
Abstract
In this paper, the influence of annealing temperature on formability, fracture behavior, void nucleation, its growth, and coalescence are studied. The voids and fracture behavior are studied as a function of various void parameters, namely δd-factor (ligament thickness between consecutive voids), d factor (ratio of δd and radius of the void), void area fraction (Va) and L/W ratio (ratio of length to width of the void). The L/W ratio of the oblate or prolate voids at fracture is correlated with the mechanical properties, microstructure, minor strain at fracture (ε2), Mohr’s circle shear strains, stress, and strain triaxiality factors. The Lode factor (θ) is determined and correlated with the Stress triaxiality factor (T), which is the ratio of mean stress (σm) to effective stress (σe). In addition, the Void area fraction (Va), which is the ratio of void area to the representative sample area, is determined correlated with the Strain triaxiality factor (To). It is found that the sheets annealed at 300°C, possesses better formability due to lower d-factor, higher \( \overline n \) and \( \overline r \)-values, greater void area fraction and lower L/W ratio of void accommodating more plastic deformation.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Influence of annealing of commercially pure (CP) Al was evaluated by aspects namely microstructure, mechanical properties, electrical conductivity, and general corrosion. It is shown that by selecting optimal annealing condition result in ultra fine grains in CP Al with good combination of high strength and ductility as explained elsewhere (Nikhil et al. 2005). Using an Al–Mg–Cu alloy developed for auto body panels, strip sheets are experimentally produced by various cold rolling annealing procedures. Tensile and metallographic properties of the sheets and their relations are examined to attain higher formability. The elongation is closely related to the grain size, and increases with the final annealing temperature as described by H. Takuda (Takuda et al. 1995). The suitability of recently developed aluminium alloys (an Al–Mg–Mn alloy and an Al–Li–Cu alloy) for press-forming applications has been examined. The characterization involves the experimental determination of microstructural aspects, tensile properties, and formability parameters such as average plastic strain ratio and planar anisotropy. These alloys are suitable for stamping applications, where stretching constitutes the major proportion of the deformation (Ravi Kumar and Swaminathan 1999). In sheet metal forming, fracture (the final phase failure) occurs due to the nucleation, growth and coalescence of voids formed after the onset of necking. Therefore, the nucleation, growth and coalescence of voids influence the fracture behavior of any material. Many researchers have investigated the nucleation, growth and coalescence of voids in porous materials as given below. Gurson and Tvergaard assumed the voids are spherical in materials and remain spherical in growth (Tvergaard 1981), but many engineering materials have nonspherical voids. Later, Needleman found critical void volume fraction (fc), which was often used to designate the final material failure (Needleman and Tvergaard 1987). Then, Gologanu et al. (Gologanu et al. 1993, 1994, 1995) derived a yield function for materials containing spherical voids overcoming the GT (Gurson–Tvergaard) Model. However, Benzerga explained that the fracture is strongly influenced by void shape, void spacing, stress triaxiality and strain hardening (Benzerga et al. 1999). Pardoen and Hutchinson, Benzerga and Kim implemented the GLD (Gologanu, Leblond and Devaux) models to predict ductile material criteria (Pardoen and Hutchinson 2000; Benzerga et al. 2004; Kim and Gao 2005). Further, Stress triaxiality factor [T] was found to be a parameter to characterize the effect of triaxial stress state on ductile fracture, which is responsible for the nucleation of voids. However, multiple stress states with different principal stress values can result in the same stress triaxiality factor, which is explained elsewhere (Kim and Gao 2003). Gao et al. (Gao et al. 2005), found the macroscopic stress response, void growth, and coalescence behavior during fracture. Recently, it is further confirmed that the metals have initially spherical voids and the void shape may change to prolate or oblate depending upon the state of applied stress (Gao and Kim 2006). From the above literature, it is found that d-factor, δd-factor, hydrostatic stress (σm), microstructure, strains at fracture, Triaxiality factors, the Lode factor (θ) effective strain (σe) and Void area fraction (Va) have an effect on ductile fracture behavior. It is attempted to relate the various annealing temperatures with the void parameters, microstructure, and fracture characteristics. Therefore, in this work, an attempt is made to establish the relationship among the above said parameters for the case of sheet metals with respect to four different annealing temperatures namely 160°C, 200°C, 250°C, and 300°C. Moreover, the nucleation, growth, and coalescence of voids find different pattern in sheet metal taken for study with respect to change in annealing temperatures. Further, the standard test for formability has been developed (Narayanasamy and Sathiya Narayanan 2005, 2006; Kleemola and Pelkkikangas (1977) and many improvements have been carried out. A.R. Ragab performed evaluation of bendability of sheet metals using void coalescence models (Ragab and Saleh 2005). Young-Suk Kim et al (Kim et al. 2006) studied the effect of material damage on forming limits of voided anisotropic sheet metals. Approximate yield criterion for voided anisotropic ductile materials was proposed Kim Youngsuk et al. (Kim et al. 2001). The effect of void shape and its growth on forming limits for anisotropic sheets containing non-spherical voids was studied by Hyun-Sung son et al. (Son et al. 2004). In this work, sheet blanks of different width were used to vary the strain conditions. In order to extend the above study under different stress and strain conditions, tests for formability has also been carried out. The sheet metal taken in to consideration is aluminium alloy 5086 supplied in cold rolled condition.
2 Experimental work
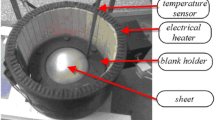
The material Al 5086 alloy, which is obtained in cold rolled condition, was first annealed at four different temperatures. The chemical composition and microstructure of Al 5086 alloy annealed at four different temperatures namely 160°C, 200°C, 250°C, and 300°C, considered for the study were observed as per the standard procedure as explained elsewhere (Narayanasamy and Sathiya Narayanan 2005) and shown in the Table 1 and Fig. 1 respectively. The Tensile tests were carried out for all four temperatures in Al 5086 material to determine the mechanical properties of the steels using Hounsfield Tensometer as explained elsewhere (Narayanasamy and Sathiya Narayanan 2005, 2006) and the same is presented in Table 2. In order to vary the strain conditions and to study the voids formed under these different conditions, sheet samples of different widths were formed up to fracture using a double action hydraulic press of capacity 2,000 kN with standard die and punch set up which is used for formability tests as explained elsewhere (Narayanasamy and Sathiya Narayanan 2005). The strain measurements were made and the Forming and Fracture Limit Diagram were drawn. From these strain based limit diagrams, the stress based forming and fracture limit diagrams were constructed as explained elsewhere (Kleemola and Pelkkikangas 1977). Small sheet specimens of size 10 mm × 5 mm were cut at the region of fracture, for SEM analysis. In specimens, fractured surfaces were observed for voids using a Scanning Electron Microscope (SEM) model JSM-5610 LV. The size and shape of voids were observed from the fractography by importing the SEM images to AutoCAD release 2005. From SEM images, the relative spacing of the ligaments (δd) present between the two consecutive voids was measured. The perimeters of the spherical voids were measured from SEM images and the average radii of the voids were found out. The d-factor was then determined by dividing the relative spacing of the ligaments (δd) present between the two consecutive voids by the radius of the voids. For the prolate and oblate voids, the length and width of the voids were measured from the SEM images, and then the length to width ratio (L/W) of the voids was calculated. A representative material area (RMA) was chosen and the total area of the voids present in this particular RMA was calculated. From these data, the void area fraction, ratio of total area of the voids to the RMA was calculated. From the major strain, minor strain and thickness strain values, macroscopic effective strain (εe), mean strain (εm) and the Lode factor (θ), were determined. The strain triaxiality parameter was then calculated by dividing the macroscopic effective strain (εe) by mean strain (εm). The mean stress (σm) and macroscopic effective stress (σe) were also determined and then the stress triaxiality parameter was determined by dividing mean stress by macroscopic effective stress.

