
Abstract
A powder mixture of Al/ZrO2/H3BO3 system was mechanically milled under argon in a high-energy planetary mill at different speeds. The XRD and DSC analyses of the as-synthesized samples show that milling operation affects the mechanism, efficiency, and ignition temperature of combustion behavior of the system. XRD analysis of the as-milled samples shows that low-speed milling does not change the phases presented in the sample, while high-speed milling (350, 450 rpm) has led to the formation of new intermetallic phases. This confirms that some reactions between reactants have occurred during high-speed milling.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Alumina is an important ceramic used for various applications such as cutting tools, crucibles, high-temperature furnace tubes, and liners. For most industrial applications, the strength, impact resistance, toughness, and hardness of alumina are not sufficient. Hence, enormous efforts have been made to enhance these properties by dispersion of hard particulates such as boride and carbides inside the alumina matrix [1–3]. Among the various borides, zirconium diboride (ZrB2) can be a suitable choice due to its high melting point, hardness, elastic modulus, and electrical conductivity; besides its excellent chemical resistance to HCl, HF, and other nonferrous metals, cryolite, and nonbasic slugs [4–9]. The addition of zirconium diboride to alumina is expected to result in a high mechanical strength similar to that of a titanium diboride–alumina composite. A titanium diboride dispersion in alumina has shown excellent mechanical properties of strength, hardness, fracture toughness, and impact resistance [1, 10, 11].
Recently, ZrB2–Al2O3 in situ composite powder has been fabricated via self-propagating high-temperature synthesis (SHS) process using Al, ZrO2, and B2O3 as raw materials [9], according to the reaction (1):
This composite was prepared via SHS dynamic compaction process [2]. Also, the effect of Ti addition as a diluent in the same powder system has been investigated by Mishra et al. [3].
Currently, combustion synthesis (CS) has become a very popular approach for the preparation of nanomaterial. CS or SHS is one of the rapidly emerging technologies used to synthesize refractory ceramic materials [5, 9, 10]. The principle of this technique is that initial reagents, when ignited, spontaneously transform into products because of the exothermic heat of the reaction. This technique has the advantages of lower processing cost, time-saving efficiency, and a higher purity of products [12, 13].
Mechanical activation is concerned with the physical and/or chemical changes of materials caused by mechanical energy [13]. During mechanical milling, repeated welding and fracturing of powder particles increase the area of contact between the reactant powder particles because of a reduction in particle size, and allow fresh surfaces to come into contact repeatedly [13].
From an economic consideration, the use of B2O3 in place of element B creates a significant cost saving, as the cost of B2O3 is <1 % of that of boron [6]. However, the substitution of B2O3 by H3BO3 is technologically more attractive in synthesizing Al2O3–ZrB2 ceramic composite. The Al2O3–ZrB2 composite resulting from reaction (2) will be more porous because of the vaporization of the water from decomposition of the H3BO3.
Differential scanning calorimetry (DSC) is a convenient method for investigating chemical thermodynamics, characterization of nanothermites, crystallization kinetics, and formal kinetic descriptions of physicochemical processes, and determination of the enthalpy change (ΔH); many researchers have utilized this technique to study thermal behaviors during milling or combustion synthesis, crystallization, phase transformation, and so on [5, 14–16].
The present work has been undertaken to study the effects of milling intensity on the mechanisms and efficiencies of reactions in the Al–ZrO2–H3BO3 system, using DSC, XRD and SEM analyses.
