
Abstract
Ammonium polyphosphate (APP) which was surface-modified with melamine (MA) and 2,4-toluene diisocyanate(TDI) in turn was used as flame-retardant in linear low density polyethylene (LLDPE). Its water resistance in LLDPE was respectively evaluated with its water-solubility, the limited oxygen index(LOI) changes and P content changes of the LLDPE which being immersed in water 180 h at room temperature. Its compatibility with LLDPE was observed with scanning electron microscope (SEM). As a result, the water-solubility of the surface-modified APP reduced. When the LLDPE was treated with surface-modified APP, its LOI and P content changes were less than that treated with unmodified-APP after being immersed in water. The surface-modified APP was better compatible with LLDPE than unmodified APP.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
APP is an important ingredient for providing fire retardancy to many organic polymers [1–3]. For example, ammonium polyphosphate (APP) is usually used in polyolefins for insulating electrically conducting wiring is known. APP is particularly useful because it has a high phosphorus content and because it yields phosphoric acid at temperatures below the decomposition temperatures of the essential materials and yet above the normal temperatures used for processing the composition. Notwithstanding its advantages, APP suffers from the distinct disadvantage that it is water-soluble. Leaching of APP from the composition can lead to reduction of fire retardancy due to the loss of potential phosphoric acid necessary for the fire retardance process. Encapsulation of APP particles by various polymers has been tried in an effort to solve the problem, but this has resulted in only marginal improvement [4–8]. The results have been largely unsuccessful.
It has now been found that surface modification of APP particles with a certain class of surfactants results in markedly improved water resistance [9–14].
In the present work, APP is surface-modified with melamine and TDI in turn. Linear low density polyethylenes (LLDPE) are respectively mixed with unmodified APP, melamine (MA) surface-modified APP and MA-TDI surface-modified APP. The water resistance of each APP in LLDPE is evaluated with solubility of each APP, the LOI changes and the P content changes of the LLDPE which were immersed in water for 180 h at room temperature. The compatibility of each APP with LLDPE is observed with scanning electron microscope (SEM). The intention of the present work is to searching after new methods for surface modification of APP and for evaluating the water resistance of APP in the composition.
Experimental
-
1.
Raw materials
The commercial products APP(phase II, n=1,000, size=4∼5 μm) used in this work was manufactured by Shandong Shian Chemical Engineering Corporation. MA and TDI (Tianjin Chemical Reagent Factory) were reagent grade and were used without further purification. LLDPE resin (LLDPE-7042) used in this work was produced by Daqing Petroleum Company.
-
2.
Surface-modified APP
APP powder was mixed with melamine in 10:1 weight ratio, stirred quickly under nitrogen protection, heated to 250∼260 °C and kept for 1 h, cooled to room temperature. A white powder MA-APP was obtained. MA-APP powder was poured into acetone, dropping TDI under stirring. The mixture was heated to simmer and kept 2 h, then cooled down, filtrated and dried. A white powder MA-TDI-APP was obtained.
-
3.
Measurement of water solubility
Ten grams accurate weight (0.0002 g) APP was put into a conical flask, added 100 ml distilled water, stirred for 20 min using magnetic stirrer. The mixture was centrifugated for 40 min. Then 5 ml clear solution was accurately pipetted to a dried beaker, vaporized water to constant weight under 110°C. Cooled and weighed.
-
4.
Flame retardant treatment of LLDPE with APP
Dried LLDPE was mixed respectively with APP, MA-APP and MA-TDI-APP on a two-roll mill at a temperature range of 145∼155 °C for 30 min, the shear rate was 24 r/min. Then the compound was pressed on a curing machine at 150 °C for 2 min to be shaped into 3.0 ± 0.1 mm thick sheets. The level of APP in LLDPE was respectively 8%, 16%, 24% and 30% (w/w).
-
5.
Limited oxygen index
The LLDPE sheets were cut into pieces of dimension 80 × 6.5 mm and immersed in distilled water for 180 h at room temperature. Drained and dried. The LOIs of all samples were tested on an oxygen index instrument at room temperature.
-
6.
The N and P analysis standards
The P content was analyzed based on GB/T12031-1989 and the N content was analyzed based on GB/T5009.5-2003.
-
7.
Observation of the compatibility of LLDPE with APP
The sample sheet of LLDPE was fractured in liquid nitrogen and a piece of dimension 6 × 4 × 2 mm was cut off which was stuck on a electric adhesive tape and covered with gold powder and observed with SEM.
Results and discussion
-
1.
The water solubility of APP
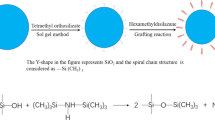
The water solubility of APP is showed in Table 1. The water solubility of MA-APP is 19% smaller than unmodified APP and the water solubility of MA-TDI-APP is 43% smaller than unmodified APP. The water solubility of melamine is very small, so the water solubility of MA-APP (as Fig. 4 structure (II)) is small, too. Then MA-APP cross-links with TDI(as Fig. 4 structure (III)) to yield MA-TDI-APP, the composition molecular weight increases, surface structure changes into reticulation, hydrophile group, such as NH2, decreases, its water solubility certainly reduces.
-
2.
The influence of APP on flame retardancy of LLDPE
If does surface modification affect the flame retardancy of APP? The LOI of LLDPE treated with APP was tested. For avoiding unilateral, different levels of APP was used. Figure 1 shows the LOI changes of LLDPE with 0%, 8%, 16%, 24% and 30% (w/w) APP. The LOI of untreated LLDPE is only 18.2 because LLDPE is easily flammable material. APP is an important flame retardant. Unmodified-APP, MA-APP and MA-TDI-APP all enhance the flame retardancy of LLDPE. The LOI of LLDPE treated with 30% unmodified-APP reaches to 24.5 with flame retardance efficiency* 0.21, treated with 30% MP-APP reaches to 27.1 with flame retardance efficiency* 0.30 and treated with 30% MA-TDI-APP reaches to 29 with flame retardance efficiency* 0.36. The retardance efficiency is shown as formula (1).
