
Abstract
Biodegradable polymer blends of high-molecular-weight poly(3-hydroxybutyrate) (PHB) and poly(lactic acid) (PLA) are not miscible in general. Yet, by decreasing the molecular weight of PHB, the low-molecular-weight PHB could have improved miscibility with the PLA. In this study, a melt-induced degradation process of PLA/PHB blends was therefore implemented, termed the in-situ self-compatibilization approach, to produce low-molecular-weight PHB during melt blending process. The solution blends of PLA and oligomer PHB (PLA/OPHB) were also prepared as a basis to understand the role of low-molecular-weight PHB to improve its miscibility with PLA in PLA/PHB blends. Only one single glass transition temperature (Tg) was found for the resulting PLA/PHB blends at compositions of 95/05 to 80/20, proving that the miscibility was greatly improved by decreasing molecular weight of PHB. Because the degraded PHB had a relatively lower Tg, it thus provided plasticization effect to the PLA and resulted in the decreased crystallization temperature. Moreover, with increasing PHB content to 20% in the blend, the elongation at break increased significantly from 7.2% to 227%, more than 30-fold. The extensive shear yielding and necking behavior were observed during tensile testing for the blend of 80/20. The localized plasticization within PLA/PHB matrix with the reduction of local yield stress and the well-dispersed PHB crystallites were the major contributing factors to trigger shear yielding phenomenon. Moreover, initial modulus decreased only 20%, from 1.68 to 1.35 GPa. A common problem of severely reduced stiffness from the added plasticizer encountered in the plasticized PLA blends was therefore not perceived here.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Owing to a growing environmental concern toward a sustainable society, biodegradable polymers have received great attention over the years. There are several types of biodegradable polymers available in the commercial market, including poly(lactic acid) (PLA), polycaprolactone (PCL), poly(butylene succinate) (PBS) and its copolymers, etc. In particular, biodegradable polymers derived from natural renewable resources, such as starch, cellulose, chitosan, PLA, and poly(hydroxyalkanoates) (PHAs), feature the merit of low carbon footprint through the green characteristics of “from cradle-to-cradle” concept. Among those polymers, poly(lactic acid) (PLA) synthesized via the ring opening polymerization of lactide derived from starch fermentation is considered as the one of most widely used bio-based polymers in the environmental and biomedical applications in light of its biodegradability, biocompatibility, and non-toxicity [1, 2]. In addition to PLA, PHAs are directly produced by fermentation of a variety of bacteria, such as Ralstonia eutropha, Alcaligenes latus, Azotobacter vinelandii, and pseudomonads, under a special condition of nutrient deficiencies and excess carbon source [3, 4]. They are also highly potential biodegradable polymers, as more than 100 types of PHAs with different monomeric units have been identified, depending on the bacterial strains, carbon sources, and fermentation conditions. Among PHAs, poly[(R)-3-hydroxybutyrate] (PHB) is the most common PHA available in the market. However, the high price of PHB inevitably limits its application in comparison with commodity polymers, despite of its bio-resourced advantage with a low environmental impact.
Even though PLA is gaining popularity in recent years, yet neat PLA is often limited to specific applications due to its brittleness. In order to further expand its applications, the blending of PLA with other polymers to endow PLA with high ductility or toughness provides a feasible and practical method [5,6,7,8,9,10,11,12,13,14,15,16]. In addition, several types of plasticizers have been investigated to improve the ductility of PLA, such as citrate esters, glycerol, poly(ethylene glycol) (PEG), lactic acid oligomers, oligoesters and oligoesteramides [17,18,19,20]. Among all the above-mentioned additives, it would be desirable to blend PLA with other biodegradable polymers to retain biodegradability. However, the immiscibility of PLA with most biodegradable polymers often requires additional compatibilizers to better improve their miscibility. Also, for the plasticized PLA, the stiffness is often reduced greatly. Therefore, there is still a room for improvement to those blending approaches.
