
Abstract
Phosphogypsum is a type of solid waste that causes severe environmental damage. To utilize phosphogypsum more effectively, the present study investigated the melting characteristics of the reaction between phosphogypsum and CaS. FactSage was used to calculate the phase equilibrium and to predict the melting behavior at high temperatures. The analysis comprised an ash-melting temperature test, thermogravimetric analysis, differential thermal analysis, and scanning electron microscopy. The results showed that kaolinite had major effects on the ash-melting temperature and the ash-melting behavior, where the effects depended on the kaolinite content. The ash-melting temperature increased with the addition of kaolinite. With a kaolinite content of 10 %, the increases in the deforming temperature, softening temperature, hemispheric temperature, and flowing temperature were 50, 42, 49, and 65 °C, respectively. The results of the simulation and experimental analyses were in good agreement.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Phosphogypsum is a solid waste generated by the production of phosphoric acid using the wet process, where every 1 ton of wet phosphoric acid production typically generates about 5 tons of phosphogypsum [1]. Currently, over 75 million tons of phosphogypsum are produced as by-products of the phosphoric acid industry per annum in China, but the utilization rate is <20 % of the annual production [2]. Thus, large accumulations of phosphogypsum occupy land. These waste resources also cause severe environmental pollution and safety hazards [3, 4], which greatly restrict the sustainable development of the phosphate compound fertilizer industry. Therefore, it is essential to develop rational methods for utilizing phosphogypsum.
At present, there are many different methods for utilizing phosphogypsum in a comprehensive manner [5–16], but the processes that decompose phosphogypsum to produce chemical products such as sulfuric acid and cement are the most effective [10, 15]. However, in industrial application, this process often leads to incrusting, ringing, bonding, and even the blockage of rotary kilns,
which may have adverse effects on the conditions of the entire firing system, thereby limiting the popularization and application of this process [17]. To address this problem, it is essential to determine the melting characteristic of the reactants. Based on various analyses of the reaction mechanisms during phosphogypsum decomposition with different reductants(R) [2, 11, 18, 19], it has been shown that CaS is an important intermediate product of phosphogypsum decomposition. In particular, the reaction between phosphogypsum and CaS is a vital step [20]. The reaction equations may be expressed as follows:
Therefore, studying the melting characteristics of the reaction between phosphogypsum and CaS is critical for solving the problems described above. Furthermore, phosphogypsum is a complex compound and the reaction between phosphogypsum and CaS is complex and competitive, mainly because kaolinite has a major effect on the melting characteristics of the reactants. Thus, the present study focused on the effects of kaolinite on the melting characteristics of the reaction.
To obtain useful insights into the reaction between phosphogypsum and CaS in the presence of kaolinite, the FactSage model was used to evaluate the liquid amounts, solid transformation, and multi-phase equilibrium at high temperatures. The theoretical predictions were also tested based on experimental investigations, which comprised comprehensive thermal analysis, an ash-melting temperature test, and scanning electron microscopy (SEM).
Experimental and simulation information
Sample preparation
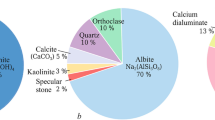
In this experiment, the raw materials comprised phosphogypsum, CaS, and kaolinite. The phosphogypsum samples used in this study were provided by Hongda Ltd (Sichuan, China). After drying for 45 min at 415 °C, the average particle size of the phosphogypsum was ca 31.75 μm. The chemical composition of the phosphogypsum is shown in Table 1. Industrial-grade CaS was used, which was provided by Jianchen Metals and Minerals Ltd. The average particle size of CaS was 23.32 μm, and its composition is shown in Table 2. Reagent-grade kaolinite was also used. After thorough mixing and grinding, mixtures of phosphogypsum and CaS were prepared with a fixed molar ratio of 1.2:3, which were supplemented with different kaolinite contents. High-purity-grade nitrogen was used as the inert gas.
FactSage simulation
Thermochemical models can be used to analyze the equilibrium conditions of the reaction between phosphogypsum and CaS, as well as providing insights into the solid transformation and liquid formation processes. These data are useful for predicting the melting behavior of reactions at high temperatures.
