
Abstract
Nanostructured composite materials consisting of exchange-coupled hard and soft magnetic phases are proposed as alternative for the development of high-energy product permanent magnets. In this work, we have examined the effects of soft magnetic α-Fe addition on the structure and magnetic properties of powders composed of hard magnetic Mn54.3Al44C1.7 compound. The optimum melt-spun ribbon precursor (with τ-phase structure, with magnetization of 88 emu/g and coercive field of 1.6 kOe) was obtained after annealing the ribbons at 500 ∘C for 20 min. After the combination between the soft and the optimized hard phase, the intensity of τ-phase peaks measured by X-ray diffraction decreases. These changes can also be seen in the magnetic properties. The coercivity (∼ 500 Oe) tends to decrease with the annealing temperature, while the magnetization tends to increase up to 141 emu/g. Evidence of good exchange coupling between particles of Mn54.3Al44C1.7 and α-Fe, in the produced composite, was proved by the hysteresis loop and its corresponding Thamm-Hesse analysis.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Recently, significant attention has been paid to the development of alternatives to supply permanent magnets, which are not based on rare earth (RE) elements, the so-called RE-free magnets. The high cost of RE elements makes the commercial application of this high-performance magnet very expensive. With the increasing demand of technology based on permanent magnets and the limited global supply of rare earths, the necessity for RE-free magnets has received wide-spread attention. In the available possibilities, Mn-based permanent magnets have been considered a promising system to fulfill some applications where the RE-based magnets are used [1]. In this context, the ferromagnetic τ-phase of the Mn–Al alloy [1, 2] has recently received a lot of attention due to the theoretical (BH)max value of ∼ 12 MGOe, high magnetization, relatively high magneto-crystalline anisotropy (K1 = 1.7 MJ/m3), low cost, low density (5 g/cm3), and the possibility to large-scale production of bulk magnets [3, 4]. The τ-phase of Mn–Al (L10-type structure) is metastable and forms from the high-temperature ε-phase, which is stable above 800 ∘C. The addition of carbon to the τ-phase of the Mn–Al alloy has been proven to help stabilize the structure [4]. Besides the necessity of permanent magnet (PM) production without RE elements, there is also the need to improve the extrinsic magnetic properties. For this purpose, one strategy is to create exchange-spring or nanocomposite magnets [5, 6]. In such systems, a considerable amount of hard magnetic phase (MnAlC) is replaced by a soft magnetic phase (FeCo or α-Fe) and both phases are mixed at nanoscale to perform the concept of interphase exchange coupling [7]. Within this concept, the RE-free nanocomposite magnets can be tuned in terms of magnetic properties and also provide opportunities to reduce the cost of PMs considerably. In this work, we reported a process route towards the production of an exchange-spring magnet, combining RE-free alloy and a soft material, optimizing the microstructure and the magnetic properties.
2 Experiment
A Mn54.3Al44C1.7 alloy ingot was prepared by arc melting using Mn, Al, and C of high purity (more than 99.9%) under an argon atmosphere, and the charges were melted two times to ensure homogeneity. Three weigh percent of Mn in excess was added to compensate the evaporation during the melting process. The resulting alloy ingot was then melt-spun using 750 mTorr Ar atmosphere, with a tangential velocity of the copper wheel of 30 m/s. After ribbon production, they were cryomilled using a SPEX 6770 Freezer/Mill in a LN2 bath (SPEX SamplePrep). Polycarbonate vials with stainless steel end-caps and a magnetically driven stainless steel impactor were used in this system. Samples were sealed in the vials under Ar atmosphere with 0.25 wt.% oleic acid added as surfactant [8]. Processing cycles consisted of 10 min of cryomilling at a rate of 15 cycles/s followed by 2 min of cooling. After cumulative milling time of 7 h, the surfactant was removed from the recovered powders by rising repeatedly with ethanol. The as-milled powder of Mn54.3Al44C1.7 was encapsulated under a vacuum, in a quartz tube, followed by annealing at 500 ∘C for 20 min followed by water quenching. Commercial high-purity α-Fe powder (more than 99.9% and mean particle size of ∼ 100 μ m) was submitted to similar cryomilling and then, the as-milled powders of Mn54.3Al44C1.7 and α-Fe (20 wt.