
Abstract
In this study, poly (ethylene-co-butyl acrylate, EBA-30) samples containing an intumescent formulation of ammonium polyphosphate and pentaerythritol and clays of different basal spacings had their flame retardant properties evaluated by thermogravimetric analysis, differential thermal analysis, and heating microscopy. Samples without polymeric matrix were also analyzed to observe possible interactions between the clays and the intumescent formulation. Thermal Analyses revealed that the basal spacings of the clays strongly influence their synergistic effect with the intumescent formulation studied.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The development of polymeric materials with flame retardant properties has been increasingly sought after by worldwide researchers. Organohalogenated compounds have been widely used as flame retarding additives in polymeric formulations. However, these compounds are gradually being replaced by other additives due to their high toxicity and environmental aggressiveness. Intumescent formulations are excellent alternatives for the development of polymeric flame retardants. The process of flame retardancy promoted by these systems involves the formation of a swollen surface layer with carbonaceous cell structure, called char. This structure protects the underlying polymer from flame incidence, lowers the heat transfer coefficient between the flame and the polymer, and reduces the mass transfer, hence limiting the diffusion of pyrolysis gases that fuel the flame and of oxygen into the condensed phase [1, 2].
Aluminosilicates such as zeolites and waste petroleum cracking catalysts have shown a synergistic effect in intumescent formulations, improving their flame retarding properties [3–5]. Furthermore, a synergistic effect has been observed between Brazilian sodium clays and an ammonium polyphosphate (APP) and pentaerythritol (PER) intumescent formulation [6, 7]. It has also been observed by tests specifically designed to access a material’s flammability, such as the Limiting oxygen index (LOI) and UL-94, that the clay’s basal interplanar distance strongly influences the flame retarding properties of polymeric materials. Clays with basal spacings of 24 Å or larger did not lead to a synergistic effect with an APP–PER formulation, as detected by the aforementioned flammability tests. These results suggest that when basal spacings become exceedingly large, the structured clay assemble necessary to promote the synergistic effect stops to work, hence reducing its flame retarding properties [8]. In this study, the influence of the clay’s basal interplanar distance on the synergistic effect with an intumescent formulation is evaluated by thermogravimetric analysis (TG) and differential thermal analysis (DTA), in addition to heating microscopy. Although the aforementioned techniques are not designed for flame retardancy evaluation, they can provide useful parameters for the study of polymers with fire retarding properties. TG, for instance, has been used concurrently with other techniques, such as LOI and UL-94, specifically designed to evaluate polymeric materials containing flame retardant properties [9–11].
Experimental
The intumescent formulation used was composed of APP, supplied by Clariant under the trade name of Exolite 422, and PER from Sigma-Aldrich. The polymer matrix used was a poly (ethylene-co-butyl acrylate, EBA-30) supplied by Elf-Atochem. The sodium and organophilic clays studied were supplied by Southern Clay, under the trade names “Cloisite Na” (d-spacing of 11.7 Å), “Cloisite 30B” (d-spacing of 18.5 Å), and “Cloisite 15A” (d-spacing of 31.5 Å). In the polymeric samples produced, the intumescent formulation represented 30 mass/% with a 3:1 ratio of APP:PER, while the clays accounted for 3 mass/% of the polymeric blend.
The additives and the polymer were mixed in a Haake Rheocord 9000 internal mixer at 160 °C using roller-blade rotors at 50 rpm for 15 min. The mixtures were pressed in a Carver press at 150 °C for 15 min to obtain 3-mm thick plates. To ensure better homogeneity, the samples were pulverized in a cryogenic mill before submitting the material to the thermal analyses. Physical mixtures of APP, PER, and clays were also prepared to observe the synergistic action between these three additives without the interference of the matrix. The APP:PER ratio was kept at 3:1, and the clay mass at 3 mass/%.
TG–DTA analyses were carried out in a TA instruments 2960 STA unit equipment under synthetic air flow with a heating rate of 40° C/min. Heating microscopy was performed in a Leitz heating microscope, model 1A, under a heating rate of 40° C/min using 3-mm-sided cubic samples. This technique allows visualization of the formation and maintenance of the intumescent layer during heating, and has been very useful in monitoring in situ char formation [12].
