
Abstract
The present investigation has been revealed that homogeneous silver-tungsten (Ag–W) composite powders doped with cobalt as sinter aid can be produced by the two-stage reduction of co-precipitated tungstate. The sintering of the powders has been studied using dilatometry and the results showed that the critical level for activated sintering is of the order of 0.3 mass percent cobalt with respect to the tungsten content of the compact powder. This critical level is equivalent to approximately six to seven atomic layer coverage of the tungsten particles by cobalt. The levels of cobalt addition above the critical amount leads to the formation of cobalt tungsten (CoW3) intermetallic compound precipitates, which become trapped within the silver phase in the sintered composite material. Microstructural evaluation of sintered specimens has been carried out using optical and electron microscopy. Transmission electron microscopy results revealed the neck formation between adjacent tungsten particles along with the presence of silver around the tungsten particles. Energy dispersive X-ray (EDX) analysis also confirmed that amounts of cobalt was 0.3 mass percent, in the region containing the silver at the tungsten particle interface which agreed with the level of activated sintering.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The conventional powder metallurgy production routes of press-sinter-infiltrate or compaction and sintering of a powder mixture are well established [1, 2]. However, each of these routes imposes limitations upon the uniformity of distribution and particle size of the tungsten particles within the silver. The former process yields a tungsten skeleton filled with silver whereas the latter route tends to give isolated tungsten particles within silver matrix. From studies by Witter and Warke [3] the performance of silver-tungsten (Ag–W) electrical contacts is dependent upon the morphology, size and distribution of phases within the composite with finer particles giving possible improvements. The controlled, two-stage reduction of silver tungstate (Ag2WO4) has been shown to give a composite powder in which the tungsten particle size is controlled by the temperature of the final stage of reduction. These powders have been shown to yield electrical contacts that performed better than conventionally produced samples with respect to both arc erosion (related to the density of the compact, with the highest density having least arc erosion and vise versa) and welding tendency [4]. This was a rather surprising observation, as there normally tends to be a trade-off between arc erosion and welding tendency. The use of nickel as a sinter aid has been studied by Walkden et al. [5] and revealed that the addition of nickel increased erosion resistance at the expense of an increased tendency for welding.
The present paper reports a study in which cobalt has been added to Ag–W mixture by the concomitant (simultaneous) reduction of cobalt tungstate (CoWO4) and silver tungstate as the composite powder is produced. The primary aims of the work were to determine whether sintering might be activated in the silver-tungsten (Ag–W) composite powders by cobalt additions and if so, to determine the critical levels of addition for the activation to occur. Additionally, the work would allow a comparison to be made with observations made with the use of cobalt as dopant in tungsten-copper (W–Cu) composite powders [6–9]. These authors concluded that the sample of tungsten–copper (W–Cu) containing 0.35 mass percent cobalt have optimal density, strength, microhardness and grain size. They also concluded that in the presence of copper liquid phase, cobalt was more effective in promoting shrinkage of W–Cu than nickel.
Experimental procedure
Powder production and characterization
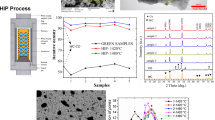
The pure silver tungstate and that doped with cobalt tungstate were produced from ‘Ana1ar’ grade chemicals by precipitation from aqueous solution on addition of sodium tungstate to mixed silver nitrate and cobalt nitrate. The precipitates were subsequently washed with lot of quantities of distilled water. Following thermogravimetric studies of the reduction of the individual tungstates [10, 11] which gave data on the temperatures and kinetics of reduction, the composite powders were produced by dry hydrogen reduction (dew point −60°C, dew point at which all the water condensed) in a two zone furnace arrangement at temperatures of 250–750 °C as previous studies had shown the two stages to be necessary to reduce segregation [12]. The twin furnace arrangement allowed the partially-reduced product to be moved from the lower temperature zone and heated to the higher temperature as rapidly as possible thus minimizing any uncertainties associated with the second critical stage of reduction. Steps involved for the synthesis of silver tungsten and cobalt doped silver tungsten are disclosed in Fig. 1.

