
Abstract
The graft copolymerization of styrene/methyl methacrylate (MMA) onto deproteinized natural rubber (DPNR) latex was carried out using ammonium peroxy disulfate (N2H8O8S2) as the initiator. The presence of the grafted polystyrene (PS) and polymethyl methacrylate (PMMA) on the rubber backbone was confirmed by FTIR spectroscopy. The effects of monomer concentrations on curing characteristics and mechanical properties were studied. It was found that the cure time and scorch time were increased with increasing monomer concentration whereas the torquemax–min value was slightly decreased. It was also noted that the increase in the monomer concentration resulted in stiffer rubber with increased modulus and reduced elongation at break.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Natural rubber (NR) is an unsaturated elastomer with some good properties such as high strength, outstanding resilience and high elongation at break. However, NR is quite sensitive to heat and oxidation due to the presence of the double bond on its backbone chain. These inherent drawbacks of NR have limited its application in industry. In efforts to extend its use, various methods have been developed to modify its properties through physical and chemical modifications. The chemical modification of NR could be carried out in latex, solution or dry phase [1, 2]. The purpose of chemical modification of NR is to improve certain properties, such as its oil resistance, hardness and tensile strength [3]. Among the famous types of modifications include bond rearrangement, grafting and attachment of new chemical groups onto the NR backbone [4, 5]. Typical example of successful modified NR includes Epoxidized Natural Rubber (ENR), which has currently been produced in large quantities in Malaysia [1] and polymethyl methacrylate grafted natural rubber which was first introduced in mid 1950s under the trade name of Heveaplus [6].
The extension of applications of NR can be carried out by the grafting of a secondary polymer within an NR particle [7, 8]. The grafting of NR with various monomers such as acrylonitrile, methyl methacrylate (MMA), stearyl methacrylate (SMA), divinylbenzene (DVB) and styrene using a range of initiator systems have been extensively studied [9–11]. It was reported that MMA and styrene are the most suitable monomers when grafting to yields high level of grafting. Recently, grafting of binary mixtures of monomer has gained interest among researcher. In this regard, synergism during copolymerization reaction has been studied and investigated [12]. The graft copolymerization of styrene and MMA onto NR [13] and SBR latex [14] have been studied and reported. Chemical reactions or grafting directly of monomers onto NR latex could also influenced by the presence of the proteins [15]. These proteins could act as free radical scavengers and terminates the free radicals species during the polymerization reaction which in turn reduces the grafting efficiency. With respect to this low grafting efficiency and protein allergy issues, therefore, DPNR is an obvious choice in graft copolymerization [12, 16].
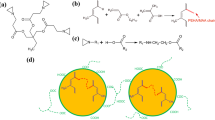
In this work, styrene and MMA monomers were grafted onto DPNR latex (SMMA-g-DPNR) using emulsion polymerization technique at different monomer concentrations, 10%, 20% and 30% by weight. Monomer in this study refers to the mixture of styrene and MMA monomers, 50/50 (wt/wt). It is the purpose of this study to determine the effect of different monomer concentration on grafting reaction, cure characteristic and mechanical properties. For this work, suitable reaction conditions in terms of initiator concentration, reaction temperature and reaction time have been established from our previous study [12, 17].
Experimental
Materials
The DPNR latex used was supplied by Sumirubber Industries (Malaysia) Sdn. Bhd. The dry rubber content (DRC) of DPNR latex was 59 wt% with nitrogen content of 0.047 wt%. The low amount of nitrogen indicates that the latex is highly deproteinized. The DPNR latex also contains 0.65 g/1 H2O of sodium dodecyl sulfate which was added during deproteinization process. All the other related chemicals used in this experiment were of standard laboratory grade. Styrene monomer (FLUKA, purity ~99%) was prepared free of an inhibitor by washing with a 10% sodium hydroxide solution followed by distilled water. The MMA monomer (FLUKA, purity ~99%) was purified using rotary evaporator which is operated under vacuum condition due to its slightly water-soluble characteristic. Both the styrene and MMA monomers were kept in a refrigerator prior to use. The initiator, ammonium peroxy disulfate (N2H8O8S2) was also purchased from Fluka Chemical Company. Deionised and distilled water were used throughout the work. The curatives used for rubber vulcanization were zinc oxide (activator), stearic acid (activator), N-isopropyl-N-phenyl-p-phenyllendiamine (IPPD) (antioxidant), Dibenzothiazol disulfide (MBTS) (accelerator) and sulfur (cross link agent).
