
Abstract
Nylon 11/ethylene-vinyl alcohol (EVOH) composites with various concentration of dicumyl peroxide (DCP) were prepared using a single-screw extruder. The influence of DCP concentration on the mechanical properties and rheological behavior of nylon 11/EVOH composites as well as gel content was investigated. The experimental results showed that the impact and tensile strength were significantly improved when the DCP loading was in the range of 1.0~1.5 wt% while the elongation at break reduced. All nylon 11/EVOH melts with and without DCP were pseudoplastic and exhibited shear-thinning behavior. The apparent viscosity of composites was increased dramatically with the addition of DCP and was up to the maximum value at 1.5 wt% DCP level, which indicated that the interfacial adhesion owe to co-crosslinking between nylon 11 and EVOH was increased markedly.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Permeation of hydrocarbon solvents and/or their mixed solvents from plastic fuel tanks and agrochemical bottles resulted in pollution, safety, and health problems. With the stronger appeal for environment-friendly, the barrier properties of plastic containers are required to be much strict. In recent years, three technologies, including surface treatment by fluorination or sulfonation, multilayer coextrusion and laminar-blend blow molding, have been applied to overcome the permeation problems. Since laminar-blend blow molding process lends itself to a wide variety of container designs and to processing convenience, there has been considerable interest in studying laminar barrier technology in the last decades [1–5]. Many workers have studied laminar morphology and barrier properties of blends, where EVOH or nylon has been chosen as the barrier layer [6–9]. It is well recognized that nylon has good barrier properties against hydrocarbon solvent and exhibits outstanding levels of toughness while, at the same time, it offers good adhesion to a variety of resinous substrates or coating. In comparison with nylon, EVOH exhibits even better hydrocarbon permeation resistance and is recognized as an oxygen-barrier material in food and other packaging applications that require protection from oxygen, due to its superior gas barrier property and high oil resistance. However, the relatively brittle, expensive and moisture absorbable properties of EVOH reduced its merit. To reduce the cost while still maintaining good barrier properties of the barrier resins, investigation of the blending and barrier properties of PA/ EVOH and/or modified PA (MPA)/EVOH blends have attracted much attention for the past few years[10–12]. But blending of EVOH into nylon had also been demonstrated to deteriorate the mechanical properties of nylon matrix [13, 14]. Since nylon 11 was mostly used as automobile pipe-laying and municipal gas pipe as well as offshore oilfield applications, it is an interesting and practical work to improve the barrier properties while without sacrificing other properties of nylon 11 matrix. In our lab, we developed a new in-situ co-crosslinking technology to improve both the barrier properties and mechanical properties, that is, the nylon 11/EVOH composites blending with DCP was prepared in a single-screw extruder. In the present work, the influence of DCP concentration on the mechanical properties and rheological properties as well as gel content was investigated.
Materials and experimental
Materials
Nylon 11 was prepared by our laboratory. The EVOH (F101B) was obtained from Kuraray Co., Ltd (Japan), ethylene content, 32 mol%. DCP was supplied by Gaoqiao Petrochemical Corporation (Shanghai, China).
Preparation of the blends
Nylon 11 and EVOH was dried under vacuum at 80°C for 12 h and kept in desiccator prior to use. Melt blends were obtained by using a SJ20/25 single-screw extruder (China). The three different polymer chips or powder were fed together under the screw speed at 70 rpm at temperatures 190, 220 and 220°C of the fed, middle and extruded regions, respectively. The extrudate passed through a cooling water bath and were finally palletized, and then dried in vacuum at 80°C for 24 h.
Determination of gel content
The gel content was determined according to ASTM 2765. Weighed specimens (W 1) in small pieces and in copper net were immersed in boiling dimethyl sulfoxide for 24 h. The extracted specimens were dried to a constant weight (W 2) under vacuum. The degree of gellation or gel content was calculated as W 2/W 1.