FactSage was introduced in 2001, and it was developed jointly from both the FACT-Will/F*A*C*T and ChemSage/SOLGASMIX thermochemical packages, which were first produced over 28 years ago. The FactSage package comprises a series of information, database, calculation, and manipulation modules, which facilitate the manipulation of databases of pure substances and solutions. FactSage is an extremely powerful tool, which can be used to perform a wide range of thermochemical calculations by chemical and physical metallurgists, chemical engineers, inorganic chemists, geochemists, electrochemists, environmentalists, and other users. FactSage provides information on the phases formed, their proportions and compositions, the activities of individual chemical components and the thermodynamic properties of all components, including pressures and temperatures. At present, FactSage is the largest available thermochemical package and database.
In the present study, FactSage 6.1 was used to predict the multi-phase equilibrium and proportions of the liquid and solid phases in a nitrogen atmosphere for the multi-component system. This process was divided into equilibrium calculation and phase diagram calculation stages. The initial calculation pressure in the FactSage 6.1 simulation was 0.1 MPa, and the temperature ranged from 1,100 °C to 1,400 °C, with an interval of 25 °C. The compound species was set to gas and solid, and the solution species selected were Fact-Slag and Fact-FToxid.
Ash-melting temperature test
An ash melting determinator was used for the ash-melting temperature test. As shown in Fig. 1, the structure of the determinator comprised a tube furnace, a temperature controller, and a computer, where a CCD was used to monitor the changes in the ash cones with increasing temperature. The ash cone shapes were imaged at different temperatures and stored in the computer. The ash melting characteristics comprised the deforming temperature (DT), softening temperature (ST), hemispheric temperature (HT), and flowing temperature (FT), which were determined according to the standard ash-melting temperature test (pyrometric cone method, Chinese standard GB219-2008).

Schematic diagram of the ash melting determinator. 1 Gas cylinder, 2 flowmeter, 3 thermocouple, 4 high-temperament furnace, 5 turning guide rail, 6 ash cone, 7 refractory bracket, 8 CCD, 9 temperature controller, and 10 computer
The prepared samples were shaped into triangular cones and placed in a furnace. Nitrogen was used to eliminate the possible influence of the atmosphere in the furnace, and the flow rate was controlled at 300–400 mL min−1. The heating rate was adjusted to 15–20 °C in the temperature range of 0–880, 1–15 °C in the temperature range of 800–900, and 4–6 °C in the temperature range of 900–1,500 °C. After the test, the images of the sample residues were analyzed by using a S-4800 scanning electron microscope (Japan).
Thermal analysis
A Netzsch STA449C comprehensive thermal analyzer, which can acquire TG, DTA and DSC data simultaneously, was used to make thermal analysis for the reaction. Samples mixtures were prepared of phosphogypsum and CaS alone, or with 5 % kaolinite, and all the experiments were conducted in a temperature range of 200–1,400 °C. The carrier gas was nitrogen, and the gas flow rate was 30 mL min−1. The heating rate was adjusted to 10 °C min−1.
Results and discussion
FactSage calculation and analysis
Equilibrium calculation
Figure 2 shows the effects of kaolinite on the mass of slag-liquid as the temperature increased. When the kaolinite content was <5 %, the amount of slag-liquid decreased gradually as the kaolinite content increased. Thus, kaolinite can reduce the mass of liquid significantly and improve the melting temperature. However, this phenomenon was no longer obvious when the kaolinite content exceeded 5 %. Therefore, the sample mixture with 5 % added kaolinite was used to study the migration of the solid products, and the results are shown in Fig. 3. According to Fig. 3, it can be seen that CaSO4, which is the main component of phosphogypsum, was not consumed completely, and the reaction gradually generated Ca2SiO4, Ca3Al2O6, Ca2Al2O5, Ca3SiO5, etc., as well as the main product CaO. The production of feldspar had a significant effect on the melting characteristics. It is likely that the high melting point of the products mentioned above caused the increase in the melting temperature of the reaction.