Preparation of grafted NR
The graft polymerization of styrene and MMA in DPNR latex was carried out in a 1 l reaction vessel. The latex and water were first charged into the reaction vessel and the dissolved oxygen present in the mixture was removed by purging nitrogen gas under continuous stirring for 15 min. The mixture of styrene and MMA monomer was fed to the reaction vessel drop-wise until the required amount is achieved. When the desired temperature inside the reactor is achieved, the initiator solution was quickly added and the reaction time is recorded immediately after the addition of initiator was completed. The polymerized latex were then sheeted by casting the latex onto the glass trays and dried overnight at room temperature. Once dried, the sheets were removed from the glass tray and the post treatment such as leaching process for 24 h with three times of water changing and drying to the constant weight under vacuum at 50 °C was carried out to remove any water soluble impurities [18, 19]. The recipes, reaction conditions and conversions efficiency obtained for the polymerization is outlined in Table 1.
Compounding
The DPNR and SMMA-g-DPNR were compounded using a typical semi efficient sulfur recipe. The compounding was carried out on a laboratory-sized (160 × 320 mm) two roll mill (Model XK-160) in accordance to the method describe by American Society for Testing and Materials (ASTM), designated D3184-80. The mixing cycle of each rubber batch took about 25 to 30 min. After the mixing cycles completed, the compounded rubber was weighted and if it differed from the theoretical value by more than 0.5%, the batch was rejected. Then, the rubber compounds were kept in a freezer for at least 24 h before any testing could be done. The formulations used for rubber compound were shown in Table 2.
Cure characteristics measurement
Curing characteristic of the compounds was studied using a Monsanto Moving Die Rheometer (MDR 2000) according to ASTM D 2084-95. A piece of uncured rubber compound was weighted about 4 g and was placed on the heated lower die cavity and the heated top die cavity is immediately brought down on the lower die thus filling the cavity. The cavity was automatically maintained at vulcanization temperature (150 °C) and the torque range was fixed at 10 dN m. The testing has been done for 40 min for each compound.
FTIR analysis
The FTIR spectra of DPNR and SMMA-g-DPNR were recorded using Perkin Elmer Fourier Transform Infra Red spectrometer in the range of 4,000 to 400 cm−1 at resolution of 4 cm−1 under the reflectance mode. All spectra were scanned for four times before the spectrum is confirmed.
Tensile tests
The tensile properties of the rubber vulcanizates were measured using Testometric Instron M5000-25 KN. Tensile tests were performed at room temperature (25 ± 2 °C) at a crosshead speed of 500 mm min−1 according to ASTM D 412.
SEM analysis
SEM model Leica Cambridge Stereoscan 200 was used to investigate the tensile fractured surface of the SMMA-g-DPNR vulcanizates. Prior to SEM analysis, the tensile fractured surfaces were carefully cut, mounted on an SEM stub using double-sided tape and sputter-coated with gold to avoid electrical charging during the examination and poor image resolution.
Result and discussions
FTIR spectroscopy
The FTIR analysis can be used to confirm the occurrence of grafting reaction between DPNR and the monomer during polymerization. Figure 1 shows the summary of FTIR spectra for DPNR and SMMA-g-DPNR at 10%, 20% and 30%. The FTIR spectrum of DPNR shows several important peaks assigned to olefinic=C–H out-of-plane bending vibration for the alkene group at 833 cm−1, C–H symmetric stretching vibration for the methylene group at 2,852 cm−1, C–H symmetric stretching vibration for the methyl group at 2,960 cm−1, C=C stretching vibration for the unconjugated linear olefine at 1,662 cm−1 and C–H bending vibration for the methyl at 1,447 cm−1 and the methylene groups at 1,375 cm−1. The peaks recorded by FTIR for the DPNR spectrum were in a good agreement with the spectrum reported by others [16, 20].

