
Abstract
A series of new waterborne polyurethanes (WPUs) was successfully prepared by the prepolymer process from the bio-renewable sources hydroxytelechelic natural rubber (HTNR with MW 3000 g mol−1) and hydroxylated rubber seed oil (HRSO), with DMPA fixed at 5.6 wt%. The effects of ratio of HTNR and HRSO (ranging from 1.00/0 to 0.10/0.90) and of hydroxyl value (OHV) of HRSO (200 or 270 mgKOH/g) on final properties were studied. It was found that the particle size of WPU increased significantly with both HRSO/HTNR ratio and OHV of HRSO. Chemical structure of the WPU films was confirmed by FT-IR. The water uptake, mechanical, dynamic mechanical properties and thermal stability of WPU film improved with both HRSO content and OHV of HRSO, while swelling in THF decreased. All these WPU films had similar Tg. This article reports novel green biobased WPU with promising applications as adhesive for shoe industries.

ᅟ
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The importance of waterborne polyurethanes (WPU)s or dispersion processes has increased in the polymers market since the early 1970s [1, 2]. It is well known that these are advantaged by being non-toxic and non-flammable coating materials with low content of volatile organic compounds (VOCs). In addition, they are inexpensive and easier to handle than conventional solvent-based polymer coatings [3–5]. WPUs have many commercial applications, including as adhesives and coatings of various substrates [6, 7]. The polyurethanes, such as polyether or polyester, are mostly synthesized from various isocyanates with petroleum based polyols, with the inclusion of polydiene diols that act as soft segments in the structure [8]. However, the cost of fossil fuels, concerns about depleting the petroleum oil reserves, as well as environmental concerns about toxic wastes or global warming encourage prioritizing renewable raw materials [9]. For these reasons, much researcher attention and effort is devoted to the potential of renewable sources as raw materials of polymers, our focus here being on natural rubber [10–14] and vegetable oils [15–17].
Natural rubber is an interesting and attractive renewable resource, with potential for the synthesis of functional precursors for a wide range of polymers. During the last decade our research group has focused on the selective degradation of synthetic cis-1,4-polyisoprene and natural rubber by using well-controlled oxidative chain cleavage reactions, leading to the novel carbonyl telechelic cis-1,4-polyisoprene [8, 14, 18]. The chemical modifications of carbonyl end-groups and carbon-carbon double bonds at various ratios have also led to novel hydroxyl and amino telechelic cis-1,4-polyisoprenes. [8, 18, 19] In addition, our group has successfully prepared new natural rubber based polyurethane from these precursors, i.e., polyurethane films [8, 9], biodegradable polyurethane [10], waterborne polyurethane [11, 13] and flexible polyurethane foam [12].
Among great natural candidates as raw materials of polymers are also vegetable oils, including soybean oil, palm oil, rapeseed oil etc. They have lot of unsaturated fatty acids on triglyceride. These structures are easily modified to be polyols by various reactions for instance, ring opening of epoxide groups with acid [20, 28, 38] or alcohol [26], etc. With different types of unsaturated fatty acids on the triglyceride, these are attractive sources to modify to various hydroxyl values, and to enhance the properties of polyurethane. In several studies modified vegetable oils have been used as crosslinking agents and polyols, to enhance the mechanical properties of polyurethanes. For instance, Lu and Larock [20] reported using modified soybean oil as polyol to successfully synthesize waterborne polyurethane. Their films had higher mechanical properties with increased hydroxyl value and isocyanate content. Pawlik and Prociak [21] confirmed that polyol synthesized from palm oil could successfully modify flexible polyurethane foams. Replacements up to 15 wt% of petrochemical polyol with palm oil polyol, in the polyol premix, resulted in more uniform cell size, increased apparent density and considerable improvement in compressive stress. In addition, the content of palm oil polyol strongly affected the tensile strength of flexible polyurethane foams. In the case of foam modified with 15 wt% palm oil polyol, the increase in tensile strength was considerable (even 80%) relative to the reference foam, while elongation at break was not much affected. Tu et al. [22] reported replacing up to 20% of polyether polyol by epoxidized soybean oil in flexible polyurethane foams. It was found that density and 50% compression deflection of the flexible foams were similar to or improved from the control, while resilience and 50% constant deflection compression properties were inferior. Tanaka et al. [23] reported that modified palm oil showed good potential as polyol for synthesizing rigid or semi rigid polyurethane foams, depending on its functionalities and hydroxyl value. Also modified linseed oil and rapeseed oil have been used as polyols for preparing polyurethane materials. [24–26] However, these oils are important in the food supply chain of humans, and the impact on consumer market would be strongly negative if they were directed for use as starting materials of polyurethane industries. Therefore, the non-edible natural oils are preferable candidates as polyurethane raw materials. Other preferable characteristics of candidate oils include: rich in unsaturated fatty acids on the triglyceride to allow easy chemical modification with general chemicals, or being agricultural waste.