Effects of kaolinite on the mass of slag-liquid

Effects of 5 % kaolinite on the solid product
Phase diagram calculation
The effects of 5 % kaolinite on the phase diagram of the CaSO4–CaS–CaO system are presented in Fig. 4a–d, which shows that at a temperature of 1,100 °C, the phase diagram can be divided into three main parts (Gas–CaS–Ca2SiO4–Ca3Al2O6–CaO–CaSO4, and Gas–CaS–Ca2SiO4–Ca3Al2O6–CaSO4, and Gas–Ca2SiO4–Ca3Al2O6–CaO–CaS), where the appearance of the main products of SO2, silicate (Ca2SiO4 and CaSiO3), aluminate (CaAl2O4 and Ca3Al2O6), and feldspar (Ca2Al2SiO7 and CaAl2Si2O8) indicate that the reaction between CaSO4 and CaS had started. As the temperature increased, each part of the area began to change. At a temperature of 1,150 °C, the area of Gas–CaS–Ca2SiO4–Ca3Al2O6–CaO–CaSO4 decreased gradually, while new areas of Gas–Ca2SiO4–Ca3Al2O6–CaO–CaSO4 and Gas–Ca2SiO4–Ca3Al2O6–CaO–CaS were formed, where all the changes indicate that the reaction became increasingly intense. The reaction was almost complete when the temperature reached 1,200 °C. However, some liquid products appeared at a temperature of 1,300 °C. Compared with the formation of the eutectic zones of the pure CaSO4–CaS–CaO system at 1,000 °C [21, 22], the appearance of liquid in the system of CaSO4–CaS–CaO–kaolinite at 1,300 °C indicates that kaolinite can delay the liquid phase, where a higher kaolinite content leads to greater production of silicates, aluminates, and feldspar, which are all typical refractory materials with high melting points.

Effects of 5 % kaolinite on the CaSO4–CaS–CaO–Al2(Si2O5)(OH)4 system. a 1,100 °C, b 1,150 °C, c 1,200 °C, d 1,300 °C
Ash-melting temperature test
Figure 5 illustrates the effects of kaolinite addition on the characteristic melting temperatures, which shows that when the kaolinite content was low, the temperature increases were relatively flat, but the four characteristic melting temperatures increased gradually as the kaolinite content became greater. When the kaolinite content reached 10 %, the increases in the four temperatures, i.e., DT, ST, HT, and FT, were 50, 42, 49, and 65 °C, respectively. Thus, kaolinite increased the characteristic melting temperatures. This was probably attributable to the triclinic structure of kaolinite. The internal structure of kaolinite is linked by ionic bonds and hydrogen bonds, and thus, its crystal structure is relatively stable with almost no lattice substitution, which is responsible for the strong skeleton structure and high melting point of kaolinite. Based on the phase diagram calculation, we found that the ratio of m (SiO2)/m (Al2O3) decreased as the kaolinite content increased, thereby indicating that there was an increase in the content of Al2O3 components, which provided the support framework that hindered melt deformation during the reaction process, while there was a relative reduction in the content of SiO2, which was the glass-forming component. This phenomenon caused the process to move gradually toward the high-temperature zone and the temperature of the liquid zone also continued to rise. As a result, the ash-melting temperature of the reaction also increased. This conclusion is consistent with Vorres’ suggestion that acidic oxides are helpful for improving the melting temperature, thus a greater of Al2O3 content will result in a higher melting temperature [23].

Effects of adding kaolinite on the melting characteristic temperatures
After the ash-melting temperature test, the residue samples were characterized based on SEM images (Fig. 6). The SEM images of phosphogypsum and CaS alone were compared with that of the sample mixed with 5 % kaolinite, which showed that the samples of phosphogypsum and CaS alone had sintered and melted slightly even at a temperature of 1,200 °C, whereas the image of the sample mixed with 5 % kaolinite at a temperature of 1,200 °C included some acicular and long columnar crystals, which were probably the end-products obtained after heating kaolinite at high temperature. During melting, scaly worm-like particles were bonded together at up to 1,300 °C, as shown in Fig. 6b, which may support the conclusion that the presence of kaolinite can retard the emergence of liquid, and this was in good agreement with the FactSage results.