FTIR spectra of DPNR and SMMA-g-DPNR 10%, 20% and 30% monomer concentration
Comparing with the spectrum of DPNR particles, the spectrum of SMMA-g-DPNR 10% shows almost similar peaks with the former while the spectra of SMMA-g-DPNR 20% and 30% show several new peaks. The spectra of SMMA-g-DPNR 20 and 30% exhibit a sharp and strong carbonyl group (C=O) stretching vibration at 1,728 cm−1 and C–O unit of the ester group bending vibration at 1,196.03 cm−1 which corresponding to the functional groups in MMA. The spectra also show a sharp and obvious peak at 700 cm−1 which represent the –CH bending benzene ring, benzene ring vibration at 1,493 cm−1 and benzene ring stretching vibration at 1,601 cm−1 which confirm the presence of styrene compound. Also the peak change at 1,662 cm−1 in the FTIR spectra which is due to the C=C stretching vibration for the unconjugated linear olefine, for the SMMA-g-DPNR 20% and 30%, as compared with the DPNR and SMMA-g-DPNR 10% are further support the presence of PS and PMMA in the modified rubber. Details of the enlarged peaks corresponding to MMA (C=O and C–O) and styrene (–CH bending benzene ring, benzene ring vibration and benzene ring stretching vibration) are depicted in Fig. 2a–e, respectively. The presence of these styrene and MMA peaks in SMMA-g-DPNR 20 and 30% indicated the interaction between NR molecules and the monomer has occurred. Therefore, based on the FTIR spectra in Figs. 1 and 2a–e, it can be concluded that no grafting occurs in SMMA-g-DPNR 10% which might due to the low amount of monomer presence and at this level, homopolymerization was more preferred than graft copolymerization [21]. While in SMMA-g-DPNR 20% and 30%, the grafting does occur under the conditions and reaction parameter employed.


Details of the enlarged peaks corresponding to MMA (a C=O and b C–O) and styrene (c –CH bending benzene ring, d benzene ring vibration and e benzene ring stretching vibration)
Cure characteristics
The effect of monomer concentration on cure time, (t 90) of modified DPNR is shown in Fig. 3. It can be seen that the cure time of the vulcanizates increases with the increasing of monomer concentration. The longer in cure time at higher concentration of monomer is due to the lower concentration of double bonds and allylic hydrogen in modified DPNR molecular chain. The presence of double bonds and allylic hydrogen in NR rubber plays an important role in the curing mechanism of NR or modified NR. Similar observations have been reported by other workers [9, 22].

Effect of monomer concentration on cure time of SMMA-g-DPNR
A similar finding can be observed for the effect of monomer concentration on scorch time (t 2) of SMMA-g-DPNR, as shown in Fig. 4. From the figure, it can be seen that, as the monomer concentration increased, the scorch time increases accordingly. The scorch time is the measurement of interval during which the necessary reactions are taking place to produce the onset of cross-linking. It is also an indication of premature vulcanization of the material. The increase in scorch time is attributed to the presence of PS and PMMA molecules which reduces the restriction of macromolecular mobility by increasing the plasticity of the rubber [9]. Increasing the monomer concentration means more plastic gets into the rubber matrix and at the temperature of 150 °C (vulcanization temperature), the plastic region is expected to melt as this temperature far exceeds the glass transition temperatures of both PS (typical Tg = 100 °C, depending on the MW [molecular weight] of the PS) and PMMA (typical Tg = 105 °C, depending on the MW of PMMA). The melting of plastic region is expected to increase the mobility of the macromolecular chains. Consequently, the time taken for the torque to raise from initial (minimum) to a fixed number (two in this study) increases at a slightly lower rate with increasing the monomer concentration.

