
Abstract
This work aimed at finding optimum conditions for producing high-density polyethylene (HDPE) with improved silane grafting while maintaining the overall process efficiency. The silane-grafted product was then crosslinked utilizing water as the crosslinking agent. The properties of the samples before and after silane curing were analyzed using differential scanning calorimetry, thermogravimetric analysis, heat distortion temperature, and tensile testing. In the work, vinyltrimethoxysilane-grafted HDPE has been prepared in the melt by reactive extrusion. The effects of single and binary initiator systems, and of extrusion conditions, on silane grafting and undesirable PE self-crosslinking have been investigated. The use of binary initiators (i.e. benzoyl and dicumyl peroxide mixture) successfully led to an HDPE with improved level of grafting and diminished amount of gel from crosslinking side reaction. Results of the swelling factor, in combination with the gel content of the silane-cured products, showed that different crosslink network structures (loose or tight networks) formed during the progress of the crosslink reaction. A tight network was formed after the maximum swelling factor was reached. The structure of the crosslink network affected the tensile and heat aging properties of the materials greatly. The samples of tight networks were able to withstand the high heat of 132 °C which is close to the melting temperature of HDPE. Only 10 % reduction in tensile properties was observed for the crosslinked samples after heat aging.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Crosslinked polyethylene (PE) exhibits excellent electrical properties, good heat resistance, dimension stability, and environmental stress cracking resistance [1–3]. Today crosslinked PE is used on a large commercial scale in wire, cable, and pipe industries. Industrial crosslinking of PE is practiced primarily by using peroxides, high-energy irradiation, and silane crosslinking [1, 4, 5].
The silane crosslinking method involves the grafting of vinylsilane onto the polymer chain, followed by processing and shaping the polymer into final product and then crosslinking of it with moisture or water. In silane crosslinking siloxane bonds are formed and these link the polymer chains together. To produce insulation material, crosslinked polymer normally has a high crosslink (gel) content of approximately 65–90 % [6–8]. In order to achieve these products containing a high crosslink gel, a sufficient amount of silane in the grafted polymers is essential. Grafting of vinylsilane onto PE in the presence of an organic peroxide is commonly performed in extruder reactors because of several economic advantages, such as short production time and feasibility of obtaining a solvent-free reaction. Although such melt grafting is more convenient and effective for industry, unfortunately the grafting degree obtained by this method is usually low. Efficient grafting depends on a number of related factors, including initiator types, solubility of monomer in polymer, concentrations of initiators and monomers, and processing conditions [9–13]. Homopolymerization of monomer and formation of side reactions (e.g. chain scission, crosslink, or degradation) may compete with grafting. For the melt grafting reaction on polyolefins, dicumyl peroxide (DCP) is known to be an efficient initiator [14–16]. This is since it has a favorable decomposition rate at the normal processing temperatures of PE, which are around 160–200 °C [17, 18]. Kuan et al. [15] and Shieh et al. [16] used DCP in the range of 0–0.1 % wt as an initiator for silane grafting of PE in a twin-screw extruder. The extent of grafting is generally increased by an increase in DCP concentration. However, even with DCP a well-known problem during grafting onto PE is the creation of crosslinking side reactions, and the tendency of PE crosslinking is increased with an increase in the amounts of initiators [12]. The formation of premature crosslinked PE in the extruder not only causes difficulties in achieving consistent good quality product, but also results in increased melt viscosity and “screw-buildup” (pressure buildup in the screw) which consequently affects process efficiency.
Among various types of PE, e.g. low-density PE and linear low-density PE, high-density PE (HDPE) yields the lowest grafting content due to its higher crystallinity and lower silane absorption. Linear low-density PE, with its higher content of tertiary carbons, exhibits the highest grafting yield [12, 19]. In our previous work, various ethylene copolymers including ethylene-butene, ethylene-octene, and ethylene-vinyl acetate copolymers were introduced to the HDPE as silane carriers. The results showed that an increase in the amount of silane absorbed in the carriers did not help improving the grafting efficiency of HDPE. However, the rate of silane crosslinking of HDPE was enhanced and also the density of the crosslink network was increased by those carriers [20].
