
We study the contact fatigue of 20KhN3A and 55SMFA chisel steels after thermochemical and thermal modes of treatment and grinding and with surface nanocrystalline structures formed by mechanical pulsed treatment in corrosive and corrosive-abrasive media under working loads acting upon the chisel components. It is shown that nanostructuring increases the contact durability as compared with grinding in various working media. On steels with surface layers with nanocrystalline structures, the influence of inhibitors is less efficient than the influence of heat treatment due to the subsurface initiation of fatigue cracks.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
At present, nanocrystalline structures (NCS) formed on the metals with high operating characteristics and the technologies of their formation attract significant attention of the researchers. In the Karpenko Physicomechanical Institute of the Ukrainian National Academy of Sciences, a technology of mechanical pulsed treatment (MPT) was developed for the formation of the surface NCS by using the energy of high-speed friction [1]. This procedure improves the physicomechanical properties of steels. The increase in the contact durability of 20KhN3A steel with surface nanostructure and its dependence on the depth and microhardness of the nanostructured layer were established in [2]. These features are regulated by the modes of MPT [3, 4]. The legs, balls, and rolls of drill bits, operating under high contact loads in corrosive and corrosive-abrasive media are usually made of 20KhN3A and 55SMFA steels. Note that the fracture resistance of materials with surface NCS under the indicated conditions is investigated quite poorly.
The aim of the present work is to study the influence of surface nanostructures formed by the MPT on 20KhN3A and 55SMFA steels on the contact fatigue resistance in corrosive and corrosive-abrasive media.
Materials and Methods
Annular cylindrical specimens of 20KhN3A steel with a diameter of 35 mm were studied after carburizing down to a depth of 1.5–1.7 mm, hardening, and low-temperature tempering. The hardness of the surface layer was 60–62 HRC. Specimens of 55SMFA steel were hardened with low-temperature tempering. The hardness of the surface layer was 58–60 HRC.
Then the specimens of both steels were ground and a part of them was hardened by the MPT in the following modes: a rotational speed of the tool nin = 100 sec–1, a rotational speed of the specimen nsp = 2.5 sec–1, the values of cross feed equal to 0.3 mm (mode 1) and 0.4 mm (mode 2), and a duration of cutting of the disk equal to 15 sec. The MPT was performed by using a tool made of 40Kh steel. The contact fatigue was studied in a three-roll machine [5] with feeding either water or water with an admixture of 0.1 wt.% of quartz sand with the range of particle sizes of up to 20 μm in order to simulate the conditions formed in the course of drill-hole irrigation in the process of drilling. We applied a contact load of 2500 MРа corresponding to the operating loads acting upon the ball and roll paths of drill bits in the drilling zone [6]. The onset of fracture was fixed by an automatic switch [7]. The phase composition of the surface layers of steels after hardening treatment was studied with the help of a DRON-3 diffractometer in the CuKα -radiation (U = 30 kV, I = 20 mA) with steps of 0.05° and an exposition at a point equal to 4 sec. The X-ray diffraction patterns were processed by using the CSD software [8]. The X-ray diffraction patterns were identified with the use of the JCPDS-ASTM card file [9]. The microhardness was measured with a PMT-3 hardness tester under a load of 100 g.
Results and Discussion
Guided by the assertion that the longitudinal durability depends on the thickness of hardened layer made in [2, 10], we choose the optimal modes of hardening of the specimens guaranteeing the maximum increase in the contact durability and, hence, the maximum depth of hardening and a smooth transition from the hardened surface layer to the base without sharp drops of microhardness in the transient zone because subsurface cracks can be initiated just in this zone.
As a result of MPT, for both modes of treatment, we observe the formation of a martensitic-austenitic structure on steels (Fig. 1). The martensite grains on 20KhN3A steel are refined from 32 μm down to 20 and 24 nm, whereas the martensite grains on 55SMFA steel are refined from 45 μm down to 23 and 30 nm in modes 1 and 2, respectively, guaranteeing a smooth transition from the hardened layer to the base.

