
Criteria are formulated for evaluating weldability on the basis of methods simulating welding thermal cycles and analysis of austenite polymorphic transformation kinetics in the thermally affected zone. Results are provided for evaluating the joint heat-affected zone (HAZ) cold resistance under the influence of thermal action during welding of thick-walled pipes for considerable heat input and the tendency for cold cracks during welding with small heat input. The effect of alloying elements, i.e., nickel and chromium, and also vanadium and molybdenum in steels microalloyed with niobium on ductile-brittle failure parameters during impact testing is demonstrated. Microalloying niobium-containing steels with vanadium and molybdenum leads to HAZ metal embrittlement. Optimum cooling rates after welding are determined with which HAZ metal cold resistance at down to –30°C is provided are determined.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Welding of thick-walled high-strength pipes is an important problem both in the production of electrically welded pipes and in assembly of pipelines with a wall thickness of 23–34 mm [1]. With introduction of production of thick-walled pipes of high-strength steels a requirement arose for developing evaluation criteria for weldability properties of these steels. These criteria have been created on the basis of simulating welding thermal cycles and testing welding joints. Simulation of thermal welding cycles was carried out on specimens by regimes both for the metal of the joint heat affected zone (HAZ), and simulation of thermal fields for the thermally affected zone (TAZ) in the range 1300–650°C [2].
Methods reflecting weldability evaluation criteria based on simulating thermal welding processes in the TAZ of pipe steels were developed at the Bardin TsNIIchermet [3, 4]. The simulation method making it possible to use multifactor testing has been presented on the example of results for test steel Kh70 (σu = 580 MPa, σy = 490 MPa, see Table 1).
Rolled sheet from all suppliers corresponded to the general specifications of the Norwegian standard DET NORSKE VERITAS (DNV-OS-F101Footnote 1). The steel compositions studied were varied according to the content of carbon, vanadium, molybdenum, and small additions of chromium and nickel.
Heat Input as an Optimization Criterion for Welding Production Parameters. Currently there is no practical alternative to industrial welding methods for longitudinal joints under a flux (SAW) with four or five welding wires. Welding is performed in two passes, i.e., over the inner and outer joints. The contemporary level of welding production ensures weld metal properties, but in the HAZ it is difficult to achieve the property level of the basic metal. In view of this, it is necessary to find ways of improving steel compositions and optimizing welding technology used in pipe welding machines.
One of the main production parameters affecting weldability is heat input, whose regulation makes it possible to form reliable fusion and the required geometric formation of joint metal.
Dependences have been obtained by a calculation equation for the effect of heat input during welding on metal temperature before welding [5]. This feature is important in clarifying the production cycle for welding pipes, and in this example with a prescribed pipe wall thickness of 25.4 mm in a continuous flow. It is possible to weld an outer joint through hot metal after welding the preceding inner joint. Here the rate of cooling W 800/700 may change within the limits of 5–7°C/sec. During welding for cold metal, the cooling rate is 10–12°C/sec (Fig. 1).

Dependence of cooling rate on heat input and temperature before welding applied to pipes with a wall thickness of 25.4 mm (W 800/700 = 1.92 W 800/500).
Thermokinetic Analysis of Austenite Polymorphic Transformations – a Criterion for Evaluating the Microstructural State of the Thermally Affected Zone. This analysis relates to a metallurgical procedure for evaluating steel weldability with plotting of thermokinetic curves for austenite transformation in the TAZ [6].
Austenite transformation in HAZ metal subjected to heating above the temperature for the start of intense grain growth was evaluated after high-speed heating of dilatometric specimens to 1300–1320°C. The austenite transformation kinetics for all the steel compositions presented is characterized by a region of bainite transformation over a wide cooling rate range (Fig. 2). Martensitic transformation was observed at high, but entirely real cooling rates, during welding of pipeline butt joints.

Austenite transformation in HAZ in steel of composition No. 1 (a) and composition No. 2 (b).
Ferrite transformation by diffusion kinetics under the overall action of vanadium, molybdenum, and niobium was shifted in the direction of slower cooling rates that are typical for welding thick-walled pipes under a layer of flux. The region of ferrite transformation was bounded by a cooling rate of 2–3°C/sec. Ferrite formed in the range 720–620°C. Transformation with formation of cementite is difficult, which is connected with formation of carbonitride phases [7]. Martensitic transformation occurs in the range 490–320°C, and the critical rate for incomplete quenching is in the range 40–120°C/sec (see Fig. 2 a).