Thailand produces about one-third of the world’s natural rubber. The total rubber plantation area was extensive at 17.32 million rai (1 Rai = 0.16 ha) in 2012 [27, 28]. Based on an estimated average of 10 kg seeds per rai, the annual production of rubber seeds in Thailand should be about 180 million kilograms [29]. However, while latex and rubber wood have been commercialized, the seeds have become a waste stream at the plantations. Some attention has been given to the production and utilization of rubber seeds in planting, biodiesel [30, 31], and animal feeds [32, 33], but otherwise they are normally regarded as waste. However, rubber seed oil can be used as a plasticizer in rubber [34, 35], composites [15] and surface coatings [36], as well as in the synthesis of polyurethane [37]. Okieimen and coworkers [38] reported modifying rubber seed oil to polyols in two steps. The first step was epoxidation by peroxyformic acid generated in situ, by reacting formic acid and hydrogen peroxide with the rubber seed oil under atmospheric pressure at 60 °C for 8 h. The second step was hydroxylation, or ring opening of oxirane rings on the fatty acid backbone chains from the first step, with an acid compound (mostly formic acid) while increasing the temperature from 60 to 80 °C, over 14 h without other chemicals. Bakare and coworkers [37] demonstrated successful preparation of polyurethane from modified rubber seed oil or hydroxylated rubber seed oil (HRSO). The rubber seed oil was reacted with glycerol in presence of CaO as catalyst at 230 °C for 3.5 h, to transform the triglyceride to monoglyceride with OH value 183mgKOH/g. The monoglyceride sample (alcoholysis product) had 48.30, 36.66, and 15.04% monoglycerides, diglycerides, and triglycerides, respectively.
Based on the above reviewed literatures, WPUs based on natural rubber and HRSO are novel and might have interesting properties: this type of WPU has not been previously reported. In this work, a series of WPUs were prepared, based on precursors from natural rubber and HRSO blended in ratios from 1.00/0 to 0.10/0.90, and with varied OH values. The effects of polyol ratio and OH value on physical, mechanical, dynamic mechanical, thermal, and morphological properties of the WPU cast films were investigated.
Experimental
Materials
Hydroxyl telechelic natural rubber (HTNR), \( \overset{-}{Mn} \) = 3000 g.mol−1, was obtained from prior work [8, 18]. Hydroxylated rubber seed oil with hydroxyl values 200 and 270 mgKOH/g, as shown in Table 1, was prepared by a technique described elsewhere [28, 38]. Toluene diisocyanate (TDI) was purchased from Merck. Dimethylol propionic acid (DMPA), Tetrahydrofuran (THF), Dibutyltin dilaurate (DBTL), and Triethylamine (TEA) were purchased from Sigma-Aldrich. They were used as received, without further purification.
Synthesis of waterborne polyurethane
All samples were synthesized by prepolymer mixing technique with the constant NCO/OH equivalent molar ratio 1:1, as described in prior work [11, 13]. Briefly, the formulations for the waterborne polyurethane synthesis are shown in Table 2. In all samples, the amount of DBTL added was 0.5 wt.%. TEA in an amount 5 wt.% in excess of DPMA content was added. The waterborne polyurethanes were synthesized in 100 mL round-bottom, four-necked flasks, equipped with a mechanical stirrer, nitrogen inlet, condenser and thermometer. Reaction temperature was controlled by a constant-temperature oil bath. The HTNR, HRSO, DMPA and DBTL were weighed and added into the reactor. The concentration of the mixture was adjusted to 40 wt.% by adding THF. The mixture was then heated to 80 °C under nitrogen atmosphere for 20 min. After that, the TDI was added dropwise into the flask and reacted continuously at 80 °C under nitrogen atmosphere for 4 h. The prepolymer temperature was allowed to cool to 40 °C. The carboxylic acid groups in DMPA were then neutralized by adding TEA. The mixture was stirred for a further 30 min to ensure that neutralization was completed. The next step was dispersion. The prepolymer ionomers were dispersed by adding deionized water with vigorous stirring, continued for 30 min. After that the solvent was evaporated to obtain the waterborne polyurethane. All samples were controlled to solids content around 20%.