$$ *{\text{Flame}}\,{\text{retardance}}\,{\text{efficiency}} = \frac{{{\text{the}}\,{\text{LOI}}\,{\text{of}}\,{\text{flame}}\,{\text{retardance}}\,{\text{material - the}}\,{\text{LOI}}\,{\text{of}}\,{\text{untreared}}\,{\text{material}}}} {{{\text{the}}\,{\text{dosage}}\,{\text{of}}\,{\text{flame}}\,{\text{retardant}}}} $$(1)It is indicated that surface modification APP not only reduces the water solubility of APP but also enhances the flame retardancy of APP to LLDPE. The reason that surface modification can enhance the flame retardancy of APP is P, N elements have synergistic effect. Melamine introduces N element that makes more proper proportion between P and N, so P,N have better synergistic effect in MA-APP than in unmodified-APP and the flame retardance efficiency of MA-APP is better than unmodified-APP. When MA-APP cross-links with TDI to yield MA-TDI-APP, the MA-TDI-APP has more proper proportion between P and N and its P element can make oxygen in group –NCO introduced by TDI dehydrate to accelerate essential material carbonization and enhances the flame retardancy further.
-
3.
Testing the water resistance of APP in LLDPE
For testing the water resistance of unmodified-APP and surface-modified APP in LLDPE, the LOI changes and P content changes of LLDPE after being immersed in water 180 h at room temperature were tested respectively.
-
(1)
The changes of LOI
The LOI change percentages of LLDPE after being immersed in water 180 h at room temperature are showed in Fig. 2. Whether APP is surface-modified or not, the LOI of LLDPE treated with the APP all decrease after being immersed in water 180 h and the LOI change of LLDPE increases with the increase of APP level in LLDPE. The biggest change percentage of LOI belongs to the LLDPE that is treated with unmodified-APP and the smallest LOI change belongs to the LLDPE that is treated with AM-TDI-APP. When the level of unmodified-APP is 8%, the LOI change percentage of LLDPE is 3.44% and when the level of unmodified-APP is 30%, the LOI change percentage is 5.3%. In the same time the LOI change percentage only 0.46% when the level of AM-TDI-APP is 8% and the LOI change percentage is 1.75% when the level of AM-TDI-APP is 30%. The LOI change of LLDPE which is treated with AM-APP is mediacy. The LOI change percentage is 0.48% when the level of AM-APP is 8% and the LOI change percentage is 2.5% when the level of AM-APP is 30%.
-
(2)
The P content change of LLDPE
The theoretic P content of LLDPE can be calculated according to the level of APP in LLDPE before immersed in water. The P content of LLDPE after being immersed in water 180 h can be analyzed. The P content of LLDPE should decrease after immersed in water 180 h at room temperature and the decrease percentage of P content is showed in Fig. 3. The P content change of LLDPE treated with different APP is different. The P content change of LLDPE treated with unmodified-APP is biggest and is more than 6.5% with different level of unmodified-APP. The P content change of LLDPE that treated with MA-APP is between 2∼6.8% and with MA-TDI-APP is below 4%. This result is consistent with the LOI changes and accounts for that surface-modified APP is certain to reducing its water leaching from LLDPE. It can be more confirmed by the structure change of APP after being modified.
APP that structure is showed as Fig. 4 formula (I) reacts with melamine at 250∼260°C releasing NH3 to produce MA-APP that structure is showed as Fig. 4 formula (II) and this can be confirmed by N content of the product. The analyzed N content of APP is 13.61% and of MA-APP is 17.5%. If APP did not react with melamine and no NH3 releasing, the N content of this mixing product were 18.44% according to calculating (the N content of melamine is 66.67%). Now it shows that NH3 has released that the N content of the product is reduced. The water leaching of MA-APP from LLDPE is smaller than unmodified APP because the water solubility of melamine is smaller than APP. But MA-APP has still a little hydrophilicity because it has still some activity groups –NH2 after all and it has still a little water solubility. When MA-APP reacts with TDI to produce MA-TDI-APP that structure is showed in Fig. 4 formula (III), two –NCO groups react with –NH2 groups that belong to same MA-APP molecule or different MA-APP molecules to produce reticulated structure. This net wraps APP molecule and increases APP molecule weight as well as decreases –NH2 amount so the hydrophilicity of surface-modified APP is reduced and the water leaching of APP from LLDPE is reduced.
The compatibility of surface-modified APP with LLDPE is observed with SEM.
-
(1)
-
4.
The SEM pictures of LLDPE treated with each APP
The 5,000 times SME pictures of LLDPE with 30% APP (w/w) are shown in Fig. 5. It’s very clear that there is bigger gap between unmodified APP particles and LLDPE and there is a smaller gap between MA-APP or MA-TDI-APP and LLDPE because the unmodified APP is highly polar (as Fig. 4 structure (I)) whose polarity is different from LLDPE. The polar groups –NH4 + conflict with nonpolar LLDPE and tend to make APP separate from LLDPE. MA-APP has polar groups –NH3 +(as Fig. 4 structure (II)), but these groups are enveloped in melamine rings and not emerge polarity out. Other –NH2s on melamine rings have little polarity because their N atoms donate electrons to conjugate with melamine rings so MA-APP is more compatible with LLDPE and the gap reduces. The polarity of MA-TDI-APP is similar to LLDPE because its –NCO groups link with –NH2 groups(as Fig. 4 structure (III)) as well as it has methylbenzene group. Similar things are compatible. MA-TDI-APP is very compatible with LLDPE. In a word, the surface-modified APP not only has lower water leaching from LLDPE but also has better compatible with LLDPE.

