
Abstract
The reaction route 64Ni(p,n)64Cu is very popular for the preparation of 64Cu because its entrance channel is accessible at low energies and yield of reaction is quite high. However, a high price of the enriched 64Ni is a disadvantage of this reaction path; hence, preparation of a chemically pure nickel targets for the production of 64Cu using COSTIS (Compact Solid Target Irradiation System) is of a great research interest. In this paper, effects of boric acid, composition of electrolytic bath and electrochemical process conditions on the quality of nickel films deposited on 2 mm thick gold or platinum disc targets were investigated. Chemical purity of the electrodeposited nickel was measured by the Auger electron spectroscopy and the surface quality of targets was studied microscopically (SEM). A SRIM program was used for a thickness target calculation. COSTIS target station was installed at the end of the external beam line of the IBA Cyclone 18/9 cyclotron, and the irradiation surface of target was optimized. The target station has been equipped with Al or Nb window foil in the front of the target to degrade the beam energy to an optimal value.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Increase of production of the radiopharmaceuticals labeled with 64Cu can be seen in the last years. This interest is related to physical properties of 64Cu (T 1/2 = 12.7 h; β− 37.1%, β+ 17.9%) and easy radiopharmaceuticals preparation. 64Cu can be used for both the therapeutic (β−) and for a diagnostic (β+) PET applications. For example, 64Cu was used for hypoxia tumor diagnosis [1], for labeling of peptides for diagnostic and therapy of non-oncological illnesses [2] and other cases.
The demand for 64Cu is on the increase because it allows for its production with high specific activities and high yields of 64Cu using typical biomedical cyclotrons (11–18 MeV proton energy ranging). The commercial companies have started to develop a devices for automated 64Cu production, for example Syntera Cu-64 (IBA, Belgium) [3] or Alceo metal light (Comecer, Italy) [4].
There are more reaction routes for 64Cu production, for example 64Zn(d,2p), 66Zn(d,α), 68Zn(p,αn), 64Zn(n,p), 64Ni(d,2n), 64Ni(p,n). However, the 64Ni(p,n) is very suitable due to the large cross-section for energy of protons which can be easily reached in small biomedical cyclotrons. Although some radiochemical impurities are caused by the competitive reaction 64Ni(p,α)61Co (3%), they are insignificant since 61Co has a short half-life (1.6 h). The target material may contain also a small amount of other radiochemical impurities namely, isotopes produced by the reaction (57Ni, 55–58Co). Elimination of these impurities is possible using highly enriched 64Ni.
Production of 64CuCl2 can be described in these steps:
-
Preparing of a target by electrodeposition—a galvanostatic or potentiostatic electroplating of Ni on thick gold or platinum target
-
irradiating the target
-
dissolving of a target material and separation of (64Ni) and 64Cu
-
preparing of a 64CuCl2 solution
The aim of this study was development an electroplating method for preparation of a nickel target suitable for COSTIS assembly. The desired product is a thick layer of metalic nickel on a gold disc.
Materials and methods
All chemical compounds used in this study were obtained from ApplyChem without further purification. Considering a high price of enriched 64Ni, the optimization of the electroplating method for target preparation was realized using a natural Ni. It is planned that experiments will continue with enriched 64Ni (>99 %) and high purity chemicals due to guarantee the maximal radiochemical purity 64Cu.
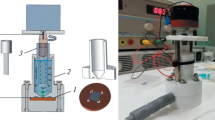
Electroplating of Ni was realized using electroplating cell made of PEEK (Polyether ether ketone) material. The gold disk (2 mm of thickness × 24 mm of diameter) was used as a cathode and Pt wire was used as an anode. Saturated calomel electrode was used as a reference electrode in the case of potenciostatic method. The PARSTAT (Princeton Applied Research USA) was used for galvanostatic, potentiostatic and pulse electroplating. The electroplating was performed with a model solution containing NiSO4, H3BO3 and NH4Cl with pH adjusted to 9 with 25% NH4OH. A volume of model solution was 6 mL containing 100 mg of nickel.
Another set of experiments was performed with a model solution containing 0.5 g NiSO4·6H2O and 0.056 g H3BO3 in 5 mL H2O. This solution was called “all-sulfate solution”, since it contained no chloride anions. The pH values of this solution before and after electrodeposition are provided in Table 1.
Electrodeposition was performed in galvanostatic mode at current 10–100 mA. Electroplating was accomplished within 1.5–12 h. A thickness of Ni layer was determined by calculation after weighing of Ni on a disk for 1.13 cm2 area. A quality of surface layer was examined by SEM (scanning electron microscope).
COSTIS target station was installed at the end of the external beam line of the IBA Cyclone 18/9 cyclotron. The target station has been equipped with 300 μm Nb window foil in the front of the target to degrade energy to energy for nuclear energy less than 14 MeV. The homogeneous beam with area of 1.2 cm2 with of 5 μA proton and energy less than 14 MeV was applied. Since the external beam line of the cyclotron has no beam diagnostic devices, several aluminum plates were irradiated in the COSTIS target station with 5 μA proton beams for 5 min with different settings for the beam focusing quadruple magnets. After 15 min decay time the plates were scanned by a TLC scanner miniGita (Raytest) along the horizontal and vertical central axes of the plates in order to visualize the beam shape Fig. 1. The settings providing the most homogeneous beam spot on the target was selected and will be used further for the real target irradiations.