To combine the merit of PLA and PHB, some efforts have been made to investigate the miscibility and properties of PLA/PHB blends in the literature [21,22,23,24,25,26,27,28], in which most blends were prepared by a solution blending method using a co-solvent. Most literature has shown that high-molecular-weight PHB and PLA are not miscible over the whole composition range. For example, Zhang et al. [21] prepared PLA/PHB blends by dissolving the binary polymers in chloroform and casting films. They concluded that PLA and PHB were immiscible in the amorphous state. In another study, Zhang and Thomas [22] adopted a melt blending process to prepare the blends of an amorphous PLA with PHB. They also confirmed the PLA was not miscible with the PHB and the presence of amorphous PLA significantly reduced the crystallinity of the quenched PLA/PHB samples as well as the size of the PHB spherulites. In addition, these PHB spherulites could be well dispersed in the amorphous PLA phase. In principle, the miscibility of different polymers depends on their chemical structures, molecular weights, concentrations, and the temperature. Koyama and Doi [25] found that the miscibility of binary blends of PHB with PLA was strongly dependent on the molecular weight of the PLA component. They showed that the PHB was only miscible with low-molecular-weight PLA. This was further studied by Zhang et al. [26]. Likewise, the miscibility of the binary PLA/PHB blends could also depend on the molecular weight of the PHB component. However, only a few studies could be found on the PLA blends with low-molecular-weight PHB. For example, Focarete et al. [27] synthesized an atactic poly[(R,S)-3-hydroxybutyrate)] (a-PHB) having a number-average molecular weight (Mn) of 31 kg/mol by bulk polymerization of (R,S)-β-butyrolactone. Unlike natural PHB which was produced by bacteria, this atactic a-PHB was amorphous and could not be biodegradable. It was then blended with crystalline poly(ε-caprolactone) (PCL) or poly-L-lactic acid (PLLA) for the purpose that the crystalline region could induce the biodegradation of a-PHB. Additionally, they found that this atactic a-PHB could be miscible with the PLLA. Yet, when using a high-molecular-weight a-PHB of 93 kg/mol, Ohkoshi et al. [28] found that the binary blend was still immiscible in the melt. Nonetheless, the effect of molecular weight of natural bacteria-produced PHB on its miscibility with the PLLA has not been studied in detail. In this work, the miscibility of the PLA blends with PHB having various molecular weights was first studied. Moreover, a novel melt-blending approach without solvent impact was adopted to mix the PLA and PHB, in which PHB would undergo degradation to form PHB oligomer owing to its easily thermal degradation. We expect this would be advantageous for improving the miscibility of PLA with PHB due to decreasing molecular weight, termed the in-situ self-compatibilization approach. This in-situ self-compatibilization approach via a melt-induced degradation process was a facile method to improve the miscibility of PLA and PHB. Moreover, the results shown in this study indicated that the PHB oligomer could enhance the ductility of PLA without severely reducing material’s stiffness as generally found in the systems of plasticized PLA. Through this approach, the subtle balance between ductility and stiffness was expected to greatly expand the application of PLA. Besides the characterization of mechanical properties, both structural and thermal characterizations on the blends were also investigated, for better understanding the detailed role of the PHB oligomer to pave the way for the development of new bio-based polymer blends.
Experimental
Materials
The major materials used were poly(lactic acid) (PLA) and bacterially synthesized poly[(R)-3-hydroxybutyrate] (PHB). PLA with a D-lactide content of 4–5% and a density of 1.24 g/cm3 was supplied from NatureWorks LLC under the trade name of 2003D. The PLA had a glass transition temperature (Tg) of 58.7 °C and a melting temperature (Tm) of 151.8 °C determined from differential scanning calorimeter (DSC), and a molecular weight (Mn) of 156 kg/mol measured from gel permeation chromatography (GPC). PHB was supplied from TianAn Biopolymer Co., Ningbo, China. It was suspected that the residual bacteria strains and enzymes potentially left in the as-received PHB would affect its physical and thermal properties. The PHB was thus purified by dissolving it into anhydrous chloroform (5%, w/v) at 80 °C for 1 h under nitrogen atmosphere. It was filtered and the filtrate was then precipitated to obtain purified PHB using excess methanol. After purification, it had a glass transition temperature (Tg) of 2.4 °C and a melting temperature (Tm) of 168 °C. Its molecular weight (Mn) was 110.2 kg/mol with a polydispersity index (PDI) of 1.4 based on polystyrene standards. The purified PHB was then thermally degraded in nitrogen-filled glass tubes immersed in oil-bath at 190 °C following the procedure reported by Marchessault et al. [29]. It was degraded for 10 min to 2 h to obtain various PHB oligomers (OPHB) with different molecular weights.
Preparation of PLA/OPHB and m-PLA/PHB blends
To preliminarily test the miscibility between PLA and PHB oligomers, PLA/OPHB blends were prepared using a solution casting method. PLA and OPHB at various compositions were dissolved in anhydrous chloroform at 70 °C for 40 min. The total solid content was 5% (w/v). Most chloroform was then evaporated at room temperature and the obtained PLA/OPHB film was further dried in vacuo at 80 °C for 2 h. Their miscibility was then examined.
After the confirmation of improved miscibility between PLA and OPHB oligomers, a novel melt-induced degradation approach was implemented. PLA and high-molecular-weight PHB at various compositions of 100/0, 95/05, 90/10, 85/15, and 80/20 were melt-blended at 180 °C with a rotor speed of 80 rpm for 20 min in an internal mixer (Plasti-corder PL2000, Brabender, Germany) to prepare the m-PLA/PHB blends. The prepared batch was pelletized, followed by hot-pressing to form a thin sheet in a compression molding machine at 180 °C. The sample was pre-heated in the mold for 3 min and then pressed at a pressure of 100 kgf/cm2 for 1 min during which the pressure was released every 10 s for degassing.
Structure and morphological characterizations
Gel permeation chromatography (GPC) using an isocratic pump (Waters model 1515, USA), a RI detector (Waters 2414, USA) and two serial styragel HR columns was applied to characterize the molecular weights of the neat PLA and PHB, OPHB oligomers, and melt blended m-PLA/PHB. Both PLA and PHB could be dissolved in chloroform which was therefore used as eluent solvent with a flow rate of 0.8 mL/min. The temperature of columns in oven and detector was set at 40 °C. The chromatographic peak of the m-PLA/PHB sample after melt-blending could be resolved into the respective PLA and PHB components by curve-fitting method, and their molecular weights were thus determined based on polystyrene standards. Fourier transform infrared (FTIR) spectroscopy (iS10, ThermoFisher, USA) coupled with attenuated total reflectance (ATR) was performed to characterize the functional groups of PLA and PHB in the blends. Sample films were scanned for 32 times from 4000 cm−1 to 400 cm−1 at a resolution of 4 cm−1. A scanning electron microscope (FESEM, Leo1530, Germany) was used to observe the morphology on cryo-fractured and also tensile-fractured surface of samples. All specimens were sputtered with gold before observation.