Results and discussion
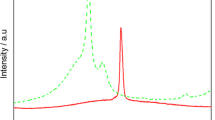
In order to better correlate the results obtained from flammability tests, such as LOI and UL-94, with those from TG and DTA, the thermal analyses were performed under heating rates of 40° C/min. Higher heating rates seem to induce a faster formation of the protective layer and to resemble more closely the conditions experienced in the flammability tests (LOI and UL-94) where a flame is applied directly to the test coupons. Figure 1 shows TG curves of the physical mixtures of APP, PER, and clays with different basal spacings, without the EBA-30 polymeric matrix. These analyses show the influence of the basal spacing of clays on the thermal degradation of the intumescent formulation used. From these curves, it is possible to observe that the addition of sodium clay, which has the lowest basal spacing, increased the decomposition temperature of the intumescent formulation by 40 °C when the mass loss was 50%, thereby indicating an increase in the thermal resistance of the intumescent formulation. The addition of clay with an intermediate basal spacing (Cloisite 30B) did not alter the decomposition temperature of the intumescent system at 50% mass loss. On the other side, the addition of Cloisite 15A clay, which is the clay with the largest basal spacing among those studied, decreased the thermal resistance of the intumescent formulation as indicated by the lowering the decomposition temperature by 20 °C, under the same conditions. It is interesting to notice that in this experimental set up (without polymer) the mass loss curves are much better resolved, allowing a better comparison between the different systems. The results are also showing that the synergism detected before with the systems with polymer [8] is also present in the systems without polymer.

TG curves of the physical mixtures of APP, PER, and clays with different basal spacings
The increase in the amount of residue obtained at high temperatures is another important parameter to register, since high values indicate the formation of a thermally more stable and structured intumescent layer, capable of promoting greater protection of the underlying polymeric material. Table 1 shows the residues formed at 850 °C.
From these results it can be observed that the addition of sodium Cloisite, the clay with the smallest basal spacing produced the largest amount of high temperature residue, indicating that a thermally more stable and structured intumescent layer was formed. Moreover, the addition of clay Cloisite 15A, which has the largest basal spacing among the clays studied, produced a residual mass, which is 33% lower than that of the sample containing Cloisite 30B and 42% lower than the sample containing Cloisite Na. This result indicates that Cloisite 15A shifts the decomposition of the char to lower temperatures and does not give rise to a protective layer as well structured and as thermally stable as that obtained with the other clays with smaller spacings.
In order to monitor the formation of the intumescent layer in situ upon heating and to view the residue formed at high temperatures, samples containing only the intumescent mixture and clays without the polymeric matrix were submitted to heating microscopy (Fig. 2).

Heating Microscopy images of intumescent formulation with the Cloisite clays
The heating microscopy images show that by adding sodium Cloisite (11.7 Å) or Cloisite 30B (18.5 Å) to the intumescent formulation a thermally more stable protective layer is formed, in accordance with the larger amount of high temperature residue obtained by TG (Fig. 1). The intumescent layer in these two samples is well structured at 850 °C, while the addition of Cloisite 15A (31.5 Å) was unable to prevent the degradation of the intumescent layer at the same temperature. The synergistic effect between the intumescent formulation and Cloisite 15A is much less significant than with the other clays with smaller basal spacings.
Based on the results presented, polymeric samples containing the aforementioned formulations were evaluated by the previously used techniques to study the performance of the physical APP, PER, and clay mixtures. In addition to TG and heating microscopy, DTA was also carried out to contribute towards a better evaluation of the influence of the basal spacings of clay additives on the fire properties of polymeric samples.
Several authors [2, 13] have correlated TG degradation profiles of polymeric matrices containing intumescent additives with the reactions that can occur during char formation. Figure 3 shows that the sample containing the polymer matrix and the intumescent formulation without clays undergoes a mass loss ranging from 180 to around 350 °C. Marchal et al. [13], in their studies using EVA with an intumescent formulation detected a similar behavior and attributed these losses to reactions between APP and PER resulting in a mixture of phosphate esters. In the 350–500 °C range, a marked mass loss is identified. These authors associated this phenomenon to the decomposition of the esters, leading to the formation of char, which simultaneously underwent swelling. Between 500 and 600 °C, a thermal stabilization is observed, possibly due to the formation and presence of a protective char. Finally, from 600 °C, the intumescent protective layer starts do degrade, hence enabling the decomposition of the underlying polymeric material.