%) were mixed and cryomilled for an additional 4 h, then annealed at 500 and 600 ∘C in order to optimize the magnetic properties. The X-ray diffraction measurements were performed at room temperature using a PANalytical X’pert Pro diffractometer equipped with a Cu-Kα radiation. The patterns were refined by the Rietveld method combined with Fourier analysis using the GSAS software [9]. This procedure yielded the average values of the lattice parameter, crystallite size, and the structural phase ratios. The magnetic properties were measured using a LakeShore Vibrating Sample Magnetometer (VSM), at room temperature, under external magnetic fields up to 3 T. Demagnetization correction was made for the magnetic measurements. The Thamm-Hesse method was used to study the type of predominant interactions between particles. In order to evaluate the magnetic interaction, we use a simple relation, which is called the δM-plot, δM = Minit − (1/2) ×(Mup + Mdown), where the Minit, Mup, and Mdown are the magnetization values over the initial magnetization curve, upper, and lower part of the hysteresis loop, respectively, as described in [10]. Scanning electron microscopy (SEM) was used to follow the morphology of the samples during processing. The phase evolution of the samples were investigated by differential scanning calorimetry (DSC; Netzsch STA 449) under Argon atmosphere using heating rates of 15 K/min. Mössbauer measurements were performed at room temperature with transmission geometry using a 57Co(Rh) source of 25mCi. The velocity of Mössbauer spectra was calibrated by using a sextet of an α-Fe foil, and isomer shift (IS) values were referred to α-Fe. The spectrum was fitted with the MOSFIT program [11].
3 Results and Analysis
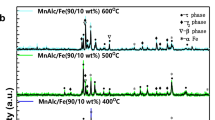
The phase fractions of different prepared samples as described in the previous section have been determined by XRD. Figure 1a presents the XRD pattern of the as-spun samples. The melt-spinning process directly produces the ε-phase (∼100 wt.%), while Fig. 1b shows that after annealing at 500 ∘C for 20 min, only the τ-phase (∼ 100 wt.%) is present. This result indicates that the inclusion of carbon helps to stabilize the ε-phase and allows obtaining a τ-phase subsequently after annealing in ternary Mn54.3Al44C1.7 sample as reported by other researchers [12]. However, over annealing the nanocomposite at 500 and 600 ∘C for 20 min can led to decomposition of τ-phase and nucleation of small amount of β-Mn phase, as shown Fig. 1c, d [4]. In addition, Fig. 1c, d is found to be similar, only τ-phase (∼77.7 and ∼75.8 wt.%) is present, except for the additional peaks related to the presence of α-Fe (∼ 16.7 and ∼ 14.9 wt.%) and β-Mn (∼ 5.6 and ∼ 9.3 wt.%) phases in the nanocomposite. Rietveld refinement reveals an average crystallite size of ∼ 60 nm for Mn54.3Al44C1.7 and ∼ 45 nm for α-Fe phase in the as-milled powders.

XRD patterns of a Mn54.3Al44C1.7 melt-spun ribbons, b Mn54.3Al44C1.7 after annealing for 20 min at 500 ∘C and c, d Mn54.3Al44C1.7/α-Fe after cryomilling for 4 h and after annealing for 20 min at 500 and 600 ∘C. All brag peak are accounted for by τ-MnAl, ε-MnAl, and α-Fe phases
DSC curves (see Fig. 2) of Mn54.3Al44C1.7 melt-spun ribbons and Mn54.3Al44C1.7/α-Fe as-milled samples, reveal dominant exothermic peaks centered at 531 and 525 ∘C on the heating cycle, respectively, which corresponds with the annealing induced ε → τ-phase transformation, observed by Lu et al. [13]. A more complex trace is observed in the lower-temperature region (in the as-spun ribbons), where an inflection point at around T ∼ 517 ∘C is detected. This behavior can be attributed to the presence of a small amount of metastable phases that are not detected by X-ray diffraction [14]. In addition, a prominent endothermic peak appears at 797 and 803 ∘C, which corresponds with the annealing induced τ → ε-phase transformation in the as-spun and cryomilled samples, respectively. These temperatures are smaller than that reported in the phase diagram of the binary Mn–Al system due the presence of C and C and Fe, respectively. These results are in good agreement with that reported by Liu et al. [14].