Thermal properties
A differential scanning calorimeter (Diamond DSC, Perkin Elmer, USA) was used to record the transition temperatures of samples in the nitrogen environment. Samples were heated from −20 °C to 180 °C at a rate of 10 °C/min and then held at 180 °C for 20 s to erase the thermal history. Afterwards, they were cooled down rapidly to −20 °C at a rate of 100 °C/min, and then heated to 180 °C again at the same rate of 10 °C/min for the second heating run. The glass transition temperature (Tg), cold crystallization temperature (Tc), and melting temperature (Tm) of the blends were then determined from the second heating curve. The crystallinities (Xc, %) of the PLA and PHB in the blends were determined from the differential values of their respective melting heats (ΔHm) and crystallization heats (ΔHc) by the following equation:
where the ΔHm° is the specific melting enthalpy of 100% crystalline PLA taken as 93 J/g [30] or 100% crystalline PHB taken as 146 J/g [31].
Thermal degradation behavior was investigated using a thermal gravimetric analyzer (TGA, Hi-Res TA2950, TA, USA). The sample was heated from room temperature to 500 °C at a rate of 10 °C/min under a nitrogen environment. The onset degradation temperature (Tonset at 5 wt.% loss) and maximum-rate degradation temperature (Tmax, the differential peak temperature) were also recorded from the thermal degradation curves.
Mechanical properties
A universal testing machine (AGS-J, Shimadzu, Japan) was used to conduct the tensile test at a crosshead speed of 5 mm/min. The gauge length of 0.2 mm thick sample was about 16.0 mm. Tensile mechanical properties including Young’s modulus, yield strength, ultimate tensile strength, and elongation at break were all recorded.
Results and discussion
Miscibility of PLA with OPHB oligomers
The most important factor that determines the miscibility between two polymers is naturally their chemical structures. Another key factor that would affect their miscibility is molecular weight. High-molecular-weight PHB has been proved to be immiscible with the PLA [21,22,23,24]. Yet, it is possible that when the molecular weight is decreased to some extent, the resulting PHB oligomer might become miscible with the PLA. To confirm this argument, the purified PHB was thus thermally degraded to obtain low-molecular-weight PHB oligomers, following the procedure reported by Marchessault et al. [29]. They studied the thermal degradation of PHB and its copolymer poly(3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV) at moderate low temperatures (170–200 °C); and indicated that during the first few hours of reaction, the thermal degradation of PHB followed a kinetic model of random scission and the main product was a well-defined oligomer, which contained one unsaturated group and one carboxylic acid group at each end. Following the same procedure with the degradation temperature at 190 °C at various periods, we obtained several PHB oligomers with different molecular weights, termed as OPHBs. Their molecular weights (Mn) and glass transition temperatures (Tg) measured by respective GPC and DSC are summarized in Table 1. The degradation caused a significant decrement from its original molecular weight of 110.2 kg/mol; and the Tg decreased with molecular weight decrement as expected. Among them, the OPHB-20 and OPHB-30, representing 20-min and 30-min degraded products, were selected to prepare the PLA/OPHB blends for the miscibility evaluation. A simple way to determine the miscibility of two polymers in the blend is measuring their glass transition temperatures. If two Tgs corresponding to the two individual polymers are found in the blend, these two polymers are immiscible. If two Tgs are observed but shift toward each other, they are partially miscible. If there is only one Tg observed in between, it indicates that they are miscible. Figure 1 shows the DSC thermograms of PLA/PHB, PLA/OPHB-20, and PLA/OPHB-30 blends prepared by a solution blending method. With increasing the PHB composition, the thermal transition temperatures of the PHB component became more evident, as can be seen in Fig. 1a. The Tgs of the neat PLA and purified high-molecular-weight PHB were found at 58.7 °C and 2.4 °C, respectively, which did not change for the PLA/PHB blends at three compositions of 90/10, 70/30, and 50/50. This indicated the immiscibility between the PLA and high-molecular-weight PHB, in agreement with previous findings in the literature [21,22,23,24]. As for the PLA/OPHB-20 blends with the compositions investigated in this study, only the blend at 90/10 had only one single discernable Tg at 50.1 °C, indicating a miscible blend at this composition. When the OPHB-20 content was increased to 30 wt.%, two Tgs were visible at −0.8 °C and 42.8 °C for this blend as shown in Fig. 1b. This implied that the PLA and the OPHB-20 were only partially miscible. The miscibility was improved by decreasing the molecular weight of OPHB as shown in Fig. 1c in which each of the PLA/OPHB-30 blends at 90/10 and 70/30 had only one single Tg. In other words, the miscibility window became wider when the molecular weight of OPHB was lower. The Tgs of all the blends are summarized in Table 2. Noteworthy, only a tiny melting peak was observed for the neat PLA, indicating poor crystallization ability for this particular PLA with a D-isomer content of 4–5%. Yet, the addition of PHB oligomer could enhance the crystallization ability of PLA. The cold crystallization temperature peak (Tc) started to appear at the composition of 70/30 for both PLA/OPHB-20 and PLA/OPHB-30 blends. Moreover, the peak shifted to lower temperature with increasing peak area, as the OPHB content was further increased. The enhancement of the recrystallization ability of PLA by the addition of low-molecular-weight PHB was also observed in the melt-blended PLA/PHB samples which will be discussed further in the following section. In addition, multiple melting peaks with lower melting temperatures (Tm) were clearly observed for the degraded OPHB, when compared to the high-molecular-weight PHB. The observed lower melting temperature was due to the decreased molecular weight; and the phenomenon of multiple melting peaks was generally attributed to melting-crystallization-remelting of original crystals [32, 33]. The first melting peak became more evident and occurred at lower temperature with the decrease of molecular weight. Liu et al. [33] also found the same behavior for the PHBV oligomers. They suggested the higher concentration of the end groups would produce more dislocations in the lamellar thickening process, resulting in less perfect crystals. Consequently, the number of the imperfect crystals increased and thus decreased the melting temperature. Yet, it could not be excluded that the co-existence of different lamellar thicknesses could also be the reason for the multiple melting peaks.