This paper presents the melt grafting of vinyltrimethoxysilane (VTMS) onto HDPE in a co-rotating twin-screw extruder. Two free radical initiators with different half-life temperatures, i.e. DCP and benzoyl peroxide (BPO) were used. The concept of binary initiator was introduced for improving the efficiency of silane grafting of HDPE in the melt while maintaining the process efficiency. The use of a binary initiator would reduce the excessive amount of free radicals generated in the early stages of reactive extrusion, and allow a long lifetime initiator to induce a grafting reaction in the later zones of the extruder. The influence of single and binary initiator systems and their concentrations, as well as extrusion conditions on the silane grafting of HDPE, were investigated using infrared spectroscopy. The premature crosslinks formed during the grafting process as a result of PE self-crosslinking were determined using a solvent extraction technique. The thermal and mechanical properties of the samples before and after silane curing were analyzed using differential scanning calorimetry (DSC), thermogravimetric analysis (TGA), heat distortion temperature (HDT) testing, and tensile testing. Correlations between the crosslink content and the final product property are drawn. The mechanical properties of silane-crosslinked materials after heat aging at 121 °C were also reported since, these are important considerations for high temperature applications, such as low-voltage cable jacketing.
Experimental
Materials
HDPE (grade 5000S) in pellet form was purchased from Bangkok Polyethylene Co. Ltd. (Bangkok, Thailand). The melt flow index (190 °C and 2,160 g) of this resin was 0.8 g.10 min−1. DCP and BPO were used as initiators and VTMS was used as a monomer for the grafting reaction. All chemicals were purchased from Aldrich Chemical Co. (Milwaukee, WI) and used as received.
Silane grafting and water crosslinking of HDPE
Silane grafting reaction of HDPE was carried out in the molten state using a co-rotating twin-screw extruder with a screw diameter of 16 mm and an L/D (length/diameter) of 20 (Prism TSE 16, Staffordshire, UK). The extruder barrel had five sections with electrical heaters and water cooling systems. The extrusion screw configuration and temperature settings are shown in Fig. 1. The HDPE pellets were first tumble-mixed with silane and peroxide initiators. The silane concentration was kept constant at 5 % wt and the initiator contents were varied in the range of 0–0.3 % wt. The mixtures were kept under nitrogen atmosphere in a sealed container for 24 h before mixing in the extruder. Silane grafting of those mixtures was carried out under different extrusion temperature profiles, i.e. normal temperature profile (T1) and reverse temperature profile (T2). The temperature profile during reactive extrusion from the barrel section just after the feed throat to the die for the T1 profile was 160, 160, 170, 170, and 170 °C, while that of 160, 200, 170, 170, and 170 °C was used for the T2 profile. A screw speed of 30 rpm was used in both cases, giving an average residence time of 4 min. The grafted products were compression-molded at 190 °C into 1 mm thick sheets (for tensile and rheological tests), and 3 mm thick sheets (for HDT test), under a pressure of 15 MPa for 5 min. Crosslinking of the grafted samples was performed by immersing the molded samples in hot water at 70 °C for different period of time. After the samples were removed from the bath, each was tested for thermal and mechanical properties.

Schematic of screw configuration and temperature profiles used in silane grafting experiments
Characterizations
Fourier transform infrared (FTIR) spectroscopy
FTIR was used to confirm grafting reaction and evaluation of relative amount of silane-grafted onto HDPE. The results are reported here as grafting index. To that end, film samples with a thickness of ~ 50 μm were prepared by hot-pressing the silane-grafted polymers at 190 °C and then washing with an excess of acetone to remove the unreacted silane and residual peroxide. The FTIR measurements were performed on a Perkin Elmer System 2000 (Boston, MA). Spectra were recorded in transmission mode at room temperature with a resolution of 4 cm−1 over the range of 4000 to 600 cm−1. The grafting index of various grafted samples was determined by calculation of the ratio of peak intensity of the 1,092 cm−1 band, corresponding to the methoxy (Si-OCH3) group in the grafted polymer, to that of the methyl (CH3) group band at 1,377 cm−1, which was used as the internal reference in the normalization of the different spectra.
Determination of gel content and swelling factor
Soxhlet extraction tests were performed on the silane-grafted samples and the crosslinked products. Approximately 0.3 g of each sample was wrapped in a 120 mesh stainless steel cage and extracted for 6 h in refluxing xylene containing 1 % of antioxidant (Irganox 1010, Ciba-Geigy). After extraction, the samples were dried in a vacuum oven until constant weight. The gel content and swelling factor were determined using Eqs. 1 and 2, respectively.
