
Abstract
The improvement of the flame retardancy of polyoxymethylene (POM) is a world-wide difficult problem due to its zippered decomposition property. This paper reported the preparation of the flame-retarding (FR) POM with the synergistic combination of ammonium polyphosphate (APP)/melamine (ME) intumescent flame retardant system and macromolecular char former (MC). The UL94 testing, mechanical properties testing, thermogravimetric analysis (TGA), cone calorimetry and scanning electron microscopy (SEM) were used to investigate the corresponding structure, performance and synergistic flame retardant mechanism. The experimental results showed that, in the used macromolecular char formers (novolac, PA6 and TPU), the combination of novolac with APP/ME intumescent system has the best synergism in flame-retarding POM, greatly enhancing the quality of the formed condensed charred layer and hence the corresponding flame retardancy. The obtained FR POM composite could achieve flame retardancy of UL94 3.2 mm V-0 level and remarkably decreased heat release rate relative to pure POM. The synergistic effect of novolac was shown to be the char formed cross-linking reaction of it with APP. Due to the thermodynamic compatibility of novolac and POM, the prepared FR POM composite also has fairly good mechanical performance, having tensile strength of 49.1 MPa and Izod notched impact strength of 2.60 kJ/m2.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
As an engineering plastic, polyacetal (POM) or polyoxymethylene has been applied in many fields such as automotive parts, electrical and electronic industries, architectural fields, precision machine parts, mechanical transmission parts, household and cosmetic parts, medical device parts, etc. due to its excellent mechanical/electrical properties, resistance to abrasion, fatigue resistance, resistance to chemicals and self-lubrication performance [1–5]. However, POM has very low limiting oxygen index (LOI) (only 15) and very high oxygen content (53%) [2]. Consequently, POM is a very flammable material and extremely difficult to be flame-retarded. The high flammability of POM has greatly limited its more broad applications in various fields above mentioned. With increase in the scope and the diversification of the applications, the improvement of the flame retardancy of POM hence becomes more and more important to satisfy the increasing requirements in the practical use.
The difficulty in the improvement of the flame retardancy of POM can be analyzed as following. As far as the matrix resin POM is concerned, unlike most synthetic resins, the structure of POM macromolecular chain is mainly composed of carbon-oxygen bonds and hence the corresponding oxygen content is very high (calculated as 53%). The structural features of POM above mentioned make that only a very little oxygen is needed to support the constant combustion of POM [2]. Also, POM is unstable to the heat and easily decomposes in an “unzipping” reaction form when the environmental temperature is high. In addition, POM is very sensitive to the acid/alkali compounds and easily catalytically degrade in the presence of above compounds to produce highly flammable free formaldehyde monomers [1, 2, 6]. These free formaldehyde monomers can be also easily oxidized to form formic acid, which, however, accelerates the decomposition of POM [2, 5]. Furthermore, because of lacking some potential reactive functional groups, it is hard for POM itself to participate in the char-forming reaction during combustion. On the other hand, as far as the flame retardants used in POM are concerned, the addition of a small of amount of flame retardants without surface treatment would seriously decrease the thermal stability of POM, causing the deteriorated processing performance. In addition, a high loading of flame retardants is needed to reach a satisfactory flame retardancy of POM. Most flame retardants, generally, have poor compatibility with and poor dispersion in the POM matrix resin due to the high crystallinity and the weak polarity of POM [1]. Above factors would surely significantly deteriorate the corresponding mechanical performance. Obviously, there is a big challenge in the improvement of the flame retardancy of POM.