DSC thermograms of (a) PLA/PHB, (b) PLA/OPHB-20, and (c) PLA/OPHB-30 solution blends. Number-average molecular weight of PHB: 110.2 kg/mol, OPHB-20: 7.4 kg/mol, OPHB-30: 4.5 kg/mol. Samples were heated at a rate of 10 °C/min under a nitrogen atmosphere
Miscibility of m-PLA/PHB blends from melt-blending
By using a solution blending process, not only the PLA and the high-molecular-weight PHB are immiscible, but the use of solvent is also unfavorable. To reduce the solvent impact on the environment, a melt blending process is preferred for the preparation of PLA/PHB blends. The solution blends of PLA and oligomer PHB (PLA/OPHB) discussed previously could serve as a basis to understand the role of low-molecular-weight PHB to improve its miscibility with PLA in PLA/PHB blends. Therefore, we intended to test the feasibility of miscibility improvement by employing this concept on the melting process. It is known that the PHB easily undergoes thermal degradation at high temperatures just above its melting temperature [29]. Therefore, during the melt-blending process at high temperatures, PHB could undergo degradation to form low-molecular-weight polymers, which is facilitated by high shear force. This is actually advantageous for improving the miscibility with the PLA, termed the in-situ self-compatibilization approach. This in-situ self-compatibilization approach via a melt-induced degradation process is a facile method to improve the miscibility of PLA and PHB. By doing so, no additional compatibilizer is needed. Therefore, the PLA and PHB were thus blended at 180 °C for 20 min to form m-PLA/PHB blends. As expected, the number-average molecular weight of PHB within the blend at the composition of PLA/PHB = 95/5, decreased substantially from 110.2 kg/mol for the neat PHB to 8.7 kg/mol. Further increase of the PHB content in the blend did not significantly affect the degradation extent of PHB under the same melt-blending process. The measured molecular weights of PHB were in the range of 8.4 to 8.9 kg/mol for the blends at the compositions of 95/5 to 80/20. On the other hand, the decrease in the molecular weight for the PLA after the melt-blending was not as notable as found in the PHB. The pure PLA had a number-average molecular weight of 156 kg/mol, and its molecular weight slightly decreased to 132 kg/mol for the m-PLA/PHB (95/5) blend and further to 102 kg/mol for the m-PLA/PHB (8/20) blend. For comparison, the neat PLA was also subjected to the same thermal treatment and shear force in the mixer; and it was interesting to find that similar decrement in the molecular weight was observed. The molecular weight of the neat PLA being treated in the mixer slightly decreased to 134 kg/mol.
To evaluate the miscibility of blends, a DSC for measuring transition temperatures of the blends was used. Figure 2 shows the second heating curves of the melt-blended samples at various PHB contents in which the Tg, Tc, Tm, and crystallinity (Xc) are determined. The previous thermal history of samples was erased by first heating to 180 °C above their melting temperatures. The results are summarized in Table 3. The pure PLA after being treated in the melt mixer had a Tg of 58.3 °C, slightly lower than the pristine untreated PLA. It underwent cold crystallization with the peak temperature (Tc) at 127 °C, followed by melting (Tm) at 152 °C. It was noticed that the melting heat of the PLA was only slightly larger than its crystallization heat. As determined by the differential value of the melting and crystallization heats as shown in Eq. 1, the crystallinity (Xc) of pure PLA was only 3.3%. This shows that the PLA could hardly undergo crystallization during the cooling process and was basically amorphous as already mentioned in the previous section. After melt-blending with the PHB, it can be seen that only single Tgs were visible for all the blends at compositions of 95/05, 90/10, 85/15, and 80/20. This indicated an improved miscibility between the PLA and the degraded PHB using this melt-induced degradation approach, in comparison with the previous results shown in Fig. 1. The Tg of the blend decreased with increasing the PHB content, reaching a low value of 39.8 °C for the blend at PLA/PHB = 80/20. In addition, the cold crystallization temperature of the blends assigned to the PLA component (Tc,PLA) also decreased with increasing the PHB content as already found in the previous solution-blended PLA/OPHB blend. The Tc,PLA of the m-PLA/PHB blend at 80/20 was nearly 12 °C lower than that of the pure PLA. This was ascribed to the plasticization effect from the degraded PHB. Moreover, the crystallization heat increased greatly as the PHB content increased to above 10 wt.% in the blend. It increased from 8.8 J/g for the neat PLA to 34.1 J/g for the PLA component in the blend of 80/20. The low-molecular-weight PHB could enhance the crystallization ability of PLA upon heating. Zhang and Thomas [22] also showed that the addition of PHB can recrystallize PLA and ascribed the strong recrystallization peak of the PLA component to the small finely dispersed PHB crystals acting as nucleating agents. Yet, we believed that the miscible, amorphous PHB counterpart acted as plasticizer that also promoted the crystal growth of the PLA due to the enhanced chain mobility. On further heating, Fig. 2 shows that with increasing the recrystallization ability of the PLA component, the following melting peak became larger as well. The double melting peaks at around 146–155 °C were assigned to the melting of the PLA component in the blends, in comparison with the melting point at 152 °C for the pure PLA as shown in Table 3. The lower melting peak indicated the presence of small and imperfect crystals, most probably caused by the PHB-induced crystallization. They immediately crystallized to become more perfect and larger crystals with higher melting temperature. Similar to the pure PLA, the melting heat of the PLA component was only slightly larger than its crystallization heat upon heating the samples. In other words, the PLA component in the blends had also little crystallinity before heating, as indicated in Table 3. Still, by adding PHB to 20 wt.