Film preparation
Films from all the samples were prepared by casting the dispersion into a polypropylene mold, without a releasing agent. The films were allowed to dry at 60 °C for 24 h, then kept at room temperature for 1 week before testing.
Analysis and testing
Ft-IR
FT-IR spectra were recorded on a Nicolet Avatar 370 DTGS FT-IR spectrometer. The spectra were obtained from 32 scans in the range 4000–500 cm−1 using a diamond attenuated total reflection (ATR) device, and OMNIC control software.
Particle size and distribution
Particle sizes and particle size distributions in the WPUs were measured with a laser particle size analyzer, model Beckman Coulter LS 230. The samples were diluted with deionized water to 10% concentration before testing (without filtering or ultrasonic treatment).
Morphology of WPU
The morphology in the WPUs was observed by imaging with a transmission electron microscope (TEM), model JEOL JEM-2010. The sample was diluted with deionized water to 0.05%. One drop of the diluted dispersion was placed on the coated side of a 200-mesh nickel grid in a petri dish, and stained with 2% osmium tetroxide. After drying, the sample was imaged by TEM.
Thermal properties
TGA analysis was performed on a TGA Q 100 (TA Instruments) with a heating rate of 10 °C min−1 from room temperature to 600 °C, under nitrogen atmosphere at 90 mL min−1 flow rate. The sample weight was about 10 mg.
DSC analysis was performed on a DSC7 (Perkin Elmer, USA). Aluminum pans containing 10–15 mg of sample were heated from −100 to 100 °C under nitrogen atmosphere. The heating rate was 10 °C/min. The first heating run was carried out to erase the thermal history of the samples. From the second heating run, the glass transition temperature (Tg) of the polyurethanes was obtained.
Dynamic mechanical analyses of the WPU films were carried out by DMTA (Rheometric Scientific DMTA V, USA) in tensile mode at a frequency of 1 Hz and 0.01% strain, with a heating rate of 38 °C/min by scanning the WPU films from −100 to 150 °C. Tensile storage modulus (E′), loss modulus, and the loss factor (tan d or tan delta, which is the quotient of loss and storage moduli, E′′/E′). E′ and E′′ characterize the elastic and viscous response components of a viscoelastic material under deformation.
Water uptake
The water-swelling measurements were carried out by immersing the cast PU films (10 mm × 10 mm × 1 mm) in distilled water at 28 °C for 7 days. The film was taken out and water was wiped off the film surfaces with tissue paper, followed by immediate weighing of the swollen film. The swelling percentage W (%) was calculated by dividing the increase in weight by the original weight of the dried PU film shown as:
where W s is the weight of the swollen film and W 0 is the weight of the original dry film.
Density
The density was measured in distilled water with 10 mm × 10 mm squares of WPU films using a specific gravity bottle at 28 °C.
Swelling property
Swelling properties were determined in THF solvent with 10 mm × 10 mm squares of dry latex film. The sample was immersed in solvent for 24 h. The dimensions of a swollen specimen were determined, and the swelling was calculated for the PU film.
Tensile properties
The sample films were preformed with Type 2 die following ISO 37. The tensile properties of each WPU film were tested using Hounsfield model H 10KS. It was equipped with a 100 N loadcell, and the grips included a laser sensor for determining the elongation. The cross-head speed was set at 100 mm min−1.
Results and discussion
Across all cases, the NCO/OH equivalent mole ratio was 1:1, and DMPA content was held constant. The sample formulations were based on HTNR3000 and HRSO, and they were synthesized by the prepolymer process. The influences of HTNR/HRSO ratio on the particle sizes and the particle size distributions of WPU samples are shown in Table 3. The HTNR/HRSO ratio was varied from 1.00/0 to 0.10/0.90, while the OHV of HRSO was 200 or 270 mgKOH/g, as shown in Table 2. It was found that the particle size increased significantly, from 64 to 195 nm, as the HTNR/HRSO ratio changed from 1.00/0 to 0.10/0.90. The increasing HRSO content in the system possibly gave a more viscous prepolymer, causing the large particle sizes. According to prior reports, increasing modified vegetable oil content tends to increase the particle size in a polyurethane dispersion [20, 39]. The stirring speed, rate of water addition, chain rigidity, and chemical structure of the soft segments can also affect the particle size [20, 39, 40]. All the samples were still stable after keeping them for 6 months. The TEM image of WPU7 is shown in Fig. 1. The dispersion exhibits a clear core–shell structure, with the WPU forming the darker regions as the cores, while the HRSO outer layers are shown as lighter regions. The more hydrophilic chains in an amphiphilic dispersion system selectively locate into the shell regions, while the hydrophobic chains concentrate in the core regions of the dispersed particles, during the course of phase inversion [41–43]. The WPU film samples were yellowish, flexible, and non-sticky, with photos shown in Fig. 2.

