
Abstract
Co-pyrolysis is one of the most promising options for the utilization of coal and biomass. Coal/biomass blends were prepared using Yilan subbituminous (YL) and corncob and the mass ratios of coal in mixtures varied between 0 and 100 %. Co-pyrolysis characteristics were investigated in a thermogravimetric analyzer from 303 to 973 K under the nitrogen flow of 100 mL min−1. The co-pyrolysis residues were less than the sum simply added of the solid yields of individuals. With heating rate increased from 10 to 40 K min−1, the residues decreased more severely compared to the expected under various blending ratios. For fast pyrolysis in fluidized-bed reactor, gas volumes and char yields of co-pyrolysis showed a significant linearity. But pyrolysis-oil yields were higher than the expected from the additive model when the YL blending ratios were less than 60 %. The co-pyrolysis evolved more H2, CH4, C2 + C3, and less CO than an additive pyrolysis process of individual fuel. The GC/MS results indicated that co-pyrolysis-oil contained more alcohols, ketones, aldehydes, or acids than that of individual fuel. All of that suggested the H/OH in volatiles produced from rapid pyrolysis of biomass transferred to the radicals of coal pyrolysis. The possible reaction mechanism also was provided in the paper.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Efficient and clean utilization of coals not only can alleviate the consumption of fossil fuels but also help to reduce the environmental problems [1, 2], this is very important for China, where the coal is the main energy resource. To improve the energy conversion efficiency of coal, various thermochemical technologies such as co-pyrolysis [3], co-gasification [4], and co-combustion [5, 6] have been developed for the use of coal. Among these, co-pyrolysis of coal and biomass has been significantly attracted due to the biomass that is abundant (especially in China), renewable, and carbon dioxide neutral [7], and the adding of biomass could reduce the consumption of fossil fuels and discharges of pollutants, such as SOx and NOx [8]. Moreover, coal and biomass have different chemical and physical properties [3, 9, 10], i.e., ash composition, volatile matters, and H/C and O/C molar ratio. In the coal pyrolysis, the low H/C ratio limits the conversion of coal. While during the co-pyrolysis process, biomass could offer H donors to coal to promote the blockings of the radicals produced during the breaking reactions and restrain the cross-linking reactions that increased char formation [11]. So, the yields and qualities of the liquids produced can improve during the co-pyrolysis instead of that yield in expensive H2 atmosphere. Unlike other materials, such as plastics, alkali, and alkaline-earth metal contents are high in biomass. They could potentially be expected to catalyze the coal pyrolysis during co-pyrolysis [12, 13]. Biomass pyrolysis mixes with coal also has several other advantages. For example, co-pyrolysis of coal and biomass could overcome seasonal harvesting rather than all year round availability for biomass [14] and the additional investments might be easily reduced as the existing coal pyrolysis instruments only needing minor modification used for the co-pyrolysis of coal and biomass [15].
Recently, a number of studies have been conducted on pyrolysis using coal and biomass at home and abroad. Pan [16] reported the pyrolytic behavior of biomass/poor coal in a thermobalance apparatus at atmospheric pressure. Experiments were dynamically carried out by increasing the temperature from 383 to 1,173 K with a heating rate of 100 K min−1. The results showed that no interaction took place between biomass and coal in a blend during pyrolysis. Vuthaluru [17, 18] also investigated the thermal behavior during co-pyrolysis of Collie subbituminous coal, biomass materials (wood waste and wheat straw), and coal/biomass blends prepared at different ratios using a thermogravimetric analysis apparatus. No interactions were seen between the coal and biomass during co-pyrolysis, and the pyrolytic characteristics of the blends followed those of the parent fuels in an additive manner. But Wang [19] studied the co-pyrolysis behaviors of Pingshuo coal and the biomasses (sawdust and rice straw) using a thermogravimetric analyzer. The experimental results indicated that there existed synergetic effects between the biomasses and coal during their co-pyrolysis process. Haykiri-Acma [20] investigated the effects of hazelnut shell on the pyrolytic decomposition of different rank coals (peat, lignite, bituminous coal, and anthracite) by non-isothermal thermogravimetric analysis method from ambient to 1,173 K with a heating rate of 40 K min−1 under nitrogen. It was found that the addition of thermally reactive hazelnut shell led to some increases in the volatilization rates of coals especially at temperatures