%, the initial crystallinity of PLA in the blend could be increased to 7.8%. Surprisingly, the PHB component in the blends did not have high crystallinity in the blends as expected, even though most literatures have shown that pure PHB can crystallize readily to comparatively large crystals with high crystallinity upon cooling from the melt [21,22,23, 31, 34]. Yet, Fig. 2 shows that a discernible melting peak of the PHB crystallites appeared at about 162 °C only when the PHB content was increased to more than 10 wt.%. The presence of amorphous PLA thus significantly reduced the crystallinity of the PHB component in the blends, which was also observed by Zhang and Thomas [22]. This decreased chain mobility in the PHB was mainly due to the presence of the miscible PLA component. Interestingly, the tiny PHB crystallites formed during the cooling process could then serve as nucleation agents to induce recrystallization of the PLA component during the subsequent heating process.

DSC thermograms of m-PLA/PHB blends prepared by melt-blending at 180 °C for 20 min. The second heating curves obtained at a rate of 10 °C/min under a nitrogen atmosphere
Structural characterizations
Besides the previous evaluation on the miscibility, other structural characterizations were reported here. Figure 3 shows FTIR spectra of m-PLA/PHB blends. Characteristic absorption bands of the neat PLA included absorption peaks of C = O stretching (1748 cm−1), −CH3 bending (1451, 1380 and 1361 cm−1), and C-O-C stretching (1268, 1181, and 1081 cm−1) [22, 23]. Generally, the amorphous and crystalline carbonyl vibration peaks of PLA were assigned at 1745 and 1755 cm−1, respectively. On the other hand, those absorption bands of neat PHB were C = O ester bonding (1719 cm−1), −CH3 (1452, 1378 cm−1), and C-O-C stretching (1275, 1226, 1180, 1129, and 1099 cm−1) [23, 34, 35]. Among them, it was reported that the absorption peaks at 1719, 1275, and 1226 cm−1 were related to the PHB crystalline phase. As the PLA was blended with PHB, most peaks in the spectra were similar to those of the neat PLA as shown in Fig. 3b. This was because the PLA was the main component and also PLA and PHB had similar polyester structures. Still, for a close look, weak absorption peaks of ester bonding (1718 and 1273 cm−1) for the m-PLA/PHB at higher PHB contents were observed. These peaks were essentially contributed from the PHB component in the m-PLA/PHB blends, and most importantly, they confirmed the existence of the PHB crystallites, though the crystallinity was very low as revealed from the previous DSC results shown in Table 3.

FTIR spectra of the (a) neat PLA and PHB, (b) m-PLA/PHB blends at different compositions
Thermal stability of m-PLA/PHB blends
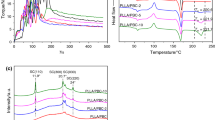
The thermal degradation curves of the prepared m-PLA/PHB blends at various compositions are illustrated in Fig. 4 from which the onset degradation temperature (Tonset) and maximum-rate degradation temperatures (Tmax) were determined. Table 4 lists these degradation temperatures of the m-PLA/PHB blends for better comparison. Both neat PLA and PHB exhibited one-stage degradation behavior, and the PLA apparently showed higher thermal stability than the PHB. Both Tonset and Tmax of the PLA were nearly 100 °C higher than the respective values of the PHB. A similar order of the thermal stability for PLA on the Tonset and Tmax in Table 4 has been reported in the literature with only a slight difference, depending on the heating rates [5, 8, 14, 15, 19, 23]. After melt blending the PLA with the PHB to prepare the blends, a two-stage degradation behavior was observed for all the blends as shown in Fig. 4. The first degradation stage was contributed from the degradation of PHB component, whereas the second degradation stage was from the PLA component. It also can be seen that these degradation curves of the blends lie between those of the individual PLA and PHB. And as the PHB content was increased, the degradation curve became closer to that of the neat PHB. An interesting result thus arose that the degradation temperatures of the PHB component in the prepared blends were higher than that of the neat PHB with higher molecular weight. This might be attributed to their good compatibility with the PLA serving as a shielding barrier to delay the degradation process of the PHB component. A similar situation of reduced thermal stability was observed on the second degradation stage with a minor decrement. The Tmax was decreased from 363 °C originally for the neat PLA to 354 °C for the m-PLA/PHB blend of 80/20. Although the addition of PHB appeared to decrease the thermal stability of PLA, yet the decrement was still not so intense regarding the complex thermal degradation process.