TEM image of WPU7 a) 15 k b) 50 K

Samples of WPU7 film
Figure 3 shows the FTIR (ATR technique) results for assessing the chemical structures in the WPU films. In both FTIR spectra, polyurethane is represented by the absorption bands around 3330, 1700, and 1530 cm−1, corresponding to N-H, C = O, and N-CO stretching vibrations, respectively. In addition, the absorption bands of cis-1,4 polyisoprene at 2860 cm−1 (C-H stretching), 1453 cm−1 (−CH2- deformation), 1378 cm−1 (methyl-H deformation), and 838 cm−1 (=C-H out-of-plane deformation) are observed [11]. The disappearance of the 2270 cm−1 absorption peak confirms that no residual free NCO remained in the WPU films. These observations indicate that the synthesis of WPU from natural rubber was successful. Moreover, the FT-IR spectrum of WPU4 shows intensive absorption peaks of the triglyceride in HRSO around 1100 and 1750 cm−1, corresponding to –C-O-C and C = O stretching vibrations, respectively.

FT-IR spectra of WPU film samples
Figure 4 shows SEM micrographs of select WPU films (WPU5, WPU6 and WPU7) obtained at 500 fold magnification. In the series of HTNR to HRSO ratios, the micrographs reveal fracture surfaces exhibiting greater matrix tearing in WPU8 (Fig. 4c) than in WPU5 (Fig. 4a) or WPU6 (Fig. 4b). A rough surface of the WPU film indicates that matrix tearing contributed to tensile strength, which is supported by the tensile behavior. Moreover, none of the WPU films showed clear domains, which may be due to very small sized domains densely distributed in the HTNR matrix [44].

SEM of WPU film samples a) WPU5 b) WPU6 c) WPU7
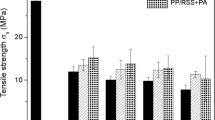
The stress-strain curves of the WPU films are shown in Fig. 5. Increasing the HRSO content in WPU films enhanced tensile strength. For instance, the WPU1 film based only on HTNR was very soft and rubbery with 0.25 MPa modulus, 0.09 MPa tensile strength, and 100% elongation at break. With increasing HRSO content the modulus and ultimate stress clearly increased (in WPU4 sample with 0.75 mol HRSO200, Fig. 5a), while elongation at break was not significantly affected. In addition, the WPU8 sample with HRSO270 at 0.9 mol had modulus and tensile strength approximately 76 and 105 fold relative to the WPU1 film sample. The WPU films with around 100–200% maximum strain probably had relatively low crosslink densities or highly linear structures, and their stress-strain behavior was that of a soft elastomeric polymer [20]. However, the WPU films based on HRSO270 gave better tensile properties than those with HRSO200 (at the same blend ratios) due to increased crosslinking in the WPU film, caused by the HRSO270 having more of reactive groups.

Stress-strain curves of WPU based on HTNR and HRSO ((a) OHV200 and (b) OHV270)
The water uptake of WPU films at constant 5.6% DMPA content is shown in Fig. 8, for the various HTNR/HRSO ratios. Clearly the water uptake increased with immersion time as well as with the HRSO loading, which contributed to the hydrophilic blocks in the hard segments of urea and urethane groups, via the ester groups in the HRSO structure. For example, with immersion for 7 days, the minimal 17% water uptake was with WPU1, while the maximal 24% was with WPU4. In addition, the HTNR/HRSO276 based PU films gave similar results, and the WPU8 film had the highest water uptake. However, these water uptakes for the WPUs based on natural rubber and modified rubber seed oil were very low in comparison to other ionic PU films, due to the hydrophobic nature of the soft segments in our WPUs. The ionic PUs based on hydrophilic precursors typically have water uptakes around 1000% [11, 45].
