
Abstract
Recycling of aluminum scrap has gained interest owing to its economic and ecological benefits. Unfortunately, during the collection of scrap from a mixer of junk from various sectors it is difficult to ensure that the recycled alloy has the same chemical composition as that of already existing commercial alloys. Consequently, some of the alloying elements become trace/tramp elements in the recycled alloy. Therefore, in order to obtain high performance recycled alloys, controlling the impurity levels of the aluminum melt is of vital importance. Normally, computer aided cooling curve analysis (CA-CCA) is used to find the relationship between cooling curve parameters, melt treatments, alloy composition, and properties. In the present study, the first differential thermal analysis (DTA) approach has been used to detect and quantify impurity elements in scrap-like liquid aluminum alloys.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Among the light metal family, aluminum has been acquiring increasing significance for the past few decades due to its excellent properties and diversified range of applications. Aluminum has been recognized as one of the best candidate materials for various applications by different sectors such as automotive, construction, aerospace, etc. The increasing demand for aluminum-based products and further globalization of the aluminum industry have contributed significantly to the higher consumption of aluminum scrap for re-production of aluminum alloys. Today, a large amount of new aluminum products are made by recycled alloys. This represents a growing “energy bank” of aluminum available for recycling at the end of components’ lives, and thus recycling has become a major issue. The future growth offers an opportunity for new recycling technologies and practices to maximize scrap quality; improve efficiency and reduce cost. One major hurdle in the direct use of recycled aluminum for new applications is the level of impurities present in the recycled alloy.
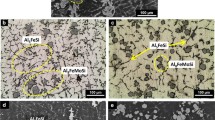
Iron is one of the most undesirable impurities, which is very common in recycled aluminum alloys [1]. It is well known that an excess amount of iron in aluminum–silicon casting alloys can lead to the formation of the Al5FeSi intermetallic (the β-phase), along with other Al–Fe–Si type phases, which can be very detrimental to the mechanical properties of the final cast part. Khalifa et al. [2] and Rilvin et al. [3] had reported various intermetallics formed in the Fe containing Al–Si alloys, among them ternary AlFeSi intermetallics are prominent. Further these AlFeSi intermetallics are found in two different morphologies for the same stoichiometry, such as α and β. Figure 1a shows a typical microstructure of a hypoeutectic Al–Si alloy with a coarse platelet of Al5FeSi (β-phase). However, the platelet morphology of Al5FeSi phase can be modified to chinese-script like morphology (primary α) with the addition of Mn to the melt (Fig. 1b) [4]. Narayanan et al. [4] have shown that the cooling rate has a significant role to play in the formation of primary α or β phase intermetallics in the case of Fe and Mn-containing hypoeutectic Al–Si alloys. It has also been reported that such modification would enhance the tensile strength of Al–Si alloys [5].

Scanning electron micrographs showing the microstructure of Fe containing A319 alloy a without Mn and b with Mn addition [4]
In addition, some elements such as Sn, Sc, Zr, Ti, Sr, and Sb, which are added to improve the properties of Al alloys [6–9], eventually become trace/tramp impurities when these alloys are recycled. Unfortunately, these residual elements, which have been ignored by researchers, could have a detrimental effect on the properties of the alloy. The effects of these impurities on the mechanical properties of recycled aluminum alloys is a function of their concentrations, and they need to be monitored and controlled well in advance prior to casting.
It is well known that the solidification process of a metal or an alloy is accompanied by the evolution of heat, the magnitude of which depends on the various phases formed during solidification. Recorded temperature–time data can yield quantitative information about the alloy’s solidification behavior. The study of cooling curves has shown that it can be used to control and optimize the solidification processes. Solidification curves can be analyzed by various methods. The computer aided cooling curve analysis (CA-CCA) method is the most recent technique developed for analyzing solidification behavior of metals and alloys [10, 11]. This technique was used for many years in fundamental metallurgical studies and for determining binary phase diagrams. This technique is based on the analysis of the cooling curve obtained during solidification. A critical requirement of this method is the zero curve. The zero curve is, in principle, the derivative of a cooling curve obtained from the metal cup system, assuming that the metal does not undergo any phase transformation. In the case of a freezing alloy, phase transformations do not occur at a single temperature, and therefore, the estimation of a baseline can be complicated and subjective. Traditional cooling curve analysis (CCA) uses a small cup with 1–2 thermocouples, and use the Newtonian or Fourier analysis method to generate the zero curve needed for further analysis of the cooling curve [10].