(a) Microstructure of Al 5086 annealed at 160°C at magnification 400×. (b) Microstructure of Al 5086 annealed at 200°C at magnification 400×. (c) Microstructure of Al 5086 annealed at 250°C at magnification 400×. (d) Microstructure of Al 5086 annealed at 300°C at magnification 400× (All the above metallographic samples were etched with Keller’s reagent)
3 Results and discussion
3.1 Chemical composition and microstructure
The chemical composition for Al 5086 alloy tested is provided in Table 1. Whereas, the metallurgical microstructure details are provided in Fig. 1. The microstructure of annealed sheet at 160°C shows cold worked and elongated microstructure. No recrystallization has taken place in this case, whereas the sheets annealed at 200°C shows partial recovery and no recrystallization. The microstructure of sheets annealed at 250°C shows fully recovered and partial recrystallized grain structure whereas, sheets annealed at 300°C shows very fine recrystallized grains. A fundamental understanding 5086 is a medium to high strength non-heat-treatable alloy. The alloy has good formability than alloy 5083. As this alloy is resistant to stress corrosion cracking and exfoliation, it has wide application in the marine industry. The magnesium in the Al 5086 is 4.0%, the presence of magnesium in larger quantity retards formability but enhances castability and strength. The percentage of iron in the material is 0.50%, its presence in the alloy increase the recrystallisation temperature. The presence of silicon is about 0.3% and its improves the fluidity of the alloy. The manganese and chromium jointly counteract the corrosion effect of Iron. Manganese and chromium have a strengthening effect with reduction of ductility. Copper content is about 0.10% and its presence, reduces pitting corrosion. The zinc that is present in 0.25% does not have effect on corrosion but enhances castability and strength. The solid solubility of magnesium in aluminium alloys ranges from 2% in room temperature and 14–15% at 720 K. Silicon usually forms Mg2Si, mostly insoluble, especially the alloys with more than 3–4% magnesium. Iron may form FeAl3 in the absence of chromium or manganese. Titanium remains mostly in solution. Titanium increases the recrystallisation temperature and aids in grain refinement.
3.2 Tensile properties
Tensile properties of sheets annealed at four different temperatures are shown in Tables 2, 3 and 4. The average strain hardening exponent (\( \overline n \)) value indicates stretchability and formability (Narayanasamy and Sathiya Narayanan 2005, 2006). As the \( \overline n \)-value increases, the stretchability also increases. The sheet annealed at 160°C, possess comparatively less average strength coefficient value (K) due to presence of cold worked microstructure. Whereas, the grains in microstructure of the sheets annealed at 300°C is recrystallized in nature and they possess higher K value, the strength coefficient. The sheets annealed at 300°C temperature possess slightly a higher value of UTS, compared to other lower annealing temperatures but it possesses a low yield stress, compared to the rest. The percentage of elongation for sheets annealed at 300°C is found to be 13.64%, which is found to be greater than rest of the annealing temperatures. The fully recrystallized microstructure due to the strain induced boundary movements is responsible for the greater elongation of sheets annealed at 300°C. Table 5.
3.3 Limit strains and limit stresses
The forming and fracture limit diagrams of all sheets annealed at four different temperatures are presented in Fig. 2. Since, the microstructure of the sheet annealed at 300°C shows a refined and recrystallized grains show better formability in all regions. The sheet annealed at 160°C shows poor formability due to the presence of cold rolled grains microstructure. The sheet annealed at 300°C exhibits higher (UTS/σy) ratio with low yield stress, higher (\( \overline r \)) value and favorable microstructure for the formability, when compared to the rest of the annealing temperatures. Therefore, the same sheet exhibits higher formability than the rest of the sheets annealed at other different temperatures. The sheets annealed at 300°C have higher (UTS/σy), which in turn increases the formability. These results are also consistent with mechanical properties and microstructures.