So far, various flame retardants have been reported to afford flame retardancy to POM. These flame retardants include nitrogen-containing compound (melamine, melamine cyanurate), phosphorus-containing compound (red phosphorous), nitrogen-phosphorus compound (ammonium phosphate, ammonium polyphosphate), and hydroxide (magnesium hydroxide, aluminum hydroxide) [1, 2, 6–9]. Among the involved literatures, Asahi Kasei used red phosphorus, a resin selected from phenol resin and polycarbonate resin and a metal salt of a fatty acid to afford the flame retardancy to POM while maintaining the excellent innate properties of polyacetal resins [8]. Hatsuhiko Harashina et al. investigated the synergistic effect of melamine, novolac and red phosphorus on the flame retardancy of POM. The obtained results are encouraging, e.g. the obtained flame-retarding POM materials possess the flame retardancy of UL94 V-1 level at 0.8 mm thickness and mechanical performance of Izod notched impact strength 29 J/m and tensile strength of 52 MPa [2]. However, the involved processing conditions are very rigorous, e.g. the mixture of the flame retardant system with POM should be twin-screw extruded in the atmosphere of nitrogen to obtain the pellets. The severe conditions of processing make this preparation method very hard to be industrialized. In addition, the problem of the color of the used red phosphorus itself also restricts the extensive applications of the flame-retarding POM materials [10].
Halogen-free intumescent systems have attracted great attentions due to its many advantages, such as halogen free, low toxicity, absence of dioxins, low smoke generation, non-dripping, etc. It is well known that in a typical intumescent system, ammonium polyphosphate (APP), pentaerythritol (PER) and melamine (ME) are often used as acid source [11–15], carbonization agent and blowing agent, respectively. However, there are some problems in the used char former PER thereof, such as the poor compatibility of PER with polymer matrix due to the great polarity of PER, the possible migration of PER throughout the matrix and the possible reaction with the phosphate species in intumescent system in process [16]. Therefore, some macromolecular char formers (MC) have been used to partly or completely substitute for PER. It was reported that use of the charring polymers (polyamide, thermoplastic polyurethanes) associating with nitrogen-phosphorous compound would result in an improvement of the compatibility between the flame retardant and polymer matrix [16, 17]. In addition, some polymers such as polyamide 6 (PA6), thermoplastic polyurethanes (TPU) and novolac, not only can form hydrogen bond with POM matrix to improve the compatibility and distribution of fillers in polymer matrix, but also can increase the thermal stability of POM as formaldehyde scavenger [1, 2, 18].
To the best of our knowledge, there are few studies on the flame-retarding (FR) POM with APP intumescent system in the presence of macromolecular char formers of PA6, TPU and novolac, respectively. In the present study, PA6, TPU and novolac were separately selected as carbonization agents in association with APP intumescent system to flame-retard POM. The corresponding structure, properties and flame retardant mechanism were systematically investigated. Our results show that the combination of the macromolecular char former novolac with APP intumescent system has the best synergistic effect in flame-retarding of POM, greatly enhancing the quality of the formed condensed phase charred layer and hence improving the flame retardancy while maintaining fairly good mechanical performance.
Experimental
Materials
The commercial POM co-polymer (M90) pellets without any additives (melt flow index of 9.0 g/10 min) used in this study was supplied by Yuntianhua Corporation, Ltd. (Yunnan, China). Melamine (ME) (commercial grade) was purchased from the Kelong Chemical Reagent Factory of Chengdu (Chengdu, China). APP was supplied by Clariant Corporation, Germany with the trade names EXOLIT AP422. TPU (ESA-480) was supplied by Shenzhen Pepson Industrial Corporation in China. Novolac, with melting temperature of 100 °C, was supplied by Henan Bangde Chemical Engineering Company in China. PA6 (YH800) powder was supplied by Baling Petrochemical Company in China.
Preparation of flame-retarding polyoxymethylene samples
POM, APP, ME and macromolecular char former (MC, including PA6, TPU and novolac) with a certain proportion were pre-mixed in a high-speed mixer. The well-mixed ingredients were extruded at the range of 170–190 °C in a TSSJ-25/33 co-rotating twin-screw extruder (ϕ = 25 mm, L/D = 33, Chenguang Research Institute of Chemical Industry, China) with screw rotation speed of 150–180 rpm and feed rate of 15–18 rpm .The cooled extrudates were cut into pellets and then dried in an oven at 60 °C for 5 h. The extruded pellets were molded into standard testing bars for combustion and mechanical performance tests using a K-TEC 40 injection-molding machine (Terromatik Milacron Corporation, USA) with plasticizing temperature of 170 ∼ 195 °C, mold temperature of 30 °C and hold time of 10 s.
