
Abstract
The effect of zinc bisdiethylphosphinate (ZnPi) and organoclay on mechanical, thermal, and flame retardant properties of poly(ethylene terephthalate) (PET) fiber was investigated. ZnPi was preferred due to its fusible character at spinning temperature and organoclay was used for synergistic interaction. The mechanical, thermal, and flame retardant properties of fibers were examined by tensile testing, thermogravimetric analysis (TG), and micro combustion calorimeter (MCC). The tensile strength of the PET fiber reduced with the addition of both ZnPi and organoclay. The TG results showed that the inclusion of ZnPi increased the char residue. The MCC results showed that the addition of organoclay increased the barrier effect of formed char which depends on char amount, thickness, and integrity and reduces the maximum heat evolved during the test. This result was also important in terms of showing that the organoclay was effective in thermally thin samples.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Poly(ethylene terephthalate) (PET) fiber is the largest volume synthetic fiber produced worldwide due to its low cost, convenient processability, and its high performance. It finds a variety of use area, such as textile apparel fibers, furnishing fabrics, tyre cord, car seat belts, water bottles, and carpets for their attractive properties. It also finds application area in outdoor and sports wear when used as microfiber [1, 2].
A flame retardant PET-based textile can be obtained (1) during polymerization adding phosphorous containing monomers, (2) during spinning adding flame retardants into spinning dope, and (3) by finishing treatment especially thermosol method [3, 4]. Although the flame retardant fiber production with melt-processable additives is likely to be cheaper and have higher wash fastness than the conventionally produced flame retarded textile articles, it has some drawbacks such as finding suitable flame retardant which must be used below 15 wt% to minimize its effect on fiber textile properties. Accordingly, the nanotechnology and the synergy between different flame retardants gain importance for the production of flame retardant fiber by reducing the total amount of flame retardant additive [5–7].
Different kinds of nanoparticles, especially layered silicates due to their plate-like structure, are used with and without conventional flame retardants to increase the flame retardant behavior of polymeric materials. The most significant effect of the addition of layered silicate is the reduction of peak heat release rate (PHRR) which is a function of sample thickness. They are not so effective in textile applications when used alone compared to polymeric fire retardants due to their thermally thin structure which has only the pyrolysis zone and promotes volatilization rather than the formation of carbonaceous-silicate layer. In spite of the reduction of PHRR, total heat release rate (THR), time to ignition (TTI), UL-94, limiting oxygen index (LOI) is not influenced much by the presence of layered silicates [7–11].
The flame retardant properties of nanoparticle containing fibers are widely investigated [12–23]. It follows from these studies that there is only limited success obtained when nanoparticles are used without any conventional flame retardants. New trends are focused on the use of nanoparticles for their synergistic effect with melt-processable flame retardant additives in fiber applications [19–21].
In this study, the flame retardant PET fiber is produced via melt spinning process adding organic phosphinate-based flame retardant with and without organoclay. Organic phosphinates commercialized as metal salts of phosphinates are a novel class of phosphorus-based flame retardants for thermoplastics. Like other phosphorus compounds, it is believed that organic phosphinates show their flame retarding effect both in the condensed and gas phase. The previous studies showed that the predominant mechanism changed with the type of polymer and synergistic agents [24–28]. Zinc bisdiethylphosphinate (ZnPi) is the most widely used one especially for polyesters. ZnPi that is fusible at spinning temperature is used as flame retardant additive and organo-modified clay is used for its synergistic effect. The state of dispersion of layered silicate into PET was monitored by X-ray diffraction (XRD) and transmission electron microscopy (TEM). The mechanical properties of fibers were determined by tensile testing. The thermal and flame retardant properties of fibers were determined by thermogravimetric analysis (TG) and micro combustion calorimeter (MCC).
MCC is a new small scale instrument which measures flame retardant behavior via a mimic of fire-type conditions through pyrolysis and oxygen consumption calorimetry. Oxygen consumption calorimetry works via Thornton’s rule, which is an empirical relationship that gives the average heat of consumption of oxygen with typical (C, H, N, and O) gases, liquids, and solids. Specifically, on average 1 g of oxygen gives of 13.1 ± 0.7 kJ of heat when it reacts with typical organic materials to produce water, carbon dioxide, and nitrogen [29–32].
Experimental
Materials
Dry fiber grade PET was obtained from Kordsa Global (İstanbul, Turkey). ZnPi, Exolit OP 950, was kindly obtained from Clariant (Frankfurt, Germany). It is fusible at about 220 °C with 24.9 J g−1 enthalpy of melting which is measured by differential scanning calorimeter (Mettler Toledo DSC 1 Star System) under nitrogen atmosphere at a heating rate of 10 °C min−1. Cloisite® 30B, organoclay, was purchased from Southern Clay Products Inc. (Gonzales, TX, USA). It was organically modified with methyl, tallow, bis-2-hydroxyethyl, quaternary ammonium by the supplier.