Thermal degradation curves of m-PLA/PHB blends, a Residual weight-temperature curves; b derivative of weight-loss curves. Samples were heated at a rate of 10 °C/min under a nitrogen atmosphere
Tensile mechanical properties of m-PLA/PHB blends
As discussed in the earlier section, the low-molecular-weight PHB produced during melt-induced degradation process could be miscible with the PLA. It is interesting to see how the content of PHB affects the tensile mechanical properties of the prepared blends. The tensile stress-strain curves of the prepared PLA/PHB blends are shown in Fig. 5. The results of initial modulus, yield strength, tensile strength at break, and elongation at break for each composition are summarized in Table 5. PLA was well-known to exhibit brittle failure with low extensibility. A yielding behavior could still be observed for the thin film sample, even though its crystalline degree was limited. Moreover, with increasing PHB content in the blend, the elongation at break was gradually increased. The most prominent feature was that this increase was not substantial until PHB content reached 20%, in which the elongation at break increased significantly from 7.2% to 227%, more than 30-fold. Interestingly, the decrease in initial modulus was not significant. According to most literature work, the plasticization effect often caused a significant increase in the ductility accompanying with a significant reduction in stiffness. For instance, Focarete et al. [36] reported an increase of elongation at break of poly(DL-lactide) (D/L = 50/50, PDLLA) with the addition of low-molecular-weight atactic PHB of 13 kg/mol up to 50 wt.% by more than 40-fold from 7% to over 300%. However, the modulus correspondingly decreased from 1.8 GPa to only 0.1 GPa. In our case, the initial modulus decreased only 20%, from 1.68 to 1.35 GPa for the blend with 20 wt.% PHB. In addition to the presence of the amorphous PHB oligomers which were miscible with the PLA, the existence of PHB crystallites as discussed in the previous section would contribute to the modulus of the blends to some extent. In other words, the plasticization effect from the miscible and amorphous PHB was suggested to be balanced by the stiffness effect from the PHB crystalline domains. Besides the improvement in ductility, both yield strength and tensile strength at break decreased gradually with increasing PHB content, especially for 20 wt.% PHB content. The decrease in yield strength could be ascribed to the plasticization effect of the degraded PHB oligomers produced during the melt-blending process. On the other hand, the PHB crystalline domains were expected to serve as stress concentrators. This stress concentration led to the development of a triaxial stress in the PHB domains and/or the amorphous/crystalline interfaces; and the stress was then relieved by multi-shear banding in these thin samples. The stress concentration increased with increasing PHB content, and thus decreasing the yield strength. All samples yielded before break and more visually noticeable stress-whiting regions were observed with increasing PHB content. A detail analysis on the fracture morphology was discussed in the following section.

Tensile stress-strain curves of m-PLA/PHB blends at different compositions prepared by melt-blending
Morphology of the m-PLA/PHB blends
The cryo-fractured and tensile-fractured surface morphologies of blend samples were examined by SEM. Figure 6 shows a relatively smooth surface for the cryo-fractured PLA. On the other hand, slightly rough surface with white zones was visible for the m-PLA/PHB blends. In addition, some tiny PHB crystallites well-dispersed in the matrix were observed on the fracture surface especially for the m-PLA/PHB of 80/20 as indicated in the picture. The largest spherulites we found in the PLA/PHB blend of 80/20 were about 2 μm. Note that the modulus decrement in our case was not substantial, which implied that some PHB crystallites developed during the cooling stage after compression-molding could help to increase the rigidity of samples. In order to better envisage this phenomena, SEM pictures of tensile-fractured surface of samples are shown in Fig. 7. The neat PLA shows some plastic deformation behavior, but basically on a smooth fractured surface. With increasing PHB content, some rough surfaces with fractured ligaments were observed. At 20% PHB content, extensive shear yielding and necking behavior were observed during tensile testing. The localized plasticization within PLA/PHB matrix with the reduction of local yield stress and the well-dispersed PHB crystallites were the major contributing factors to trigger shear yielding phenomenon. The highly plasticized region around the PHB crystallites was easily deformed under tensile deformation. In other words, the stress was relieved by multi-shear banding effect to endow high extensibility without a brittle failure for the m-PLA/PHB blend (80/20) sample. This would occur only at a sufficient amount of PHB oligomers present within the PLA matrix to assist a good dispersion of PHB crystallites within the matrix. If the amount of PHB oligomers was limited, then an extensive elongation would not be expected due to a limited plasticization. This suggests that well-dispersed PHB crystallites also served as major stress reliever to inhibit crack propagation.