Characterizations
The vertical and horizontal burning (UL 94) tests were carried out on a CZF-3 horizontal and vertical burning tester (Jiangning Analytical Instrument Factory, China) according to the standards ASTM D3801 and ASTM D635, respectively, on sheet 127 mm × 12.7 mm × 3.2 mm.
The thermal stability was evaluated by thermogravimetric (TG) analysis. The TG analyses of samples were examined under air with flow rate 100 ml/min on a Q500 TGA thermal analyzer (TA Instruments, USA) at a constant heating rate of 10 °C /min in the temperature range 25–700 °C.
Cone calorimetry measurement was used to evaluate the flammability of samples on a cone calorimeter (Fire Testing Technology, East Grinstead, UK) under an external heat flux of 35 kW/m2, with specimen dimension of 100 mm × 100 mm × 3 mm according to ISO 5660-1 standard. The measured parameters of combustion performance include time to ignition (TTI), time to extinguishment (TTE), peak heat release rate (PkHRR), average heat release rate (AvHRR), fire hazard risk index (the ratio of PkHRR to TTI, PkHRR/TTI), peak mass loss rate (PkMLR) and average mass loss rate (AvMLR).
The morphology of the residual charred layer of the burned samples after the UL 94 test and the fractured surface of the specimen, which were coated with a conductive gold layer, was observed on a JEOL JSM-5900LV scanning electronic microscope (SEM) (JEOL Ltd, Tokyo, Japan) with an accelerate voltage of 10 kV.
The tensile tests were carried out on an Instron universal testing machine 4302 (Instron Corporation, UK) at room temperature and a crosshead speed of 50 mm min−1 according to ASTM D638. The impact tests were done on an XJ40A impact tester (Shanghai Huayan Instrument Inc, China) according to ASTM D256 standard.
Results and discussion
Flame retardancy of the flame-retarding POM with APP/ME/MC composite system
In this paper, three types of polymers including PA6, TPU and novolac were used as macromolecular carbonization agent (MC) to synergistically flame-retard POM. The composite flame retardant system of APP, ME and MC was melt-blended in twin-screw extruder to prepare the flame-retarding (FR) POM samples. Table 1 shows the results of the horizontal and vertical burning tests of different FR POM samples. It can be seen that pure POM instantly burns violently with blue flame after the test flame application and simultaneously produces a large amount of flaming melt drips, which would ignite the testing absorbent cotton below. The blue flame does not extinguish until the tested specimen completely burns out without char-forming on its surface. For the FR POM samples with APP intumescent system, it was experimentally found that the addition of 40 wt% loading of APP particles will markedly decrease the thermal stability of the flame-retarding system and POM would degrade to a certain degree with foaming extrudate produced. When the loading of APP particles decreases to 25 wt% (sample 2), the processing property of the involved FR system was greatly improved and the corresponding flame retardancy was also improved relative to pure POM (the flame color of the former is yellow). However, sample 2 still has high burning rate and can not pass the UL94 vertical burning test. Sample 3 was prepared by addition of additional 7 wt% of ME based on sample 2 and sample 4 was prepared by increase of APP loading to 33 wt% based on sample 3. The results showed that both sample 3 and sample 4 can achieve UL94 HB level. However, in the UL 94 vertical burning test, these two samples still burn quickly and can not extinguish though it seems that the temperature of the burning surface of the samples decreases according to the occurring yellow flame of the burning samples. This indicates that the addition of a small amount of ME in the APP FR system (sample 3 and sample 4) can improve the flame retardancy of POM to a certain extent and accordingly postpone the combustion of POM. However, due to lack of enough dense charred layers, the involved samples still can not pass UL 94 burning test and the flame retardancy remains to be improved. It was reported that the addition of some specific char formers in the intumescent flame retardant system can effectively increase the char yield and improve the quality of the formed carbonaceous layers of the intumescent flame retardant system during combustion. So, in this paper, PA6 (sample 5), TPU (sample 6), and novolac (sample 7), which were used as the macromolecular char formers, were introduced into the FR POM system, respectively, on the basis of sample 3.