Experimental procedures
The characteristics of the materials used are shown in Table 1. The mixture of raw materials was prepared in accordance with the stoichiometry given by reactions (2).
In order to reduce cohesion, before the milling process, the mixtures of ZrO2 and H3BO3 were oven dried at 383 K for 3 h. 1 mass% of ethanol was also added to the powder mixture as a process control agent (PCA) before milling operation. The MA process was performed at different milling speeds (200, 350, and 450 rpm) for 15 h by means of a planetary ball mill with steel vial and a blend of hardened steel balls (4 balls of 10-mm, and 5 balls of 20-mm diameters) in argon atmosphere. Ball-to-powder ratio was 10:1. The samples were designated as S1, S2, and S3, respectively.
In order to investigate the effects of the milling speed, the milled powder mixtures of 30 ± 0.5 mg were heated up in a Netzsch STA 409 (Germany) calorimeter with a heating rate of 40 K min−1 (The results of experiments at lower heating rate, such as 20 K min−1, show that CS did not occur completely). The DSC measurements were performed under a flow of high-purity argon gas, utilizing high-purity corundum as a reference. In addition, the as-received powders were mixed for 5 min without any ball and then were thermally analyzed to compare the reaction mechanism of unmilled and as-milled samples.
The microstructures and phase analysis of the as-milled samples were studied by means of a scanning electron microscope (Camscan mv2300, UK), and a Philips X’Pert (Holland) powder diffractometer with Cu Kα (λ = 0.15405 nm) radiation, respectively.
Results and discussion
Thermodynamic data
A reaction can propagate in the form of a self-propagating, high-temperature synthesis process, if the ratio ΔH/C (the magnitude of the heat of reaction divided by the room temperature heat capacity of the products) is higher than about 2,000 K [13]. The calculations on the system Al–B2O3–ZrO2 based on reaction (1), show that the value of ΔH/C is about 4,122 K. Therefore, the initiation of SHS is anticipated when the ignition is carried out on a stoichiometric mixture of Al–H3BO3–ZrO2. Based on the thermodynamic knowledge and thermodynamic data [17, 18], the possible reactions in the Al–ZrO2–B2O3 system and their corresponding \( \Updelta H^\circ_{298} \) and \( \Updelta G^\circ_{298} \) can be described as follows:
As a result, reaction (3), which is thermodynamically more favorable than reaction (4), should take place sooner (this fact is confirmed by the XRD results, Fig. 2).
Phase analysis and structural features
The XRD patterns of unmilled and as-milled (S1, S2, and S3) samples are shown in Figs. 1 and 2, respectively. There is no evidence of ZrO2 reduction in the XRD patterns of Fig. 2. These patterns demonstrate that no reaction took place during the milling process in sample S1, since the pattern includes only the reactants peaks. XRD patterns of S2 and S3 samples indicate that the intensity of the main boric acid peak (around 2θ = 28°), has reduced, which might be due to the moisture removal from the boric acid. If the temperature rises to above 393 K (during the milling process), then the boric acid will be dehydrated to some extent and boron oxide will be produced. It is also evident (from Fig. 2) that the Al peak’s intensity has decreased, and AlB2 interphase is formed, elucidating that B2O3 has been reduced by Al. By comparing the XRD patterns of the samples, it can be seen that the most peaks of S1 sample have higher intensities compared with those of S3, except the peak that is detected at angle 45°. At this angle, the peak intensity of S3 sample is increased. This increment can be due to the AlB2 formation. On the other hand, the reduction of Al peak intensity in S3 sample does reconfirm the reduction of B2O3 and formation of AlB2. To investigate the phases formed during the thermal cycle in the DSC calorimeter, the samples were analyzed by XRD.