DSC curves of starting Mn54.3Al44C1.7 (red line) and as-milled Mn54.3Al44C1.7/α-Fe (green line) samples, measured at a heating rate of 15 K/min
Figure 3a is a SEM micrograph of as-melt-spun ribbons of the Mn54.3Al44C1.7 alloy. The back-scattering electron (BSE) contrast image in SEM shows no secondary phases in the as-spun state which, combined with XRD data, is an indication that pure MnAl ε-phase was obtained. Figure 3b–d presents images of the Mn54.3Al44C1.7, α-Fe, and Mn54.3Al44C1.7/α-Fe samples after cryomilling with surfactant at different times. The higher magnification image (Fig. 3b) shows that the most significant consequence of the addition of a surfactant during the milling process is the particle size reduction and the regular morphology. According to ref. [15], for longer milling times, irregularity in the particle morphology (producing plate-like and spherical shapes) was obtained. Figure 3d shows close proximity between Mn54.3Al44C1.7 and α-Fe, after cryomilling and annealing at 500 ∘C for 20 min.

SEM images of a Mn54.3Al44C1.7 melt-spun ribbons, bα-Fe after cryomilling for 7 h, c Mn54.3Al44C1.7 after cryomilling for 7 h, and d Mn54.3Al44C1.7/α-Fe after cryomilling for 4 h and after annealing for 20 min at 500 ∘C
The field-dependent magnetization measurements (Fig. 4), up to 3 T, of the Mn54.3Al44C1.7 and Mn54.3Al44C1.7/α-Fe alloys in (i) the as-quenched state, (ii) annealed at 500 ∘C for 20 min, (iii) cryomilled + annealed at 500 ∘C for 20 min, and (iv) cryomilled + annealed at 600 ∘C for 20 min are shown in Fig. 4. A magnetization value of 88 emu/g, coercivity of 1.6 kOe, and (BH)max of 0.66 MGOe was obtained for sample (ii), confirming the formation of pure τ-MnAl phase as indicated by the XRD data. All composite Mn54.3Al44C1.7/α-Fe samples (cryomilled and annealed at 500 and 600 ∘C for 20 min) showed ferromagnetic behavior without improvement in the coercivity values (all were ∼ 500 Oe), and (BH)max values (all were ∼ 0.12 MGOe) as compared with sample (ii). Nevertheless, the magnetization of these samples increased with increasing Fe content to values of 141 and 137 emu/g, for annealed samples at 500 and 600 ∘C, respectively.

Hysteresis loop of starting Mn54.3Al44C1.7 melt-spun ribbons (red line), Mn54.3Al44C1.7 after annealing for 20 min at 500 ∘C (blue line), and Mn54.3Al44C1.7/α-Fe after cryomilling for 4 h and after annealing for 20 min at 500 and 600 ∘C (green and orange line)
However, from the hysteresis loops of the Mn54.3Al44C1.7/α-Fe samples treated at 500 and at 600 ∘C showed characteristic behavior of a single-phase hard magnet with no kinks in the demagnetization curve, consistent with the existence of strong intergrain exchange coupling between Mn54.3Al44C1.7 and α-Fe phases. This result is similar to the reports of Saravanan et al. [16]. The Thamm-Hesse plots (Fig. 5) were obtained from the hysteresis loops at room temperature as described in [10]. Here, the Thamm-Hesse method was used to establish the type of magnetic interaction existing between magnetic particles according to the δ M parameter. If δM = 0, the system is superparamagnetic or paramagnetic. For δM≠ 0, there are interactions between the particles or grains. In the case that δM > 0, interactions that favor magnetization prevail (exchange interaction). Finally, if δM < 0, the interactions that prevail are those that favor magnetization reversal (dipolar interaction) [17]. Then for the composite samples Mn54.3Al44C1.7/α-Fe, the data show a peak splitting in the Thamm-Hesse plots. This behavior suggest that within the material, there is an intimate ferromagnetic exchange coupling between particles of the hard Mn54.3Al44C1.7 phase and those of the soft α-Fe phase [17]. This effect is a consequence of the grain size refinement produced by cryomilling process. The presence of surfactant in the composite is thought to play multiple roles, including impeding cold welding of crushed particles, dispersing the powder, and preventing amorphization preserving the crystal structure [18]. In contrast, the Tamm-Hesse plot for the Mn54.3Al44C1.7 sample presents negative δM values showing that the particles, which have big magnetic moment, present big magnetic dipolar interaction between them, and the majority of them are aligned antiparallel. Then the dipolar interaction prevails over the ferromagnetic exchange interaction inside the particles.