The experimental results showed that for the FR POM sample with combination of APP/ME and MC PA6, it can extinguish quickly after flame application for 30 s in the UL94 horizontal burning test and can achieve UL94 HB level. However, it fails in the UL94 vertical burning test, because after flame application for 10 s, the sample can not extinguish just with a constant weak flame along the edge of the tested specimens. The flame retarding efficiency of sample 6 containing MC TPU is just similar to that of sample 5 containing MC PA6 and this sample also can not pass the UL94 vertical burning test too. Comparatively, for FR POM sample 7 with the same loading level of MC novolac, it instantly extinguishes after flame application and achieve UL 94 V-0 level in the vertical burning test, indicating that the addition of linear novolac resin greatly enhances the quality of the formed carbonaceous layers of the flame-retarding POM during combustion. The added novolac has the best synergism with APP in improvement of the flame retardancy of POM among the three types of macromolecular char formers and is the effective MC suitable for the flame-retarding POM with APP system.
Mechanical properties of flame-retarding POM with APP/ME/MC composite system
The mechanical properties of various flame-retarding POM samples are exhibited in Table 2. It can be seen that, comparing sample 2 with sample 3, the tensile strength of the latter with more flame retardant loading is higher than that of the former instead. The reason for this may be that the addition of APP with weak acidity alone would cause the degradation of POM macromolecular chains and the mechanical properties were impaired accordingly. However, the addition of ME, on one hand, can act as formaldehyde scavenger to greatly improve the thermal stability of flame-retarding POM and, on the other hand, can also stabilize APP by reaction with it. After addition of MC, the mechanical performance of the corresponding FR POM samples presents different changing tendency. The mechanical performance of samples containing PA6 and TPU, respectively, is close. However, the mechanical performance (particularly the tensile strength) of sample containing novolac is improved much relative to samples containing other MC. It was believed that the macromolecular char former PA6, TPU and novolac all can form hydrogen bond with POM matrix, hence contributing to improvement of the compatibility of flame retardant fillers with POM matrix. However, TPU, as the effective toughening agent for POM [1], is not able to greatly improve the impact property of FR POM blend due to the presence of high loading of flame retardants, and would, contrarily, decrease the tensile strength of the corresponding sample so much. For the macromolecular char former PA6, because the melting point of PA6 (250 °C) is much higher than the processing temperature of POM, the powdered PA6 is still in solid state during the processing of POM, leading to the difficult dispersion of PA6. The deteriorated dispersion of PA6 powders is surely disadvantageous to the improvement of the mechanical performance and flame retardancy of the involved FR POM samples. In contrast, for the linear novolac resin, because it has a lower softening point than the processing temperature of POM, novolac can be melt-blended with the mixture of POM and flame retardant fillers and can even form a certain structure in the polymer matrix under the processing conditions of POM. Moreover, the published literature [2] showed that the phenolic hydroxyl group of novolac can form hydrogen bonding with the ether bond in POM chains, hence achieving the thermodynamic compatibility between novolac and POM. The characteristics of novolac above mentioned may also contribute to improvement of the dispersion of flame retardant filler in POM matrix. Above analyzes have been proved by the following morphological observations. Therefore, the mechanical property, especially the tensile strength of incorporated novolac flame-retarding system is better than that of the other two flame-retarding systems. Obviously, the mechanical properties of FR POM material with APP/ME/Novolac system are more close to those of pure POM. Hence, the prepared POM/APP/ME/Novolac FR materials have greatly potential applications.