XRD phase analysis of the unmilled sample

XRD phase analysis of the as-milled samples
Figure 3 shows the XRD phase analysis of the unmilled and S2 samples after heating in the calorimeter. These patterns reveal that the peak intensities of the main products (ZrB2 and Al2O3) are higher for the as-milled sample. The peaks of intermetallic compounds (such as AlB2 and AlB12) have higher intensities in unmilled sample compared to those belonging to the as-milled sample (Fig. 3). These observations show the increment of reaction efficiencies and products purities due to the milling process.

XRD phase analysis of the as-milled and unmilled samples, which was heated in calorimeter
TG–DSC analysis
Simultaneous DSC and TG investigations were utilized for understanding of transformations which are presented in Fig. 4. As this figure indicates, up to 673 K, the TG curve decreases because of the loss of the absorbed water. The DSC curve shows two endotherms at about 463 and 496 K. The melting point of boric acid (which is known as its transformation temperature to HBO2 state) is about 441 K. This indicates that the first endothermic peak corresponds to the dehydration of H3BO3 (reaction 5).

TG/DSC trace of unmilled sample
Metaboric acid (HBO2) have a cubic structure and melting point of about 509 K. It should be mentioned that the second endotherm is due to the melting of HBO2. Endothermic peak due to melting of B2O3 is not detected here; the other researchers also did not report the observation of a related sharp peak [5, 10]. It is clear that the endothermic peak at about 934 K corresponds to the melting point of aluminum. Only an exothermic peak appears at 1385.5 K. According to the thermodynamic data of reaction 6, the results of phase analysis (Fig. 3) are also due to the greater thermodynamic stability of ZrB2 (compared with Al–B and Al–Zr); most probably, this peak is related to the formation of ZrB2. From the DSC analysis, the sequences of operations for the unmilled samples can be summarized as follows: loss of absorbed water, formation of B2O3, melting of B2O3, reduction of B2O3 by reduction agent (Al) and the formation of Al2O3, formation of AlB2 and/or AlB12, and finally, the synthesis of ZrB2 according to reaction 6. Of course, it is also possible that a little amount of ZrO2 is reduced in the last step of heating and reacts with free boron directly. Figure 5 Shows XRD pattern of the unmilled sample heated up to 1,273 K. There is no evidence of ZrB2 peak on this pattern. However, the ZrB2 phase was synthesized in final steps of heating process.

XRD phase analysis of the unmilled sample heated up to 1,273 K
Figure 6 presents DSC curves recorded during the heating of the as-milled samples. As can be seen in Fig. 6d with increasing milling intensity, the reaction’s intensity during combustion synthesis and the ignition temperature were changed dramatically. This figure clearly demonstrates that the milling process deeply affects the mechanisms of the reactions. From the thermodynamic and kinetic view points, milling process will effectively lower the activation barriers for reactions. Therefore, it is expected that the reactions’ ignition temperature should decrease with the increasing milling intensity. As Fig. 6a shows, the exothermic reaction temperature did not decrease by milling process, which is not in agreement with our expectations. To explain this aspect, a new examination was carried out, which will be explained later.