Austenite transformation kinetics for the steel test composition without molybdenum and vanadium (Fe–C–Mn–Nb–Cr) has marked differences, which are connected with formation of cementite instead of carbonitride precipitates both within the ferritic region, and during pearlite and bainitic transformations [8, 9]. Ferrite forms in the range 740–630°C, starting with a cooling rate of 20°C/sec (see Fig. 2 b). Martensitic transformation occurs in the range 500–360°C, and the critical cooling rate for incomplete quenching is in the range 90–280°C/sec.
A carbon content up to 0.10% increases austenite stability and initiates martensitic transformation, particularly with cooling rates typical for welding butt joints.
The microalloying compositions studied with formation of bainitic transformation in approximately identical temperature ranges have differences in microstructural morphology (size, shape, presence of granular morphology bainite and lath morphology bainite within previous austenite grains).
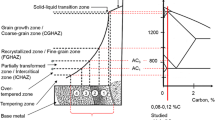
Evaluation Criteria for the Tendency of Metal towards Softening during Welding. In the intercritical temperature range for heating during welding diffusion processes develop at higher temperatures with formation of carbonitrides. This effect leads to TAZ metal softening [10].
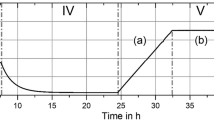
In performing an experiment for studying the effect of different heating temperatures, the cooling rate in the TAZ was held at the level of 12°C/sec, i.e., this is the cooling rate during welding of pipes under a layer of flux (Fig. 3) on condition that the welding is carried out without previous heating.

Change in austenite transformation kinetics within the TAZ temperature field during welding in relation to heating temperature 1300–730°C (Ac 1), Ac 3 = 895°C; cooling rate 12°C/sec.
HAZ metal during welding for steel of composition No. 1 with additions of V, Mo, and Ni, having a temperature 1300–1150°C, is characterized by increased stability of austenite whose transformation proceeds in the range 610–530°C with the formation of a bainitic microstructure.
In the TAZ in the range 1050–950°C the temperature for the start of austenite transformation increases from 600 to 720°C, and apart from bainite there is formation of a ferritic phase, cementite, and carbonitride phases. In the heating zone 950–890°C (Ac 3) the austenite transformation increases to 760°C, and there is formation of a ferritic phase containing cementite or carbonitrides.
The intercritical temperature range in the TAZ corresponds to 730–870°C. In this range, there is formation mainly of ferritic phase of different morphology: ferrite formed during austenite cooling, and ferrite obtained on heating to a temperature within the range of incomplete recrystallization.
In the presence of vanadium and molybdenum, there is an insignificant reduction in the tendency of metal in the TAZ towards softening. Precipitation of carbonitride phases of the type (V, Mo)(C, N) to a certain extent leads to an increase in polygonal ferrite hardness. In steel without microalloying additions of vanadium and molybdenum, austenite transformation proceeds at higher temperature and predominantly by diffusion kinetics. There is an increased diffusion temperature in the intercritical heating range in the TAZ, which as a result leads to a greater tendency of metal towards softening during welding thermal action.
In TAZ metal heated to intercritical temperatures (Ac 1– Ac 3) there is a fall in hardness by up to 15%, or more, from the hardness level for the basic metal. Here the aggregate strength of welded joints is provided due to the effect of contact strengthening of a soft TAZ interlayer between the stronger joint metal and the basic pipe metal [11–13]. In order to provide an aggregate strength σu of a welded joint, the permissible width of the soft interlayer is determined by the equation
where σ TAZu is soft interlayer strength; d = σ TAZu /σ bmu ; σ bmu is basic metal strength; χ is soft interlayer width; β, a, m, c are coefficients depending on the geometric dimensions of soft interlayer section.
Strength properties of a soft TAZ interlayer are determined by the minimum values of hardness, which are calculated in accordance with the British standard equation.Footnote 2
Cold Resistance of the Joint Heat-Affected Zone – Weldability Criteria for HAZ Resistance to Brittle Failure. The impact strength of metal in contrast to other mechanical properties is sensitive to a change in microstructural state. An estimate of the effect of HAZ metal embrittlement after welding was carried out by tests on impact specimens with a sharp notch (KCV) after heating by thermal welding cycles combined with variation of cooling rates.