Figure 1 shows the SEM photographs of the fractured surface of sample 3 (POM/APP/ME) (a) sample 5 (POM/APP/ME/PA6) (b), sample 6 (POM/APP/ME/TPU) (c) and sample 7 (POM/APP/ME/Novolac) (d). It can be seen that, for sample 3 (Fig. 1(a)), the compatibility and dispersion of flame retardant fillers APP and ME are both poor in POM matrix and most of the flame retardants even agglomerate together. For sample 5 with PA6 (Fig. 1(b)) and sample 6 with TPU (Fig. 1(c)), relative to the sample 3 without MC, more flame retardant (FR) particles are embedded in the matrix and less aggregated FR particles are exposed at the interfacial surface, showing the more homogeneous dispersion of FR particles. Above results may be related to the formation of hydrogen bonding between PA6 or TPU and POM. In addition, TPU sample seems to show a better interface than PA6 sample. For the latter, the added PA6 powders may be softened to form flake-like particles under the shear force effect of rotating screw and the POM process conditions. As can be seen from Fig. 1(b), there are some big flake-like substances at the interface. Such an interface would surely decrease the mechanical performance to a certain degree. Moreover, the elasticity of TPU would, of course, decrease the tensile strength and increase the impact strength to a certain degree. Comparatively, for sample 7 with novolac resin, the addition of novolac greatly improves the dispersion and the compatibility of flame retardant APP/ME in POM matrix. In addition, in the SEM photograph of sample 7 (Fig. 1(d)), a number of fibrous substances were also found. The reason for the formation of such a fiber-like particle may be that the softening novolac resin is sheared under the effect of the shear force field of twin-screw extruder during processing and also shows a certain degree of orientation along the flow direction. Such a structure, apparently, is advantageous to the improvement of the mechanical performance of FR POM materials. This is also the reason why the flame retardancy and mechanical performance of novolac contained system are better than those of other flame retardant system.

SEM photographs of fractured surface of sample 3 (POM/APP/ME) (a), sample 5 (POM/APP/ME/PA6) (b), sample 6 (POM/APP/ME/TPU) (c) and sample 7 (POM/APP/ME/Novolac) (d)
Flame retardant mechanism analysis of flame-retarding POM with APP/ME/MC composite system
The key in affording the flame retardancy to POM is whether some compounds can be found to absorb the generated formaldehyde efficiently and rapidly from POM decomposition before diffusion of these fuels from the condensed phase to the gas phase, so as to reduce the combustibility of POM surface [2]. Another key factor of improving the flame retardancy of POM is to enhance the char forming ability on the POM surface. The APP/ME/Novolac flame retardant system used in this paper has been, accordingly, designed for flame retarding POM by considering the two aspects mentioned above.
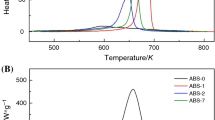
Figure 2 shows the TGA (a, c) and DTG (b, d) curves of various flame-retarding POM samples and base POM in the temperature range of 25 ∼ 700 °C under air atmosphere. From Fig. 2(a)∼(b), it can be seen that the base POM begins to decompose rapidly at about 270 °C and this decomposition ends at about 350 °C with almost no char residue, hence losing its flame retardancy. Adding 25 wt% APP in POM matrix decreases the thermal stability of the flame-retarding system (the temperature at the maximum mass loss rate has been reduced to 212.6 °C), indicating that the flame retardant effect of the added APP particles starts to be in operation and the corresponding char residues also increase evidently (20%). However, because the thermal stability of the formed charred layers is not good in the temperature range of 250 ∼ 500 °C, the corresponding FR POM sample fails to pass the UL94 horizontal burning test. In addition, because the decomposition temperature of the involved FR POM sample is very close to the processing temperature of POM (200 °C), POM/APP system is not stable and would suffer decomposition in the processing to a certain degree. The reason for this is that the acidic group—POOH were exposed due to the release of ammonia from the thermal decomposition of APP at the processing temperature of POM (as shown in Fig. 3) and the formed acidic groups would initiate the decomposition of POM matrix. As a result, when the loading of APP in FR POM system increases to 40 wt%, POM depolymerizes to a considerable degree in the extrusion processing and the foaming extrudates could not even be injection molded.