below 773 K. Besides, the char yields revealed unexpected variations in case of low rank coals. It also could be found that the existence of synergistic interactions took place during the co-pyrolysis. The investigation of co-pyrolysis behaviors of lignite and corncob in a fixed-bed reactor found significant synergies in both pyrolysis product yields and gas product compositions. The solid yield of the 50:50 lignite/corncob blend was much lower (i.e., 9 %) than expected from the calculated value based on individual materials under the range of temperatures studied, and coincided with the higher liquid and gas yields. Yield of CH4 was three times higher than the calculated value at 673 K [15]. Pyrolytic behaviors of biomass/coal mixtures were also investigated by Onay Özlem [21] under a heating rate of 7 K min−1, over a range of pyrolysis temperatures between 673 and 973 K. The results indicated that considerable synergistic effects were observed during the co-pyrolysis in a fixed-bed reactor leading to an increase in the oil yield at lower than coal blending ratios of 33 %. But Moghtaderi [22] investigated pyrolytic characteristics of biomass/coal mixtures under conditions pertinent to pulverized fuel boilers at low heating rate in a horizontal tubular reactor and high heating rate in an electrically heated drop tube furnace. The mixtures of biomass/coal followed the behavior of their parent materials in an additive manner. The two fuels did not chemically interact under inert conditions. The yields of the major pyrolysis products and the compositions of the gaseous products from blended samples were linearly proportional to the percentage of biomass and coal in the mixture, while Zhang [11] performed the experiments on co-pyrolysis of legume straw and Dayan lignite in a free fall reactor over a range of 773–973 K under atmospheric pressure with nitrogen as balance gas. The results indicated that there existed synergetic effects in the co-pyrolysis of biomass and coal. Under the higher blending ratio conditions, the char yields were lower than the theoretical values calculated on pyrolysis of each individual fuel, and consequently the liquid yields were higher. Moreover, the experimental results showed that the compositions of the gaseous products from blended samples were not all in accordance with those of their parent fuels. Collot [23] conducted the co-pyrolysis of Daw Mill coal and Silver Birch wood in a fixed-bed reactor and a fluidized-bed reactor, because the fixed-bed reactor providing intimate contact between neighboring fuel particles and the fluidized-bed reactor providing near total segregation of sample particles, small differences in tar yields were observed in the fixed-bed reactor, while no difference was found with the fluidized-bed reactor. As mentioned above, the occurrence of synergy during co-pyrolysis is generally not conclusive. Various parameters affect the synergistic interactions, such as the heating rate, the reacting temperature, the residence time, proximity of coal with biomass particles to one another and the reactor type.
Most works published were devoted to using TG and a fixed-bed to study co-pyrolysis in sizes below 0.150 mm, which meant the researches were done under the dynamic controls. Co-pyrolysis in the fluidized-bed pyrolyzer, which was easy to couple with most types of boiler/gasifier, was relatively rare, at least, to a certain degree, from the materials sizes and the analyses of products. The objective of this study was to investigate the extent and the possible mechanism of the synergy during pyrolysis of low-grade coal and biomass, especially to research the synergism of co-pyrolysis in the fluidized reactor. Experiments were conducted in a TG and in a fluidized-bed reactor. From TG experiments, the overview of the mass loss and mass loss rate as a function of temperature could be continuously observed. On the other hand, from the fluidized-bed experiments, pyrolysis production behaviors of liquid fuels and gas were allowed to investigate and analyses. The range of temperatures studied was chosen between 773 and 973 K, which was more than the temperatures at which maximal mass loss rate was happened for coal and biomass. The fundamental knowledge gained from this project is essential for the proper understanding of multi-stage co-conversion process of coal and biomass which coupled the pyrolysis into an existing combustion or gasification process.
Experimental
Materials
The materials used for this study were Yilan subbituminous (YL) and corncob (CB). Prior to use, the samples were dried in a drying oven on forced convection at 383 K for 12 h. The proximate and ultimate analyses of YL (GB/T 212-2001 and GB/T 476-2001) and CB (E870-82 and GB/T 476-2001) are shown Table 1. Table 2 shows ash compositions of the two samples, which was according to the Chinese standard of GB/T 1574-2007.
