45–51 (2010).
M. Yu. Matrosov, L. I. Efron, A. A. Kichkina, and I. V. Lyasotskii, “Study of the microstructure of pipe steel microalloyed with niobium after different controlled rolling and accelerated cooling regimes,” MiTOM, No. 3(633), 44–49 (2008).
Li. Jia-D, Jiang Z-H, Li S.-P, et al., “Continuous cooling transformation behavior and mechanical properties of high strength pipeline steel,” Proc. HSLP 2010 Int. Seminar on Application of High Strength Line Pipe 2010, June 28–29, 2010, Xian, China.
S. Yu. Nastich, Yu. D. Morozov, M. Yu. Matrosov, et al., “Effect of controlled rolling and accelerated parameters on structure and property formation for thick sheet rolled product of strength class K60,” Proc. 8th Congr. of Rolling Specialists, Oct. 1–15, 2010, Magnitogorsk, MOO Rolling Specialist Society (2010).
Y. M. Kim, S. K. Kim, Y. J. Lim, et al., “Influence of microstructures on yield-tensile strength ratio and low-temperature toughness of pipeline steels,” ISIJ Int., 42, No. 12, 1571–1577 (2002).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, No. 3, pp. 62–69, March, 2012.
Rights and permissions
About this article
Cite this article
Nastich, S.Y. Effect of bainite component morphology on the microstructure of X70 low-alloyed steel on thick plate cold resistance. Metallurgist 56, 196–204 (2012). https://doi.org/10.1007/s11015-012-9558-z
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-012-9558-z