TGA (a, c) and DTG (b, d) curves of various flame-retarding POM samples

The reaction mechanism between APP and ME
The addition of ME (generally used as formaldehyde absorbent) would protect the exposed acidic groups—POOH of the heated APP (Fig. 3) in time [19], hence increasing the thermal stability of FR POM/APP system (Fig. 2(a)). During the combustion, on one hand, the formaldehyde monomers produced by POM decomposition can be absorbed by the added ME through reaction shown in Fig. 3, and on the other hand, the incombustible ammonia released from the thermal decomposition of APP can dilute the air and simultaneously remove part of the generated heat. As a result, the addition of ME obviously improves the flame retarding efficiency of POM (the burning rate becomes slow and the color of the combustion flame changes from blue to yellow), achieving UL94 HB flame retarding level. According to the related TGA results (Fig. 2(a)), the thermal stability of the formed charred layers of sample POM/APP/ME is better than that of sample POM/APP in the temperature range of 250 ∼ 500 °C, which is the reason for the better flame retardancy of the former. However, due to lack of char forming agent in FR POM system, the formed charred layers of the former during the burning test is not still compact enough and there are a lot of voids on their surfaces (Fig. 4(a)). As a result, the formaldehyde monomers generated from the thermal decomposition of POM has diffused to the surface of POM before they can have an opportunity to be absorbed by ME, so the POM/APP/ME FR sample could not still pass the UL94 vertical burning test.

The morphology of the residual charred layers of sample 3 (POM/APP/ME) (a), sample 7 (POM/APP/ME/Novolac) (b), sample 5 (POM/APP/ME/PA6) (c), and sample 6 (POM/APP/ME/TPU) (d)
Adding 8 wt% macromolecular char forming agent novolac to the flame-retarding system POM/APP (25 wt%)/ME (7 wt%), it was found that the thermal stability of the obtained sample (sample 7) is comparable to that of the POM/APP/ME system (sample 3) before 260 °C. However, the thermal stability of the formed charred layers of the former is evidently improved relative to the latter in the temperature range of 260 ∼ 550 °C. This indicates that the addition of novolac has efficiently improved the thermal stability (quality) of the formed expanded carbonization layers, which is the essential reason why the flame retardancy (UL94 V-0 level) of the POM/APP/ME/novolac system is much better than the other FR POM systems.
Above analyzes have been also confirmed by the SEM observation of the surfaces of the charred layers (Fig. 4). Figure 4(a)∼(d) show the SEM photos of the residual charred layers of sample 3 (POM/APP/ME), sample 7 (POM/APP/ME/Novolac), sample 5 (POM/APP/ME/PA6), sample 6 (POM/APP/ME/TPU), respectively. Comparing POM/APP/ME system (Fig. 4(a)) with POM/APP/ME/Novolac system (Fig. 4(b)), the addition of novolac resin obviously improves the quality of the formed condensed phase charred layers during combustion (Fig. 4(b)), e.g. there are almost no voids and a lot of small bubbles existing on the surface of the compact charred layers. Such a structure can contribute to accommodate more amount of formaldehyde gases generated from POM decomposition and can hence effectively prevent the exchange of the fuels and the oxygen outside between the condensed phase and the gas phase. As a result, the flame retardancy of the corresponding FR POM sample can be, therefore, remarkably improved. In addition, relative to POM/APP/ME system, the addition of PA6 (Fig. 4(c)) or TPU (Fig. 4(d)) also enhances the quality of the formed residual charred layers of FR POM material. For example, the surface of the charred layers becomes more integrated and smooth. However, compared with novolac contained system, there are still a few of tiny cracks found in PA6 contained system and TPU contained system, respectively. Also, for the latter two samples, there is absence of the small bubbles formed on the surface of charred layers, which can hold more mount of the decomposition gases. Above analyzes show that novolac has a stronger synergistic char formation effect than both PA6 and TPU.