Rheological measurement
The samples in the form of 1 mm thick disk were examined at 200 °C in a parallel-plate rheometer (Physica MCR 500, Stuttgart, Germany), operating in an oscillatory shear mode at a constant strain of 10 % over the frequency ranged from 1 to 200 rad.s−1. The resultant complex modulus was determined as a function of frequency.
Differential scanning calorimetry (DSC)
The melting and crystallization behaviors of the HDPE and its crosslinked samples were analyzed using a differential scanning calorimeter (Perkin-Elmer DSC-7, Boston, MA). The test specimens (8 ± 1 mg) were heated from 50 to 170 °C at a scan rate of 20 °C.min−1. The temperature was then maintained at 170 °C for 5 min before cooling to 50 °C at the same rate.
Thermogravimetric analysis (TGA)
TGA was carried out using Mettler Toledo SDTA851 TGA, (Schwerzenbach, Switzerland). The samples of about 8 mg was placed in a platinum pan and heated in a temperature range of 40–600 °C at a heating rate of 20 °C.min−1, with a controlled oxygen flow of 60 ml.min−1. The decomposition temperature (T d ) was evaluated from the peak maximum of the differential thermogravimetry (DTG) curves.
Heat distortion temperature (HDT)
The HDT test was conducted using Ceast 6510 (Torino, Italy). A rectangular bar of 3 mm thick was tested in the edgewise position with a load applied at its center to give a maximum stress of 0.455 MPa. The test bar was immersed under load in a heat transfer medium (silicone oil) providing a heating rate of 2 °C.min−1. The temperature of the medium was measured when the test bar was deflected 0.25 mm.
Tensile testing
The tensile test was performed using an Instron Model 5569 tensile tester (Canton, MA), equipped with a 1 kN load cell. The dumbbell-shaped specimens were stamped from a 1 mm thick compression-molded sheet. The test was conducted at a crosshead speed of 50 mm.min−1 and gauge length of 45 mm. All reported results are the averages of at least five test specimens. For the thermal aging test, the tensile specimens were hung in a hot-air oven at 121 °C for 168 h according to ASTM D 2655-00 (thermal aging of crosslinked PE for electrical wires and cables insulation) and at 132 °C for 24 h. The aged samples were subsequently cooled down to room temperature and their tensile properties were characterized using the same test conditions as those used for the unaged samples.
Results and discussion
Silane grafting of HDPE
The grafting of VTMS onto the HDPE was confirmed by FTIR spectroscopy. Figure 2 shows the FTIR spectra of unmodified HDPE and silane-grafted HDPE. The unmodified HDPE shows characteristic peaks at 722, 1,377, and 1,465 cm−1 which assign to the CH2 rocking, and CH bending of methyl and methylene groups, respectively. The introduction of VTMS onto the HDPE leads to the appearance of additional absorption peaks at 798, 1,092, and 1,192 cm−1, corresponded to the absorption peak of methoxysilane (Si-OCH3) groups of Si-O bending, Si-O stretching, and Si-C stretching, respectively [20, 21].

FTIR spectra of unmodified HDPE and silane-grafted HDPE
Single initiator system
Figure 3 shows the effect of initiator type and concentration on silane grafting of HDPE. In this study, the concentration of VTMS was kept constant at 5 %. The results clearly indicate that the grafting reaction of VTMS onto the PE chains is possible in the absence of initiator with the studied conditions. Upon heating in the extruder, polymer radicals are formed and reacted with silane monomer and/or other polymer radicals to form desirable silane grafting but also undesirable radical crosslinking. A grafted product with low grafting level is obtained from the reaction without initiator. High grafting level is achieved from the reactions using an organic peroxide initiator. For instance, the use of 0.1 % DCP in the reaction results in the product with grafting index four times higher than the one prepared under the conditions without initiator. However, with increasing the initiator concentration in the system to 0.3 %, the grafting index hardly increases further, but unfortunately the content of undesirable gel from radical crosslinking increases dramatically as shown in Fig. 4. The highest percentage of premature gel in the grafted products was around 5 % for the sample containing 0.3 % DCP and prepared using the T2 condition.