Schematic diagram for the production of un-doped and cobalt doped silver tungsten
Compaction and sintering
The composite powders were compacted in a single-action cylindrical die of diameter 3.5 mm. The use of a stainless steel collar allowed the powders to be compacted to give specimens of constant length for di1atometric experiments. Hence, by changing the weight of powder charged to the die, compacts of differing densities, but constant external dimensions were produced. In addition some powders were compacted without the collar. In these experiments constant masses of powder were compacted at differing pressures to yield pressing pressure versus green density data. The sintering of the pellets was carried out in a dilatometer under an H2/N2 gas atmosphere. The heating rate was controlled by a microprocessor to ensure repeatability of heating and isothermal holding. For isothermal experiments a period of 5 h was chosen after which the specimen was cooled in H2/N2 to room temperature before the sintered pellet was retrieved for microstructural characterization. Generally the specimens were heated at 6 °C per minute to a maximum sintering temperature of 900 °C to maintain the homogeneity of the composite. However, certain experiments were carried out up to 1,000 °C to determine the effect on sintering of producing liquid Ag. Sintering temperatures of 900 °C and 875 °C were mainly used for the isothermal experiments.
Instrumentation
The powders were compacted in a single action cylindrical die of diameter 3.5 mm by using laboratory scale uniaxial press at different pressures. Sinterability studies were performed in a push rod activated LVDT dilatometer. The pellets were heated to different temperature as discussed earlier. The microstructure of sintered compacts was studied by optical microscope (Olympus BHM-313) and scanning electron microscope (SEM, Philips 505). The specimens were polished down to 1 μm finish and etched using a chemical etchant consisting of 1 g KOH + 4 g K3Fe(CN)6 + 95 ml water for different duration. Phase analysis of the specimens was carried out by energy dispersive X-ray analysis (EDAX) 9100/60 attached with 120 kV transmission electron microscope (TEM, Philips 400). The specimens were prepared by cutting the specimens into small slices (3 mm diameter) and polishing them down to 30 μm in thickness. This was followed by ion beam thinning in argons.
Results and discussion
Characterization of tungstate powders
The cobalt levels produced in the powders were determined by atomic absorption spectroscopy to be 0.14, 0.28, 0.29, 0.30, 0.51 and 1.52 mass percent with respect to the tungsten content of the silver tungsten composite. The samples in the range 0.28 to 0.30 mass percent were repeat samples made to evaluate the consistency of manufacture and results. This level was chosen for consistency evaluation because preliminary results indicated that it was close to the optimum addition. The residual sodium content of the powders was also determined by atomic absorption spectroscopy to be within the range 0.02 to 0.16 mass percent, which has been established by other workers to be acceptable for such powders [13].
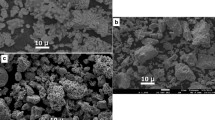
Figure 2a–c shows SEM micrographs of pure silver tungstate and cobalt doped silver tungstate powder specimens. Figure 2a indicates that the powder is a mixture of some block-like crystals along with massed clusters of fine needles, which indicates that crystallization occurred over a range of temperature. Figure 2b reveals that the morphology of 0.51 mass percent cobalt doped silver tungstate has an enhanced needle-like structure with no block-like crystals being present, which indicates a preferential growth direction but perhaps of more importance the presence of many nuclei as the silver tungstate precipitated. Figure 2c shows the morphology of 1.52 mass percent cobalt doped powder where it can be seen that the morphology of the precipitated powder has changed from the needle like agglomerates to agglomerates of small, almost equi-axed particles, which indicates the presence of even more nuclei for silver tungstate.

a–c SEM micrographs of silver tungsten (a) pure (b) with 0.52 mass percent cobalt (c) with 1.52 mass percent cobalt
From these morphologies, it is suspected that cobalt tungstate precipitates first and provides a large number of nuclei from which the needles of silver tungstate can grow [14]. As the concentration of cobalt was increased to 1.52 mass percent, the large number of nuclei that were available resulted in the formation of masses of small, equi-axed crystals with no evidence of the needle-like growth that occurs with the small number of nuclei for the crystals.
Characterization of the composite powder
Figure 3a–c shows the SEM micrographs of un-doped and cobalt doped powders produced by the two-stage reduction of silver tungstate/cobalt tungstate mixtures at 250–750 °C.