For each cooling rate (form of welding), KCV series tests were carried out at temperatures from +20 to –60°C and the temperature of ductile-brittle failure mechanisms was determined: upper, average, and lower HAZ cold brittleness thresholds. Upper cold brittleness threshold (Upper Energy Transition Temperature – USE) corresponds to the initial stage of transition of the failure mechanism from ductile to brittle. The average cold brittleness threshold (Average Energy Transition Temperature – 50% USE) corresponds to 50% difference between the maximum and minimum values of impact strength at negative test temperatures and specifies the ductile-brittle form of failure. The average cold brittleness threshold for steels of these compositions corresponds to 100–120 J/cm2. The lower cold brittleness threshold (Low Energy Transition Temperature) corresponds to brittle failure as a result of an undesirable microstructural state of HAZ metal (Fig. 4). The nominal cold brittleness threshold (Conditional Energy Transition Temperature) corresponds to the prescribed (according to standard requirements for specifying a pipeline project) level of impact strength determined in impact specimens with a size of 10 × 10 × 55 mm.

Evaluation of HAZ cold resistance with different cooling rates for steel of composition No. 1 (a), No. 2 (b), and No. 3 (c).
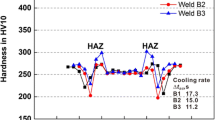
Comparative HAZ cold brittleness parameters for microalloyed steels of different compositions are estimated as a rule with typical cooling regimes for welded joints with different heat inputs. In our studies when welding pipe of considerable diameter the cooling rate of the outer joint through a hot path from welding of a prior inner joint was 6–7°C/sec, and the cooling rate at the outer joint after total cooling of an inner joint was 10–12°C/sec.
Evaluation of weldability according to the cold resistance criterion T 50 (KCV = 100 J/cm2) showed that with a cooling rate of 6–7°C/sec none of the test alloy compositions provided the required reliability of welded joints at negative temperature. The HAZ temperature threshold for steel of compositions No. 1 and No. 3 was at positive temperatures (20°C and above).
A reduction in HAZ metal cold resistance as a result of the effect of the thermal action of welding and slow cooling rates is connected with two inter-related factors having a negative effect on HAZ embrittlement during welding. The effect of embrittlement is connected primarily with the formation during austenite transformation of ferritic microstructural components of a widmanstätten type with distribution over grain boundaries, and second, with the formation of vanadium and molybdenum carbonitrides phases. The embrittling effect is reflected in Fig. 5 for combined microalloying additions of vanadium, molybdenum, niobium, and nickel, and reduction in HAZ resistance to brittle failure. Vanadium and molybdenum promote formation of carbonitride phases under conditions of slow cooling rates, and not only within the region of ferrite-pearlite transformations, but also within bainite. In view of this, there is a change in bainite morphology from granular to lamellar. Bainite (lamellar) of lath morphology forms as the cooling rate increases.

Comparative analysis of HAZ cold resistance parameters (Parameters of Energy Transition Temperature HAZ) with cooling rate after welding of 12°C/sec for steel of test alloying compositions Nos. 1, 2, and 3.
Evaluation of weldability according to the T50 criterion showed (see Fig. 5) that with a cooling rate for the outer joint of 10–12°C/sec the criterion for the HAZ temperature threshold of ductile-brittle failure (KCV = 100 J/cm2) is satisfied by steel of alloying composition No. 2 to –35°C, for No. 3 to 10°C, and for steel No. 1 to 0°C.
Permissible Cooling Rate Range after Welding – a Weldability Criterion for the Prescribed Level of Heat-Affected Zone Impact Strength. It should be noted that the level of HAZ cold brittleness (for underground pipelines KCV = 70 J/cm2 at –40°C) and the DNV specifications (for underground gas pipelines KCV = 63 J/cm2 at –30°C) have been stipulated by specialists of Gazprom. In order to obtain absolutely reliable results in studying weldability, it is desirable to aim at the thermal cold brittleness threshold T 50 = 100 J/cm2. This is a high barrier which needs to be overcome by using correct steel alloying and welding technology for large diameter pipes.
Curves are shown in Fig. 6 reflecting the change in impact strength in relation to cooling rate after welding, which make it possible to determine both the permissible cooling rates, and the permissible range of heat input during welding.

Determination of permissible cooling rates for provision of prescribed values of impact strength KCV (–30°C) in HAZ of steel test alloying compositions Nos. 1, 2, and 3.
Steel alloy of composition No. 2 has the broadest range of permissible cooling rates during butt joint welding and during factory straight-seam welding under a flux.
Evaluation of Crack Resistance – a Weldability Criterion for Resistance to Heat-Affected Zone Ductile Failure. Currently in practice an estimate is used for parameters from the position of fracture mechanics making it possible to carry out engineering calculations and determine the number of permissible defects in metal, including the HAZ and joint metal.
It is of practical interest to study HAZ metal as an area of welded joint with reduced ductility, due to a requirement of providing operating efficiency of many welded structures under reduced temperature conditions, vibration, loads, and other factors, governing a requirement for determining the reserve of welded joint ductile properties.