Beam profile measured on Al disk; Nb window 300 μm
Results and discussion
Target thickness
SRIM program was used for calculation a thickness target optimization needed to the maximal using of protons with energy 12 MeV. It was found that thickness 120 μm Ni is needed to decrease energy from 12 to 9 MeV. This thickness represents 120 mg Ni for surface area 1.2 cm2. Figure 2 shows the dependence of energy of protons on the target thickness.

Dependence of energy losses on thickness of Ni layer
We put the accent on the simplicity of electrolyte. A Watts bath is commonly used in the plating industry. A typical Watts bath contains nickel sulfate, nickel chloride, and boric acid. Each component of the Watts formulation performs a very important and necessary role in the production of satisfactory deposits. We tried to electroplate Ni from both the chloride and sulfate baths. There was found no difference in amount of electroplated nickel, but the complexation of Ni by chloride anions caused that Ni layer was more adhesive to the gold target.
Influence of boric acid
A favorable influence of H3BO3 on the nickel electroplating is well-know from literature [5–7]. Boric acid plays a dual role; it acts as a small molecule surfactant, which adsorbs on the surface of the cathode, and it also buffers the hydrogen ion concentration in the cathode film. If it is not present, the cathode film pH in the higher current density regions very quickly exceeds 6.0 and nickel hydroxide is precipitated and co-deposited along with hydrogen, resulting in a green nodulation or burned deposit. It means that the concentration of boric acid defines which of the three types of nickel deposit is produced: metallic nickel (Fig. 3), a green powder (a mixture of nickel oxide and nickel hydroxide) and a black powder (nickel oxohydroxide) [8]. A low boric acid concentration results in the surface pitting or roughness in high current density regions. Boric acid, therefore, plays a very important role in establishing the upper limits of the applied current density. Zech and Landolt [6] proposed a mechanism of the buffering activity of H3BO3 as a two-steps process:

The surface of the gold disk coated with Ni from the 0.5 g NiSO4·6H2O + 0.05 g H3BO3 in 5 mL H2O, pH 4.5, after 2 h, current 30 mA
We have investigated two ways of electroplating of nickel: while one solution contained both the nickel sulfate and boric acid, the second one contained only NiSO4. It was a noticeable difference in quality of the target surface prepared in the absence and presence of H3BO3. Absence of boric acid resulted in a high surface roughness and pitting of the nickel target surface. 2 mm gold discs were used as a support material for a target preparation.
Developing a method for nickel electroplating, two important factors should be considered. The first factor is the quality the electroplated film of metal: both the perfect surface of the deposited nickel layer and its thickness suitable for the proton irradiation are desirable.
The second factor, and not less important, is a quantitative electrodeposition of very expensive 64Ni. The quantity of 64Ni deposited on disk can be calculated by equation according to the Faraday’s law:
where: m is the amount of nickel deposited at the cathode in milligrams; I is the current that flows through the plating cell, in miliamperes; t is the time that the current flows, in second; and b is the current efficiency ratio (unitless) for the reaction of interest. In almost all cases, the anode efficiency is 100% (a = 1). For the surface of 1.2 cm2 as used in the experiments, approximately 1 mg deposited Ni is equal to the layer of 1 μm.
In Table 1 the influence of the sulfate-only electrolyte composition on quality and quantity of Ni surface was studied. The bath contains NiSO4·6H2O 0.5 g and (i) 0.056 g H3BO3, (ii) 0.118 g H3BO3, (iii) 0.235 g H3BO3 in 5 mL H2O. Electroplating was realized by a current of 30 mA during 2 h.
As can be seen in Table 1, even fourfold increase of boric acid concentration in the sulfate-only nickel solution has no effect on the amount of plated nickel.
Auger spectroscopy
After a target irradiating, the targets was dissolved in 6 M HCl. However, it was found that if target is put into a concentrated HNO3, the Ni layer doesn’t dissolve, but it splits from the gold cathode as a thin film, without a weight loss of Ni. This fact allows investigating the Ni-films obtained in this way by Auger spectroscopy.
An Auger electron spectrum of nickel films is shown in Fig. 4. After the thin layer surface removal with Ar gun from this thick Ni-film only peaks typical for Ni were observed.

AES spectrum-top of nickel layer after a thin surface removal
The Auger electron spectrum for top side of the nickel film does contain the boron peak neither before nor after a surface removal. It confirms that boron does not occur in the whole thickness of the Ni film. Boron has been found only on bottom surface of the Ni film and it confirms that boric acid acts as a surfactant, forming a cathode surface layer.
Efficiency of electroplating
We also focused on a quantitative plating of Ni on a gold target. The high efficiency of nickel electroplating is required considering a high cost of target material. We used Watts nickel plating solution which is most popular nickel electroplating solution. The electroplating in this solution should carry on at pH = 1.5–4.0 [9]. The initial pH before electroplating was 4.6. However, during a 2-h electroplating pH decreased to 1.4. It is caused by the electrochemical reactions, undergoing in the system. Table 2 shows the decrease in quantity of electroplated nickel as a function of time. The electrolyte contained 111 mg Ni. After 24 h, 31 mg (28%) was deposited on a gold target. If pH is very low (1.2–1.4), a vast majority of current is consumed on the hydrogen evolution reaction (HER) on a cathode.
Therefore, it was decided to adjust pH of the bath to 9 with 25% ammonium hydroxide according to study by McCarty et al. [10]. Our bath, containing 0.5 g NiSO4·6H2O, 0.056 g H3BO3 and 0.5 g NH4Cl in 5 mL H2O, was brought to pH 9. Simultaneously, NH4Cl/NH4OH buffer [4] was added to keep pH at 9 during the whole electrodeposition process. As the electroplating process continued, the color of the electrolytic bath turned from dark blue to colorless. The full loss of color indicates that electrodeposition is finished. The efficiency of electroplating in this bath was 96%.
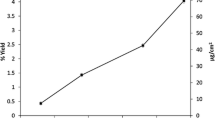
The dependence in Fig. 5 shows the exponential decrease of the nickel concentration in the bath during the electrodeposition. After 6 h, the deposition is completed with an operating current of 30 mA. If the current is increased to 100 mA, a deposition is completed in 1.5 h. We were interested in the influence of the current density on the quality of Ni layer. Figures 6 and 7 obtained by SEM show the structure of Ni layer. The difference of current used on the nickel surface is that the higher current is causing more roughness surface with a shape like cauliflower.

Decrease of nickel in the bath during the electrodeposition

Ni surface on gold disk in ×500 SEM (electroplating by 30 mA)

Ni surface on gold disk in ×500 SEM (electroplating by 100 mA)
At pH 9, electrodeposition of nickel proceeds according to the mechanisms proposed by Davison and Harrison [11] and Philip and Nicol [12], see Reactions 3–5:
The mechanism of electrochemical reduction of atomic nickel from chloride medium in the presence of ammonium chloride was studied by Cruz-Gaona and Dreisinger [13], who explained the nickel electrodeposition at the cathode from ammonia-ammonium chloride solution by the reaction (6):
By using the program Medusa (available free-of-charge from http://www.kemi.kth.se/medusa/), a distribution diagram for the Ni-speciation versus pH of was constructed (Fig. 8). It is very similar to the diagram reported by Grujicic and Pesic [14]. There are three pH regions in Fig. 8. The first region (0–7.5) is characterized by sulfate complex. From pH 7.5 to 12, there are nickel ammonia complexes (NiNH3 2+ to Ni(NH3) 2+6 ), and the last one is the region of nickel hydroxide as stable species.