One of the applications of CCA is finding the relationship between cooling curve parameters, melt treatments, alloy composition, and properties. CA-CCA also readily incorporates procedures to evaluate parameters such as the total latent heat, fraction solid, etc., for multi-component alloys from the cooling curve [10, 12–14]. On the other hand, heat-pipe technology developed by one of the present authors has been reported to improve the efficiency of the conventional CCA by controlling the rate of solidification. The detailed description of heat-pipe technology has been reported elsewhere [1, 15].
A319 alloy is used in this study, which is mostly used in power train applications, such as engine blocks and cylinder heads. In the present work, an attempt has been made to evaluate (detect and quantify) the impurity elements that are present in an A319 alloy melt (iron in particular) by using the computer aided cooling curve analysis coupled with a heat-pipe and first derivative approach.
Experimental details
Initially 5.0 kg of A319 alloy (commercial Al alloy with the chemical composition: 6.0 wt%Si, 3.5 wt%Cu, 1.0 wt%Zn, 0.1 wt%Mg, 0.65 wt%Fe, 0.12 wt%Ti) was melted in a clay graphite crucible using a pit-type resistance furnace. Later, specific amounts of Fe as mentioned in Table 1 were added to the melt in the form of an Al–Fe master alloy. Thermal analysis was performed by inserting the leads of the CA-CCA method, coupled with the heat-pipe into the melt and the data were recorded using a data acquisition system at a rate of 10 readings per second. During this process, only the melt in the heat-pipe graphite cup (100 g of aluminum sample) was allowed to solidify, where the actual thermal analysis was conducted (while the rest of the melt in the crucible was maintained at a constant temperature of 700 °C). This experiment was repeated for different combinations of Fe concentrations and cooling rates. The results thus obtained are reported herein.
Results and discussion
The following section demonstrates a method for determining the trace elements present in an aluminum melt using thermal analysis during alloy solidification.
In the conventional practice, the presence of such impurities is usually detected after the alloy has solidified. However, in the present work the detection of impurity elements like Fe can be done online prior to casting with the aid of CA-CCA. This is achieved by coupling heat-pipe technology (which is an excellent tool for controlling the solidification rate) with the conventional cooling curve analysis. It is well known that phase transformation during solidification is accompanied by heat evolution, which results in a change in the slope of the cooling curve. As small changes are usually difficult to detect on the cooling curve, other features of thermal analysis must be used to detect these minor reactions. Differential thermal analysis (DTA) uses the derivative curve to accentuate these heat effects. If iron levels are high enough in hypoeutectic Al–Si alloys, then the intermetallic phase Al5FeSi often forms as a primary phase before the eutectic. At relatively low levels, the iron reaction is not visible on the temperature plot, but manifests itself as an inflection. Figure 2 shows a thermal analysis curve, which confirms the formation of Al5FeSi intermetallic. In Fig. 2, the first derivative curve shows a sharp peak indicating the formation of the Al5FeSi phase, although such sharp peak is not observed in the Temperature–Time curve.