TG curves of EBA-30 with intumescent formulation with different Cloisites clays
The addition of clays to the intumescent system brought changes especially in the TG curves at the char stabilization and degradation temperature range. The clays altered the degradation profile at temperatures higher than 600 °C, culminating in the stabilization of the protective layer above 660 °C. Studies carried out with other aluminosilicates, such as zeolites show that their addition to ethylenic polymeric matrices containing APP–PER also leads to a stabilization of the protective layer. This phenomenon is being attributed to the formation of aluminosilicophosphoric species [14].
Figure 3 also shows that for samples produced using an EBA-30 polymer matrix and the additives, no significant changes in the decomposition temperature can be detected among the different clays studied. For all systems containing clay, regardless their basal spacings, 50% mass loss was reached at 458 ± 6 °C. However, the increase in basal spacings apparently led to a less thermally stable intumescent layer, as indicated by the lower values of high temperature residue obtained at 850 °C shown in Table 2.
The results presented in Table 2 show that the sample containing the clay with the largest basal spacing (Cloisite 15A) generated a residual mass, which is 27.6% lower than the sample containing Cloisite Na and 17.4% lower than the sample containing Cloisite 30B. This result shows that organophilization of the sodium clay, with consequent increase in basal spacings decreases the synergistic effect of the sodium clays leading to a less thermally stable char. Comparing these results with the ones for the systems without polymer (Table 1) it can be noticed that the mass residue for the systems without polymer are higher, probably due to a diluting effect of the polymer in the former system.
Figure 4 shows the heating microscopy results for the polymeric EBA-30 samples containing the intumescent formulation and the different clays. The amount of residue generated by the addition of clay Cloisite 15A (31.5 Å) is less than that obtained for the samples with the other clays. Moreover, the intumescent layer had many imperfections, permitting heat transfer between the flame and the polymer, and thus significantly decreasing its flame retarding properties.

Heating Microscopy images of EBA-30 containing an intumescent formulation with the Cloisite clays
Based on the results obtained by TG and heating microscopy, DTA analyses were carried out to observe the influence of the basal spacings of the studied clays on the exothermic transitions associated to the formation and decomposition of the intumescent layer. Figure 5 shows the DTA curves obtained for the samples produced with the polymer matrix, the intumescent formulation, and the different clays studied. Exothermic transitions are represented by upward peaks.

Influence of basal spacing of clays on the heat release during char formation and decomposition
Figure 5 shows several exothermic transitions in the 350–550 °C temperature range, which could be attributed to the degradation of phosphate esters leading to char formation. The curve obtained for the sample containing Cloisite 15A has a similar profile to that of the sample containing only the intumescent formulation. However, samples produced using Cloiste Na and Cloisite 30B showed a distinct profile in this temperature range indicating a change in the reaction pathways that lead to char formation. It should also be noted that in this temperature range the sample with Cloisite 15A showed the highest temperature difference, exceeding even that of the sample containing only the intumescent formulation. The lowest temperature difference value was obtained with Cloisite Na, indicating that basal spacing increase in clays leads to greater heat release during char formation.
Between 550 and 600 °C heat release from the sample containing only the intumescent formulation is kept constant. This result resembles that of TG (Fig. 3), where a mass stabilization, resulting from char formation prevents the degradation of the underlying polymeric material. In the 630–730 °C temperature range, transitions indicate that exothermic decomposition reaction of the intumescent layer formed are taking place. Note that the TG curve in Fig. 3 shows a significant mass loss in this same temperature range. However, these exothermic transitions are significantly decreased by clay addition, especially, as the basal spacings of these clays decrease. The sample containing sodium clay has the lowest transition levels, while that with Cloisite 15A has the most prominent ones. This result shows that increasing the basal spacing decreases the thermal stability of the intumescent layer, confirming the results previously reported in this study.