a–c SEM micrographs of powder reduced at 250–750 °C (a) pure silver tungsten (b) with 0.52 mass percent cobalt (c) with 1.52 mass percent cobalt
The pure powder silver tungsten (Ag–W) is composed of fine particles of tungsten of approximately 1 μm in size, which are held together by the larger silver particles. From studies of the doped samples it is evident that the size of the tungsten particles of the composite powder is reduced as the cobalt content is increased over the complete range investigated, namely 0.14 to 1.52 mass percent with respect to tungsten. A limiting minimum size of approximately 0.4 μm is achieved with a cobalt addition of 0.51 mass percent with respect to tungsten, after which increases in cobalt addition produce no further decrease in tungsten particle size. These results suggest that the presence of cobalt or a cobalt tungsten (Co–W) intermetallic phase either influences the nucleation or the growth of the tungsten particles as the reduction process occurs.
Compaction of the composite powder
Figure 4 shows the effect of cobalt additions on the compressibility (at 300 N mm−2) of powders produced at 250–750 °C. It can be seen that there is a decrease in pressed density with additions up to 0.51 mass percent cobalt with respect to tungsten. Pure samples achieved a density of 59% theoretical, whereas the maximum density of 56% of the theoretical was obtained for the 0.29 mass percent cobalt sample and this reduced to 53% theoretical for additions of 0.51 mass percent cobalt and above. This change in pressed density mirrors the change in tungsten particle size and is clearly related to this and to the degree of agglomeration obtained in the powders.

Relationship between cobalt content and pressed density at pressing pressure 300 MN/mm2
Sintering of the powders
Sintering up to 1,000 °C
Figure 5 shows dilatometric data for the sintering of pure and two-levels of cobalt doped powders (0.51 and 1.52 mass percent with respect to tungsten). The data for lower levels have been omitted for clarity. The initial increase in cobalt addition up to 0.51 mass percent cobalt with respect to tungsten to decreases in temperature at which the onset of sintering can be observed. Pure silver tungsten (Ag–W) pellets begin to sinter at approximately 825 °C whereas pellets containing 0.51 mass percent cobalt with respect to tungsten commence sintering at approximately 750 °C. The highest level of doping, 1.52 mass percent cobalt with respect to tungsten, gives dilatometric data which superimpose directly on that for the un-doped material up to approximately 950 °C, but gave the same ultimate contraction of 18% as the 0.51 mass percent cobalt doped sample. Typically, un-doped samples gave a contraction in length of 11%. These data show that cobalt does produce a positive effect upon the sintering of silver tungsten composition but indicate that there may be an optimum addition above which little or no benefit is obtained. Such observations are typical in studies of sinter aids [12] and require more detailed isothermal sintering studies for their explanation.

Dilatometric sintering of powders up to 1,000 °C (a) pure silver tungsten (b) with 0.52 mass percent cobalt (c) with 1.52 mass percent cobalt
Isothermal sintering at 900 and 875 °C
Figure 6 shows the dilatometric data obtained on the isothermal sintering for 5 h of compacts containing 0.14, 0.28, 0.29, and 0.30 mass percent cobalt with respect to tungsten at 900 °C. It is evident that two distinct types of sintering behaviour were observed. The samples containing 0.14 and 0.28 mass percent cobalt gave approximately 7.5% linear shrinkage whereas the other samples gave 16–17% linear shrinkage. All samples followed the same initial sintering behaviour on heating. The dramatic change in sintering behaviour between the two groups of samples indicates that the levels of addition in the region of 0.28–0.30 mass percent cobalt with respect to tungsten seem to be critical with respect to the achievement of activated sintering. Further addition of cobalt produced little, or no, extra densification. Figure 7 shows all the sintering data obtained at 900 °C in the form of a plot of percent attainable change in density as a function of cobalt addition.

Dilatometric sintering of powders at 900°C of silver tungsten with cobalt mass percent a 0.14 b 0.28 c 0.29 and d 0.30

Relationship between percent attainable change in density and cobalt content for 900 °C powders
The use of percent densification change in density, which may be defined as given in Eq. 1:
allows the densification of compacts of different initial densities to be compared. Such a term is necessary because the pressed density of the compact can vary as a function of %additive and temperature of powder production [12].