The swelling properties of WPU films in a select solvent, namely tertrahydrofuran (THF), are shown in Table 4. The WPU1 sample was completely dissolved in THF, due to its low crosslinking or linear structure, and its non-polar nature. However, the swelling decreased with HRSO loading, and with OH value of the modified rubber seed oil, so that for example WPU7 with 75% HRSO had only 64% swelling. It was expected that increasing the HRSO loading or the OH value would increase chemical reactions that form networks. In addition, an increase in hard segments was observed, promoting hydrogen bonding and the formation of physical networks also by more active proton positions. With the most hard segments, WPU8 also exhibited the lowest 40% swelling in THF.
DSC is a good technique for measuring a number of characteristic material properties. It is possible to observe fusion and crystallization events as well as Tg. Normally, the Tg of a polymer depends on the mobility of its backbone chains. For instance, as chain mobility or flexibility increases, lower Tg will be obtained for a polymer. In the current study, effects of HRSO content and the OH value in WPU film formulations were assessed. It was expected that increasing the HRSO content or the OH value would shift Tg upwards. However the Tg of the HTNR/HRSO segments only varied slightly in the range from −63 to −65 °C, as shown in Table 5. Surprisingly, these factors in WPU film formulations had practically no effect on the Tg. Therefore, the WPU films had improved mechanical properties from adjusted HRSO content or OH value, without influences on the Tg. Normally, the Tg of PU films would increase with content of a modified vegetable oil in the polyurethane synthesis system. However, Pawlik and Prociak [21] observed that all PU foams showed lower Tg of the soft segments with increased content of modified palm oil polyols. The Tg of natural rubber based WPU films was significantly influenced by modified backbone structure of the HTNR, by epoxidation, hydrogenation as well as a by altering the molecular weight of HTNR, because these affect the mobility of polymer chains [8, 18].
DMTA provides information on the mechanical behavior and glass transition of a polymer. The temperature associated with the peak magnitude of tan delta is defined as the glass transition temperature (Tg). The storage modulus reflects the material stiffness [46, 47]. Figures 6a and 7a show E’ versus temperature plots for the WPU films across HRSO contents two OH values. It was found that the WPU film at low HRSO content (and low hard segment content) gave low initial E’ reflecting the Young’s modulus. The drop in storage modulus of these WPU films generally shifted to higher temperatures as the HRSO content was reduced, with WPU1 representing the extreme case without HRSO. It was expected that the WPU films would show effects of HRSO content and OH value, which affect the molecular weight and the physical crosslinking of the WPU films. For instance, WPU1 (without HRSO) and WPU5 (HRSO270; 0.25 mol) films showed large drops in storage modulus at high temperatures, due to their low molecular weights and low crosslinking. On increasing HRSO contents or OH value, for instance in WPU4 (HRSO200; 0.75 mol) or WPU8 (HRSO270; 0.90 mol), a rubbery plateau emerged, and there was increased resistance at elevated temperatures due to increased molecular weight and crosslinking. The corresponding plots of tan delta versus temperature are given in Figs. 6b and 7b. The samples showed a major relaxation at about −50 °C, characterized by at least two orders of magnitude decrease in the storage modulus. This is attributed to the glass transition of the HTNR segments. This T g value is unaffected by the HRSO content, indicating that the soft segment phase was well separated [44].

a Storage modulus and (b) tan delta of WPU based on HTNR and HRSO200

a Storage modulus and (b) tan delta of WPU based on HTNR/HRSO270
The results from TGA are shown in Figs. 8, 9, and 10. Four main stages of thermal degradation were observed for all the WPU films. The weight loss in the first stage at 203 °C–213 °C corresponds approximately to the ammonium salts of carboxylic parts, formed with TEA and DMPA. The second stage at 278 °C–315 °C is attributed to urethane bond breakage, through dissociation to HTNR or HRSO and isocyanates, formation of primary amines and olefins, or formation of secondary amines, with loss of carbon dioxide from the urethane bonds. Finally, the third stage at 375 °C–385 °C relates to decomposition of oligoisoprene; and the fourth stage at 430–455 °C relates to the decomposition of triglyceride in the soft segments. Regarding the polyol ratio, the HRSO content on comparing WPU5 and WPU8 increased the second stage weight loss from 10.1% to 15.3%, as this represents the hard segment in the WPU films. However, the second stage weight losses were less than the theoretical losses from hard segments of the WPU films, calculated according to the report of Kebir et al. [8].