Comparison of FLDS for Al 5086 at various annealing temperatures
3.4 Voids
The SEM fractography details are provided in Figs. 3–6. The shape of the voids is categorized as spherical, prolate, and oblate voids. In the initial stage of research on voids, they are assumed spherical (Tvergaard and V. 1981). Later, it is found that the shape of the voids is taking different shapes depending on the state of stress/strain conditions. The prolate and oblate voids are elliptical in shape. The prolate voids are elongated more in the thickness direction than in the plane of the sheet and the oblate voids are elongated more in the direction of plane of the sheet. Not only the type of voids is affected by the forming conditions but also the number of voids is affected by stress conditions. Among various annealing temperatures taken for the study, the sheets annealed at 300°C shows large number of voids (Void area fraction (Va) for sheets annealed at 300°C is more) in the SEM images taken at its fracture surface compared to rest of the other three annealing temperatures viz. 160°C, 200°C, and 250°C. This large number of voids is because of the accommodation of high plastic strain by the presence of fully or partially recrystallized grains in the annealed microstructure of Al 5086. The strain induced boundary movement has been completely taken place in the 300°C annealed Al 5086 sheet and the same is explicit from the microstructure of the annealed sheet. In the case of sheets annealed at 300°C, the strain hardening index \( \overline n \) value increases, the stress required for the plastic deformation also increases and this leads to the formation of larger number of voids due to the presence of recrystallized grains in the microstructure. In the lesser annealing temperatures, the number of voids is lesser compared to other temperatures because these SEM photographs show partial brittle fracture behavior. It is also noticed that the voids are almost spherical in the case of the blanks of width 200 mm (tension–tension region), which is subjected to strain condition nearly equibiaxial strain. This is due to the reason that the major strain and minor strain are tensile in nature and they are acting in the plane of the surface of the sheet. The other reason is that the thickness strain is found to be lesser at fracture. Voids are viewed in the fracture surface for getting the SEM images for all the four annealing temperatures. In tension–compression strain condition, the minor strain (in the width direction) is less and therefore it shows the large number of prolate voids. The SEM images of all the sheets annealed at different temperatures considered for the study show more number of non-spherical voids because their microstructures show that second phase particles are uniformly distributed along the grain boundaries of the microstructure sheet. These voids are formed around the second phase particle due the mismatch of these second phase particles and the metal matrix. Whereas in tension–tension strain condition, the voids are developed at the fracture of second phase particles and therefore they are in spherical shape.