Effect of initiator type and concentration, and extrusion temperature on grafting index of grafted HDPE

Effect of initiator type and concentration, and extrusion temperature on premature gel of grafted HDPE
Comparing the two initiators, DCP is more effective than BPO in initiating the grafting reaction of VTMS onto HDPE. The values of grafting index of the samples prepared using DCP initiator are higher than those using BPO initiator in all initiator loadings. The effectiveness of DCP over BPO in initiating the free radical grafting of PE with various monomers has been reported in the literatures [22, 23]. For a free radical grafting reaction either in solution or in melt, the first step of the reaction is the formation of primary radicals as a result of the thermal decomposition of a free radical initiator (peroxide). In dilute solution, the rate determining reaction follows first order kinetics. Therefore, half-lives of peroxide at various temperatures can be calculated from the kinetic data [24]. Table 1 shows the values of reaction rate constant (K d ) determined using Arrhenius equation [24], and half-life (t ½ ) of DCP and BPO at various temperatures in the range of 160–200 °C.
The results of Table 1 show that the calculated value of t ½ of BPO is only 2.0 s at 180 °C whereas that of DCP is 23.2 s. These values are in good agreement with the t ½ values reported by Cartier and Hu, in which the t ½ of BPO and DCP at 180 °C were 1.2 s, and 29 s, respectively [23]. In this work, the extrusion temperatures were in the range of 170–200 °C or slightly beyond, and the average residence time of the mixtures in the extruder, running at a screw speed of 30 rpm was about 4 min. Under the studied conditions, BPO has much faster rate of decomposition than DCP, as characterized by t ½ value. From the previous work on melt grafting of glycidyl methacrylate (GMA) onto PE, Cartier and Hu reported the weak free radical grafting efficiency of BPO at 180 °C compared to DCP. The reason was reported to be because the rate of decomposition of BPO is too fast compared to the overall rate of grafting [23]. The similar findings were found for the grafting of maleic anhydride onto acrylonitrile-butadiene-styrene (ABS) at a high temperature of approximately 190 °C [25]. DCP was a more effective initiator than BPO for the grafting because the t ½ of BPO was shorter, and BPO decay was faster and occurred before good mixing of the components in a Haake twin-screw extruder. Therefore, the number of reactive sites for monomer molecules decreased, and the free radical further induced side reactions rather than grafting [25]. The results of our study agree well with that previous work where the system with DCP initiator shows a higher grafting yield and a lower premature gel content, compared to the system using BPO. However, contradictory results exist in the literature [26]. Cho et al. carried out the GMA grafting reaction onto PE in an internal mixer at 160 °C and found that under a specific condition, BPO was more effective than DCP for the grafting reaction. The grafting yield of the system using BPO (0.4 %) carried out for 5 min was five times higher than that of the system with DCP (0.4 %) performing the reaction at the same temperature for a longer duration of 15 min [26].
The effect of reversal of the temperature profile on the silane grafting of HDPE is also shown in Fig. 3. It can be seen that this route is more efficient at promoting the grafting reaction of HDPE in the systems with DCP initiator. Under the T2 conditions (reverse temperature profile), the use of 0.2 % DCP leads to products with a grafting index nearly double of those using BPO initiator at the same concentrations. However, the negative effect of using the T2 conditions is an increase in the premature gel formation in the grafted products, especially at a high initiator loading. Under such circumstance where high temperature and high amount of initiator involved, a large number of polymer radicals are generated and this favors self coupling, leading to the increased gel contents without changes in grafting level.
Binary initiator system
The effects of binary peroxides on the contents of silane graft and premature gel are shown in Fig. 5. The results of single initiator system are also included for a comparison purpose. The introduction of mixed peroxides successfully leads to efficient silane grafting, producing a product of high grafting index with low premature gel. For example, the grafted sample prepared using 0.1 % DCP and 0.1 % BPO mixture shows a high grafting index of 5 and less than 1 % premature gel. In such system, BPO is believed to decompose rapidly in the early stages of extrusion, producing free radicals which react with VTMS. After BPO has been consumed and exhausted, DCP with its higher decomposition temperature plays a strong role in the grafting reaction of silane in the later zones of the extruder. The peroxide mixtures give an appropriate transient radical concentration for the grafting in the whole length of the extruder. Therefore a product of high grafting index and low premature gel is achieved.