Preparation of monofilament PET fibers
The pre-dried PET pellets are mixed with ZnPi and/or clay in a twin screw microextruder (15 mL microcompounder®, DSM Xplore) coupled with winding unit (DSM Xplore) at 100 rpm at 285 °C. After the completion of mixing, the twin screw extruder is brought to force controlled mode which ensures a uniform polymer melt flow. The diameter of the die is 0.25 mm. The spinning speed was 200 m min−1. After spinning process, as-spun monofilaments were obtained with varying diameters of 56–66 μm. There is no additional cooling applied to the extrudate except for the ambient conditions (25 °C). The as-spun fibers are drawn at 90 °C with a constant draw ratio of 3.
Characterization methods
The state of dispersion of layered silicate in PET was made by XRD and TEM. XRD scan was performed by Rigaku DMAX 2200 diffractometer in the reflection mode using an incident X-ray wavelength of 1.542 Å at a scan rate of 1° min−1 over the range of 2θ = 1°–10°. Ultra-thin sections (nominally 100 nm) were sliced using an ultra-microtome (Leica EM UC6) with a diamond knife. Films transferred to 400 mesh copper grids were observed under a high-resolution electron microscope (TEM), FEI Tecnai G2 Spirit BioTWIN, operated at 80 kV acceleration voltage. The measurement of the tensile properties of monofilaments was carried out following the standard ASTM D 3822 on a tensile testing machine of Lloyd LR 5 K with a load cell of 10 N. All the tests were made at room temperature at about 25 °C. The length of the samples was 20 mm and the deformation rate was 20 mm min−1. All the results represent an average value of twenty tests with standard deviations. For the calculation of stress values, the diameter of fiber samples was measured with digital microscope (Veho VMS-004) using imaging software. The diameters of monofilaments were measured at 20 different places on fiber sample and an average value is listed in Table 1 with standard deviations. TG was carried out on Perkin Elmer Diamond TG/DTA at a heating rate of 10 °C min−1 up to 800 °C under nitrogen flow of 50 mL min−1. The fire retardant properties of fiber samples were tested with the MCC (Govmark Organization Inc., Farmingdale, NY), at 1 °C s−1 heating rate under nitrogen from 200 to 600 °C using method of ASTM D7309 (pyrolysis under nitrogen). Each sample was run in triplicate to evaluate reproducibility of the flammability measurements. No additional conditioning of the samples was attempted prior to testing. The photograph of char residues remained after MCC test was obtained via optical microscopy (Nikon Coolpix S4).
Results and discussion
Morphology characterization
To evaluate the morphology achieved by the organoclay in the polymer matrix after spinning process, XRD and TEM have been carried out. The XRD patterns and TEM image of composite is given in Figs. 1 and 2, respectively. Closite 30B shows a peak at 2θ = 4.9 corresponding to basal spacing of 17.9 Å. PET–ZnPi–clay composite shows a peak at 2θ = 8.8 corresponding to basal spacing of 10.03 Å. The peak at higher angles indicates a sort of collapse of the structure in some parts of the clay due to degradation of organic modification which starts to degrade at 180 °C [33] high processing temperature. No intercalated or exfoliated structure seen at TEM images which supports this conclusion. As a result, polymer molecules are unable to intercalate between the silicate sheets and a phase separated composite is obtained.

XRD pattern of composite

TEM image of composite
Mechanical properties
Tensile tests on monofilament fiber samples were made to investigate the effect of flame retardant additives on the mechanical properties of fibers. Youngs’ modulus (E), stress at break values (σ), and elongation at break values (ε) at given draw ratios are listed in Table 1. The addition of ZnPi slightly reduces the E, σ, and ε values of fiber due to its fusible character at spinning temperature. The addition of organoclay further reduces the E, σ, and ε values of fiber due to the formation of phase separated structure (microcomposite). In this structure, clay platelets do not exfoliate and nanocomposite structure does not form. The poor interfacial adhesion between organoclay and PET further deteriorates the mechanical properties of fiber samples.
Thermogravimetric analysis
TG curves of composites are shown in Fig. 3 and the relevant data are given in Table 2. According to Fig. 3 and Table 2, the mass loss of pure PET takes place in a single step, with a maximum of mass loss rate at 444 °C by leaving high amount of char residue at 800 °C. The inclusion of ZnPi and organoclay does not significantly modify the degradation path of PET except for the small reduction in T 5% and T max values which arises from the degradation of ZnPi and the organic constituents added to clay. The addition of ZnPi increases the char yield due to the formation of phosphorus species like phosphonates, phosphates in the condensed phase [28].