SEM images taken for the fracture surfaces for Al 5086 sheets annealed at 160°C

SEM images taken for the fracture surfaces for Al 5086 sheets annealed at 200°C

SEM images taken for the fracture surfaces for Al 5086 sheets annealed at 250°C

SEM images taken for the fracture surfaces for Al 5086 sheets annealed at 300°C
Figure 7 shows the relationship between the mean strain and the d-factor. It is known that the d-factor linearly increases as the mean strain increases for all the four annealed temperatures. The rate of increase in d-factor with respect to mean strain is naturally high in the case of lower annealing temperature viz. 160°C because the cold worked microstructure is not completely eliminated and hence there is no instance of recrystallization. In this study, the rate of increase in d-factor is high for sheets annealed at 160°C, due to the absence of recrystallization in the microstructure. It is also observed that the d-factor is found to be lesser in the case of sheets annealed at 300°C, due to existence of the complete recrystallized grains in the microstructure. The distribution of d-factor with reference to the mean strain is proximal for the annealing temperatures namely 160°C, 200°C, and 250°C, whereas in the case of 300°C, the rate of change of d-factor with respect to mean strain is significantly lesser and it has lower d-factor values, summarizing that the lesser d-factor possess higher formability. From Fig. 7 and FLD (Fig. 2), the sheets having higher formability (annealed at 300°C) shows lower d-factor because it contains fully relieved strain free grains of the microstructure. Higher \( \overline n \) value also resists the void growth and coalescence. This is also another reason that sheets annealed at 300°C possess higher formability compared to rest of the sheets.