SEM pictures of cryo-fractured surface of tensile specimens: a PLA, b m-PLA/PHB (90/10), and (c) m-PLA/PHB (80/20). scale bar = 2 μm

SEM pictures of tensile-fractured surface of (a) PLA, (b) m-PLA/PHB (90/10), and (c) m-PLA/PHB (80/20). scale bar = 2 μm
Conclusions
The solution blends of PLA and oligomer PHB (PLA/OPHB) was prepared as a basis to understand the role of low-molecular-weight PHB to improve its miscibility with PLA in PLA/PHB blends. With decreasing its molecular weight, improved miscibility was observed for the PHB with the PLA. Only one single glass transition was found for the PLA/PHB blend when the molecular weight of the PHB was low enough. A novel melt-induced degradation process was thus developed to improve the miscibility between the PLA and PHB, in which the PHB would in-situ degrade to form low-molecular-weight PHB, termed the in-situ self-compatibilization approach. After melt-blending process at 180 °C, the measured molecular weights of the degraded PHB in the blends of 95/5 to 80/20 were in the range of 8.4 to 8.9 kg/mol. Owing to the presence of the miscible PHB oligomers with a relative lower Tg, the crystallization temperature of the PLA component appeared at lower temperature, and it decreased with increasing the PHB content. The plasticization effect from the miscible PHB oligomers also caused a substantial increase in the elongation at break, from 7.2% for the neat PLA to 227% for the melt-blended PLA/PHB (80/20). Yet, the initial modulus decreased only 20%, from 1.68 to 1.35 GPa. The plasticization effect from the amorphous PHB was thus balanced to some extent by the stiffness effect from the PHB crystalline domains. Moreover, extensive shear yielding and necking behavior were observed during tensile testing for the melt-blended PLA/PHB (80/20). This would occur only at a sufficient amount of PHB oligomers present within the PLA matrix to assist a good dispersion of PHB crystallites within the PLA matrix. These PHB crystallites were expected to serve as stress concentrators, leading to the development of a triaxial stress state. And the stress was then relieved by multi-shear banding in these thin samples. The current melt-induced degradation approach leading to the increase of free volume and molecular chain mobility was considered an efficient way to improve ductility without significantly sacrificing the stiffness of PLA/PHB blends.
References
Lim LT, Auras R, Rubino M (2008) Processing technologies for poly(lactic acid). Prog Polym Sci (Oxford). doi:10.1016/j.progpolymsci.2008.05.004
Auras RA, Lim LT, Selke SEM, Tsuji H (2010) Poly(lactic acid): synthesis, structures, properties, processing, and applications. John Wiley & Sons, New Jersey
Lee SY, J-i C, Wong HH (1999) Recent advances in polyhydroxyalkanoate production by bacterial fermentation: mini-review. Int J Biol Macromol. doi:10.1016/S0141-8130(99)00012-4
Lenz RW, Marchessault RH (2005) Bacterial polyesters: biosynthesis, biodegradable plastics and biotechnology. Biomacromolecules. doi:10.1021/bm049700c
Murariu M, Da Silva FA, Pluta M, Bonnaud L, Alexandre M, Dubois P (2008) Polylactide (PLA)-CaSO4 composites toughened with low molecular weight and polymeric Ester-like plasticizers and related performances. Eur Polym J. doi:10.1016/j.eurpolymj.2008.07.055
Ma P, Hristova-Bogaerds DG, Goossens JGP, Spoelstra AB, Zhang Y, Lemstra PJ (2012) Toughening of poly(lactic acid) by ethylene-co-vinyl acetate copolymer with different vinyl acetate contents. Eur Polym J. doi:10.1016/j.eurpolymj.2011.10.015
Oyama HT (2009) Super-tough poly(lactic acid) materials: reactive blending with ethylene copolymer. Polymer 50(3):747–751. doi:10.1016/j.polymer.2008.12.025
Zhang C, Wang W, Huang Y, Pan Y, Jiang L, Dan Y, Luo Y, Peng Z (2013) Thermal, mechanical and rheological properties of polylactide toughened by expoxidized natural rubber. Mater Des. doi:10.1016/j.matdes.2012.09.024
Hao Y, Liang H, Bian J, Sun S, Zhang H, Dong L (2013) Toughening of polylactide with epoxy-functionalized methyl methacrylate-butadiene copolymer. Polym Int. doi:10.1002/pi.4561
Xiu H, Huang C, Bai H, Jiang J, Chen F, Deng H, Wang K, Zhang Q, Fu Q (2014) Improving impact toughness of polylactide/poly(ether)urethane blends via designing the phase morphology assisted by hydrophilic silica nanoparticles. Polymer. doi:10.1016/j.polymer.2014.01.057
Dogan SK, Reyes EA, Rastogi S, Ozkoc G (2014) Reactive compatibilization of PLA/TPU blends with a diisocyanate. J Appl Polym Sci. doi:10.1002/app.40251
Hong H, Wei J, Yuan Y, Chen F-P, Wang J, Qu X, Liu C-S (2011) A novel composite coupled hardness with flexibleness-polylactic acid toughen with thermoplastic polyurethane. J Appl Polym Sci. doi:10.1002/app.33675
Lai S-M, Lan Y-C, Wu W-L, Wang Y-J (2015) Compatibility improvement of poly(lactic acid)/thermoplastic polyurethane blends with 3-aminopropyl triethoxysilane. J Appl Polym Sci. doi:10.1002/app.42322