TG curves of composites
Micro combustion calorimeter
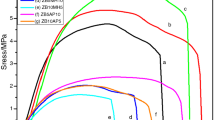
The char yield, HRR peak, THR, and char character obtained from the MCC are listed in Table 3. The HRR curves of the fibers and the photograph of the char residues are shown in Figs. 4 and 5, respectively. All samples show high char yields. Both PET and ZnPi containing PET gives shiny black char that forms a foam-like structure which centers itself in the middle of crucible. With the addition of organoclay, black shiny foam-like structure is formed and sticks to the crucible. Parallel with the TG results, the inclusion of ZnPi reduces the maximum degradation temperature.

HRR curves of the fibers

Photograph of char residues remained after MCC test
PET and ZnPi containing PET show a sharp spike of HRR curve. The peak HRR values of PET ranging from 479 to 516 W g−1 with an average of 503 W g−1 and total HR values ranging from 15.8 to 16.5 kJ g−1 with an average of 16.1 kJ g−1. With the addition of 10 wt% ZnPi, the average peak HRR increases to 531 W g−1 and average total HR reduces to 15.8 kJ g−1. This result shows that the inclusion of ZnPi does not improve the barrier effect in spite of higher amount of char. The organoclay containing sample shows a broad distinct two peak HRR curve. Vannier et al. [28] showed that ZnPi degrades in two step under air with maximum degradation rate at 417 °C for first step and 486 °C for second step. Accordingly, the small peak seen at about 434 °C is probably due to the decomposition of ZnPi. With the addition of organoclay total HR value increases to 16.6 kJ g−1 and peak HRR reduces to 329 W g−1 which corresponds to 62 % reduction with respect to ZnPi containing PET fiber. The reduction in peak HRR value is only observed in the organoclay containing PET fiber samples due to the their plate-like structure which increases the barrier effect of foamed char structure arising from the degradation of PET and ZnPi. Although this barrier reduces mass and heat transport and slows down the escape of the flammable volatiles generated during combustion, the total HR value does not decrease since the amount of fuel source does not decrease. It is a well-known fact that the flame retarding effect of layered silicates is a function of sample thickness and it increases as the sample thickness increases. These results show that the layered silicates are also very effective when used with char forming polymers in thermally thin samples.
Conclusions
In this study, we investigate the flame retardant behavior of PET fiber containing ZnPi and/or organoclay. It is observed that the inclusion of ZnPi slightly deteriorates the mechanical properties of PET fiber due to its fusible character at melt spinning temperature. The inclusion of organoclay further reduces the mechanical properties due to the formation of phase separated structure. The addition of ZnPi increases the char yield with formation of phosphorus species in the condensed phase. According to MCC results, the addition of organoclay reduces the HRR values of fiber by increasing the barrier effect of the foamed char structure.
References
Mclntyre JE. Synthetic fibers: nylon, polyester, acrylic, polyolefin. Cambridge: CRC Press; 2000.
Lewin M. Handbook of fiber chemistry. New York: CRC Press; 2007.
Weil ED, Levchik SV. Flame retardants for plastics and textiles. Munich: Hanser Publications; 2009.
Levchik SV, Weil ED. Flame redardancy of thermoplastic polyesters—a review of the recent literature. Polym Int. 2005;54:11–35.
Zhang S, Horrocks AR. A review of flame retardant polypropylene fibres. Prog Polym Sci. 2003;28:1517–38.
Horrocks AR, Kandola BK, Davies PJ, Zhang S, Padbury SA. Developments in flame retardant textiles—a review. Polym Degrad Stab. 2005;88:3–12.
Morgan AB, Wilkie CA. Flame retardant polymer nanocomposites. Hoboken: Wiley; 2007.
Kiliaris P, Papaspyrides CD. Polymer/layered silicate (clay) nanocomposites: an overview of flame retardancy. Prog Polym Sci. 2010;35:902–58.
Samyn F, Bourbigot S, Jama C, Bellayer S. Fire retardancy of polymer clay nanocomposites. Is there an influence of the nanomorphology? Polym Degrad Stab. 2008;93:2019–24.
Bourbigot S, Duquesne S, Jama C. Polymer nanocomposites: how to reach low flammability. Macromol Symp. 2006;233:180–90.
Morgan AB, Wilkie CA. Flame retardant polymer nanocomposites. New York: CRC Press; 2010.
Erdem N, Cireli AA, Erdogan UH. Flame retardancy behaviors and structural properties of polypropylene/nano-SiO2 composite textile filaments. J Appl Polym Sci. 2009;111:2085–91.
Vargas AF, Orozco VH, Rault F, Giraud S, Devaux E, Lopez BL. Influence of fiber-like nanofillers on the rheological, mechanical, thermal and fire properties of polypropylene: an application to multifilament yarn. Compos Part A. 2010;41:1797–806.