It is evident from Fig. 7 that activated sintering of the silver tungsten composite powders is achieved with addition of 0.3 mass percent cobalt with respect to tungsten. This level of addition may be calculated to be equivalent to coverage of the tungsten particles of between six and seven atomic layers assuming each tungsten particle may be approximated to a sphere and consists of only one grain [12]. This coverage is consistent with that seen by other workers who studied the activated sintering of tungsten with nickel and cobalt [5, 6, 12–16]. Typically, coverage of up to four atomic layers has been shown to be optimal for the sintering of tungsten alone with greater coverage often giving a retarding effect. With higher levels of addition it is possible that intermetallic compounds may form. Gessinger and Fischmeister [17] have reported that the activators for sintering of tungsten do not remain homogeneously distributed over the tungsten particle surfaces as densification proceeds. However, they suggest that at least monolayer coverage is required to enhance neck formation between particles until all free surfaces have been transformed to grain boundaries. It is generally accepted that the activated sintering of pure tungsten by a transition metal such as nickel because the nickel maintains a capillary force between particles. Brophy et al. [18, 19] indicated that the addition required to do this was the equivalent of one monolayer coverage, in agreement with Gessinge and Fischneister. German and Ham [20] and Findik and Uzun [21] have indicated that layer coverage of up to four atomic layers is necessary.
The coverage of seven layer equivalence reported her for cobalt addition in the binary silver-tungsten (Ag–W) system agrees well with the nine layer coverage reported for nickel activation in the same system [11] and indicates that in the situation where a smaller degree of tungsten particle-particle contract exists, i.e. in the silver-tungsten (Ag–W) situation compared to tungsten alone, a rather higher level of sinter aid is required. However, this observation of the higher level of cobalt needed for activation may be explained by the entrapment of fine intermetallic particles within the silver matrix during the reduction process as reported for nickel-tungsten-silver (Ni–W–Ag) [12] and as discussed later in this paper for cobalt additions to silver–tungsten (Ag–W).
Microscopy of sintered compacts
Representative transmission electron micrographs of an un-doped silver tungsten compact are shown in Fig. 8a–d. Analysis reveals the dark phase to be tungsten with the lighter phase surrounding the tungsten particles being silver. The tungsten particles can be seen to be wetted extensively by the silver phase. In Fig. 8b necking between tungsten particles is evident along with the presence of silver in the necked region. Figure 8c, d show similar micrographs for a sample doped with 1.52 mass percent cobalt with respect to tungsten which had been sintered at 900 °C for a period of 5 h. Again neck formation between adjacent tungsten particles can be seen along with the presence of silver around the tungsten particles. EDAX of the region containing the silver at the tungsten particle interface showed amounts of cobalt up to a maximum of 0.5 mass percent, but mainly in the region of 0.3 mass percent, which agreed with the levels shown in Fig. 7 for activated sintering. It is interesting to conjecture where the remaining cobalt is located in such materials. Figure 8d shows a region adjacent to a neck between tungsten particles where it is evident that a separate phase exits in the silver region. Analysis of this region indicates the precipitates to contain both tungsten and cobalt, in an approximate atomic ratio 1:3, and so points to the existence of the intermetallic compound tungsten cobalt (WCo3) as the small particles within the silver matrix. A similar observation was made previously in the case of nickel activated sintering of silver-tungsten composite materials where evidence for the precipitation of a nickel tungsten (Ni–W) intermetallic compound was found in situations where nickel had been added at levels greater than that required for activated sintering.

TEM of samples sintered at 900 °C for 5 h (a, b) silver tungsten, matrix and neck formation between tungsten particles (c, d) silver tungsten with 1.52 mass percent cobalt, matrix and neck formation between tungsten particles
Conclusions
-
1.
Homogeneous silver–tungsten (Ag–W) composite powders doped with cobalt as sinter aid can be produced by the two-stage reduction of co-precipitated tungstate.
-
2.
The critical level for activated sintering is of the order of 0.3 mass percent cobalt with respect to tungsten content of the compact powder
-
3.
The critical level is equivalent to six to seven atomic layer coverage of the tungsten particles by cobalt.
-
4.