Effect of monomer concentration on scorch time of SMMA-g-DPNR
Figure 5 shows the effect of monomer concentration on torquemax–min value of modified DPNR. The torquemax–min value, which is an indirect measure of crosslink density, decreases steadily with the increasing in monomer concentration for the vulcanizates. This indicate that the increase in monomer concentration of SMMA-g-DPNR, affect the processibility of the modified rubber significantly. The presence of melted plastic in the rubber vulcanizate reduces the restriction of macromolecular mobility as being discussed in the case of scorch time thus resulted in the reduction of torquemax–min value.

Effect of monomer concentration on torquemax–min value of SMMA-g-DPNR
Stress–strain curve
Figure 6 shows the stress–strain curves of DPNR (a) and SMMA-g-DPNR at 10% (b), 20% (c) and 30% (d) monomer concentration. From the figure, DPNR vulcanizate exhibit highest stress level with sigmoidal stress–strain curve while SMMA-g-DPNR 10% and 20% show comparable stress level. It is believed that the DPNR and SMMA-g-DPNR 10% and 20% vulcanizates can accommodate more stress and exhibit higher elongation as compared to SMMA-g-DPNR 30% due to the effect of crystallization on stretching of the rubber. It is observed that the stress–strain of SMMA-g-DPNR 30% is essentially straight. The vulcanizate rupture at the end of stress–strain curve occurs without appreciable ‘tailing off’ which largely due to the disappearance of strain hardening phenomenon as appear in DPNR and SMMA-g-DPNR 10% and 20%. Hence, the elongation and strength of vulcanizate are low. Typical stress–strain curve with high stress recorded at low strains reflects the stiffness of the vulcanizate. This can be related to the higher monomer concentration present in the system resulted in brittle material.

Stress strain curve of a DPNR and SMMA-g-DPNR at b 10%, c 20% and d 30% monomer concentration
From the similar stress–strain curve, it can also be concluded that by increasing the monomer concentration, the modulus is increased at the expanse of the elongation at break of the vulcanizates due to the restriction of chain mobility between the molecular chains as a result of a formation of grafted rubber and plastic region. Consequently reduction in the area under the stress–strain curve indicates the reduction in deformation energy of the vulcanizates. The similar finding was also reported by Hourston and Romaine [23] on modification of NR with styrene.
SEM analysis
Figure 7a–d show the SEM micrographs of tensile fractured surface of DPNR (a) and SMMA-g-DPNR vulcanizates at 10% (b), 20% (c) and 30% (d) of monomer concentrations. Tensile fractured surface of DPNR vulcanizate shows pronounced matrix tearing which indicates the propagation of crack occurred at relatively slow-rate (ductile failure) that contributed to the high tensile strength of the vulcanizates. However, the failure mode changed in the presence of PS and PMMA in the composite as shown in Fig. 7b,c and d which represent SMMA-g-DPNR with 10%, 20% and 30% of monomer concentration respectively. Figure 7b and c show considerably smooth surface with almost no matrix tearing lines indicate the brittleness of the vulcanizates. At highest monomer concentration (Fig. 7d), the SEM micrograph shows the presence of agglomeration which indicates the inhomogeneous distribution of the curing agent. It is believed that the polarity of the PMMA causes strong steric hindrance which affects the distribution of the curing agent in the vulcanizate matrix and this polarity factor is more pronounce at higher monomer concentration. These agglomerates act as stress concentration points and contributed to the further reduction in tensile strength as compared to other samples. The rough surface and agglomeration observed in the SMMA-g-DPNR 30% micrograph can also be attributed to the large particles size of PS and PMMA in the vulcanizate. According to Madaeni and Ghanbarian [24], by increasing the amount of monomer, the particle size is also increased. This is due to the formation of large size of nuclei which results in larger size particles. These SEM micrographs supported the trends observed in the stress–strain curve of DPNR and SMMA-g-DPNR at different monomer concentration.