Effect of single and binary peroxides on grafting index and premature gel of grafted HDPE prepared under the T1 conditions
Silane-crosslinked HDPE
Gel and extraction results
In this part, a silane-grafted sample was immersed in hot water for various durations. The silane-crosslinked products were then analyzed. Figure 6 shows the results of gel content and swelling factor of various silane-cured HDPE. The amount of gel in the crosslinked samples increases rapidly in the initial stage of crosslinking. For example, a gel content of 70 % was gained after 120 h of crosslinking in the absence of catalyst. The initial slope of the graph is very steep, inferring a high rate of crosslink formation. In our previous work on silane-crosslinked ethylene-octene copolymer, we found that the rate of crosslinking of the polymer depends strongly on the relative amounts of crystalline and amorphous material. The copolymer with higher octene content and lower crystallinity showed higher rate of crosslinking than that with lower content of octane comonomer [27]. After this initiation period, the rate of crosslinking slows and a slight increase in the gel content is observed. A gel content of approximately 90 % is gained after 600 h of the curing process. With increasing the time of curing further, the percentage of gel in the crosslinked products is hardly changed and the maximum gel of 93 % is reached for HDPE crosslinked for 1,200 h.

Content of silane crosslink gel and swelling factor as a function of crosslinking time
Apart from gel content, the swelling factor is a good indicator of crosslinking in the gel phase. From Fig. 6, the values of swelling factor also increase sharply in the initial stage and reach a maximum at the crosslinking time of 120 h. The time to reach maximum swelling may vary among various types of PE [28]. In the case of ethylene copolymer, a maximum swelling factor was observed at the crosslinking time of 48 h, owing to the much higher rate of crosslinking of ethylene copolymer compared to that of HDPE [29]. On increasing the crosslinking time beyond this duration, the network structure becomes denser and the diffusion of water is limited by this network structure formed. This results in a lower swelling factor together with a continued increase in gel content. This is indicative of a development in network strength associated with the longer crosslinking time. The results of gel and swelling factor agree well with the results from rheological measurement as shown in Fig. 7. Chain branching and crosslinking in the samples lead to difficulty in the movement of polymer chains [2]. As a result, the polymer viscosity increases and more energy is needed for the mobility of chains. By plotting complex modulus of silane-crosslinked HDPE as a function of crosslinking time, the graph of Fig. 7 shows the increase in complex modulus of all crosslinked samples with increasing time, just as observed in the solvent extraction results.

Complex modulus as a function of crosslinking time
Thermal properties
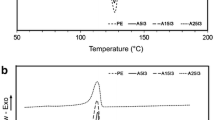
The results from DSC, HDT, and TGA experiments are summarized in Table 2. These include the melting (T m ) and crystallization (T c ) temperatures, heat distortion temperature (HDT), and decomposition temperature (T d ). HDPE shows a melting temperature at 133 °C. DSC analysis clearly reveals that the presence of silane crosslink network in the HDPE has insignificant effect on the T m and T c of the polymer. This is due to the fact that the crosslink process is performed after the polymer has been crystallized during the shaping stage. It is believed that silane crosslink occurs mainly in the amorphous portion of the polymer [3, 30]. Similar findings were found on the effects of silane crosslink on thermal behaviors of polypropylene (PP) [31], low-density PE [32], and ethylene-octene copolymer [33]. HDT tests demonstrate the effect of silane crosslinks on the thermal stability of HDPE. The HDT of pure HDPE increases markedly from 66 to 93 °C after silane crosslinking. A similar observation was reported by Kuan et al. [15] where an HDT of HDPE was increased from 78 to 101 °C after the introduction of a silane crosslink network. In the case of PP, our previous work showed a HDT value of silane-crosslinked sample as high as 180 °C [34]. Apart from HDT, the improvement in thermal stability of HDPE by silane crosslinking can be seen from the results of TGA performed under an oxygen atmosphere. Pure HDPE shows a T d at 413 °C. The T d value of HDPE after crosslinking increases from 413 for virgin resin to 449 °C for the crosslinked product with 90 % gel. These results clearly show that the crosslinked samples are thermally more stable than the unmodified samples. Similar findings were reported also in the case of PP blends where the temperature of 5 % weight loss of the silane- crosslinked sample was 30° higher than that of the uncrosslinked blend [35].