TG/DSC traces of samples: a S1, b S2, c S3, and d mix
The DSC curves of the S2 and S3 samples only showed exothermic peaks at about 894 and 917 K, respectively, (Fig. 6b–c), which from the XRD phase analysis results of sample S2 after DSC test, clearly show that these peaks corresponds to the syntheses of ZrB2 and Al2O3. This result further suggests that the milling process up to 350 rpm significantly affects the combustion synthesis mechanism since the ignition combustion temperature reduced to 894 K (below the melting point of the Al). No sharp melting peak of Al was detected, indicating that most of Al content has been consumed during this exothermic reaction. Hence, the combustion synthesis took place in one step, before the melting of Al (leading to reduction in grain size). This is because milling at the rotation of 350 rpm could have enhanced the energy of the reactants to a high level; moreover, the thermite reactions (3) and formation of AlB2 took place to some extent during the milling process, and a considerable amount of heat was released because of the formation of alumina. This amount of heat has an important role in activating the other reactions. Also the formation of intermediate phases, which have higher activities compared with other reactants, have vital role in lowering the temperature of reactions. Therefore, all the exothermic reactions took place at the same time.
Study on the combustion systems showed that these systems have a critical speed and activation time, and by passing over these critical conditions, milling process leads to the formation of same combustion products and reduces the probability of combustion [13]. Increasing the speed up to 450 rpm has lowered the ignition temperature (to about 913 K) and has changed the mechanism of reactions (to the same state as that of 350 rpm), and has led to a small increment of exothermic peak temperature and decrement of the peak intensity. It is due to the progress of some reactions (such as reduction reactions) in the mill chamber. Furthermore, more formation of products, such as Al2O3 that leads to reduction in ratio of ΔH/C, is observed to increase the exothermic peak temperature.
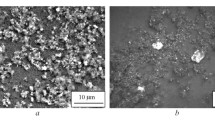
It is expected that the temperature of the exothermic reactions reduces with milling process. However, in the case of 200 rpm, this did not happen; it seems that two different factors are responsible for it. First, at this speed, the balls do not transfer enough energy to the powders. Second, due to softer and larger metallic particles of Al (100–200 μ) compared with harder ceramic particles of zirconium oxide (5μ), ZrO2 is included within the Al particles and completely covered by Al particles. Consequently, the effective contact surface with boric acid becomes extremely low, and this results in the formation of Al–B intermediate compounds. To investigate the adhesion effect, a new sample was milled at 200 rpm and without using PCA. SEM and EDS analyses were used to evaluate the effects of these factors. Figure 7 shows TG/DSC traces of this sample. From Figs. 7 and 8, we can find that in spite of simultaneous beginning, slope declines of both curves and starting synthesis reaction in last exothermic peak, exothermic peak location for the case without PCA is at higher temperature (1,473 K). This temperature is higher than the exothermic peak temperature of S1 sample (1,408 K), which suggests that failure to use PCA increases the adhesion of particles to each other and reduces the effective contact area [13]. Figure 9a, b show SEM micrographs of S1 and the new samples. Figure 9b also shows the EDS analysis for agglomerated particles in the new sample. These SEM micrographs indicate the adhesion of the particles, and EDS analysis shows that the compact particles often contain Zr and Al. According to these results, the second theory— inclusion of particles of ZrO2 in aluminum—can be accepted, partly. On the other hand, the three endothermic peak temperatures for the new sample are lower compared to those of the unmilled and S1 samples. The reason for this temperature drop (compared with unmilled sample) presumably is the enhancement in the particle energy levels, and the reason for the reduced temperature compared with S1 sample can be attributed to the increasing strain energy absorbed by the system which is caused by the absence of PCA [13].