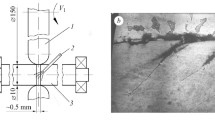
Microhardness of 20KhN3A steel after carburizing (а) and 55SMFA steel after hardening (c) and MPT in different modes [(1) mode 1; (2) mode 2] and the site of crack initiation in carburized (b) and hardened (d) specimens with surface NCS after testing in a corrosion-abrasive medium.
It was established that the surface NCS obtained by MPT makes the contact durability of steels in corrosive media 3.0 (20KhN3A steel) or 2.2 (55SMFA steel) times higher (Fig. 2). Here, the crack is initiated under the surface of the NCS (Fig. 1b) in the tests carried out in the corrosive-abrasive medium and from the surface (Fig. 1d) in the case of corrosive medium. This is explained by the fact that, under the influence of compressive and shear contact stresses, the elements of the working medium (hydrogen and oxygen) penetrate into the surface layers.

Contact fatigue of 20KhN3A and 55SMFA steels in corrosive (a) and corrosive-abrasive (b) media after quenching (light columns) and with the surface NCS (dark columns).
It was discovered [11, 12] that, in the surface layers with NCS obtained under the conditions of intense plastic deformation, we observe the appearance of low-temperature anomalies of the grain-boundary diffusion namely, a substantial (by several orders of magnitude) increase in the diffusion coefficients and a decrease (almost twofold) in its activation energy as compared with the case of coarse-crystalline structure. Note that, as shown in [1], the concentrations of “detrimental elements” (hydrogen and oxygen) in aqueous corrosive media are high [13], which promotes the intensification of fracture processes in the hardened surface layer. This was also confirmed in [14, 15], where it was shown that, in the process of friction in water, the deformation of the surface layers of the metal is accompanied by the saturation of the near-boundary areas of structural fragments not only by carbon atoms but also by oxygen atoms formed in the working medium as a result of the thermomechanical destruction of water molecules at the points of contact of microirregularities. Hence, in the near-boundary areas, we see the formation of structural fragments of Fe–O–C metastable atomic clusters, namely, an octapore of BCC iron with an oxygen atom located at the center and two carbon atoms at the vertices substituted for iron atoms. These clusters and iron atoms in the crystal lattice separate the areas with an insignificant electron density formed as a result of lowering of the electron density of s- and p-electrons and the elevation of the space localization of valence d-electrons on the iron atoms surrounding oxygen and carbon atoms. This restricts the participation of valence electrons in the formation of bonds between iron atoms of the crystal lattice and atoms of clusters and, as a result, they fail relatively easily as a result of displacements of structural elements along the boundaries formed by clusters [14, 15].
The contact durability of 20KhN3A and 55SMFA steels with surface NCS in the corrosive-abrasive medium is 4.0 and 2.5 times higher than in steels without MPT. In this case, a crack is initiated under the surface. This is explained by the rubbing out of the surface sources of initiation of the microcracks by abrasive particles. This is why the contact durability of nonhardened specimens in corrosive-abrasive media is twice higher than in corrosive media. Clearly, for the same reasons, the surface layer with NCS begins to fail as a result of initiation of a crack from the surface in water and from the surface layer in the aqueous-abrasive medium (Fig. 1).
The specific features of defects observed in testing 55SMFA steel were analyzed by using the fractograms obtained in a РЕМ-200 electron microscope. It was discovered that hardening weakly increases the resistance to the indentation of a disk (Fig. 3а). On the surface, we see the traces of flattening of the metal in the contact zone. The MPT of quenched steel qualitatively changes the situation. This procedure practically excludes the possibility of exfoliation on the contact surface (Fig. 3b), which is deformed to a much lower extent. On this surface, we see the signs of MPT not damaged by the deformation realized under contact loading in the course of the tests. Flattening and exfoliation of the surface are encountered less frequently, which confirms the effect of elevation of the contact fatigue resistance of steel with surface nanostructure. In this case, the number of testing cycles is equal to 1.14 ∙ 106 for the quenched specimen and to 2.08 ∙ 106 for the hardened specimen.

