
Abstract
Three different silica filler materials were thermally treated in order to effect dehydration, dehydroxylation, and rehydroxylation. Samples were characterized by thermogravimetry (TG), pycnometry, elemental analysis, and scanning electron microscopy (SEM). For all fillers, our results indicate incremental removal of silanol groups at higher heating temperatures and irreversible dehydroxylation at over 673 K. To remove the organic content and maintain adequate silanol density for subsequent silanization on Stöber-type silica, we suggest heating at 673 K followed by overnight boiling in water.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Silica is one of the most abundant and versatile materials in the world. Ancient man used silica in its naturally occurring forms such as sand, flint, clay, and volcanic ash. Modern applications in paper, catalysts, absorbents, coatings, and composite technologies often evolved with the development of synthetic colloidal silicas and the ever-improving understanding of material properties [1–5]. For example, when used as composite fillers, silica materials (quartz, fumed silica, precipitated silica, colloidal silica, etc.) drastically improve the mechanical, thermal and rheological properties of the polymer matrix composites. The surface hydroxyl groups of silica including isolated, vicinal, and geminal silanols [6–8] are believed to play a key role in most of the aforementioned applications. Surface modification through reactions between silanols and silane coupling agents has been established as a widely used technique to engineer filler-resin interfaces and eventually composite properties [9, 10].
Due to the diversity in preparation and treatment of silica materials, widely scattered values of physical properties have been reported including density, porosity, and even silanol concentration. Zhuravlev studied over 100 amorphous silica samples prepared by different methods using deuterium exchange (DE) and mass spectrometric thermal analysis in conjunction with temperature-programmed desorption (MTA-TPD) [11–13]. An important conclusion of the well-known Zhuravlev model is that surface silanol (total or individual type) density for completely hydroxylated amorphous silicas is a physicochemical constant which varies as a function of heat treatment. The total maximal silanol density is 4.6–4.9 OH per nm2. The boundary temperature for removing physically adsorbed water (dehydration) was determined to be 463 ± 10 K compared to a broad range (383–923 K) reported in the literature. Heating at higher temperatures removes silanol groups (dehydroxylation) leading to the formation of siloxane bonds and gaseous water:
For example, vicinal silanols become completely removed after heating at 673 K. However, according to the Zhuravlev model, the dehydroxylated silica surface can be completely restored to the fully hydroxylated state by treatment with water (rehydroxylation).
We have previously prepared polymer composites with an ordered filler arrangement using spherical monodisperse silica particles [14]. The redispersibility of the dry powder in solvents/resins and subsequent formation of the colloidal crystalline structure depended on solvent polarity as well as silica surface modification (silanization) [15]. Thermogravimetric and TPD-MS measurements detected considerable organic content of this powder, which was prepared by the Stöber process [16].Footnote 1 In this work, we systematically investigated thermal treatments of this silica (Alfa Aesar-05) using a combination of decontamination, dehydration, dehydroxylation, and rehydroxylation at controlled temperatures (473–1,073 K). The rationale was to eliminate organic contaminants through heating [17], while using subsequent rehydroxylation to maintain an adequate silanol concentration. For comparison, we also used another spherical monodisperse silica (Nalco-2329) prepared by the sodium silicate route (see footnote 1) and an irregularly shaped ground glass (Esstech-V258). We expect that the investigation should enhance our understanding of the fundamental thermal behaviors of different silica filler materials, and thus provide guidelines to practical optimization of composite preparation.
Experimental
Materials
Dry monodisperse silica powder, Alfa Aesar-05 (AA-05) was purchased from Alfa Aesar, Ward Hill, MA. Nalco-2329 (N-2329), and another monodisperse silica was received in an aqueous dispersion (40 mass%) from Nalco Chemical Company, Naperville, Illinois. A dry powder of Nalco silica was obtained by centrifugation (12,000 rpm, 30 min) followed by overnight vacuum drying. Non-silanized barium borosilicate glass Esstech-V258 (V258) was received courtesy of Esstech, Inc., Essington, PA. Sodium peroxodisulfate (ACS, 98+%) and acetone (ACS, 99.5%) were purchased from Acros Organics, Morris Plains, NJ, and were used as-received. Ethyl acetate (99.5% min.) was purchased from Mallinckrodt Baker, Inc., Phillipsburg, NJ, and was used without further purification.