Tensile properties
Figure 8 shows the relationships between the content of gel in the silane-crosslinked samples and the tensile properties, including Young’s modulus, elongation at break, and tensile strength. Interestingly, there is a sudden change in tensile properties with the content of gel in the crosslinked products. Significant increase in modulus with a drastic drop in elongation and strength are clearly observed at around 70 % gel. For the HDPE samples being crosslinked for a time period shorter than the time for maximum swelling to be reached (t < 120 h), the variation of gel amounts (from 0 to 70 %) does not show a significant effect on the tensile properties. In those samples, a loose network structure is formed and this allows polymer chain movement when the tensile stress is applied. As the time of crosslinking increases, the network structure becomes tighter and the polymer chains in the tight network have less movement or orientation during extension. Thus less force is needed for the material to break on exposure to stress [36]. As a result, elongation at break and strength decrease sharply. In contrast to the failure properties, the modulus is increased by crosslinking. A sharp increase in modulus is clearly observed from the plot of Fig. 8.

Relationship between gel content and mechanical properties of silane-crosslinked HDPE
Thermal aging property
In many applications, a material with good heat deformation resistance and thermal endurance properties is needed. In cable jacketing, especially for low-voltage application (< 10 kV), the mechanical properties and thermal stability are very important. In this study, the thermal aging test was performed according to ASTM D 2655-00. This is the method for the characterization of the thermal aging properties of insulation for electrical wires and cables. The samples were heated at 121 °C for 168 h. To pass the test, a drop in tensile properties of aged samples should not exceed 25 %, compared to the unaged samples.
The HDPE used in this study, with a T m of 133 °C, shows an inevitable change in sample appearance during the aging experiment performed at 121 °C. However, the test results show 33 and 19 % reduction in modulus and elongation at break, respectively. In the other words, the HDPE sample without any modification fails the aging test. The grafted and crosslinked HDPE retain their specimen shape and size after thermal aging but a deterioration of tensile modulus, elongation at break, and strength results. However, a drop in tensile properties of the silane-crosslinked polymers after aging does not exceed 25 % and, therefore, it could be said that all silane-crosslinked polymers prepared in this study pass the test specification of the ASTM D 2655-00. The effect of network structure, either a loose or a tight network, on thermal stability of the HDPE is clearly seen from the aging results. The drop in tensile properties is more severe for the samples crosslinked for time periods lower than 120 h (or lower than the point of maximum swelling factor) where loose networks are formed and gel content of approximately 70 % or lower is gained.
Increasing the experimental temperature to 132 °C, which is closer to the melting temperature of HDPE, unmodified HDPE and the loosely crosslinked samples (crosslinking time < 120 h) cannot withstand the high aging heat of 132 °C. Chain slippage is believed to occur in those samples upon heating [37]. The specimens deformed and distorted after only 4 min of the aging experiment. Therefore, no results on their tensile properties are shown in Fig. 9a–c. Better thermal aging resistance is obtained by curing the samples for longer duration beyond 120 h or beyond the point of maximum swelling factor. The samples with tight networks are able to withstand the high heat of 132 °C. The sample with 90 % gel shows only 5 % reduction in tensile properties after aging at 121 °C for 168 h and 10 % reduction in properties after aging at 132 °C.

(a) Young’s modulus, (b) elongation at break, and (c) tensile strength at break of crosslinked products before and after thermal aging at 121 °C for 168 h and 132 °C for 24 h
Conclusions
Melt grafting of VTMS onto the HDPE was performed in a twin-screw extruder. The appearance of IR peaks of methoxysilane (Si-OCH3) groups at 798, 1,092, and 1,192 cm−1 in the reacted PE confirmed the presence of silane grafting.
The grafting level depended strongly on the type and concentration of initiator used, and extrusion temperature. Using of a binary BPO/DCP initiator was effective in improving the silane grafting yield while minimizing the formation of premature gel.
Analysis of gel content and swelling factor provided an insight into understanding the structure of the silane crosslink network formed in the desired crosslinking reaction. A sharp increase in the content of gel and swelling factor was observed in the early stage of curing process, revealing the formation of a loose network structure. A tighter network was achieved after the maximum swelling factor was reached.
There was a sudden change of tensile properties with the gel content. Elongation at break and strength decreased and modulus increased sharply after the tight network was formed. All silane-crosslinked polymers prepared in this study passed the aging test specification for low-voltage applications. The structure of the network, either loose or tight, showed a strong role in the heat aging properties of the crosslinked products.
The melting and crystallization behavior of silane-crosslinked samples was insignificantly affected by the crosslink structure. TGA and HDT tests showed an increase in the values of T d and HDT, inferring an improvement in thermal stability of the materials after crosslinking.