Scanning electron micrograph of tensile fractured surface of a DPNR and SMMA-g-DPNR b 10%, c 20% and d 30% monomer concentration. (mag. × 100)
Conclusions
Modified DPNR with styrene and MMA were successfully prepared at different monomer concentration, 10%, 20% and 30%. From FTIR spectra, no appreciable grafting occur in SMMA-g-DPNR 10%, while in SMMA-g-DPNR 20% and 30%, the grafting does occur under the conditions and reaction parameter employed. The cure and scorch time of the modified rubber were increased with increasing monomer concentration while torquemax–min value was slightly decreased. Increasing the monomer concentration resulted in stiffer rubber with increased in modulus and decreased in elongation at break. SEM micrographs of the fractured surfaces samples supported the trends observed in stress–strain curve of the modified rubber.
Abbreviations
- DPNR:
-
deproteinized natural rubber
- MMA:
-
methyl methacrylate
- PMMA:
-
poly methyl methacrylate
- PS:
-
polystyrene
- SMMA-g-DPNR:
-
styrene-methyl methacrylate grafted DPNR
- NR:
-
natural rubber
- wt:
-
weight
- DRC:
-
dry rubber content
- FTIR:
-
Fourier transform infra red
- SEM:
-
scanning electron microscope
References
Hashim AS, Ong SK, Jessy RS (2002) Nat Rubber 28:3
Allen PW (1963) In: Bateman L (ed) Chemistry and physics of rubber-like substances. Maclaren, London
Jams LW, Sasaki A (2003) Polym Plast Technol Eng 42:711
Blackley DC (1997) Polymer latices, science and technology, 2nd edn. Chapman & Hall, London
Ceresa RJ (1973) Block and graft copolymerization. Wiley, New York
Baker CSL (2001) In: Bhowmick AK, Stephens HL (eds) Handbook of elastomers. 2nd edn. Marcel Dekker, New York
Huang NJ, Sundberg DC (1995) J Polym Sci A Polym Chem 33:2533
Huang NJ, Sundberg DC (1995) J Polym Sci A Polym Chem 33:2551
Hashim AS, Tho NV, Kadir MOA (2002) Rubber Chem Technol 75:111
Dafader NC, Haque ME, Katar F, Ahmad MU (2005) Rad Physic Chem 72:168
Arayapranee W, Prasassarakich P, Rempel GL (2003) J Appl Polym Sci 89:63
El-Naggar AM, Zohdy MH, Sahar SM, Allam EA (2001) Polym Int 50:1082
Arayapranee W, Prasassarakich P, Rempel GL (2002) J Appl Polym Sci 83:2993
Zhoa J, Yuan H, Pan Z (1994) J Appl Polym Sci 53:1447
Kawahara S, Kabuko T, Suzuki M (1999) Rubber Chem Technol 72:174
Nakason C, Kaesaman A, Yimwan N (2003) J Appl Polym Sci 87:68
Jessy RS (2000) Dessertation, Universiti Sains Malaysia, Malaysia
Hourston DJ, Romaine J (1990) J Appl Polym Sci 39:1587
Hourston DJ, Romaine J (1991) J Appl Polym Sci 43:2207
Stuart BH (2004) Infrared spectroscopy: fundamentals and applications. Wiley, London, UK
Oliveira PC, Oliveira AM, Garcia A, Barboza JC, Zavaglia CA, Santos AM (2005) Eur Polym J 41:1883
Poh BT, Ismail H, Quah EH, Chin PL (2000) J Appl Polym Sci 81:47
Hourston DJ, Romaine J (1989) Eur Polym J 25:695
Madaeni SS, Ghanbarian M (2000) Polym Int 49:1356
Acknowledgements
The first author grateful to acknowledge the Universiti Teknologi Malaysia for the study leave and all authors are grateful to Universiti Sains Malaysia for financial assistance that has resulted in this article.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Man, S.H.C., Hashim, A.S. & Akil, H.M. Studies on the curing behaviour and mechanical properties of styrene/methyl methacrylate grafted deproteinized natural rubber latex. J Polym Res 15, 357–364 (2008). https://doi.org/10.1007/s10965-008-9179-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10965-008-9179-1