TG/DSC traces of sample, which was milled without PCA

Comparison of the curves of unmilled and milled (without PCA) samples

a SEM Microstructure of S1 and b Microstructure of as-milled sample (200 rpm) without PCA, and the EDS analysis of the specified area
Conclusions
-
1.
Milling at slow speed (200 rpm), not only increases ignition temperature, but also leads to the enhancement of exothermic peak temperature. (due to inclusion of particles of ZrO2 in aluminum).
-
2.
Thermal and phase analysis results showed that milling at high speed (up to 350 rpm) changes the mechanism of combustion reactions such that synthesis occurs before Al melting.
-
3.
DSC and XRD results showed that milling at high speed (up to 350 rpm) leads to lower ignition temperature (about 736 K) and dramatic increase in exothermic peak intensity and thereby to an increase in the efficiency of reaction.
-
4.
Increasing the milling speed up to 450 rpm, in spite of significant decrease in starting temperature of the synthesis and also change in reaction mechanism, shows slight increase in the temperature of the exothermic peak and decrease in the peak intensity. This is due to the progress of reaction and formation of products such as Al2O3 in mill chamber; therefore, the combustion tendency is reduced.
-
5.
The Al2O3–ZrB2 ceramic composite can be fabricated using boric acid instead of boron oxide.
References
Yeh CL, Li RF. Formation of TiB2–Al2O3 and NbB2–Al2O3 composites by combustion synthesis involving thermite reactions. Chem Eng J. 2009;147:405–11.
Mishra SK, Das SK, Sherbacov V. Fabrication of Al2O3–ZrB2 in situ composite by SHS dynamic compaction: a novel approach. Compos Sci Technol. 2007;67:2447–53.
Mishra SK, Rupa PKP, Das SK, Shcherbakov V. Effect of titanium diluent on the fabrication of Al2O3–ZrB2 composite by SHS dynamic compaction. Compos Sci Technol. 2007;67:1734–9.
Zhang GJ, Ando M, Yang JF, Ohji T, Kanzaki S. Boron carbide and nitride as reactant for in situ synthesis of boride- containing ceramic composites. J Eur Ceram Soc. 2004;24:171–8.
TaherzadehMousavian R, Sharafi S, Roshan MR, Shariat MH. Effect of mechanical activation of reagents’ mixture on the high- temperature synthesis of Al2O3–TiB2 composite powder. J Therm Anal Calorim. 2011;104(3):1063–70.
Deqing W. Effects of additives on combustion synthesis of Al2O3–TiB2 ceramic composite. J Eur Ceram Soc. 2009;29:1485–92.
Qiaodan Hu, Peng Luo, Zhang M, Song M, Li J. Combustion and formation behavior of hybrid ZrB2 and ZrC particles in Al–Zr–B4C system during self-propagation high temperature synthesis. Int J Refract Met Hard Mater. 2012;31:89–95.
Mishra SK, Das SK, Ramachandrarao P, Yubelov D, Mamyan S. Synthesis of zirconium diboride-alumina composite by the self-propagating, high-temperature synthesis process. Int J Refract Met Hard Mater. 2003;34A:1979–83.
Setoudeh N, Welham NJ. Formation of zirconium diboride (ZrB2) by room temperature mechanochemical reaction between ZrO2, B2O2 and Mg. J Alloy Compd. 2006;420:225–8.
Mousavian Taherzadeh R, Sharafi S, Shariat MH. Microwave-assisted combustion synthesis in a mechanically activated Al–TiO2–H3BO3 system. Int J Refract Met Hard Mater. 2011;29:281–8.
Khaghani-Dehaghani MA, Ebrahimi-Kahrizsangi R, Setoudeh N, Nasiri-Tabrizi B. Mechanochemical synthesis of Al2O3–TiB2 nanocomposite powder from Al–TiO2–H3BO3 mixture. Int J Refract Met Hard Mater. 2011;29:244–9.
Aruna AS, Mukasyan ST. Combustion synthesis and nanomaterials. Curr Opin Solid State Mater Sci. 2008;12:44–50.
Takacs L. Self-sustaining reactions induced by ball milling. Prog Mater Sci. 2002;47:355–414.
Comet M, Siegert B, Pichot V, Spitzer D. Reactive characterization of nanothermites Correlation structure/reactivity. J Therm Anal Calorim. 2013;111:431–6.
Banerjee S, Kumar A, Devi PS. Preparation of nanoparticles of oxides by the citrate—nitrate process. J Therm Anal Calorim. 2011;104:859–67.
Elmas E, Yildiz K, Toplan N, Toplan HO. The non-isothermal kinetics of mullite formation in mechanically activated kaolinite–alumina ceramic system. J Therm Anal Calorim. 2012;108:1201–6.
Chase MW, Davieds CA, Downey JR, Frurip DJ, Mcdonald RA, Syverud AN. JANAF thermochemical tables. 3rd ed. New york: American Institute of Physics; 1985. p. 250–7.
Ooi N, Adams JB, Singisetti U. Reaction enthalpies as selection criteria for tribological coatings. Phys Stat Sol. 2003;239(1):44–7.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Deris, L., Sharafi, S. & Akbari, G.H. Effect of milling speed on mechanical activation of Al/ZrO2/H3BO3 system to prepare Al2O3–ZrB2 composite powder. J Therm Anal Calorim 115, 401–407 (2014). https://doi.org/10.1007/s10973-013-3235-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-013-3235-8