Methods for studying crack resistance presume testing of both basic metal and full-scale welded joints in determining values of critical crack opening (Crack Tip Opening Displacement – CTOD) by the Norwegian standard (see footnote on p. 925) and the British standard (see footnote on p. 930).
In practice a considerable part of HAZ specimens from welded joints is scrapped in view of the fact that fatigue during application emerge beyond the limits of the metal zone with a heated microstructure. As a result of crack front curvature and the fusion line difficulties arise in monitoring crack growth. Often an estimate of the amount of critical crack opening is impossible for an actual welded joint.
It is possible to overcome these complications with a change-over to determining δ c (CTOD) in specimens simulating the HAZ microstructure and other areas of the TAZ. A specimen previously heat treated by a prescribed thermal welding cycle through the whole test metal cross section (within the zone for fatigue crack application) has a microstructure corresponding to applied thermal cycle.
Critical crack opening δ c (CTOD) in specimens of prescribed cross section is determined by the equation of standard BS 7448-1 (see footnote on p. 930). Results of CTOD tests, the same as for impact testing, correlate well with changes in microstructure, depending on the cooling rate after welding, and also on the steel chemical composition and quality (Fig. 7).

Effect of cooling rate after welding on crack opening critical size δ c (–10°C) in HAZ.
In contrast to standard specifications for impact strength, parameter δ c is a characteristic that may also be used for engineering calculations. According to the DNV standard (see footnote on p. 925) the value of critical crack opening δ c with a test temperature of –10°C is for new metal 0.3 mm at a minimum, and for HAZ metal 0.15 mm.
Tendency Towards Hydrogen Embrittlement (carbon equivalent) – Weldability Criterion for Low Heat Input. The probability of forming cold cracks or delayer failure depends on a number of factors:
-
type of microstructure in relation to austenite transformation temperature (less than 500°C);
-
presence within the structure of diffusion-mobile hydrogen; and
-
level and rate of stress increase arising in welded joints.
During welding and subsequent cooling of welded joints, all these factors interact. A study of the role of each factor during crack formation by means of production welded samples is very complicated, and use of regression analysis of the results of experiments sometimes leads to ambiguous results.
In order to study the effect of each of these factors and their quantitative evaluation, a specialized procedure was developed for determining the tendency towards cold crack formation in simulation specimens (Charpy type) with an HAZ microstructure. A four-point bending scheme was adopted with varying loading rates (1.6∙10–4–1.6∙10–8 m/sec). The average content of diffusion mobile hydrogen was determined as 1 cm3/100 g before testing, and after simulating the thermal welding cycle and subsequent loading in a stress field for a notch on average it reached 20 cm3/100 g. Kinetic analysis of this phenomenon showed that hydrogen content at the tip of a specimen notch may be higher by an order of magnitude than in an unloaded part of a specimen. The higher the specimen loading rate during testing, the lower is the degree of development of the embrittling effect of hydrogen, since the time for a cardinal increase in its concentration at a crack tip is insufficient [15].
The tendency of HAZ metal for delayed failure was estimated from the value of failure stress intensity factor K c (N/mm3/2). Specimens were tested with a low loading rate (0.009 mm/min), i.e., under delayed failure conditions. In order to study the action of increased hydrogen content, the method of induced preliminary electrolytic hydrogenation was used. After simulation of weld heating up to 1320°C, the content of diffusion-mobile hydrogen may reach 3–4 cm3/100 g of metal.
Results of experiments for the method of simulating welding cycles were subjected to regression analysis. This makes it possible to clarify the critical cooling rate after welding, with which there is no effect of cold hydrogen cracking of HAZ metal.
These tests are also important for correcting equations for determining the carbon equivalent C equ and the crack resistance parameter P cr for pipe steels with a very low carbon content during contemporary welding of root butt joints of thick-walled pipes: C equ = C + Mn/6 + (…); P cr = C + Mn/20 + (…).
Research by TsNIIchermet specialists shows that it is desirable to make a correction in the equations for calculating C equ and P cr according to a coefficient for the effect of manganese. As there is a reduction in carbon content the effect of manganese is weakened [11, 12]:
-
up to the ratio Mn/25 for a carbon content of 0.05–0.07%;
-
up to a ratio of Mn/30 for a carbon content less than 0.05%.
These preliminary conclusions require verification by specially planned experiments and research, which as a result will make it possible to introduce marked corrections for the chemical composition of pipe steels with subsequent introduction corrections into standard specifications.
Conclusion. A combined method for studying weldability based on simulating zones of thermal effect realizes a unified approach for steel evaluation. This method makes it possible to determine steel weldability parameters for different compositions without the effect of a set of production factors, which are associated with tests of real welded samples.