SEM results for the sample residues after the reaction between phosphogypsum and CaS alone (a, ×10,000), and phosphogypsum and CaS mixed with 5 % kaolinite (b, ×10,000), at different temperatures. A1 1,200 °C, A2 1,300 °C, B1 1,200 °C; B2 1,300 °C)
Comprehensive thermal analysis
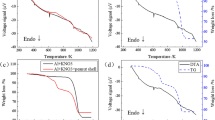
The reaction of phosphogypsum and CaS in the presence of kaolinite was conducted using a comprehensive thermal analyzer. Figure 7 shows the results obtained for the reaction of phosphogypsum and CaS alone, and for the reaction of phosphogypsum and CaS mixed with 5 % kaolinite, where the corresponding data are listed in Tables 3 and 4. For the reactions of phosphogypsum and CaS alone, the mass loss and the corresponding thermal effect in the reaction between phosphogypsum and CaS to obtain SO2 and CaO occurred in a temperature range of 849–1,119 °C. However, the second thermal effect appeared in a temperature range of 1,314–1,353 °C, which may represent the occurrence of melting because there was no significant change in quality.

TG/DTG–DSC curves for a sample of phosphogypsum and CaS alone (curve B), and phosphogypsum and CaS mixed with 5 % kaolinite (curve A)
For the reaction of phosphogypsum and calcium with 5 % kaolinite, the first mass loss represents the decomposition of phosphogypsum and CaS, but the lower mass loss compared with the thermogravimetric curves of phosphogypsum and CaS alone was due mainly to the incomplete consumption of CaSO4 and the generation of composite oxides (calcium silicate, calcium aluminate, calciclase, feldspar, etc.). However, as the temperature increased, the second mass loss appeared at a temperature of 1,129–1,261 °C, and the corresponding thermal effect was reflected in the form of two small endothermic peaks in the differential scanning calorimetry curve. Based on the migration process of the solid products in the simulation, the second mass loss may represent the decomposition of calciclase and feldspar. In addition, an exothermic peak appeared at 1,316–1,390 °C, which may represent crystal transformation or recrystallization. Therefore, there was no sign of melting in the thermal analysis of the sample of phosphogypsum and CaS with 5 % kaolinite. This showed that the presence of kaolinite can improve the melting temperature to some extent.
Conclusions
This study investigated the effects of kaolinite on the melting characteristics of the reaction between phosphogypsum and CaS based on FactSage simulations and experiments. The results indicate that FactSage is a useful tool for predicting the phase equilibrium and melting behavior at high temperatures. The experimental findings agreed with the FactSage calculations and they indicate that the addition of kaolinite can improve the melting temperature, which was verified by the thermal analysis. Furthermore, as the kaolinite content became greater, the four characteristic melting temperatures all increased by different rates. The most obvious effect occurred when the kaolinite content reached 10 %, where the increases in the four characteristic melting temperatures, i.e., DT, ST, HT, and FT, were 50, 42, 49, and 65 °C, respectively. These results are attributable to the specific structure of kaolinite. However, a careful analysis of Fig. 2 shows that when the kaolinite content exceeded 5 %, the influence on the mass of liquid was no longer obvious, which did not correspond to the results obtained in the ash-melting temperature test. This difference is probably due to the reaction environment used in FactSage, which is not as complex as the real experimental environment. Despite this, our results provide a theoretical basis that could facilitate the solution of problems that occur in industrial applications, which may be of great importance for relevant industrial processes.
References
Parreira A, Kobayashi A, Silvestre O Jr. Influence of Portland cement type on unconfined compressive strength and linear expansion of cement-stabilized phosphogypsum. J Environ Eng. 2003;129(10):956–60.
Yang X, Zhang Z, Wang X, Yang L, Zhong B, Liu J. Thermodynamic study of phosphogypsum decomposition by sulfur. J Chem Thermodyn. 2013;57:39–45.
Rutherford P, Dudas M, Samek R. Environmental impacts of phosphogypsum. Sci Total Environ. 1994;149(1):1–38.