Detection of Fe-intermetallic using first derivative approach
In addition to its ability for detecting the presence of impurities, the present method can also quantify the impurity elements present in an aluminum alloy melt. This functionality has been proved by the thermal analysis of A319 alloy melt containing iron in various concentrations. The results presented in Fig. 3a, b represent the cooling curves obtained using A319 alloy with 0.8 and 1.25 wt% of iron, respectively (for a cooling rate of 1 °C/s). It is known that the formation of the Al5FeSi intermetallic evolves heat. In other words, the total amount of heat evolved depends mainly on the total volume of the Al5FeSi intermetallic formed during solidification. Hence, it can be understood that the total heat evolved increases with an increase in the iron concentration in the melt. This is indicated by the increase in the formation temperature with an increase in the iron content from 0.8 wt% (Fig. 3a) to 1.25 wt% (Fig. 3b). Interestingly, a shift in the peak of the first derivative curve is observed upon an increase in the iron concentration. This can be attributed to the increase in the activity level of iron in melt. In other words, the Al5FeSi intermetallic phase forms faster in aluminum alloys with higher iron contents.

Cooling curves of A319 alloy containing (a) 0.8 wt% and (b) 1.25 wt% of Fe
Similar experiments were conducted for various combinations of iron concentrations and cooling rates, as shown in Table 1 and Fig. 4. The latter shows that the formation temperature of the Al5FeSi phase is a linear function of the iron concentration of the melt. It is interesting to note that the present results are well in agreement with an earlier work by Mackay et al. [16]. It is worth mentioning that the scattering of data points in the present work is comparatively less than that observed in Mackay’s work (Fig. 4). This can be attributed to the better control of the cooling rate in the heat-pipe technology used in the present study. The linear equations developed in Fig. 4 can be used to determine the quantity of iron present in the melt. Once the formation temperature of the Al5FeSi phase is measured for a given cooling rate, the amount of iron present in the melt can be easily estimated. Figure 5 shows the same values (as in Fig. 4) being superimposed on the Al–Fe phase diagram reported by Phillips [17, 18] with 6 wt%Si. Ideally, the lines representing the slope of each of the three data should coincide with the slope of the liquidus line in the phase diagram. However, since phase diagrams are representative of equilibrium conditions, one would expect a higher cooling rate to shift the data below the equilibrium line, as can be seen in Fig. 5.

Linear relationship between Fe content and formation temperature of Al5FeSi phase

Correlation of the Fe content and formation temperature of Al5FeSi phase with phase diagram (at Si = 6 wt%)
Similarly, the present method of thermal analysis can be extended to evaluate other trace/impurity elements present in aluminum alloys while in the liquid state. Similar studies were done on magnesium (Mg) and copper (Cu). Figure 6a, b shows the thermal analysis plots of an Al–Si alloy containing Mg and Cu, respectively. The temperatures of formation of Mg2Si and Al2Cu were measured by the DTA technique for a cooling rate of 1 °C/s. Further, these temperature values can be used to compute the Mg and Cu concentrations in the Al melt, once the relationship between the concentrations versus formation temperature is established (following the same method as that followed in the case of iron).

Detection of a Mg2Si and b Al2Cu intermetallics using the first derivative approach
Conclusions
The present scenario of aluminum industry demands high quality recycled aluminum products owing to several economic and environmental aspects. Quantifying the levels of impurity elements in the recycled aluminum alloys would allow manufactures to control their process parameters accordingly. This enables the foundry man to compensate for the detrimental effects of these impurities, and therefore produce high quality castings from recycled aluminum alloys. However, few methods are presently available for improving the melt quality, especially for producing sound alloys from recycled aluminum. Thus, there is a need for developing new methods which can aid in the improvement of melt quality.
One of such methods is the thermal analysis technique which has been developed and reported in this work, in particular that of the heat-pipe method. It has been proved that the presence of an impurity element, such as iron, in the Al alloy melt can be detected and quantified using the thermal analysis (CCA) method successfully. This method can be further extended to detect and quantify impurities in aluminum alloys prior to casting, especially in the case of elements like Sn, Sc, Mg, Cu, Ti, Zr, Sb, Zn, etc., which readily form intermetallic phases with aluminum.