Pretreatment methods
The decontamination procedure was adopted from Shirai et al. [18]. Particles were washed in a boiling sodium peroxodisulfate solution (5 mass%) for 15 min, then ultrasonically rinsed with acetone for 30 min. Dehydration was done by heating the particles at 473 K for 2 h. Dehydroxylation was done by heating the particles at 673, 873, or 1,073 K for 2 h. Rehydroxylation was carried out by boiling the particles overnight in deionized water.
Sample preparation
Table 1 describes the pretreatment procedure for each filler material (Alfa Aesar-05, Nalco-2329, or Esstech-V258). For example, sample j was prepared as follows: as-received → peroxodisulfate clean → 1,073 K heat → rehydroxylate → 473 K dehydrate. Overall, 30 samples were prepared.
Analytical methods
Scanning electron microscopy (SEM) images of powder samples were collected using a FEI XL30 ESEM in the high vacuum mode. Samples were first sputter-coated with Pt/Pd.
Thermogravimetry (TG) of as-received and treated fillers (50–100 mg) was performed using a PerkinElmer Pyris 6 Thermogravimetric Analyzer. Samples were heated from 303 to 1,273 K at a temperature ramp rate of 20 K min−1, and with air as sample purge gas (20 mL min−1).
The density of each material was determined at room temperature by displacement of ethyl acetate using a 10 mL Gay-Lussac type pycnomer. The standard deviation of 6 measurements of as-received Alfa Aesar-05 was ~0.9%. For all other powders, the density was recorded as the average of two measurements.
The total carbon content was determined by titrating the converted product of a sample (>100 mg) burned in an oxygen atmosphere at a temperature not lower than 1,673 K using a Leco induction furnace. The measurements were done at Galbraith Laboratories Inc., Knoxville, TN.
Results and discussion
SEM images
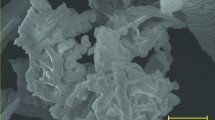
Figure 1 shows the SEM images of the three fillers. Both AA-05 and N-2329 appear fairly spherical with a diameter of ~500 and ~75 nm, respectively, while V258 (median size ~700 nm) is irregularly shaped. Particle analysis using the NIH ImageJ program [19, 20] showed that AA-05 had a narrower size distribution (~5%) than N-2329 (~10%). After heating at 1,073 K, the ground glass (V258) became fused as shown in Fig. 1d, whereas the other two powders remained free-flowing with non-fused spherical particles. Other authors also reported nearly unchanged size and shape of Stöber-type silica particles after 1,073 K treatment [21].

SEM images of silica fillers: a as-received Alfa Aesar-05, scale bar 2 μm; b Nalco-2329 after centrifugation and overnight vacuum drying, scale bar 100 nm; c as-received Esstech-V258, scale bar 2 μm; d Esstech-V258 after 1,073 K heat treatment (sample i), scale bar 2 μm
Dehydration, dehydroxylation and decontamination
The TG curves of 30 samples were collected. Figure 2 is a typical TG curve for as-received AA-05 silica. The mass loss (ΔM) between 303 and 473 K was due to removal of volatile components, mostly physically adsorbed water (dehydration). ΔM between 473 and 1,273 K involved removal of some silanol groups (dehydroxylation) as well as organic content (if any). The mass loss results for each material are summarized in Table 2.