Tayibi H, Choura M, López FA, Alguacil FJ, López-Delgado A. Environmental impact and management of phosphogypsum. J Environ Manag. 2009;90(8):2377–86.
Alva A, Sumner M. Amelioration of acid soil infertility by phosphogypsum. Plant Soil. 1990;128(2):127–34.
Carvalho M, Van Raij B. Calcium sulphate, phosphogypsum and calcium carbonate in the amelioration of acid subsoils for root growth. Plant Soil. 1997;192(1):37–48.
El Didamony H, Abd S, Aleem E, Aziz M. Untreated phosphogypsum as a set retarder for slag cement production. Ind Ceram. 2003;23(1):19–24.
Ilić M, Miletić S, Munitlak R. Utilization of the waste phosphogypsum for the Portland cement clinker production. Toxicol Environ Chem. 1999;69(1–2):201–7.
Lutz R. Preparation of phosphoric-acid waste gypsum for further processing to make building-materials. Zement-Kalk-Gips. 1994;47(12):690.
Ma L, Ning P, Zheng S, Niu X, Zhang W, Du Y. Reaction mechanism and kinetic analysis of the decomposition of phosphogypsum via a solid-state reaction. Ind Eng Chem Res. 2010;49(8):3597–602.
Oh JS, Wheelock T. Reductive decomposition of calcium sulfate with carbon monoxide: reaction mechanism. Ind Eng Chem Res. 1990;29(4):544–50.
Ölmez H, Yilmaz V. Infrared study on the refinement of phosphogypsum for cements. Cem Concr Res. 1988;18(3):449–54.
Reijnders L. Cleaner phosphogypsum, coal combustion ashes and waste incineration ashes for application in building materials: a review. Build Environ. 2007;42(2):1036–42.
Singh M. Treating waste phosphogypsum for cement and plaster manufacture. Cem Concr Res. 2002;32(7):1033–8.
X-l Z, L-h H. Studies on technology of cement integrated with sulfuric acid produced from phosphogypsum. Shandong Chem Ind. 2007;1:008.
Aagli A, Tamer N, Atbir A, Boukbir L, El Hadek M. Conversion of phosphogypsum to potassium sulfate. J Therm Anal Calorim. 2005;82(2):395–9.
Jianxi L, Su Y, Liping M. Feasibility analysis for decomposition of phosphogypsum in cement precalciner. Environ Prog Sustain Energy. 2011;30(1):44–9.
Van der Merwe E, Strydom C, Potgieter J. Thermogravimetric analysis of the reaction between carbon and CaSO4 2H2 O, gypsum and phosphogypsum in an inert atmosphere. Thermochim Acta. 1999;340:431–7.
Strydom C, Groenewald E, Potgieter J. Thermogravimetric studies of the synthesis of cas from gypsum, CaSO4 2H2O and phosphogypsum. J Therm Anal Calorim. 1997;49(3):1501–7.
Chen JM, Yang RT. Fluidized-bed combustion of coal with lime additives. Kinetics and mechanism of regeneration of the lime sorbent. Ind Eng Chem Fundam. 1979;18(2):134–8.
Davies N, Hayhurst A. On the formation of liquid melts of CaS and CaSO4 and their importance in the absorption of SO2 by CaO. Combust Flame. 1996;106(3):359–62.
Gruncharov I, Pelovski Y, Bechev G, Dombalov I, Kirilov P. Effects of some admixtures on the decomposition of calcium sulphate. J Therm Anal. 1988;33(3):597–602.
Vorres KS. Effect of composition on melting behavior of coal ash. J Eng Gas Turbines Power. 1979;101(4):497–9.
Acknowledgements
This research was supported by the National High Technology Research and Development Program of China (Grant No. 2011AA06A106), which is gratefully acknowledged. FactSage 6.1 was provided by Kunming University of Science and Technology.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Zhao, L., Wan, T., Yang, X. et al. Effects of kaolinite addition on the melting characteristics of the reaction between phosphogypsum and CaS. J Therm Anal Calorim 119, 2119–2126 (2015). https://doi.org/10.1007/s10973-015-4400-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-015-4400-z