Co-pyrolysis experiments in TG
TG analyses were carried out in a Setaram Setsys thermogravimetric analyzer. The particle size of the samples was less than 0.150 mm in diameter for both YL and CB and the initial mass of the samples was close to 15 mg. The samples were heated from 303 to 973 K with a heating rate of 10 and 40 K min−1. It should be pointed that further heating rate also is necessary, but heating rate could not be further increased due to the limitation of our TG analyses, and this limitation also acted as an important motivation for our fluidized-bed works. In other words, the rather higher heating rate was partly reflected by fluidized-bed results. N2 was used as the carrier gas at a constant flow rate of 100 mL min−1. At the same time, YL/CB blends were prepared with the ratios of YL to CB of 20:80, 40:60, 60:40, and 80:20 to investigate the effect of blending ratios on co-pyrolysis behaviors.
Co-pyrolysis experiments in a fluidized-bed reactor
According to the results of the TG experiments, the fast pyrolysis experiments of YL and CB were conducted in a fluidized-bed reactor. Particle sizes of YL and CB were 0.60–1.0 and 1.0–2.0 mm in diameter, respectively, since both the two samples had the same minimum fluidization velocity. The static bed height of the bed material was about 200 mm usually. A K-type thermocouple was placed below 100 mm of the particle-bed surface to measure the bed temperature. Heating tapes were installed on the outlet of pipes in the reactor to supply additional heat and to prevent pyrolysis-oils condensing.
Figure 1 shows a sketch of the experimental setup. The pyrolysis units mainly contained a fluidized-bed reactor, hopper, char collector, and vapor condensation. The fluidized-bed reactor was made of stainless-steel and had a porous plate as its gas distribution. It comprised of two cylindrical parts, 39 mm i.d., 350-mm long and 70 mm i.d., 300-mm long, with a conical section connecting these two parts.

Schematic diagram of fluidized-bed reactor for fast pyrolysis. 1 Hopper; 2 Condenser pipe; 3 Reactor; 4 Thermocouple; 5 Gas distributor; 6 Char collector; 7, 8 Cylinder; 9 Pressure reducer; 10 Gas meter; 11 Stop valve; 12 Temperature controller; 13 Flow indicator; 14 Flow controller
For each experimental run, the reactor tube was heated to a setting temperature. The fluidizing gas, N2, from cylinders under the controls of mass flow meters was fixed at 7.0 L min−1 (measured under ambient conditions) under atmospheric pressure to achieve at about twice the minimum fluidization velocity of samples for the fluidized-bed reactor. Then, 170 g of silica sands (180–250 μm) was fed into the reactor. When the temperature returned to the setting temperature, 20 g of samples was fed into the reactor via a two-stage valve quickly. The discharged gas from the pyrolyzer was cooled down in five ice-cooled bottles in series. The run was continued for another 5 min at the desired temperature.
At the end of the run, the collected gas mixtures were analyzed by two Shimadzu gas chromatographs (TCD detector, column: packed TDX-01 carbon molecular sieve columns, carrier gas: Ar, flow rate: 30 mL min−1, column temperature: 343 K, injector temperature: 383 K, detector temperature: 393 K; FID detector, column: packed Rt-QPOT capillary column with 30-m long and 0.32-mm diameter, column temperature: 323 K, injector temperature: 423 K, detector temperature: 473 K). The analysis data were recorded by a Haixin chromatograph data workstation. These two GC results were associated with CH4 [24] and the gaseous volume percentages were obtained. As it was impossible to segregate completely chars from the bed materials, a majority of chars were recovered by sieving due to the char particles (typically >500 μm) were much bigger than the silica sand particles (180–250 μm). Then, the char yields were calculated through ash balance.