TG curve of as-received Alfa Aesar-05
The effects of heating were identified by comparing the mass losses of samples a (original), b (473 K), e (673 K), g (873 K), and i (1,073 K), as shown in Fig. 3. A comparison between samples a and b (ΔM a/303–473 K ≫ ΔM b/303–473 K; ΔM a/473–1273 K ≈ ΔM b/473–1273 K) indicates that heating at 473 K mainly removed physically bonded water (dehydration) and did not significantly eliminate silanols or any organic component. For all fillers, a monotonic declining pattern is shown in Fig. 3b in terms of ΔM 473–1273 K, i.e. a (≈ b) > e > g > i. This is consistent with the Zhuravlev model [13], as fewer silanols and organic material should remain after treatment at higher temperature. As for ΔM 303–473 K (Fig. 3a), two exceptions occurred for the above pattern, i.e. N-2329 g < i and V258 b < e. This may be because physical adsorption of water (ΔM 303–473 K) is highly susceptible to “noise” such as environmental moisture and storage conditions. It is, however, noteworthy (see Table 2) that the previously hygroscopic silicas (which are hygroscopic due to the hydrophilic nature of silanols) became less so after heating, as the surfaces became more hydrophobic (i.e., silanols are replaced by siloxane bonds). Decontamination seemed not to affect silanols significantly (for N-2329 and V258, ΔM d/473–1273 K ≈ ΔM b/473–1273 K). The observed lower ΔM 473–1273 K (d < b) for AA-05 was due mainly to the loss of organic content (see Table 4).

Effects of heating (samples a, b, e, g, and h): a 303–473 K mass loss (ΔM); b 473–1,273 K mass loss
Rehydroxylation
The reversibility of dehydroxylation and rehydroxylation of silica has been a controversial topic in the literature. The heating temperature of ~673 K appeared to be critical. Some investigators claim that complete rehydroxylation (i.e., reaching the maximal silanol density) was possible only for samples heated below ~673 K [6, 22, 23] (also see references 35, 37, 38, 41, 121 in reference [13]). Above this temperature, only partial hydroxylation could be achieved. Nevertheless, Zhuravlev claimed that the dehydroxylated silica surface could be fully restored to its maximum hydrated state, and that boiling silica in water was effective for rehydroxylation [13]. For example, their experiments showed boiling in water for 5–10 h was sufficient to completely rehydroxylate a silica sample previously calcined at 1,123 K. Our results regarding rehydroxylation (boiling in water for over 16 h) are plotted in Fig. 4. The mass loss difference before and after rehydroxylation (Fig. 4b) exhibited positive gains in ΔM 473–1273 K for all samples except AA-05 c (due to organic content), indicating that boiling in water did at least partially restore surface silanol coverage. While no uniform pattern was found for all 3 fillers in terms of the change in ΔM 473–1273 K after rehydroxylation (Fig. 4b), the same diminishing pattern (c > f > h > j) applies to all of them (Fig. 4a) with respect to the ΔM 473–1273 K values. In other words, none of the rehydroxylated samples could be restored to its fully hydroxylated state (sample c). However, the difference in ΔM 473–1273 K between f and c is considerably lower than that between h (or j) and c. This supports the irreversibility of rehydroxylation after samples are treated at temperature higher than 673 K. The decrease of hydrophilicity after heating at high temperature could account for the difficulty of complete rehydroxylation through the reaction between water and the hydrophobic siloxanes.

Effect of rehydroxylation: a 473–1,273 K mass loss (ΔM) of samples c, f, h, and j; b difference (Diff.) in mass loss (473–1,273 K) before and after rehydroxylation
Density
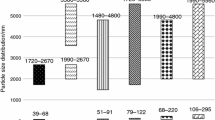
Pycnometry was used to determine the density of all the filler materials. The precision of the density measurement was validated by the relatively small standard deviation (~0.9%) of six measurements of as-received AA-05. The density data (Table 3) is plotted in Fig. 5. The measured density of N-2329 is in excellent agreement with that of Ludox silica (~2.20 g cm−3), a non-porous amorphous silica also made through neutralization of an aqueous silicate solution [3]. This N-2329 density shows no appreciable fluctuation with regard to thermal pretreatments, indicating its stable structure is highly resistant to heat or water attack. Being a ground glass, V258 possesses a higher density (~3.0 g cm−3). The increase in density of V258 i and j may be related to melting of the glass.