Distribution-pH diagram for 10 mM Ni2+ in ammonium chloride solution
Conclusion
The preparation of a nickel target was studying using a natural nickel. The bath containing NiSO4, H3BO3 and NH4Cl (pH 9) was chosen as a model electrolyte for electrochemical experiments. Cyclic voltammetry with three-electrode connection was utilized to characterize this system. The electrolytic cell with agitation and heating was constructed and the potentiostatic and galvanostatic target preparing experiments were performed. The quality of nickel layer was verified by Auger spectroscopy and SEM. It was found that the nickel layer prepared by the method examined in this paper contains only nickel without impurities of other elements present the electrolytic solution. The influence of boric acid on the quality of target was investigated and its amount was optimized.
References
Obata A, Yoshimoto M, Ksamatsu S et al (2003) Intra-tumoral distribution of 64Cu-ATSM: a comparison study with FDG. Nucl Med Biol 30(5):529–534
Sosabowsky J, Melendez-Alafort L, Mather S (2003) Radiolabelling of peptides for diagnosis and therapy of non-oncological diseases. J Nucl Med 47(4):223–237
Serdons K, Verbruggen A, Bormans GM (2009) Developing new molecular imaging probes for PET. Mol Imaging 48(2):104–111
Matarrese M, Bedeschi P, Scardaoni R et al (2009) Automated production oc copper radioisotopes and preparation of high specific activity [64Cu]Cu-ATSM for PET studies. Appl Radiat Isotopes doi: 10.1016/j.apradiso.2009.08.010
Šupicová M, Rozik R, Trnková L et al (2006) Influence of boric acid on the electrochemical deposition of Ni. J Solid State Electrochem 10:61–68
Zech N, Landolt D (2000) The influence of boric acid and sulfate ions on the hydrogen formation in Ni–Fe plating electrolytes. Electrochim Acta 45:3461–3471
Loar GW (2008) Nickel plating, products finishing magazine ®Gardner Publications, Inc.; available at: http://www.pfonline.com/articles/pfd0015.html
Njaw KN, van der Woude ME, Rutgers-van der Steen K et al (1999) 5th European symposium on electrochemical engineering: 161
Kopeliovich D Nickel electroplating. http://www.substech.com/dokuwiki/doku.php?id=nickel_electroplating
McCarthy DW, Shefer RE, Klinkowstein RE et al (1997) Efficient production of high specific activity copper-64 using a biomedical cyclotron. Nucl Med Biol 24:35–43
Davison W, Harrison JA (1972) The reduction of aqueous nickel ammine complexes. J Electroanal Chem 36:399–410
Philip HI, Nicol MJ (1976) The electrodeposition of nickel from ammoniacal solutions, project report no. 1804. National Institute for Metallurgy, Randburg
Cruz-Gaona R, Dreisinger D (2003) Study of the cathodic processes during the nickel electrowinning from ammonia-ammonium chloride solutions. In: Electrochemistry in mineral and metal processing VI. The Electrochemical Society, New Jersey
Grujicic D, Pesic B (2006) Electrochemical and AFM study of nickel nucleation mechanisms on vitreous carbon from ammonium sulfate solutions. Electrochim Acta 51:2678–2690
Acknowledgments
This work was supported by the Slovak Research and Development Agency under the contract No. VMSP-P-0075-09.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Rajec, P., Csiba, V., Leporis, M. et al. Preparation and characterization of nickel targets for cyclotron production of 64Cu. J Radioanal Nucl Chem 286, 665–670 (2010). https://doi.org/10.1007/s10967-010-0736-9
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10967-010-0736-9