d-factor versus mean strain (εm) for Al 5086 alloy at various annealing temperatures
Figure 8, is plotted between the strain triaxiality factor (To), (which is the ratio between mean strain and effective strain) and d-factor. It is known that the effective strain increases as the void size decreases. Therefore, it can be concluded that as the strain triaxiality factor increases the d-factor also increases. From the figure, the sheets annealed at 300°C show lower slope value and therefore this sheet exhibits better formability. This slope is higher for sheets annealed at 160°C because of the absence of recovery and recrystallization the microstructure.

d-factor versus strain triaxiality factor (To) for Al 5086 alloy at various annealing temperatures
From the Figs. 9 and 10, it is observed that the void area fraction is highest for the sheets annealed at 300°C temperature in tension–tension strain condition, because for this condition the SEM images shows more void surface area per a constant representative material area compared to the tension compression condition. As the tension–tension strain condition gradually changes in to tension–compression, the void area fraction decreases in all the four annealing temperatures. The strain triaxiality factor is responsible for the initiation of void and mean strain is responsible for the growth of the void. Therefore, these two parameters have considerable impact on the void area fraction as well as on the formability. Figure 9 shows the variation of void fraction with respect to mean strain. It shows that the fracture occurs when this void fraction reaches a critical value for sheets and for any given condition. This critical value also depends on the annealing temperature of the sheets. The mean strain developed for sheets annealed at 300°C temperature is greater and the same is lower for sheets annealed at lower temperatures. For sheets annealed at 300°C, the mean strain is found to be greater for any given void area fraction (Va) and shows better formability. The nature of variation of void area fraction with respect to strain triaxiality factor shows the similar pattern but with different slope values as shown in Fig. 10. It is further noticed from the curve fitting results and its correlation coefficient that the mean strain influences the void area fraction largely compared to the strain triaxiality factor.

Void area fraction (Va) versus mean strain (εm) for Al 5086 alloy at various annealing temperatures

Void area fraction (Va) versus strain triaxiality factor (To) for Al 5086 alloy at various annealing temperatures
The mean stress and the stress triaxiality factor are directly proportional to mean strain and strain triaxiality factors. Hence, the influence of mean stress and the stress triaxiality factor on d-factor and void area fraction are assumed to be similar to that of mean strain and strain triaxiality factor. The combination of lesser stress triaxiality factor (T) and higher Lode’s factor refers higher severity of triaxial stress state as described elsewhere (Gao and Kim 2006).
From Fig. 11, it is observed that the Lode’s factor is lesser with respect to stress triaxiality factor (T), for sheets annealed at 300°C and the same increases with decreasing annealing temperatures. It implies that lesser Lode’s factor promotes higher formability in sheets annealed at 300°C.

Lode’s factor versus stress triaxiality factor (T) for Al 5086 alloy at various annealing temperatures
In tension–tension strain condition, the d-factor has a lower value due to this higher severity of triaxiality in all the annealed sheets. From the curve fitting results and high correlation coefficient, it is clearly understood that the stress triaxiality factor has very good correlation with the Lode’s factor. Therefore, it can be concluded that the above studies based on strain triaxiality factor are meaningful in case of sheet metal annealed at four different temperatures.
From Fig. 12, it is evident that as the annealing temperature increases the L/W ratio gradually decreases. Normally, the L/W ratio is lesser value in for tension–compression condition to a higher value for tension–tension condition and it holds good for all temperatures and as the L/W ratio increases the proneness to fracture also increases. The sheet annealed at 160°C shows the highest L/W ratio compared to other temperature for any given minor strain value at fracture (ε2) and the sheet annealed at 300°C shows the lowest L/W ratio and exhibits better formability. Figure 13, a plot drawn between the ratio (L/W) voids and shear strain (γ12), shows straight line with negative slope. Since, one of the strains is tensile in nature and the other is compressive, the tension–compression condition exhibits a larger shear strain (γ12). It is also evident that with decrease in the L/W ratio of the void the increase in shear strain (γ12) is greater for sheets annealed at 300°C.