Microscopic images of the surfaces of specimens of 55SMFA steel in the zone of testing after quenching (a) and MPT (b) (× 200).
After the addition of inhibitors, in particular, 30 g/liter of monoethanolamine (МЕА) and triethanolamine (ТЕА) to water, the contact corrosion-fatigue strength of the specimens becomes 1.8 and 2.2 times higher in the intact state and after quenching and low tempering (see Table 1). The action of inhibitors on steels with NCS formed by the MPT is less efficient due to the subsurface crack initiation. Thus, the МЕА and ТЕА inhibitors retard the initiation of microcracks from the surface of the specimens.
The thickness of the hardened surface layer δ strongly affects the contact fatigue resistance of steels with surface NCS in corrosive and corrosive-abrasive media [2]. In particular, if the thickness of this layer varies within the range 65–75 μm, then the contact durability increases by a factor of 1.4–1.6, whereas for the thicknesses varying within the range 100–140 μm, it becomes 2.2 times higher (Fig. 4).

Dependences of the contact fatigue of 20KhN3A and 55SMFA steels on the thickness of hardened nanocrystalline layer: (1) specimens in the intact state without MPT; (2) MPT in mode 1 (δ = 65–75 μm); (3) MPT in mode 2 (δ = 100–140 μm).
The zone of elevated etchability and lowered hardness on 55SMFA steel under the NCS and the smooth transition to the base metal in both steels positively affects the serviceability under contact loading. This zone plays the role of a buffer interlayer with relaxation processes reducing the level of stress concentration. The correctness of this conclusion is confirmed by the character of distribution of residual stresses under cyclic loading of the specimens [11].
The low friction coefficient of the surface, which becomes, in this case, up to four times lower than for the heat-treated structure, is an important factor of increasing the contact durability of steels with NCS [12]. As a result, the tangential component in the rolling contact decreases, which results in swelling of the surface layer and the initiation of subsurface cracks [10]. Moreover, the surface NCS form traps and block the process of penetration of hydrogen into the metal [13] substantially increasing the contact fatigue resistance in corrosiveabrasive media.
Hence, the surface nanostructured layer plays a dual role. Thus, in particular, just as coatings [16], it protects the matrix against the action of working corrosive media and improves the tribological properties without using high-cost lubricants [17].
Conclusions
In conclusion, we note that the mechanical pulsed treatment intended for the formation of the surface layer with nanocrystalline structure on 20KhN3A and 55SMFA chisel steels increases their contact durability both in water and in aqueous solutions with quartz sand. As a result of the addition of mono- and triethanolamine inhibitors to water, the contact corrosion-fatigue strength of heat-treated steels becomes 1.8 and 2.2 times higher, respectively. On steels with surface NCS, the action of inhibitors is less efficient due to the subsurface initiation of the cracks.
References
H. Nykyforchyn, V. Kyryliv, and O. Maksymiv, “Physical and mechanical properties of surface nanocrystalline structures, generated by severe thermal-plastic deformation,” in: O. Fesenko and L. Yatsenko (editors), Nanocomposites, Nanophotonics, Nanobiotechnology, and Applications, Springer, Inbunden (2014), pp. 31–41.
V. І. Kyryliv, B. P. Chaikovs’kyi, О. V. Maksymiv, and А. V. Shal’ko, “Contact fatigue of 20KhN3A steel with surface nanostructure,” Fiz.-Khim. Mekh. Mater., 51, No. 6, 75–79 (2015); English translation: Mater. Sci., 51, No. 6, 833–838 (2016).
T. N. Kalichak, V. I. Kyryliv, and S. V. Fenchin, “Mechanopulsed hardening of long components of the hydraulic cylinder rod type,” Fiz.-Khim. Mekh. Mater., 25, No. 1, 106–108 (1989); English translation: Sov. Mater. Sci., 25, No. 1, 96–99 (1989).