Vilay V, Mariatti M, Ahmad Z, Pasomsouk K, Todo M (2009) Characterization of the mechanical and thermal properties and morphological behavior of biodegradable poly(L-lactide)/poly(ε-caprolactone) and poly(L-lactide)/poly(butylene succinate-co-L-lactate) polymeric blends. J Appl Polym Sci. doi:10.1002/app.30683
Pai F-C, Chu H-H, Lai S-M (2011) Reactive compatibilization of poly(lactic acid)/polyethylene octene copolymer blends with ethylene-glycidyl methacrylate copolymer. J Polym Eng. doi:10.1515/POLYENG.2011.091
Lin K-W, Lan C-H, Sun Y-M (2016) Poly[(R)3-hydroxybutyrate] (PHB)/poly(L-lactic acid) (PLLA) blends with poly(PHB/PLLA urethane) as a compatibilizer. Polym Degrad Stab. doi:10.1016/j.polymdegradstab.2016.09.017
Martin O, Avérous L (2001) Poly(lactic acid): plasticization and properties of biodegradable multiphase systems. Polymer. doi:10.1016/S0032-3861(01)00086-6
Kulinski Z, Piorkowska E (2005) Crystallization, structure and properties of plasticized poly(L-lactide). Polymer. doi:10.1016/j.polymer.2005.07.101
Armentano I, Fortunati E, Burgos N, Dominici F, Luzi F, Fiori S, Jiménez A, Yoon K, Ahn J, Kang S, Kenny JM (2015) Bio-based PLA_PHB plasticized blend films: Processing and structural characterization. LWT - Food Sci Technol. doi:10.1016/j.lwt.2015.06.032
Ljungberg N, Wesslén B (2005) Preparation and properties of plasticized poly(lactic acid) films. Biomacromolecules. doi:10.1021/bm050098f
Zhang L, Xiong C, Deng X (1996) Miscibility, crystallization and morphology of poly(ß-hydroxybutyrate)/poly(d,l-lactide) blends. Polymer. doi:10.1016/0032-3861(96)81093-7
Zhang M, Thomas NL (2011) Blending polylactic acid with polyhydroxybutyrate: the effect on thermal, mechanical, and biodegradation properties. Adv Polym Technol. doi:10.1002/adv.20235
Furukawa T, Sato H, Murakami R, Zhang J, Duan YX, Noda I, Ochiai S, Ozaki Y (2005) Structure, dispersibility, and crystallinity of poly(hydroxybutyrate)/poly(L-lactic acid) blends studied by FT-IR microspectroscopy and differential scanning calorimetry. Macromolecules. doi:10.1021/ma0504668
Park JW, Doi Y, Iwata T (2004) Uniaxial drawing and mechanical properties of poly[(R)-3-hydroxybutyrate]/poly(L-lactic acid) blends. Biomacromolecules. doi:10.1021/bm049905l
Koyama N, Doi Y (1997) Miscibility of binary blends of poly[(R)-3-hydroxybutyric acid] and poly[(S)-lactic acid]. Polymer. doi:10.1016/S0032-3861(96)00685-4
Zhang J, Sato H, Furukawa T, Tsuji H, Noda I, Ozaki Y (2006) J Phys Chem B 110:24463–24471. doi:10.1021/jp065233c
Focarete ML, Ceccorulli G, Scandola M, Kowalczuk M (1998) Further evidence of crystallinity-induced biodegradation of synthetic atactic poly(3-hydroxybutyrate) by PHB-depolymerase a from Pseudomonas lemoignei. Blends of atactic poly(3-hydroxybutyrate) with crystalline polyesters. Macromolecules. doi:10.1021/ma981115e
Ohkoshi I, Abe H, Doi Y (2000) Miscibility and solid-state structures for blends of poly[(S)-lactide] with atactic poly[(R,S)-3-hydroxybutyrate]. Polymer. doi:10.1016/S0032-3861(99)00781-8
Nguyen S, Yu G-e, Marchessault RH (2002) Thermal degradation of poly(3-hydroxyalkanoates): preparation of well-defined oligomers. Biomacromolecules. doi:10.1021/bm0156274
Fisher EW, Sterzel HJ, Wegner G (1973) Investigation of the structure of solution grown crystals of lactide copolymers by means of chemical reactions. Kolloid Z.u.Z. Polymers 251:980. doi:10.1007/BF01498927
Barham PJ, Keller A, Otun EL, Holmes PA (1984) Crystallization and morphology of a bacterial thermoplastic: poly-3-hydroxybutyrate. J Mater Sci. doi:10.1007/BF01026954
Don T-M, Chen CW, Chan T-H (2006) Preparation and characterization of poly(hydroxyalkanoate) from the fermentation of Haloferax mediterranei. J Biomater Sci Polym Ed. doi:10.1163/156856206778937208
Liu Q, Shyr T-W, Tung C-H, Liu Z, Shan G, Zhu M, Deng B (2012) Particular thermal properties of poly(3-hydroxybutyrateco-3-hydroxyvalerate) oligomers. J Polym Res. doi:10.1007/s10965-011-9756-6
Lai S-M, Sun W-W, Don T-M (2015) Preparation and characterization of biodegradable polymer blends from poly(3-hydroxybutyrate)/poly(vinyl acetate)-modified corn starch. Polym Eng Sci. doi:10.1002/pen.24071
Xu J, Guo B-H, Yang R, Wu Q, Chen G-Q, Zhang Z-M (2002) In situ FTIR study on melting and crystallization of polyhydroxyalkanoates. Polymer. doi:10.1016/S0032-3861(02)00615-8
Focarete ML, Scandola M, Dobrzynski P, Kowalczuk M (2002) Miscibility and mechanical properties of blends of (L)-lactide copolymers with atactic poly(3-hydroxybutyrate). Macromolecules. doi:10.1021/ma020940z
Acknowledgements
The authors wish to thank the Ministry of Science and Technology (MOST) in Taiwan for financial support under the contract number NSC 101-2221-E-032-002-MY3.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Lai, SM., Liu, YH., Huang, CT. et al. Miscibility and toughness improvement of poly(lactic acid)/poly(3-Hydroxybutyrate) blends using a melt-induced degradation approach. J Polym Res 24, 102 (2017). https://doi.org/10.1007/s10965-017-1253-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10965-017-1253-0