Levels of cobalt addition above the critical amount leads to the formation of tungsten cobalt (WCo3) intermetallic compound precipitates, which become trapped within the silver phase in the sintered composite material.
References
Minakova RV, Braterskaya GN, Teodorovich OK. Electrical contact materials: ways of reducing the consumption of tungsten and precious metals—a review. Powder Metall Met Ceram. 1983;22:217–26.
Leung CH, Kim HJ. A comparison of Ag/W, Ag/WC and Ag/MO electrical contacts. IEEE Trans Comp Hybrids Manuf Technol. 1984;CHMT-7(1):69–75.
Witter GJ, Warke WR. Proceedings of the 20th Holm conference on electrical contacts. The use of ceramic matrices infiltrated with silver for electrical contact. Chicago: Illinois Institute of Technology; 1974. p. 78–80.
Wakden P, Sale FR. Silver-tungsten contacts by the hydrogen reduction of silver tungstate. In: Proceedings of the 28th Holm conference on electrical contacts. Chicago: Illinois Institute of Technology; 1982. p. 101–7.
Walkden P, Albisten JN, Sale FR. Reduction of tungstates for production of silver-tungsten and silver-tungsten-nickel electrical contacts. Powder Met. 1985;28:36–42.
Moon IH, Lee JS. Sintering of W-Cu contact materials with Ni and Co dopants. Powder Metall Int. 1977;9:23–4.
Johnson JL, German RM. Chemically activated liquid phase sintering of tungsten-copper. Int J Powder Met. 1994;30:91–102.
Ryu SS, Kim YD, Moon IH. Dilatometric analysis on the sintering behavior of nanocrystalline W-Cu prepared by mechanical alloying. J Alloys Comp. 2002;335:233–40.
Ghosh C, Ozkal B, Upadhyaya A. Effect of activators on sintering of W-Cu alloys. 11th International metallurgy and materials congress. Proceedings E-Book; October 2002. p. 1688–96.
Walkden P, Sale FR. Silver tungsten contacts by the hydrogen reduction of silver tungsten. Proceedings of the annual Holm conference on electrical contacts. 1982. p. 101–7.
Albisten JN, Sale FR. Thermogravimetric studies of the hydrogen reduction of nickel tungstate. Thermochim Acta. 1986;103:175–80.
Sale FR, Albisten JN. Production and sintering of Ag-W composites containing Ni. In: Proceedings of the powder metallurgy-88 conference. Orlando, USA; June 1988. p. 1–15.
Skarsted RM, Geler S. (W4O16)8− polyion in the high temperature modification of silver tungstate. Mat Res Bull. 1975;10:791–9.
Moon IH, Huppmann WJ. Sintering behaviour of tungsten-silver contact materials with cobalt additions. Powder Metall. 1974;6:190–4.
Jones JP, Martin AD. High field microscopy of nickel on tungsten. Surf Sci. 1974;41:559–80.
Aslanoglu Z, Karakas Y, Ovecoglu ML, Ozkal B. Effects of nickel addition on properties of Ag-W electrical contact materials. Powder Metall. 2001;44:77–81.
Gessinger GH, Fischmeisle HF. A modified model for the sintering of tungsten with nickel additions. J Less Common Met. 1972;27:129–41.
Brophy JH, Hayden HW, Wulff J. The final stages of debnsification in nickel-tungsten compacts. Trans Met Soc AIME. 1961;221:1225–31.
Prill AL, Hayden HW, Brophy JH. The role of phase relationship in the activates sintering of tungsten. Trans Met Soc AIME. 1964;230:769–72.
German RM, Ham V. Observations on the compaction of binary thermite powder mixtures. Powder Technol. 1979;22:283–5.
Findik F, Uzun H. Microstructure, hardness and electrical properties of silver-based refractory contact materials. Mater Des. 2003;24:489–92.
Acknowledgements
Financial support from the Higher Education Commission (HEC) Pakistan, Islamabad, Pakistan is gratefully acknowledged
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Qureshi, A.H., Azhar, S.M. & Hussain, N. The effect of cobalt addition on sintering and microstructural behaviour of silver–tungsten (Ag–W) composite. J Therm Anal Calorim 99, 203–209 (2010). https://doi.org/10.1007/s10973-009-0152-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-009-0152-y