The simulation method uses less metal and makes it possible to perform experiments for a quite a considerable number of specimens using tests of different types. Many years of experience show that the dependences established by means of simulating welding thermal cycles reflect quite well the behavior of metal during welding. Results of experiments obtained by the simulation method are amenable to creation of regression models (equations) reflecting the effect of cooling rate after welding and steel chemical composition on individual or combined parameters of comparability criteria [13]. The main weldability criterion in using the simulation method is cooling rate, which is closely connected with the amount of heat input during welding.
Notes
Norwegian Standard DET NORSKE VERITAS (DNV-OS-F101), Underground Pipeline Systems, October 2007.
British Standard BS 7448-1, Fracture Mechanics Toughness Tests. Part 1: Method for Determination of KIC, CTOD, and Critical J Values of Metallic Materials.
References
P. P. Stepanov, V. N. Zinkeev, L. I. Efron, et al., “Improvement in steel weldability for thick-walled pipes of considerable diameter by optimizing chemical composition,” Metallurg, No. 11, 62–67 (2010).
M. Kh. Shorshorov, Steel and Titanium Alloys Welding Metallurgy [in Russian], Nauka, Moscow (1965).
I. I. Frantov, T. S. Kireeva, and V. I. Stolyarov, “Problems of steel weldability with polymorphic transformations,” in: Problems of Contemporary Metallurgy [in Russian], Metallurgiya, Moscow (1983), pp. 43–45.
I. I. Frantov and A. V. Nazarov, Dokl. Mezh. Inst. Svarki, IIW Doc. IX-1585-89.
I. Grivnyak, Steel Weldability [in Russian], edited by E. L. Makarov, Mashinostroenie, Moscow (1984).
I. I. Frantov, I. N. Permyakov, and A. N. Bortsov, “Kinetics of austenite phase transformations in the heat-affected zone and zone of thermal influence during welding of microalloyed pipe steels,” Probl. Chern. Met. Mater., No. 3, 38–39 (2011).
I. I. Frantov, G. N. Bogomolova, D. N. Zharkova, and V. V. Pokidyshev, “Distribution of boron between nitride phase and solid solution in low-alloy steel,” in: New Methods of Metal Testing, Metallugiya, Moscow (1978), No. 6, pp. 83–86.
G. V. Kurdyumov, L. M. Utevskii, and R. I. Entin, Transformations in Iron and Steel [in Russian], Nauka, Moscow (1977).
V. S. Kraposhin and A. D. Silchenkov, “Crystallographic mechanism of pearlitic transformation in the iron-carbon system,” Probl. Chern. Met. Mater., No. 2, 41–50 (2009).
I. I. Frantov, V. I. Stolyarov, A. V. Nazarov, and A. V. Terentiev, “Weakening of heat-affected zones during welding of steel for assembly-line purposes,” in: Optimization of Alloying and Heat Treatment for High Quality Steels, Metallugiya, Moscow (1978), pp. 52–56.
A. B. Arabei, I. I. Frantov, V. I. Stolyarov, and I. L. Permyakov, “Weldability and provision of quality for welded joints in manufacturing high-strength gas pipelines,” Nauka Tekhn. Gaz. Prom., No. 4, 4–19 (2009).
I. I. Frantov, A. N. Bortsov, A. B. Arabei, and V. I. Stolyarov, “Provision of welded joint properties in the manufacture of high-strength gas pipelines,” in: State and Main Directions of Welding Production Development (branch meeting materials), Gazprom Ekspo, Moscow (2011), pp. 37–47.
I. I. Frantov, T. S. Kireeva,V. I. Stolyarov, et al., “Effect of alloying on pipe steel properties and weldability problems,” Stal, No. 11, 68–72 (1986).
A. I. Trotsan, L. L. Poznyak, E. S. Ershov, et al., “Strengthening and embrittling action of small additions of refractory elements to low-carbon structural steels,” Metall Lityo Ukrainy, No. 1/2, 12–16 (2001).
I. I. Frantov, V. I. Stolyarov, and A. V. Nazarov, “Optimization of the composition of low-alloy weldable steels,” MiTOM, No. 11, 37–42 (1987).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, No. 12, pp. 74–81, December, 2011.
Rights and permissions
About this article
Cite this article
Permyakov, I.L., Frantov, I.I., Bortsov, A.N. et al. Improvement of weldability and evaluation criteria for high-strength pipe steel heat-affected zone reliability. Metallurgist 55, 925–934 (2012). https://doi.org/10.1007/s11015-012-9523-x
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-012-9523-x