Density results of silica fillers (samples a–j)
Stöber silica was synthesized through ammonia-catalyzed hydrolysis and condensation of alkoxysilane. The density of AA-05 samples shows a roughly 3-stage profile, with the lower density (samples a–f, ~1.9 g cm−3) consistent with the reported range for Stöber silicas [24, 25]. Stöber silica has been characterized as a type of incompletely condensed, porous (pore size <2 nm) silica [25–27]. The pores are usually undetectable by standard nitrogen BET method. The increased densities for our AA-05 samples g–j indirectly confirm the porous structure, since collapse of these pores during heat treatment (≥873 K) provides a logical cause for the density increase. In fact, treatment at 1,073 K brought the density of AA-05 very close to that of the non-porous N-2329. The rehydroxylation process did not exhibit a large influence on density.
Organic content
The organic content of each filler material was determined by the combustion method. The as-received AA-05 was confirmed to contain considerable organic content (>2 mass% carbon), whereas the organic contamination in N-2329 and V258 appeared to be negligible (~0.1 mass% carbon). The total carbon contents for all 10 AA-05 samples are listed in Table 4. The source of carbon content for Stöber-type AA-05 comes from the incomplete hydrolysis of alkoxysilane such as tetraethylorthosilicate. Figure 6 shows the organic content profile for AA-05 a–j along with their densities. Boiling samples in water (rehydroxylation) clearly helped to complete the hydrolysis of the residual alkoxy groups and thus consistently reduced carbon content after each rehydroxylation (see Table 4). Heating then more thoroughly removed remaining organic content. A comparison between the organic content and density profiles shows that treatment temperature (therefore porosity), rather than organic content is the major factor that influences the density of AA-05. For example, the large variation in carbon content (samples a–e) did not induce a large change in the sample density, which increased drastically, however, when carbon content actually leveled off.

Organic content (percentage of carbon element) and density of Alfa Aesar-05 samples a–j
Monodisperse Stöber-type silicas [28] contain features such as silanols, pores, and organic content, and their contents vary with its thermal history. Heating Stöber silicas has been reported previously, but occasionally one or more of these features were neglected. Our work suggested two seemingly disparate directions for removing unwanted organic content, either boiling (in water) or burning (in oven). Nearly 75% of the total carbon was removed by simple boiling (sample c), and a combined burning (673 K) and boiling (sample f) eliminated over 90% of the carbon content. It is, however, not suggested to use temperature higher than 673 K, as the irreversible loss of silanols may lead to inefficient silanization.
Conclusions
We have studied thermal pretreatment of three different filler materials using dehydration, dehydroxylation, and rehydroxylation. The spherical colloidal fillers (AA-05 and N-2329) were found to be more heat-resistant than the ground glass V-258, which fused at over 1,073 K. For all three fillers, heating at higher temperature incrementally removes silanol groups, and after heating over 673 K rehydroxylation can only partially restore silanol density. Considerable organic content was found for the AA-05 Stöber silica. The increase in density of AA-05 filler is attributed to the heating-induced collapse of its pores. We suggest heating at 673 K followed by overnight boiling in water to thoroughly remove organic content from Stöber silica.
Notes
Our personal communication with the material suppliers indicated that alfa aesar-05 was synthesized by Stöber process and nalco-2329 was prepared through the sodium silicate route.
References
Graham T. On liquid diffusion applied to analysis. J Chem Soc. 1862;15:216–70.
Graham T. On the properties of silicic acid and other analogous colloidal substances. J Chem Soc. 1864;17:318–27.
Iler RK. The chemistry of silica: solubility, polymerization, colloid and surface properties and biochemistry of silica. New York: Wiley-Interscience; 1979.
Bergna HE, Roberts WO, editors. Colloidal silica: fundamentals and applications. Boca Raton: CRC/Taylor & Francis; 2006.
Klapdohr S, Moszner N. New inorganic components for dental filling composites. Monatshefte für Chemie. 2005;136:21–45.
Hair ML. Hydroxyl-groups on silica surface. J Non-Cryst Solids. 1975;19:299–309.