FTIR characterization
Fourier transform infrared (FTIR) spectra of nylon 11/EVOH blends and gel residuum were performed on KBr pellets using Nicolet Magna 550 spectrometer.
Measurement of mechanical properties
The tensile properties were determined at room temperature using an Instron Universal Testing Machine (Model 1130) at a crosshead speed of 50 mm/min according to the ASTM D638. The notched Izod impact strength was measured with a SUMITOMO impact tester according to the ASTM D256.
Measurement of rheological behavior
Rheological measurements were performed on an XLY-II capillary rheometer (Kejiao Instrument Factory, Ji Lin University, Chang Chun, Ji Lin, China) with a capillary diameter of 1 mm (\(L \mathord{\left/ {\vphantom {L D}} \right. \kern-\nulldelimiterspace} D = 40\)), no end corrections were applied. A series of displacement–time diagrams were obtained at predetermined temperatures and different pressure, and then it was transformed to shear stress–shear rate (τ w − γ w) and apparent viscosity–shear rate (η a − γ w) curves according to the following equation: \(\begin{array}{*{20}c} {\tau _{w} = \frac{{\Delta P \times R}}{{2L}}} \\ {\gamma _{w} = \frac{{4Q}}{{\pi R^{3} }}} \\ {\eta _{a} = \frac{{\tau _{w} }}{{\gamma _{w} }}} \\ \end{array} \)wherein ΔP is the pressure mounted on the long capillary extrusion of the melt (P a ) and Q is the volume flux \(Q = {\left( {{\Delta n} \mathord{\left/ {\vphantom {{\Delta n} {\Delta t}}} \right. \kern-\nulldelimiterspace} {\Delta t}} \right)} \times 1\,\,{{\text{mm}}^{3} } \mathord{\left/ {\vphantom {{{\text{mm}}^{3} } {\text{s}}}} \right. \kern-\nulldelimiterspace} {\text{s}}\)(, Δn is the displacement within Δt).
All specimens were vacuum-dried for 12 h prior to measurement.
Scanning electron microscopy (SEM)
The electron microscope (Hitachi S530) was employed to examine the morphology of the blends. The fractured surface was previously treated for 24 with a dioxane-water boiling mixture and then coated with a thin layer of gold. Such dioxane-water mixture is a strong solvent for EVOH, while it is ineffective on nylon 11. Therefore, it is possible that EVOH phase is selectively etched by the mixture, the remained holes could reflect the distribution of the dispersed domains in the nylon 11 matrix.
Results and discussion
Co-crosslinking mechanism of EVOH and nylon 11
The variation of gel content as a function of DCP concentration for EVOH/DCP and nylon 11/EVOH/DCP blends was presented in Figs. 1 and 2 showed the influence of DCP concentration on the residual EVOH weight fraction after extraction of nylon 11/EVOH/DCP using the dioxane-water solvent. As can be seen, the gel content in the EVOH/DCP was much low. More worse, we found in our preliminary experiments that the oxidative degradation of EVOH occurred in the case of higher DCP lever (1 wt%). It was inferred that occurrence of self-crosslinking was difficult for EVOH in the presence of DCP. However, the residual EVOH weight fraction after extraction increased from 6.2 wt% for nylon 11/EVOH blends without DCP to 83.7 wt% for blends with 0.5 wt% DCP. Therefore, it was supposed that the co-crosslinking between nylon 11 and EVOH occurred in the presence of DCP. It was noticeable in Fig. 1 that the gel formation of EVOH and nylon 11 occurred to some extent even in the absence of DCP. According to analysis of Artzi et al. [15], we speculated that the chain extension resulted from chemical reactions between the hydroxide groups of EVOH and carboxyl terminal groups of nylon 11 during high-temperature melt-blending led to the formation of supermacromolecular structure, which might not dissolved in dimethyl sulfoxide solvents. Meanwhile, the gel content increased dramatically with the further increasing DCP concentration, and a maximum value was reached at 1.5 wt% DCP loading. It was indicated that the rapid co-crosslinking reaction between EVOH and nylon 11 took place at the processing temperature in the presence of DCP. The sequence of reactions which led to co-crosslinking formation was shown in Scheme 1. The peroxide decomposed to RO• radicals, which abstracted hydrogen from both EVOH and nylon 11 to yield free radicals. As to nylon 11, the free radical is next to the carbonyl group, so β-scission of nylon 11 radical occurred to yield a primary radical. The primary alkyl radicals resulting from nylon 11 scission readily accessed the tertiary radicals of EVOH to form co-crosslinking.