Water uptake of WPU films based on HTNR/HRSO a) OHV200 and (b) OHV270)

TGA and DTGA thermograms of WPU films based on HTNR/HRSO at OHV200

TGA and DTGA thermograms of WPU films based on HTNR/HRSO at OHV270
In addition, the Tmax of polyol weight loss increased from 430 °C to 455 °C, due to interactions of polar groups and chain networks. As the hydroxyl value of HRSO increased from 200 to 270 mgKOH/g, comparing WPU4 and WPU7, the Tmax of polyols from the fourth stage increased from 446.2 °C to 450.1 °C. This corroborates increased crosslinking in the WPU films as OH functionality or HRSO content was increased. The results agreed with prior studies of modified soybean oil, where thermal decomposition of PU materials (in the corresponding stage) increased with hydroxyl value of the modified soybean oil [48, 49]. The WPU film with polyol ratios 0.10/0.90 had the highest thermal stability. The first stage weight loss was consistently in the narrow range from 1.0% to 2%, because the amount of DMPA was fixed at 5.6%wt.
Conclusions
Waterborne polyurethane was successfully synthesized by prepolymer technique from blends of HTNR and modified rubber seed oil. Modifying the rubber seed oil to different hydroxyl values affected the WPU film properties. The 10/90 blend ratio of HTNR and modified rubber oil gave the highest mechanical and dynamic mechanical properties, thermal stability, and water uptake, across the cases studied. It also gave the least swelling in THF. At the same polyol ratio, the WPU film with the higher hydroxyl value had better properties. Therefore, adding HRSO from waste of a rubber plantation to the WPU improved the properties of WPU films, without any use of chain extenders. These novel WPU films exhibit thermophysical and mechanical properties that suggest promising applications of these new green biobased, particularly in the area of adhesive applications.
References
Kim BK (1996) Colloid Polym Sci 274(7):599–611
Dieterich D (1981) Progress in Organic Coatings 9(3):281–340
Yang J-E, Kong J-S, Park S-W, Lee D-J, Kim H-D (2002) J Appl Polym Sci 86(9):2375–2383
Yoon Jang J, Kuk Jhon Y, Woo Cheong I, Hyun Kim J (2002) Colloids Surf A Physicochem Eng Asp 196(2–3):135–143
Madbouly SA, Otaigbe JU, Nanda AK, Wicks DA (2005) Macromolecules 38(9):4014–4023
Noble K-L (1997) Progress in Organic Coatings 32(1–4):131–136
Eling B (2002) Coatings. In: Randall D, Lee S (eds) The polyurethane book. John Wiley & Sons, LTD, United Kingdom, p. 374
Kébir N, Campistron I, Laguerre A, Pilard J-F, Bunel C, Couvercelle J-P, Gondard C (2005) Polymer 46(18):6869–6877
Kébir N, Campistron I, Laguerre A, Pilard J-F, Bunel C, Jouenne T (2007) Biomaterials 28(29):4200–4208
Panwiriyarat W, Tanrattanakul V, Pilard J-F, Pasetto P, Khaokong C (2013) J Appl Polym Sci 130(1):453–462
Saetung A, Kaenhin L, Klinpituksa P, Rungvichaniwat A, Tulyapitak T, Munleh S, Campistron I, Pilard J-F (2012) J Appl Polym Sci 124(4):2742–2752
Saetung A, Rungvichaniwat A, Campistron I, Klinpituksa P, Laguerre A, Phinyocheep P, Doutres O, Pilard J-F (2010) J Appl Polym Sci 117(2):828–837
Saetung A, Tsupphayakorn-ake P, Tulyapituk T, Saetung N, Phinyocheep P, Pilard J-F (2015) J Appl Polym Sci 132(36). doi:10.1002/app.42505
Saetung N, Campistron I, Pascual S, Soutif J-C, Pilard J-F, Fontaine L (2011) Eur Polym J 47(5):1151–1159
Bakare IO, Okieimen FE, Pavithran C, Abdul Khalil HPS, Brahmakumar M (2010) Mater Des 31(9):4274–4280