After each experiment, pyrolysis-oil-containing liquids were washed from the ice-cooled bottles and the pipes between the reactor exit and the ice-cooled bottles using CH2Cl2. Then filtering out solid particles and evaporating CH2Cl2 at about 313 ± 2 K under slightly lower pressures (but not vacuum condition), the mass of the produced pyrolysis-oils were determined after removal of water. Finally the products were stored in a freezer (about 263 K) until required for further analysis. All experiments were carried out several times for each set of conditions and the averaged values were presented.
GC/MS analysis of pyrolysis-oil
GC/MS analysis provides data at a molecular level, in which mass spectrum gives the structural information of compounds separated by gas chromatogram. GC/MS analysis is an effective method to analyze the compositions of pyrolysis-oil. In this paper, the pyrolysis-oils at different blending ratios were carried out on a Shimadzu GC/MS-QP2000 (30 m × 0.25 mm i.d.; 0.25-μm film thickness, Rix-1 column).
First, the pyrolysis-oils were separated into two fractions by using n-heptane. Only the n-pentane-soluble fractions of the pyrolysis-oils were subjected to gas chromatography mass spectrometry (GC/MS) analyses. Helium was used as a carrier gas at a constant flow of 1.78 mL min−1. All sample injections consisted of 1 μL of diluted pyrolysis-oil in the n-pentane solution. The split ratio of the injector was set at 50:1. The initial temperature of the column was set at 313 K and maintained at that temperature for 3 min, then the temperature was subsequently increased up to 353 K at a rate of 6 K min−1, where it was maintained for 5 min, after that the temperature was heated up to 553 K at a rate of 6 K min−1 where it was maintained for 5 min. A solvent delay of 2.5 min was used. Typical operating conditions were ionization energy, 70 eV; Ion source temperature, 473 K; and scans per second over mass range electron (m/z), 35–650. Identification of the resulting peaks was based on the comparison with the spectra from the NIST08.LIB/NIST08 s.LIB.
Results and discussion
Pyrolysis of YL, CB, and blends in a TG
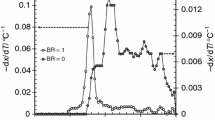
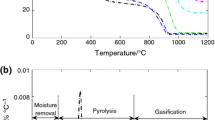
The pyrolysis of YL and CB is shown in Figs. 2 and 3. With the increase of heating rate, the profiles of both TG and DTG moved to higher temperature zone. The maximum value of mass loss rate also increased with increasing heating rate. Figure 2 shows that the maximum mass loss rate of YL was −0.0206 min−1 at 722 K at heating rate of 10 K min−1, and it reached −0.059 min−1 at 756 K with the heating rate of 40 K min−1. For CB (Fig. 3), the peak temperature moved from 590 to 611 K with the maximum value of mass loss rate moved from −0.092 to −0.311 min−1 when heating rate increased from 10 to 40 K min−1. Since heating rate could affect pyrolysis of the samples from two aspects [25]: with heating rate increasing, the time reaching the pyrolysis temperature would be shorter and be favorable for pyrolysis. While at the same time the temperature gradient between the surface and inner of the sample particles increased, which would affect the pyrolysis of the inner part of particles and then make the temperature at which the maximum mass loss rate reached moves to higher zone.

TG and DTG curves of YL

TG and DTG curves of CB
To investigate the synergistic interactions during co-pyrolysis of YL and CB, pyrolysis solid yields of YL/CB blends were conducted by TG experiments, the results are shown in Figs. 4 and 5. The solid yields of YL/CB blends increased with the increase of YL concentration in the blends.

TG and DTG curves of the blend samples (10 K min−1)

TG and DTG curves of the blend samples (40 K min−1)
In order to investigate the interaction during the co-pyrolysis of YL and CB, theoretical TG curves were also calculated and compared with the experimental values. If there was no interaction between the two co-pyrolysis materials, the solid yield of the blends could be predicted as the sum of the solid yields of individual materials in the blends, written as follows:
where x YL and x CB were the mass fraction of YL and CB in the blends, and Y YL and Y CB were the solid yields of YL and CB, respectively.
At the same time, defined
And the temperature in which deviation was equal to 2 % was defined as the initial temperature point of interaction.