In the present work, it has been found that there is a linear relationship between the Fe content and formation temperature of Al5FeSi phase with phase diagram (at Si = 6 wt%). This line almost has the same slope as the liquidus line of the Al–Fe phase diagram (at Si = 6 wt%), which enables the prediction of the formation of Al5FeSi phase prior to casting well in advance.
References
Mahfoud M. Controlled thermal analysis using heat pipe technology. PhD Thesis, McGill University, 1997.
Khalifa W, Samuel FH, Gruzleski JE. Nucleation of solid aluminum on inclusion particles injected into Al–Si–Fe alloys. Metall Mater Trans. 2003;34A:807–25.
Rilvin VG, Raynor GV. Critical evaluation of constitution of aluminum–iron–silicon system. Int Metall Rev. 1981;3:133–52.
Narayanan A, Samuel FH, Gruzleski JE. Crystallization behaviour of iron-containing intermetallic compounds in 319 aluminium alloy. Metall Mater Trans. 1994;25A:1761–73.
Sreeja Kumari SS, Pillai RM, Rajan TPD, Pai BC. The effects of individual and combined additions of Be, Mn, Ca and Sr on the solidification, structure and mechanical properties of Al–7Si–0.3Mg–0.8Fe alloy. Mater Sci Eng. 2007;460-461A:561–73.
Prasada Rao AK, Das K, Murty BS, Chakraborty M. Prediction of grain size of Al–7Si alloy by neural networks. Mater Lett. 2008;62(2):273.
Prasada Rao AK, Das K, Murty BS, Chakraborty M. Al-Ti-C-Sr master alloy - A melt inoculant for simultaneous grain refinement and modification of hypo-eutectic Al-Si alloys. J Alloys Compd. 2009; 480(2):L49–51.
Mahfoud M, Emadi D. Advances in materials and processing technologies (AMPT) conference. Manama, Kingdom of Bahrain, Nov; 2008.
Mahfoud M, Emadi D. 2nd International aluminum casting conference & exhibition, Moscow, Russia, April 1–3; 2009.
Emadi D, Whiting LV. Determination of solidification characteristics of Al-Si alloys by thermal analysis. AFS Trans. 2002; 110(1):285–96
Fornaro O, Palacio HA. Study of dilute Al–Cu solidification by cooling curve analysis J Mater Sci. 2009; 44(16):4342–4347.
Emadi D. In: Proceedings of the 12th annual technical meeting & exhibition of the Canadian thermal analysis society (CTAS), Mississauga, Canada, 14–15 May 2002; p. 58.
Pelayo G, Sokolowski JH, Lashkari R. A case based reasoning aluminium thermal analysis platform for the prediction of W319 Al cast component characteristics. J Achiev Mfg Eng. 2009; 36(1):7–17.
Malekan M, Shabestari SG. Effect of grain refinement on the dendrite coherency point during solidification of the A319 aluminum alloy. Metall Mater Trans. 2009;40A:3196–203.
Mahfoud M, Emadi D. Application of heat pipe technology in thermal analysis of metals. J Therm Anal Calorim. 2005;81:161–7.
Mackay RI. Quantification of iron content in Al–Si foundry alloys via thermal Analysis. Master’s Thesis, McGill University, 1996.
Phillips HWL. Institute of Metals Monograph and Report Series, 1959; No. 25: p. 56.
Phillips HW. Annotated equilibrium diagrams of some aluminum alloy systems. London: The Institute of Metals; 1976.
Acknowledgements
The authors would like to express their appreciation to Qatar National Research Fund for their financial support. The technical assistance of the staff at Qatar University (Department of Mechanical and Industrial Engineering), McGill University (Department of Materials Engineering) and College of North the Atlantic-Qatar is very much appreciated.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Mahfoud, M., Prasada Rao, A.K. & Emadi, D. The role of thermal analysis in detecting impurity levels during aluminum recycling. J Therm Anal Calorim 100, 847–851 (2010). https://doi.org/10.1007/s10973-010-0742-8
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-010-0742-8