Hence, it is possible to combine the results obtained by flammability tests such as LOI and UL-94 with those from thermal analyses (TG and DTA) in the evaluation of the thermal stability of materials. The results suggest that materials that form a thermally less stable char may not have satisfactory flame retardant properties. Moreover, using these techniques it was possible to identify that the increase in the basal spacing of clays decreases the thermal stability of the char formed directly impacting the flame retarding properties of the materials.
Conclusions
Through thermal analyses (TG and DTA), it was possible to observe that the increase in clay’s basal spacings decreases its synergistic effect with an intumescent formulation, leading to the formation of a thermally less stable intumescent layer. Thus, although not specifically designed for flammability evaluation, the techniques can contribute in the study of materials with flame retardant properties. Furthermore, heating microscopy enabled visualization of the intumescent layer at high temperatures, permitting a better interpretation of the high temperature residues generated during TG testing.
References
Jimenez M, Duquesne S, Bourbigot S. Characterization of the performance of an intumescent fire protective coating. Surf Coat Technol. 2006;201:979–87.
Le Bras M, Bourbigot S. Fire retarded intumescent thermoplastic formulations, synergy and synergistic agents: a review. In: Le Bras M, Camino G, et al., editors. Fire retardancy of polymers: the use of intumescence. London: The Royal Society of Chemistry; 1998. p. 64–75.
Demir H, Arkis E, Balköse D, Ülkü S. Synergistic effect of natural zeolites on flame retardant additives. Polym Degrad Stab. 2005;89:478–83.
Bourbigot S, Le Bras M, Bréant P, et al. Zeolites: new synergistic agents for intumescent fire retardant thermoplastic formulations: criteria for the choice of zeolite. Fire Mater. 1996;20:145–54.
Estevão LRM, Le Bras M, Delobel R, Nascimento RSV. Spent refinery catalyst as a synergistic agent in intumescent formulations: influence of the catalyst’s particle size and constituents. Polym Degrad Stab. 2005;88:444–55.
Ribeiro SPS, Estevão LRM, Nascimento RSV. Brazilian clays as synergistic agents in an ethylenic polymer matrix containing an intumescent formulation. J Therm Anal Calorim. 2007;87:661–5.
Ribeiro SPS, Estevão LRM, Pereira C, Rodrigues J, Nascimento RSV. Influence of clays on the flame retardancy and high temperature viscoelastic properties of polymeric intumescent formulations. Polym Degrad Stab. 2008;94:421–31.
Ribeiro SPS, Estevão LRM, Nascimento RSV. Effect of clays on the fire-retardant properties of a polyethylenic copolymer containing intumescent formulation. Sci Technol Adv Mater. 2008. doi:10.1088/1468-6996/9/2/024408.
Wang J, Liu Y, Xufu C. Effect of a novel charring agent on the thermal degradation and flame retardancy of acrylonitrile-butadiene-styrene. J Therm Anal Calorim. 2011. doi:10.1007/s10973-010-1011-6.
Gao M, Wu W, Yan Y. Thermal degradation and flame retardancy of epoxy resins containing intumescent flame retardant. J Therm Anal Calorim. 2009;95:605–8.
Chuanmei J, Chen X. Synergistic effects of zinc oxide with layered double hydroxides in EVA/LDH composites. J Therm Anal Calorim. 2009. doi:10.1007/s10973-009-0197-y.
Estevão LRM, Nascimento RSV. The use of heating microscopy in the study of intumescence in waste catalyst containing polymer systems. Polym Degrad Stab. 2002;75:517–33.
Marchal A, Delobel R, Le Bras M, et al. Effect of intumescence on polymer degradation. Polym Degrad Stab. 1994;44:263–72.
Boubirgot S, Le Bras M. Synergy in intumescence overview of: the use of zeolites. In: Le Bras M, Camino G, et al., editors. Fire retardancy of polymers: the use of intumescence. London: The Royal Society of Chemistry; 1998. p. 222–35.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
da Silva Ribeiro, S.P., de Moura Estevão, L.R., Novák, C. et al. Clays basal spacings effect on fire retardancy of polymers by TG/DTA. J Therm Anal Calorim 106, 535–539 (2011). https://doi.org/10.1007/s10973-011-1540-7
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-011-1540-7