As could be seen from Figs. 4 and 5, the calculated curves were identical to the experimental curves in the temperature range of lower than 633 K for all blending ratios, but above which the experimental curves appeared to be a slightly lower (i.e., 2–6 %) than that of expected. This implied that the interaction between YL and CB has happened during co-pyrolysis. Haykiri-Acma [20], Skodras [26], Ahmaruzzaman [27], etc., also found solid yields from co-pyrolysis were lower than that of expected.
The calculated deviations at 873 K of different blending ratios and heating rate are given in Table 3. With the increase of heating rate, the deviations increased for all the blending ratios.
TG behaviors of coal and biomass blends are given in Tables 4 and 5, from which it could be seen that the reaction regions, peak temperatures, and corresponding mass loss were significantly different. With the heating rate increased, reaction regions and corresponding mass loss increased. For the blends, the peak temperatures were related to the corresponding temperatures of biomass and coal, but changed slightly. With respect to the peak temperature of CB, the blends of peak temperatures increased, while the temperatures decreased compared to the peak temperature of YL, especially for the conditions of high heating rates.
Yields of products from the pyrolysis of YL, CB, and YL/CB blends in a fluidized-bed reactor
According to the results of TG experiments, deviations might increase more if fast co-pyrolysis happened, so a set of fluidized-bed fast pyrolysis experiments were carried out at the temperature range of 773–973 K under nitrogen flow of 7 L min−1 for YL, CB, and YL/CB blends with different blending ratios. The distributions of pyrolysis products as a function of temperature are shown in Fig. 6 for YL, Fig. 7 for CB, and Fig. 8 for YL/CB blends, respectively. In order to investigate the synergistic effects, the calculated yields of each product are plotted in Fig. 8.

Effect of temperature on yields for the pyrolysis of YL

Effect of temperature on yields for the pyrolysis of CB

Effects of the blending ratios of YL on the production of the co-pyrolysis at pyrolysis temperature of 873 K
Within the temperature range studied, as shown in Figs. 6 and 7. Pyrolysis-oil yields of YL first increased from about 9.5 % in 773 K and then made a region with almost equal peak of 12.6 % in 873–973 K. Different from that of coal, the pyrolysis-oil yields of CB significantly increased from 23.5 to 40.6 % with the final pyrolysis temperature raised from 773 to 973 K, since the devolatilization reaction was dominant at low temperatures to make gradually high pyrolysis-oil yields. With the increase of temperature, the reaction competition between devolatilization and pyrolysis-oil cracking was equal [28].
The char yields decreased and gas yields increased as temperature increased for both YL and CB. In contrast, at the same pyrolysis temperature, the gas yields of CB were higher than that of coal, but the char yields were lower than that of coal. This was relevant to their macrostructures where biomass was comprised of cellulose, hemicellulose, and lignin. Those were linked together with relatively weak ether linkages (R-O-R). However, coal was composed of dense polycyclic aromatic hydrocarbons (PAHs), which were more strongly bonded and so resistant to heat than that of the ether bond in the biomass [3]. Consequently, the biomass was more easily decomposed than the coal.
The influence of blending ratios of YL on the co-pyrolysis product yields was investigated at 873 K, as shown in Fig. 8. It could be seen that the yields of both gas and pyrolysis-oil increased with the decreased of YL ratios, but this was not the situation for the char yields, where contrary results were obtained. In addition, the amounts of gas and char obtained from blends seemed to be proportional to the blending ratios. While the yields of pyrolysis-oil were higher than that of calculated especially when the blending ratios of YL less than 60 %, e.g., pyrolysis-oil yields increased from 30.62 to 34.75 % when the YL blending ratio was 80 %, these indicated that some synergistic effects must have happened during co-pyrolysis.
For further, investigate the synergies. The gas products compositions were also studied. Figures 9, 10, and 11 shows the yields of CH4, CO2, H2, CO, and C2 + C3 of YL, CB, and YL/CB blends with different blending ratios. As shown in Figs. 9 and 10, all gases increased with increasing temperature. Compared to Figs. 9 and 10, CO2 and CO yields of CB were higher than that of YL, these highlighted the fact that oxygen-containing functional groups were abundant in the chemical structure of the CB.