The changes of LOI of LLDPE with different APP

The LOI change percentage of LLDPE with different APP after being immersed in water

The weight loss of P in LLDPE after immersing in water

The structures of the APP

The SEM pictures of LLDPE with different APP
Conclusion
-
1
Surface modification APP particles with melamine and TDI in turn results in markedly improved its water resistance and compatibility with LLDPE.
-
2
Surface-modified APP with melamine and TDI in turn has little water solubility.
-
3
Surface-modified APP can enhance its flame retardancy to LLDPE.
-
4
When LLDPE is treated with APP as flame retardant, after being immersed in water 180 h at room temperature, its LOI change can be used to evaluate water resistance of APP. Higher water leaching leads to more LOI change.
-
5
When LLDPE is treated with APP as flame retardant, after being immersed in water 180 h at room temperature, its P content change percentage can be used to evaluate water leaching of APP. Higher water leaching leads to more P content change percentage.
References
Camino G, Costa L, Trossarelli L (1985) Polym Degrad Stab 12:203
Camino G, Costa L, Luda MP (1993) Makromol Chem Macromol Symp 74:71
Li B, He JM (2004) Polym Degrad Stab 83:241
Green JA (1992) J Fire Sci 10:470
Chakrabarti PM, Sienkowski KJ (1992) US Patent 5,109,037, 28 Apr 1992
Shindoh M, Shirakawa M, Kohtoh N (1995) EP Patent 0,637,608, 5 Feb 1995
Lutter H, Zschiesche R, Gabbert H, Hasse V (1998) US Patent 5,739,173, 14 Apr 1998
Sugano N, Kofue K (2000) JP Patent 2,000,119,961, 25 Apr 2000
Narita K, Iwata M, Takebayshi T (1997) JP Patent 9,268,236, 14 Oct 1997
Iwata M, Seki M, Inoue K (1997) US Patent 5,700,575, 23 Dec 1997
Cipolli R, Oriani R, Masarati E (1994) US Patent 5,302,642, 12 Apr 1994
Chakrabarti PM, Sienkowski KJ (1992) US Patent 5,164,437, 17 Nov 1992
Iwata M, Watabe H, Takebayashi T (1997) JP Patent 9,255,787, 30 Sept 1997
Shindoh M, Shirakawa M, Kohtoh N, Aoki A (1997) US Patent 5,643,980, 1 Jul 1997
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Sun, CY., Zhang, QB. & Li, B. The water resistance of surface-modified APP with melamine-TDI in LLDPE. J Polym Res 14, 505–509 (2007). https://doi.org/10.1007/s10965-007-9135-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10965-007-9135-5