V. I. Kyryliv, “Surface saturation of steels with carbon during mechanical-pulse treatment,” Fiz.-Khim. Mekh. Mater., 35, No. 6, 88–91 (1999); English translation: Mater. Sci., 35, No. 6, 853–858 (1999).
V. N. Vinogradov, G. М. Sorokin, A. N. Pashkov, and V. М. Pubarkh, Durability of Drill Bits [in Russian], Nedra, Moscow (1977).
K. B. Katsov (editor), Durability of Drill Bits [in Russian], Naukova Dumka, Kiev (1979).
A. I. Strishevskii, “Electronic automatic switch in contact durability testing machines,” Zavod. Lab., No. 9, 1136–1137 (1959).
W. Krous and G. Nolze, “Powder cell—a program for the representation and manipulation of crystal structures and calculation of the resulting X-ray powder patterns,” J. Appl. Cryst., 29, 301–303 (1996).
Powder Diffraction File 1973: Search Manual Alphabetical Listing and Search Section of Frequently Encountered Phases, Inorganic, Philadelphia (1974).
S. V. Pinegin, Contact Strength and Rolling Resistance [in Russian], Mashinostroenie, Moscow (1969).
Yu. I. Babei, Physical Fundamentals of Pulsed Hardening of Steel and Cast Iron [in Russian], Naukova Dumka, Kiev (1988).
V. I. Kyryliv, “Improvement of the wear resistance of medium-carbon steel by nanodispersion of surface layers,” Fiz.-Khim. Mekh. Mater., 48, No. 1,102–105 (2012); English translation: Mater. Sci., 48, No. 1, 119–123 (2012).
H. M. Nykyforchyn, Е. Lunarska, V. І. Kyryliv, and О. V. Maksymiv, “Hydrogen permeability of the surface nanocrystalline structures of carbon steel,” Fiz.-Khim. Mekh. Mater., 50, No. 5, 67–72 (2014); English translation: Mater. Sci., 50, No. 5, 698–705 (2015).
V. V. Tikhonovich, “Role of active elements of the working medium in the formation of nanostructured wear-resistant surface friction layers of steel,” in: Abstr. of the Fourth Internat. Sci. Conf. “Nanosized Systems: Structure, Properties, and Technologies” NANSIS-2013 (November 19–22, 2013) [in Russian], Kiev (2013), p. 575.
V. V. Gorskii, Physical Nature and Properties of Ме–Me′–O Alloys Doped with Oxygen in the Contact Zone of Metals in Friction [in Russian], Author’s Abstract of the Doctoral-Degree Thesis (Physics and Mathematics), Kiev (1989).
V. Pokhmurskyi, M. Student, H. Pokhmurska, V. Gvozdeckii, T. Stupnytskyy, O. Student, and B. Wielage, “Arc-sprayed iron-based coatings for erosion-corrosion protection of boiler tubes at elevated temperatures,” J. Therm. Spray Technol., 22, Issue 5, 808–819 (2013).
V. I. Pokhmurs’kyi, V. M. Dovhunyk, М. M. Student, M. D. Klapkiv, V. M. Posuvailo, and А. R. Kytsyа, “Influence of silver nanoparticles added to lubricating oil on the tribological behavior of combined metal-oxide ceramic layers,” Fiz.-Khim. Mekh. Mater., 48, No. 5, 73–77 (2012); English translation: Mater. Sci., 48, No. 5, 636–641 (2013).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Fizyko-Khimichna Mekhanika Materialiv, Vol. 53, No. 4, pp. 78–83, July–August, 2017.
Rights and permissions
About this article

Cite this article
Kyryliv, V.І., Chaikovs’kyi, B.P., Maksymiv, О.V. et al. Contact Fatigue of 20KhN3А and 55SMFA Steels with Surface Nanostructured Layers in Corrosive-Abrasive Media. Mater Sci 53, 508–513 (2018). https://doi.org/10.1007/s11003-018-0103-5
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11003-018-0103-5