Effect of temperature on gas composition of YL pyrolysis

Effect of temperature on gas composition of CB pyrolysis

Effect of blending ratio of YL on gas composition of co-pyrolysis at temperature of 873 K
In Fig. 11, the yield of CO2 was coincided with the calculated. When the ratios of YL were less than 60 %, the yield of CO was less than that of calculated, but the H2, CH4, and C2 + C3 yields were more than that of calculated. For example, when the blending ratio of YL was 40 %, the yield of CO was 27.6 mL g−1, compared to the calculated 33.5 mL g−1. H2, CH4, and C2 + C3 were 10.8, 15.1, and 5.8 mL g−1, respectively, compared to the calculated values 7.7, 12.2 and 4.5 mL g−1. These again proved that there were some interactions between volatiles of coal and biomass during co-pyrolysis.
GC/MS analysis of pyrolysis-oils
The GC/MS analysis results of the n-pentane sub-fractions are given in Table 6 as the area (%) related to the total ion intensity. The distribution of the products obtained from the co-pyrolysis of YL/CB blends was illustrated.
From Table 6, pyrolysis-oil of YL contained abundant of R-phenols (13.89 %), alkanes (32.83 %), alkenes (11.04 %), and alcohols (10.4 %), a small quantity of R-benzenes (5.36 %) and R-naphthalenes (8.32 %), a trace of R-O-phenols (1.45 %), ketones (1.87 %), R-anthracenes (0.47 %), R-phenanthrenes (0.67 %), and aldehydes (0.14 %), etc. For CB, pyrolysis-oil had a lot of ketones (20.21 %) and furans (31.03 %), a small quantity of R-phenols (5.02 %), alcohols (8.54 %), a trace of R-O-phenols (4.39 %), aldehydes (3.33 %), and acids (4.18 %). While for blends of the samples, species of the co-pyrolysis-oil were different from that of each sample. @Containing oxygen species, e.g., R-O-phenols, ketones, alcohols, or acids were more than the coal and biomass, but the alkanes, alkenes, and R-naphthalenes which were abundant in pyrolysis-oil of coal decreased rapidly. These might be because some reaction happened during the volatiles of blends.
Possible synergistic mechanisms during the pyrolysis of YL, CB, and YL/CB blends
From the previous section, the discrepancies between experimental values and the calculated were found both in TG and fluidized-bed experiments. But the mechanism may be different.
For the TG experiments, the lower yields of solid observed for the blends than the calculated were likely due to the reactions between H2O/CO2 and the coal residues. It was reported that water produced mainly at temperatures around 473–648 K [26], H2O, and CO2 which were two of the major products of CB pyrolysis and they could be expected to react with the coal char. Secondly, biomass has some catalyzers of pyrolysis and gasification. From Table 2, SiO2, CaO, and K2O were main ash composition of CB. Thereinto, CaO, and K2O, especially K2O, could greatly promote conversion of coal [29, 30]. Moreover, thermal decomposition of CB was an exothermic process. The exothermic heat from CB pyrolysis might have a positive effect on coal conversion at the low-temperatures [15]. As reported previously, with heating rate increased, the residues severely decreased compared to the expected for all the blending ratios. From Figs. 2 and 3, with the increase of the heating rate, the DTG peaks moved to higher temperature range and the peak became wider. The release of volatiles, such as H2O, CO2, and K+ may move to higher temperature, these would be more favorable for the interaction of coal and biomass.
For the fluidized-bed experiments, different from the TG experiments, the sample particles were almost completely segregated from silica sands not in close contact between two particles. But the yields of pyrolysis-oil were higher than that of expected when the YL blending ratio was less than 60 %. These might likely because the transfer of H/OH in volatiles from biomass to coal. The results were different with that of Collot [23], the possible reason was the catalysis induced by the K+, which was easy to evolve at 473–673 K from the original binding sites [31]. During co-pyrolysis, in the case of K+ catalysis, some radical reactions below might happened:




The reactions above consuming alkyl/alkenyl radicals produced by coal which might form alkanes/alkenes together with H·, resulting in the formations of alcohols, ketones, aldehydes, or acids. These could be used to explain why pyrolysis-oil of coal and biomass blends had more alcohols, ketones, aldehydes, or acids than that of individuals. Moreover, OH· which might couple with H· to form water consumed, so that remnant H· increased necessarily. Thus, CH4 and C2 + C3 species gained a better chance to come into being and their amounts grew in the gas. CO reduced probably owing to the suppression from K+.