Mutlu H, Meier MAR (2010) Eur J Lipid Sci Technol 112(1):10–30
Lu Y, Larock RC (2010) Progress in Organic Coatings 69(1):31–37
Saetung A, Rungvichaniwat A, Campistron I, Klinpituksa P, Laguerre A, Phinyocheep P, Pilard J-F (2010) J Appl Polym Sci 117(3):1279–1289
Kébir N, Morandi G, Campistron I, Laguerre A, Pilard J-F (2005) Polymer 46(18):6844–6854
Lu Y, Larock RC (2008) Biomacromolecules 9(11):3332–3340
Pawlik H, Prociak A (2012) J Polym Environ 20(2):438–445
Tu Y-C, Suppes GJ, Hsieh F-H (2008) J Appl Polym Sci 109(1):537–544
Tanaka R, Hirose S, Hatakeyama H (2008) Bioresour Technol 99(9):3810–3816
Akram D, Sharmin E, Ahmad S (2014) Progress in Organic Coatings 77(5):957–964
Akram D, Sharmin E, Ahmad S (2010) J Appl Polym Sci 116(1):499–508
Hu YH, Gao Y, Wang DN, Hu CP, Zu S, Vanoverloop L, Randall D (2002) J Appl Polym Sci 84(3):591–597
NR Export of Thailand by Types in 2002–2013. http://www.thainr.com/en/detail-stat.php?statID=241. Accessed 8 Mar 2014
Saetung N, Somjit S, Thongkapsri P, Tulyapitak T, Saetung A (2016) J Polym Res 23(3):1–10
Charoen D (2011) Science and Rubber Technology 3:24–34
Morshed M, Ferdous K, Khan MR, Mazumder MSI, Islam MA, Uddin MT (2011) Fuel 90(10):2981–2986
Gimbun J, Ali S, Kanwal CCSC, Shah LA, Ghazali NHM, Cheng CK, Nurdin S (2013) Procedia Engineering 53(0):13–19
Sharma BB, Saha RK, Saha H (2014) Anim Feed Sci Technol 193:84–92
Deng J, Mai K, Chen L, Mi H, Zhang L (2015) Fish & Shellfish Immunol 44(2):436–444
Joseph R, Alex R, Vinod VS, Premalatha CK, Kuriakose B (2003) J Appl Polym Sci 89(3):668–673
Joseph R, Alex R, Madhusoodanan KN, Premalatha CK, Kuriakose B (2004) J Appl Polym Sci 92(6):3531–3536
Aigbodion AI, Pillai CKS (2000) Prog Org Coat 38(3–4):187–192
Bakare IO, Pavithran C, Okieimen FE, Pillai CKS (2008) J Appl Polym Sci 109(5):3292–3301
Okieimen FE, Pavithran C, Bakare IO (2005) Eur J Lipid Sci Technol 107(5):330–336
Kim BS, Kim BK (2005) J Appl Polym Sci 97(5):1961–1969
Harjunalanen T, Lahtinen M (2003) Eur Polym J 39(4):817–824
Lu Y, Xia Y, Larock RC (2011) Prog Org Coat 71(4):336–342
Chai SL, Tan HM (2008) J Appl Polym Sci 107(6):3499–3504
Chai SL, Jin MM (2009) J Appl Polym Sci 114(4):2030–2035
Paul CJ, Gopinathan Nair MR, Neelakantan NR, Koshy P, Idage BB, Bhelhekar AA (1998) Polymer 39(26):6861–6874
Poussard L, Burel F, Couvercelle J-P, Loutelier-Bourhis C, Bunel C (2006) J Appl Polym Sci 100(4):3312–3322
Jena KK, Chattopadhyay DK, Raju KVSN (2007) Eur Polym J 43(5):1825–1837
Asif A, Shi W, Shen X, Nie K (2005) Polymer 46(24):11066–11078
Petrović ZS, Zhang W, Javni I (2005) Biomacromolecules 6(2):713–719
Petrović ZS, Guo A, Javni I, Cvetković I, Hong DP (2008) Polym Int 57(2):275–281
Acknowledgements
We acknowledge the Faculty of Science and Technology, Prince of Songkla University, for financial support under grant contract SAT 560318S. The authors also thank the Research and Development Office (RDO) and Assoc. Prof. Seppo Karrila for assistance in manuscript preparation.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Saetung, A., Rungvichaniwat, A., Tsupphayakorn-ake, P. et al. Properties of waterborne polyurethane films: effects of blend formulation with hydroxyl telechelic natural rubber and modified rubber seed oils. J Polym Res 23, 264 (2016). https://doi.org/10.1007/s10965-016-1160-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10965-016-1160-9