(L/W) ratio of voids versus minor strain at fracture (ε2) for Al 5086 alloy at various annealing temperature

(L/W) ratio of voids versus γ12 for Al 5086 alloy at various annealing temperature
As shown in Fig. 14, in a plot drawn between the ratio (L/W) of voids and the shear strain (γ23), the shear strain (γ23) measured is the lowest in tension–tension region and the (L/W) ratio of voids is larger for the sheet annealed at 160°C compared with rest of the annealed temperatures. The highest slope of the plot in the case of sheet annealed at 160° and lowest slope in the case of sheets annealed at higher temperature due to the recrystallized microstructure and favorable mechanical properties. The Fig. 15, plots between the (L/W) ratio of the voids and shear strain (γ13) shows for all the sheets annealed show negative slope value, and the range of γ13 is higher for sheets annealed at 300°C, which represents higher formability, compared to rest of the annealing temperatures. Figure 16, the plot made between (L/W) ratio and (γ12/εm), shows that the (L/W) ratio of void decreases with the increasing ratio of (γ12/εm), which indicates that the voids are more spherical in nature at higher temperatures.

(L/W) ratio of voids versus γ23 for Al 5086 alloy at various annealing temperature

(L/W) ratio of voids versus γ13 for Al 5086 alloy at various annealing temperatures