Variation of gel content as a function of DCP concentration

The influence of DCP concentration on the residual EVOH weight fraction after extraction of nylon 11/EVOH/DCP using the dioxane–water solvent

Proposed scheme for co-crosslinking formation between nylon 11 and EVOH in the presence of DCP a EVOH, b nylon 11, and c peroxide radical
The FTIR spectra of nylon 11/EVOH binary blend and gel residuum were shown in Fig. 3. As can be observed, both spectra displayed the typical polyamide peaks (3,307 cm−1 for N–H stretching, 1,541 cm−1 for N–H bending (amide II) and 1,467 cm−1 for CH2 bending), which confirmed that the gel residuum comprised of nylon 11. That was, it can be concluded that the co-crosslinking reaction of nylon 11 and EVOH occurred in the presence of DCP. Meanwhile, a remarkable change of absorption band associated with the carbonyl group was also observed. The peak at 1,627.8 cm−1 (C=O stretching) for the binary blend shifted to a higher peak at 1,643.2 cm−1 for gel residuum. It was indicated that the free radicals for nylon 11 is next to the carbonyl group.

FTIR spectra of nylon 11/EVOH binary blends and gel residuum extracted from nylon 11/EVOH/DCP ternary blends (0.2 wt% DCP)
Mechanical properties
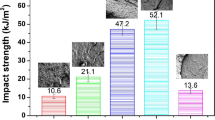
The influence of EVOH content on the impact strength of nylon 11/EVOH composites without addition of DCP is shown in Fig. 4. It was well known that EVOH is relatively brittle in comparison with nylon 11. As expected, the blending of EVOH lowered the toughness of nylon 11/EVOH composites except the 10 wt% loading of EVOH. Especially, the impact strength of composites reduced almost 33% compared to that of neat nylon 11. However, the toughness can be increased through the improvement on the interfacial adhesion between nylon 11 and EVOH. The variation of impact strength of nylon 11/EVOH composites with DCP content was illustrated in Fig. 5. As can be seen, the toughness of nylon 11/EVOH composites was improved prodigiously with the addition of DCP. It was speculated that the interaction between nylon 11 and EVOH was strengthened in the presence of DCP, especially the micro-network structure might occur in the case of higher DCP concentration (1 wt%). The micro-network could dissipate more exerted energy. With the further increment on the DCP concentration, the impact strength of composites at 1.5 wt% loading of DCP was up to the maximum and increased 80% compared to that of nylon 11/EVOH composite and 20% even compared to that of neat nylon 11. However, the impact strength decreased when DCP concentration was 2 wt%. In this case, the β-scission of nylon 11 radical predominated over the interaction between nylon 11 and EVOH, which resulted in the reduction of the impact strength. The tensile strength, elongation at break and Young’s modulus of nylon 11/EVOH composites as a function of DCP concentration was shown in Figs. 6 and 7, respectively. As can be observed, the tensile strength and Young’s modulus was increased while elongation at break deteriorated for nylon 11/EVOH composites in the initial presence of DCP. At a 1.0 wt% DCP level, the tensile strength for the blends with DCP was enhanced up to 55.3 MPa in comparison with 46.8 MPa for the blends without DCP and from 1,068 MPa to 1,446 MPa for the Young’s modulus. And then both the tensile strength and Young’s modulus reduced gently with the further increment of DCP content. It was supposed that the increment on the joint points of macromolecular chains due to the co-crosslinking between nylon 11 and EVOH led to aggrandize the macromolecules interaction, it was thus difficult for macromolecules to slide off each other, which be embodied macroscopically to the improvement of the tensile strength and the Young’s modulus. However, as mentioned above, the β-scission of nylon 11 radical became serious in the higher DCP concentration (1.5 wt%), the numerous chain scission thus deteriorated the mechanical strength of nylon 11 matrix.

Influence of EVOH concentration on the Izod impact strength (room temperature) of nylon 11/ EVOH composite

Influence of DCP concentration on the Izod impact strength (room temperature) of nylon 11/EVOH (80/20) composites

Influence of DCP concentration on the tensile strength and elongation at break of nylon 11/EVOH (80/20) composites

Variation of Young’s modulus of nylon 11/EVOH (80/20) composites with various DCP concentration
Rheological curves of nylon 11/EVOH
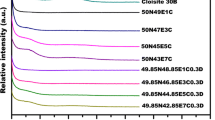
Figure 8 illustrated typical double logarithmic plots of 1gτ w vs 1gγ w for all specimen melts with various DCP loading. Performing the least square fit to the plots, a series of straight line with excellent linearity were obtained. This phenomenon indicated that each group of τ w and γ w satisfied the equation \(\tau _{w} = K\gamma ^{n}_{w} \) in a certain range of shear rates. The non-Newtonian index n and melt consistency K were determined from the slope and intercept of the fitted lines, respectively. And the values of n and K are summarize in Table 1. All the values of n were less than 1, indicating that nylon 11/EVOH composite melts were pseudoplastic. As can be also observed clearly in Fig. 8, the τ w exerted on the melts to obtain the same γ w increased significantly with the addition of DCP and was up to its maximum at 1.5 wt% DCP, and then reduced gently with the further increase of DCP loading. The above-mentioned co-crosslinking between nylon 11 and EVOH seriously inhibited the mobility of polymer chains by the chains entanglement, which resulting in the increase of flow resistance.