Horrocks AR, Kandola BK, Smart G, Zhang S, Hull TR. Polypropylene fibers containing dispersed clays having improved fire performance. I. Effect of nanoclays on processing parameters and fiber properties. J Appl Polym Sci. 2007;106:1707–17.
Rault F, Pleyber E, Campagne C, Rochery M, Giraud S, Bourbigot S, Devaux E. Effect of manganese nanoparticles on the mechanical, thermal and fire properties of polypropylene multifilament yarn. Polym Degrad Stab. 2009;94:955–64.
Rault F, Campagne C, Rochery M, Giraud S, Devaux E. Polypropylene multifilament yarn filled with clay and/or graphite: study of a potential synergy. J Polym Sci Part B Polym Phys. 2010;48:1185–95.
Shanmuganathan K, Deodhar S, Dembsey NA, Fan Q, Patra PK. Condensed-phase flame retardation in nylon 6-layered silicate nanocomposites: films, fibers, and fabrics. Polym Eng Sci. 2008;48:662–75.
Bourbigot S, Devaux E, Flambard X. Flammability of polyamide-6/clay hybrid nanocomposite textiles. Polym Degrad Stab. 2002;75:397–402.
Salaün F, Lewandowski M, Vroman I, Bedek G, Bourbigot S. Development and characterization of flame retardant fibres from isotactic polypropylene melt compounded with melamine formaldehyde microcapsules. Polym Degrad Stab. 2011;96:131–43.
Smart G, Kandola BK, Horrocks AR, Nazare S, Marney D. Polypropylene fibers containing dispersed clays having improved fire performance. Part II. Characterization of fibers and fabrics from PP-nanoclay blends. Polym Adv Technol. 2008;19:658–70.
Alongi J. Investigation on flame retardancy of poly(ethylene terephthalate) for plastics and textiles by combination of an organo-modified sepiolite and Zn phosphinate. Fiber Polym. 2011;12:166–73.
Yi J, Yin H, Cai X. Effects of common synergistic agents on intumescent flameretardant polypropylene with a novel charring agent. J Therm Anal Calorim. 2012. doi:10.1007/s10973-012-2211-z.
Xu T, Zhong Y, Liu Y, Yu H, Mao Z. Flammability properties of PI fabric coated with montmorillonite. J Therm Anal Calorim. 2012. doi:10.1007/s10973-012-2549-2.
Levchik SV, Weil ED. A review of recent progress in phosphorus-based flame retardants. J Fire Sci. 2006;24:345–64.
Braun U, Schartel B. Flame retardancy mechanisms of aluminium phosphinate in combination with melamine cyanurate in glass-fibre-reinforced poly(1,4-butylene terephthalate). Macromol Mater Eng. 2008;293:206–17.
Isıtman NA, Gunduz HO, Kaynak C. Nanoclay synergy in flame retarded/glass fibre reinforced polyamide 6. Polym Degrad Stab. 2009;94:2241–50.
Braun U, Schartel B, Fichera MA, Jager C. Flame retardancy mechanisms of aluminium phosphinate in combination with melamine cyanurate and zinc borate in glass-fibre-reinforced polyamide 6,6. Polym Degrad Stab. 2007;92:1528–45.
Vannier A, Duquesne S, Bourbigot S, Alongi J, Camino G, Delobel R. Investigation of the thermal degradation of PET, zinc phosphinate, OMPOSS and their blends—identification of the formed species. Polym Degrad Stab. 2009;495:155–66.
Lyon RE, Walters RN, Stoliarov SI. Screening flame retardants for plastics using microscale combustion calorimetry. Polym Eng Sci. 2007;47:1501–10.
Yang CA, He Q, Lyon RE, Hu Y. Investigation of the flammability of different textile fabrics using microscale combustion calorimetry. Polym Degrad Stab. 2010;95:108–15.
Nagano Y, Sugimoto Y. Micro combustion calorimetry aiming at 1 mg samples. J Therm Anal Calorim. 1999;57:867–74.
Morgan AB, Galaska M. Microcombustion calorimetry as a tool for screening flame retardancy in epoxy. Polym Adv Technol. 2008;19:530–46.
Xie W, Gao Z, Pan W, Hunter D, Singh A, Vaia R. Thermal degradation chemistry of alkyl quaternary ammonium montmorillonite. Chem Mater. 2001;13:2979–90.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Doğan, M., Erdoğan, S. & Bayramlı, E. Mechanical, thermal, and fire retardant properties of poly(ethylene terephthalate) fiber containing zinc phosphinate and organo-modified clay. J Therm Anal Calorim 112, 871–876 (2013). https://doi.org/10.1007/s10973-012-2682-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-012-2682-y