(L/W) ratio of voids versus (γ12/εm) for Al 5086 alloy at various annealing temperature
4 Conclusion
Following conclusions can be drawn from the above results and discussion. Al 5086 alloy annealed at 300°C having lower d-factor shows better formability compared with rest of the sheets annealed at different temperatures. Void area fraction (Va) value of the same sheet is more due to the accommodation of higher plastic strain. It is also explicit that the same sheet exhibits higher formability and fracture strain due to its high \( \overline n \)-value, \( \overline r \)-value, and due to its recrystallized grain structure. The mean strain (εm) shows better correlation with d and δd factors. Specifically, the ligament thickness is found to be lesser for sheets annealed at 300°C, which possess elongated grains in the microstructure due to strain induced boundary movements (SIBM), caused by the elevated thermo mechanical treatment of the cold worked grains and due to this reason the same sheet shows better formability and fracture strain. Mean strain (εm) also influences the void area fraction (Va) to a greater extent. Void area fraction (Va) is found to be larger for sheets annealed at 300°C, due to the presence of refined, strain free grain structure and thus exhibits better formability and fracture strain than the rest of the other annealing temperatures. Lower Lode’s factor and lesser stress triaxiality factor for sheets annealed at 300°C is also due to the presence of stress relieved, recrystallized grain structure. In addition to that, the same sheet shows low L/W ratio, indicating that the voids are of spherical in nature, and exhibits better formability and fracture strain. There is a better correlation between stress triaxiality factor (T) and Lode’s factor.
References
Benzerga, A.A., Bessson, J., Pianeau, A.: Coalescence – controlled anisotropic ductile fracture. J. Engg. Mater. Technol. 121, 221–229 (1999)
Benzerga, A.A., Bessson, J., Pianeau, A.: Anisotropic ductile fracture – Part II: theory. Acta Mater. 52, 4639–4650 (2004)
Gao, X., Kim, J.: Modelling of ductile fracture: significance of void coalescence. Int. J. Solids Struct. 43, 6277–6293 (2006)
Gao, X., Wang, T., Kim, J.: On ductile fracture initiation toughness: effects of void volume fraction, void shape and void distribution. Int. J. Solids Struct. 42, 5097–5117 (2005)
Gologanu, M., Leblond, J.B., Devaux, J.: Recent extensions of Gurson’s models for porous ductile metals. In: Suquet, P. (ed.) Continuum Micromechanics. Springer-Verlag, Berlin (1995)
Gologanu, M., Leblond, J.B., Devaux, J.: Approximate models for ductile metals containing non spherical voids-case of axisymmetric prolate ellipsoidal cavities. J. Mech. Phys. Solids 41, 1723–1754 (1993)
Gologanu, M., Leblond, J.B., Devaux, J.: Approximate models for ductile metals containing non spherical voids-case of axisymmetric oblate ellipsoidal cavities. J. Eng. Mater. Tech. Solids 116, 290–297 (1994)
Kim, J., Gao, X., Srivatsan, T.S.: Modelling of crack growth in ductile solids : a three – dimensional analysis. Int. J. Solids Struct. 40, 7357–7374 (2003)
Kim, J., Gao, X., Srivatsan, T.S.: A generalized approach to formulate the consistent tangent stiffness in plasticity with application to the GLD porous materials model. Int. J. Solids Struct. 42, 103–122 (2005)
Kim, Y.-S., Won, S., Kim, D., Son, H.: Approximate yield criterion for voided anisotropic ductile materials. ASME Intern. J. 15, 1349–1355 (2001)
Kim, Y.-S., Won, S.-Y., Na, K.-H.: Effect of material damage on forming limits of voided anisotropic sheet metals. Metall. Mater. Trans. A 34 A, 1283 (2006)
Kleemola, H.J., Pelkkikangas, M.T.: Effect of predeformation and strain path on the forming limits of steel’ copper and brass. Sheet Metal Industries 63, 559–591 (1977)
Narayanasamy, R., Sathiya Narayanan C.: Formability of HSLA and EDDQ steels of tube products of India. Ind. J. Eng. Mater. Sci. 12, 141–150 (2005)
Narayanasamy, R., Sathiya Narayanan C.: Some aspects on fracture limit diagram developed for different steel sheets. Mater. Sci. Eng. A 417, 197–224 (2006)
Needleman, A., Tvergaard, V.: An analysis of ductile rupture modes at a crack tip. J. Mech. Phys. Solids. 35, 151–183 (1987)
Pardoen, T., Hutchinson, J.W.: An extended model for void growth and coalescence. J. Mech. Phys. Solids 48, 2467–2512 (2000)
Ragab, A.R., Saleh, Ch.A.: Evaluation of bendability of sheet metals using void coalescence models. Mater. Sci. Eng. A.395, 102–109 (2005)
Rangaraju, N., Raghuram, T., Vamsi Krishna, B., Prasad Rao, K., Venugopal, P.: Effect of cryo-rolling and annealing on microstructure and properties of commercially pure aluminium. Mater. Sci. Eng. A.398, 246–251 (2005)
Ravi Kumar, D., Swaminathan, K.: Formability of two aluminium alloys. Mater. Sci. Technol. 15, 1241–1252 (1999)
Son, H.-S., Kim, Y.-S., Na, K.-H., Hwang, S.-M.: Effect of void shape and its growth on forming limits for anisotropic sheets containing non-spherical voids. ASME Int. J. A 47, 512–520 (2004)
Takuda, H., Yamazaki, N., Hatta, N., Kikuchi, S.: Influence of cold-rolling and annealing conditions on formability of aluminium alloy sheet. J. Mater. Sci. 30, 957–963 (1995)
Tvergaard, V.: Influence of voids on shear band instabilities under plane strain conditions. Int. J. Frac. 17, 389–407 (1981)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Narayanasamy, R., Ravi chandran, M., Sathiya Narayanan, C. et al. Effect of annealing temperature on void coalescence in 5086 aluminium alloy formed under different stress conditions. Int J Mech Mater Des 3, 293–307 (2006). https://doi.org/10.1007/s10999-007-9025-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10999-007-9025-3