The curves of 1gτ w~1gγ w for nylon 11/EVOH (80/20) melts with various DCP content at 205°C
Apparent viscosity
The double logarithmic plots of 1gη a vs 1gγ w for all specimen melts with various DCP loading are represented in Fig. 9. All specimen melts showed a typical shear-thinning behavior over the range of accessible shear rates, with nylon 11/ EVOH composites blending with DCP displaying a substantially higher apparent viscosity compared to the composite without DCP. As can be observed in Fig. 9, the apparent viscosity of nylon 11/EVOH composites increased with the higher DCP loading and reached its maximum at 1.5 wt% loading of DCP, and then reduced with the further increase of DCP content. It is indicated that the addition of DCP resulted in a significant improvement of interfacial adhesion, which confirmed that strong interaction (such as co-crosslinking) between nylon 11 and EVOH occurs. Additionally, it was prone to disentanglement of the chains at higher shear stress or apparent shear rate. Thus, the melt fluidity exhibited pseuoplasticity.

The curves of 1gη w~1gγ w for nylon 11/EVOH (80/20) melts with various DCP content at 205°C
Morphology
SEM micrographs of nylon 11/EVOH binary blend and nylon 11/EVOH with 1.5% of DCP were illustrated in Fig. 10.

SEM micrographs of nylon 11/EVOH blends with a and without DCP b
In the nylon 11/EVOH binary blend at a weight ration of 80/20 (Fig. 10a), a clear phase separation occurred. A large number of thinner and longer layers of EVOH were obtained in the case of 1.5% of DCP. That is, a pronounced lamellar morphology was developed. It was indicated that the co-crosslinking reaction between the nylon 11 matrix and the EVOH dispersed phases played a great role on the morphology development. It was supposed that the co-crosslinking reaction resulted in the increasing viscosity of the EVOH and improved the interfacial adhesion between the two components.
Conclusion
The nylon 11/EVOH composites with various DCP loading were prepared in a single-screw extruder. The DCP concentration showed a great influence on the mechanical properties and rheology as well as gel content of nylon 11/EVOH composites. The addition of DCP resulted in the improvement of impact and tensile strength of nylon 11/EVOH composites. This provides an effective way to improve the mechanical properties of nylon 11/EVOH composites on the base of maintaining of processiblity.
Reference
Yeh J-T, Yao W-H, Du Q, Chen C-C (2005) J Polym Sci 43:511
Yeh J-T, Huang S-S, Chen H-Y (2005) J Appl Polym Sci 97:1333
Lagaron JM, Gimenez E, Catala R, Gavara R (2005) Macromol Chem Phy 204:704
Montoya M, Abad MJ, Barral L, Bernal C (2006) Eur Polym J 42:265
Sujith A, Unnikrishnan G (2006) J Polym Res 13:171
Huang C-H, Wu J-S, Huang C-C, Lin L-S (2004) J Polym Res 11:75
Russo P, Acierno D, Di Maio L, Demma G (1999) Eur Polym J 35:1261
Faisant JB, Aït-Kadi A, Bousmina M, Deschênes L (1998) Polymer 39:533
Yeh J-T, Chen H-Y, Tsai F-C (2006) J Polym Res 13:451
Artiz N, Khatua BB, Tchoudakov R, Narkis M, Berner A, Siegmann A, Lagaron JM (2004) J Macromol Sci B43:605
Lagaron JM, Gimenez E, Gavara R, Saura JJ (2001) Polymer 42:9531
Lagaron JM, Gimenez E, Saura JJ, Gavara R (2001) Polymer 42:7381
De Petris S, Laurienzo P, Malinconico M, Pracella M, Zendron J (1998) Appl Polym Sci 68:637
Ha C-S, Ko M-G, Cho W-J (1997) Polymer 38:1243
Artzi N, Khatua BB, Tchoudakov R, Narkis M, Siegmann A, Berner A, Lagaron JM (2004) J Macromol Sci Polym Phys 43:645
Acknowledgement
This work was financially supported by the Science and Technology Foundation for Young from Shanxi Sci and Tech Bureau (Grant No. 2006021011), the Science and Technology Foundation of North University of China.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Ding, Zy., Hu, Gs. & Wang, Bb. Effect of in situ co-crosslinking on mechanical properties and rheology of nylon 11/EVOH/DCP composites. J Polym Res 14, 511–517 (2007). https://doi.org/10.1007/s10965-007-9136-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10965-007-9136-4