References
Smedberg A, Hjertberg T, Gustafsson B (1997) Polymer 38:4127–4138
Dadbin S, Frounchi M, Saeid MH, Gangi F (2002) J Appl Polym Sci 86:1959–1969
Oliveira GL, Costa MF (2010) Mater Sci Eng, A 527:4593–4599
Zhu Y, Yoon HG, Suh KS (1999) IEEE Trans Electr Insul 6:164–168
Anbarasan R, Babot O, Maillard B (2004) J Appl Polym Sci 93:75–81
Celina M, George GA (1995) Polym Degrad Stabil 48:297–312
Barzin J, Azizi H, Morshedian J (2006) Polym Plast Technol Eng 45:979–983
Tokuda S, Horikawa S (2003) Furukawa Rev 23:88–93
Jiao C, Wang Z, Gui Z, Hu Y (2005) Eur Polym J 41:1204–1211
Huang H, Lu HH, Liu NC (2000) J Appl Polym Sci 78:1233–1238
Pesetskii SS, Jurkowski B, Krivoguz YM, Kelar K (2001) Polymer 42:469–475
Shieh YT, Liu CM (1999) J Appl Polym Sci 74:3404–3411
Sun YJ, Hu GH, Lambla M (1995) J Appl Polym Sci 57:1043–1054
Divya VC, Pattanshetti VV, Suresh R, Sailaja RRN (2013) J Polym Res 20:51–61
Kuan HC, Kuan JF, Ma CCM, Huang JM (2005) J Appl Polym Sci 96:2383–2391
Shieh YT, Hsiao KI (1998) J Appl Polym Sci 70:1075–1082
Bremner T, Rudin A (1993) J Appl Polym Sci 49:785–798
Naqvi MK, Reddy R (1997) Polym Plast Technol Eng 36:585–691
Morshedian J, Hoseinpour PM, Azizi H, Parvizzad R (2009) Express Polym Lett 3:105–115
Sirisinha K, Boonkongkaew M, Kositchaiyong S (2010) Polym Test 29:958–965
Adachi K, Hirano T (2009) J Sol–gel Sci Technol 49:186–195
Kim TH, Kim HK, Oh DR, Lee MS, Chae KH, Kaang SY (2000) J Appl Polym Sci 77:2968–2973
Cartier H, Hu GH (1998) J Polym Sci: Part A Polym Chem 36:2763–2774
Odian G (2004) Principles of polymerization. John Wiley & Sons, New York
Qi R, Qian J, Zhou C (2003) J Appl Polym Sci 90:1249–1254
Cho KY, Eom JY, Kim CH, Park JK (2008) J Appl Polym Sci 108:1093–1099
Sirisinha K, Chimdist S (2008) J Appl Polym Sci 109:2522–2528
Kositchaiyong S (2007) “Influence of various ethylene copolymers on the silane-water crosslinking of high-density polyethylene,” M.Sc. Thesis, Dissertation, Mahidol University, Bangkok
Kamphunthong W (2006) “A study on ethylene-octene copolymer composite crosslinked through siloxane linkage,” M.Sc. Thesis, Dissertation, Mahidol University, Bangkok
Kamphunthong W, Sirisinha K (2008) J Appl Polym Sci 109:2347–2353
Beltran M, Mijangos C (2000) Polym Eng Sci 40:1534–1541
Shieh YT, Liau JS, Chen TK (2001) J Appl Polym Sci 81:186–196
Sirisinha K, Meksawat D (2004) J Appl Polym Sci 93:1179–1185
Sirisinha K, Kawko K (2005) Macromol Mater Eng 290:128–135
Zhou S, Wang Z, Hu Y (2009) J Polym Res 16:173–181
Shah GB, Fuzail M, Anwar J (2004) J Appl Polym Sci 92:3796–3801
Eyerer P (2010) Polymer-opportunities and risks I. Springer Heidelberg Dordrecht, London
Acknowledgement
The authors would like to express thanks to the Thailand Research Fund (TRF) for financial support.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Sirisinha, K., Boonkongkaew, M. Improved silane grafting of high-density polyethylene in the melt by using a binary initiator and the properties of silane-crosslinked products. J Polym Res 20, 120 (2013). https://doi.org/10.1007/s10965-013-0120-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10965-013-0120-x