Why does macromolecular char former novolac resin show a better synergistic char formation effect, compared with PA6 and TPU? The reason for this can be related to the possible char formation cross-linking reaction between APP and novolac during combustion process, as shown in Fig. 5. According to literature [20], APP would be transformed into vitreous ultraphosphate substance via an intermediate containing acid groups with elimination of ammonium and water at higher than 190 °C. As a result, it is possible that the vitreous ultraphosphate generated from APP react with the protons from the phenolic hydroxyl of novolac to form a kind of cross-linking product by elimination of ammonium and water on burning. However, this reaction still requires verification, which is under investigation. This char formation cross-linking reaction contributes a lot to the main synergistic flame-retardant mechanism in the flame retardancy of POM in the presence of novolac. The benzene rings of novolac macromolecular chain in the final cross-linked products have an important contribution in the improvement of the quality of the formed carbonization layers of FR POM sample during combustion. These enhanced charred layers can hence effectively prevent the heat and mass transfer towards and from the fire.

The cross-linking reaction of char formation between APP and novolac
The peak of the thermal decomposition rate in the DTG curves could indirectly reflect the difference in the flame retardancy of different samples. From the DTG curves of base POM, POM/APP, POM/APP/ME and POM/APP/ME/Novolac samples (Fig. 2b), it is seen that POM/APP/ME/Novolac system possesses the thermal decomposition temperature, which matches the char formation reaction, and the lower maximum thermal decomposition rate relative to POM/APP/ME system.
Figure 2(c)∼(d) compare the TG and DTG curves of POM/APP/ME/PA6, POM/APP/ME/TPU and POM/APP/ME/Novolac flame retardant system, respectively. It can be seen that compared with the FR POM system containing MC PA6 and TPU, respectively, the novolac contained system has equally shown the greatly enhanced thermal stability in the temperature range of 250 ∼ 500 °C, the remarkably decreased maximum thermal decomposition rate and the more matched thermal decomposition reaction temperature, which can interpret the reason for the remarkable improvement in the flame retardancy of the latter relative to that of the former two systems.
Cone calorimetry has proved to be a powerful tool to investigate the combustion behavior of flame-retarding polymer materials [21]. In this paper, the difference in cone calorimetry flame retardancy between pure POM and POM/APP/ME/Novolac FR system with the best flame retardancy was discussed. Figure 6 shows the time dependence of heat release rate (HRR) of pure POM and POM/APP/ME/Novolac sample with 25% APP, 7% ME and 8% novolac, respectively. The related cone calorimetry results are included in Table 3. From Fig. 6 and Table 3, it can be seen that FR POM sample has shorter time to ignition (TTI) than pure POM. However, the time to extinguishment of FR POM is much less than that of pure POM. In addition, the incorporation of flame retardant and char former novolac into POM leads to great reduction in the peak heat release rate (PkHRR) and also the average heat release rate (AvHRR). Moreover, FR POM sample has lower peak mass loss rate (MLR) and average mass loss rate (AvMLR) than pure POM, indicating that the latter thermally decomposes more quickly than the former. Above analysis shows that FR POM/APP/ME/Novolac sample seems to be more readily ignited than pure POM. This does not mean that pure POM has comparatively high flame retardancy, but indicates that the added flame retardants and macromolecular char former start to participate in char formation process, during which the formed acid group possibly promotes the decomposition of POM at the very beginning to a certain degree. However, the instantly formed carbonaceous layers after ignition immediately prevent the further decomposition of POM, hence protecting the underlying matrix from being contacted with the flame outside. The flame retardancy of POM is, therefore, effectively improved. This improvement is not only reflected in the great reduction in TTE, HRR and MLR but also found in the decrease in the fire hazard risk index (PkHRR/TTI), which is usually used to evaluate the potential risk of material burning. The curve of FR POM sample in Fig. 6 actually reflects the formation process of charred layers. With the development of the charred layer formation, the PkHRR value in each stage decreases gradually. The insulation of the formed char makes the final PkHRR value of FR POM sample far lower than that of pure POM.

HRR curves of pure POM and the formulation (sample 7) with 25% of APP, 7% of ME and 8% of novolac
To sum up, the char-forming reaction between APP, ME and novolac during the combustion process is the key factor in the improvement of the quality of the formed condensed phase carbonization layers, while the synergistic flame retardant effect of novolac in the APP/ME intumescent system is the cross-linking char-forming reaction between APP and novolac.