Conclusions
Pyrolysis experiments of YL, CB, and YL/CB blends at various ratios were carried out in a thermogravimetric analyzer (TG) and a fluidized reactor at the temperature range of 773–973 K to investigate the occurrence of the synergistic effects. The principal results were summarized as follows:
-
(1)
TG experiments: (a) The residues of co-pyrolysis of coal and biomass were lower than the calculated values, this might be attributed to two reasons: one was that H2O/CO2 reacted with the coal residues; the other was that the ash of biomass catalyzed the cracking of tar while it inhibited the formation of char; (b) With the heating rate increasing, the residues decreased severely more compared with the calculated at all the blending ratios.
-
(2)
Fluidized-bed experiments: (a) With the temperature rising, the yields of gas and pyrolysis-oil increased for both coal and biomass. At the same time, the quantum of each gas component continuously increased. At a certain pyrolysis temperature, the pyrolysis-oil and gas yields of biomass were higher than that of coal. (b) The yields of both gas and pyrolysis-oil of co-pyrolysis rose with the ratios of YL decreasing; (c) Yields of H2, CH4, and C2 + C3 for co-pyrolysis boosted compared with the calculated, whereas the yield of CO was lower than the expected. The compositions of co-pyrolysis-oil were more alcohols, ketones, aldehydes, or acids than that of each individual, probably due to the transfer of H/OH into volatiles from biomass to coal.
References
Ozbas KE, Hicyilmaz C, Kök MV, Bilgen S. Effect of cleaning process on combustion characteristics of lignite. Fuel Process Technol. 2000;64:211–20.
Ozbas KE, Kök MV, Hicyilmaz C. Comparative kinetic analysis of raw and cleaned coals. J Therm Anal Calorim. 2002;69:541–9.
Quan C, Xu S, An Y, Liu X. Co-pyrolysis of biomass and coal blend by TG and in a free fall reactor. J Therm Anal Calorim. 2014. doi:10.1007/s10973-014-3774-7.
Liu Q, Zhang Y, Liu Z, Orndorff W, Cao Y, Pan W-P. Applications of thermal stepwise reactions on the co-gasification of coal and tobacco stems. J Therm Anal Calorim. 2014;116(3):1205–12.
Liu Z, Zhang Y, Zhong L, Orndroff W, Zhao H, Cao Y, Zhang K, Pan W-P. Synergistic effects of mineral matter on the combustion of coal blended with biomass. J Therm Anal Calorim. 2013;113(2):489–96.
Taş S, Yürüm Y. Co-firing of biomass with coals, part 2. Thermogravimetric kinetic analysis of co-combustion of fir (Abies bornmulleriana) wood with Beypazari lignite. J Therm Anal Calorim. 2012;107(1):293–8.
Özgür E, Miller SF, Kök MV, Miller BG. Thermal analysis of co-firing of oil shale and biomass fuels. Oil Shale. 2012;29(2):190–201.
Cordero T, Rodríguez-Mirasol J, Pastrana J, Rodríguez JJ. Improved solid fuels from co-pyrolysis of a high-sulphur content coal and different lignocellulosic wastes. Fuel. 2004;83:1585–90.
Kok MV, Gundogar AS. DSC study on combustion and pyrolysis behaviors of Turkish crude oils. Fuel Process Technol. 2013;116:110–5.
Kök MV. Recent developments in the application of thermal analysis techniques in fossil fuels. J Therm Anal Calorim. 2008;91(3):763–73.
Zhang L, Xu S, Zhao W, Liu S. Co-pyrolysis of biomass and coal in a free fall reactor. Fuel. 2007;86:353–9.
Sathe C, Pang Y, Li C-Z. Effects of heating rate and ion-exchangeable cations on the pyrolysis yields from a victorian brown coal. Energy Fuels. 1999;13:748–55.