Maciel GE, Sindorf DW. Si-29 nuclear magnetic-resonance study of the surface of silica-gel by cross polarization and magic-angle spinning. J Am Chem Soc. 1980;102:7606–7.
Sindorf DW, Maciel GE. Si-29 NMR-study of dehydrated rehydrated silica-gel using cross polarization and magic-angle spinning. J Am Chem Soc. 1983;105:1487–93.
Plueddemann EP. Silane coupling agents. New York: Plenum; 1982.
Antonucci JM, Dickens SH, Fowler BO, Xu HHK, McDonough WG. Chemistry of silanes: interfaces in dental polymers and composites. J Res Natl Inst Stand Technol. 2005;110:541–58.
Zhuravlev LT. Concentration of hydroxyl groups on the surface of amorphous silicas. Langmuir. 1987;3:316–8.
Zhuravlev LT. Structurally bound water and surface characterization of amorphous silica. Pure Appl Chem. 1989;61:1969–76.
Zhuravlev LT. The surface chemistry of amorphous silica. Zhuravlev model. Colloids Surf, A. 2000;173:1–38.
Wan Q, Sheffield J, McCool J, Baran G. Light curable dental composites designed with colloidal crystal reinforcement. Dent Mater. 2008;24:1694–701.
Chen GD, Zhou SX, Gu GX, Yang HH, Wu LM. Effects of surface properties of colloidal silica particles on redispersibility and properties of acrylic-based polyurethane/silica composites. J Colloid Interface Sci. 2005;281:339–50.
Stöber W, Fink A, Bohn E. Controlled growth of monodisperse silica spheres in the micron size range. J Colloid Interface Sci. 1968;26:62–9.
Huang WL, Liang KM, Gu SR. Calcining silica gels at different drying stages. Mater Lett. 2000;46:136–41.
Shirai K, Yoshida Y, Nakayama Y, Fujitani M, Shintani H, Wakasa K, et al. Assessment of decontamination methods as pretreatment of silanization of composite glass fillers. J Biomed Mater Res. 2000;53:204–10.
Rasband W. Imagej. U.S. National Institutes of Health, Bethesda, Maryland, USA. 1997–2006. http://rsbinfonihgov/ij.
Abramoff M, Magelhaes P, Ram S. Image processing with imagej. Biophotonics Int. 2004;11:36–42.
Kobayashi M, Skarba M, Galletto P, Cakara D, Borkovec M. Effects of heat treatment on the aggregation and charging of Stöber-type silica. J Colloid Interface Sci. 2005;292:139–47.
Lafargue PE, Gaumet JJ, Muller JF. Analysis of thermally treated silica gel using fourier transform ion cyclotron resonance mass spectrometry. Chem Phys Lett. 1998;288:494–8.
Dugas V, Chevalier Y. Surface hydroxylation and silane grafting on fumed and thermal silica. J Colloid Interface Sci. 2003;264:354–61.
Jethmalani JM, Sunkara HB, Ford WT, Willoughby SL, Ackerson BJ. Optical diffraction from silica-poly(methyl methacrylate) composite films. Langmuir. 1997;13:2633–9.
Labrosse A, Burneau A. Characterization of porosity of ammonia catalysed alkoxysilane silica. J Non-Cryst Solids. 1997;221:107–24.
Wells JD, Koopal LK, de Keizer A. Monodisperse, nonporous, spherical silica particles. Colloids Surf, A. 2000;166:171–6.
Leite CAP, de Souza EF, Galembeck F. Core-and-shell nature of strober silica particles. J Braz Chem Soc. 2001;12:519–25.
Xia Y, Gates B, Yin Y, Lu Y. Monodispersed colloidal spheres: old materials with new applications. Adv Mater. 2000;12:693–713.
Acknowledgements
Support from NIH R21DE018330 is appreciated. We thank Esstech and Nalco for providing materials.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Wan, Q., Ramsey, C. & Baran, G. Thermal pretreatment of silica composite filler materials. J Therm Anal Calorim 99, 237–243 (2010). https://doi.org/10.1007/s10973-009-0139-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-009-0139-8