Conclusions
A special intumescent system comprising APP (acid source and carbonaceous source), ME (blowing agent) and linear novolac resin as a synergistic char former was utilized to flame-retard POM. The flame retardancy of the prepared FR POM composite was found to be able to achieve UL 94 V-0 level and the corresponding mechanical performance is good. The cone calorimetric analysis shows that the combination of APP/ME flame retardant with macromolecular char former novolac greatly reduces the TTE and HRR of POM, indicating the great improvement in flame retardancy of FR POM.
SEM observation, TG and cone calorimetry were used to investigate the synergistic flame retarding mechanism of FR POM in the presence of macromolecular char former PA6, TPU and novolac. Compared with PA6 and TPU, the adopted novolac resin, which is a kind of higher active polymer and is also used as an effective synergistic MC, can participate in the char-forming cross-linking reaction with APP during combustion process, hence increasing the char yields. The synergistic effect of novolac resin mentioned above can contribute to formation of continual and compact expanded charred layers with many small bubbles, improvement of the high-temperature thermal stability of charred layers and enhancement of the flame retarding effect in condensed phase, consequently resulting in remarkable improvement of the flame retardancy of FR POM sample.
Meanwhile, the addition of novolac also contributes to the enhancement of the mechanical performance due to its thermodynamic compatibility with POM. Obviously, novolac resin is a kind of effective macromolecular char former in the synergistically flame retarding POM with APP based intumescent system.
References
Liu Y, Liu MF, Xie DY, Wang Q (2008) Polym-Plast Technol Eng 47:330
Harashina H, Tajima Y, Itoh T (2006) Polym Degrad Stab 91:1996
Kongkhlang T, Kousaka Y, Umemura T, Nakaya D, Thuamthong W, Pattamamongkolchai Y, Chirachanchai S (2008) Polymer 49:1676
Hu YL, Ye L, Zhao XW (2006) Polymer 47:2649
Archodoulaki VM, Lüftl S, Seidler S (2007) J Appl Polym Sci 105:3679
Busse WF, Hills W, Bruner WM (1969) US Patent 3485793
Liu PB, Xu W, Li YJ (2004) Polymer Materials Science and Engineering 20(6):120
Tanigawa Y, Yamatou H (2004) US Patent 6699923B2
Hilt A, Sander B, Hild W, Fuchs H, Schmidt F (1975) US Patent 3884867
Fei GX, Liu Y, Wang Q (2008) Polym Degrad Stab 93:1351
Bourbigot S, Le Bras M, Sophie D, Maryline R (2004) Macromol Mater Eng 289:499
Lv P, Wang ZZ, Hu K, Fan WC (2005) Polym Degrad Stab 90:523
Wu K, Wang ZZ, Liang HJ (2008) Polym Compos 29(8):854
Wang XY, Li Y, Liao WW, Gu J, Li D (2008) Polym Adv Technol 19:1005
Song RJ, Zhang BY, Huang BT, Tang T (2006) J Appl Polym Sci 102:5988
Bras ML, Bugajny M, Lefebvre JM, Bourbigot S (2000) Polym Int 49:1115
Ma ZL, Zhang WY, Liu XY (2006) J Appl Polym Sci 101:739
Hu YL, Zheng X, Ye L (2005) J Appl Polym Sci 97:2387
Fukumura C, Iwata M, Narita N, Inoue K, Takahashi R (1996) US Patent 5534291
Castrovinci A, Camino G, Drevelle C, Duquesne S, Magniez C, Vouters M (2005) Eur Polymer J 41:2023–2033
Scgartel B, Bartholami M, Knoll U (2005) Polym Degrad Stab 88:540
Acknowledgements
This work is supported by the National High Technology Research and Development Program of China (863 program) (2007AA03Z540).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Zhang, Q., Chen, Y. Synergistic effects of ammonium polyphosphate/melamine intumescent system with macromolecular char former in flame-retarding polyoxymethylene. J Polym Res 18, 293–303 (2011). https://doi.org/10.1007/s10965-010-9418-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10965-010-9418-0