Sathea C, Hayashi J, Li C-Z, Chiba T. Combined effects of pressure and ion-exchangeable metallic species on pyrolysis of Victorian lignite. Fuel. 2003;82:343–50.
Krerlclcaiwan S, Fushimi C, Tsutsumi A, Kuchonthara P. Synergetic effect during co-pyrolysis/gasification of biomass and sub-bituminous coal. Fuel Process Technol. 2013;115:11–8.
Sonobe T, Worasuwannarak N, Pipatmanomai S. Synergies in co-pyrolysis of Thai lignite and corncob. Fuel Process Technol. 2008;89:1371–8.
Pan Y, Velo E, Puigjaner L. Pyrolysis of blends of biomass with poor coals. Fuel. 1996;75:412–8.
Vuthaluru HB. Thermal behaviour of coal/biomass blends during co-pyrolysis. Fuel Process Technol. 2003;85:141–55.
Vuthaluru HB. Investigations into the pyrolytic behaviour of coal/biomass blends using thermogravimetric analysis. Bioresour Technol. 2004;92(2):187–95.
Wang J, Zhang S, Guo X, Dong A, Chen C, Xiong S, Fang Y, Yin W. Thermal behaviors and kinetics of Pingshuo coal/biomass blends during copyrolysis and cocombustion. Energy Fuels. 2012;26(12):7120–6.
Haykiri-Acma H, Yaman S. Interaction between biomass and different rank coals during co-pyrolysis. Renew Energy. 2010;35:288–92.
Onay Ö, Bayram E, Koçkar ÖM. Co-pyrolysis of Seyitömer-lignite and safflower seed: influence of the blending ratio and pyrolysis temperature on product yields and oil characterization. Energy Fuels. 2007;21:3049–56.
Moghtaderi B, Meesri C, Wall TF. Pyrolytic characteristics of blended coal and woody biomass. Fuel. 2004;83(6):745–50.
Collot A-G, Zhuo Y, Dugwell DR, Kandiyoti R. Co-pyrolysis and co-gasification of coal and biomass in bench-scale fixed-bed and fluidised bed reactors. Fuel. 1999;78:667–79.
Jili Y, Huiru Y, Ying L. A dual-column split stream GC sampling technique for analyzing mixtures of permanent gases and C1–C6 hydrocarbons. Petrochem Technol. 1991;20:422–5.
Wang G, Li W, Li B, Chen H. TG study on pyrolysis of biomass and its three components under syngas. Fuel. 2008;87:552–8.
Skodras G, Grammelis P, Basinas P. Pyrolysis and combustion behaviour of coal-MRM blends. Bioresour Technol. 2007;98:1–8.
Ahmaruzzaman M, Sharma DK. Non-isothermal kinetic studies on co-processing of vacuum residue, plastics, coal and petrocrop. J Anal Appl Pyrolysis. 2005;73:263–75.
Zhang X, Dong L, Zhang J, Tian Y, Xu G. Coal pyrolysis in a fluidized bed reactor simulating the process conditions of coal topping in CFB boiler. J Anal Appl Pyrolysis. 2011;91:241–50.
Stiller AH, Dadyburjor DB, Wann J-P, Tian D, Zondlo JW. Co-processing of agricultural and biomass waste with coal. Fuel Process Technol. 1996;49:167–75.
Tingyu Z, Shouyu Z, Jiejie H, Yang W. Effect of calcium oxide on pyrolysis of coal in a fluidized bed. Fuel Process Technol. 2000;64:271–84.
Nowakowski DJ, Jones JM, Brydson RMD, Ross AB. Potassium catalysis in the pyrolysis behaviour of short rotation willow coppice. Fuel. 2007;86:2389–402.
Acknowledgements
The work is financially supported by the Strategic Priority Research Program of the Chinese Academy of Sciences (XDA07050100), the National Nature Science Fund of China (21106173), and the Natural Science Fund of Shanxi Province (2013021007-2).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Wang, J., Yan, Q., Zhao, J. et al. Fast co-pyrolysis of coal and biomass in a fluidized-bed reactor. J Therm Anal Calorim 118, 1663–1673 (2014). https://doi.org/10.1007/s10973-014-4043-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-014-4043-5