Thamm-Hesse plots of a Mn54.3Al44C1.7 after annealing for 20 min at 500 ∘C (blue line) and b Mn54.3Al44C1.7/α-Fe after cryomilling for 4 h and after annealing for 20 min at 500 and 600 ∘C (green and orange line)
Finally, Fig. 6 shows the Mössbauer spectrum of the Mn54.3Al44C1.7/α-Fe after cryomilling for 4 h and after annealing at 500 ∘C for 20 min. The spectrum was fitted with one sextet (mean hyperfine field (<Bhf>) = 330.5 ± 0.2 kOe, isomer shift (IS) = 0.01 ± 0.04 mm/s, line width (GA) = 0.32 ± 0.05 mm/s, quadrupole splitting (QS) = − 0.01 ± 0.05 mm/s, and area ∼ 98%) and one doublet (IS = 0.54 ± 0.04 mm/s, GA = 0.34 ± 0.05 mm/s, QS = 0.75 ± 0.05 mm/s, and area ∼ 2%). From the fitting, it is possible to imply that the sample exhibits a ferromagnetic behavior with broad lines caused by stresses during the milling process. The result indicates that the hyperfine parameters, obtained from the fitting procedure, match with those of α-Fe recorded at room temperature, indicating that Fe atoms are in BCC phase (as shown by XRD) and also behaves as a soft magnetic material. To improve the fit of the spectrum, it was necessary to include one doublet. According with its Mössbauer parameters, this broad doublet corresponds to a paramagnetic high-spin Fe3+ species [19], with Fe sites surrounded by asymmetry charge distributions (doublet); this is a consequence of the disordered character of the sample and the particle size distribution. We propose, in accordance with the XRD results, which show a Fe content of around 15% in the composite, that the origin of this paramagnetic site can correspond the small quantity of Fe that diffuse inside the hard phase.

Mössbauer spectra of Mn54.3Al44C1.7/α-Fe after cryomilling for 4 h and after annealing for 20 min at 500 ∘C
4 Conclusions
In this work, we have studied the structural and magnetic properties of Mn54.3Al44C1.7 alloys and the effect of α-Fe content on the magnetic properties of composites made from α-Fe and Mn54.3Al44C1.7. A complete transformation from the ε-MnAl phase to the τ-MnAl phase was achieved after annealing at 500 ∘C for 20 min. The magnetization of Mn54.3Al44C1.7/α-Fe composite samples increases up to ∼ 141 emu/g, with increased α-Fe content, but the coercivity decreases to ∼ 500 Oe, as compared with the coercivity of 1.6 kOe of the τ-Mn54.3Al44C1.7 sample. Evidence of good exchange coupling between Mn54.3Al44C1.7 and α-Fe is observed, but future experiments are necessary to optimize processing conditions that not only will maintain the initial high coercivity but also will improve the remanence by optimizing the particle size.
References
Coey, J.M.: Hard magnetic materials: a perspective. IEEE Trans. Magn. 47, 4671–4681 (2011)
Kuzmin, M.D., Skokov, K.P., Jian, H., Radulov, I., Gutfleisch, O.: Towards high performance permanent magnets without rare earths. J. Phys. Condens. Matter 26, 064205 (2014)
Coey, J.M.: New permanent magnets; manganese compounds. J. Phys.: Condens. Matter 26, 064211 (2014)
Jian, H., Skokov, K.P., Gutfleisch, O.: Microstructure and magnetic properties of Mn–Al–C alloy powders prepared by ball milling. J. Alloys Compd. 622, 524–528 (2015)
Park, J., Hong, Y.K., Lee, J., Lee, W., Choi, C.J., Xu, X., Lane, A.M.: Magnetization and Intrinsic Coercivity for τ-phase Mn54Al46/α-phase Fe65Co35 composite. J. Magn. 19(1), 55–58 (2014)
Wang, H.X., Si, P.Z., Jiang, W., Liu, J.J., Lee, J.G., Choi, C.J., Ge, H.L.: Structure and magnetic properties of MnAl/α-Fe nano-composite powders prepared by high energy ball milling. Adv. Mater. Res. 287–290, 1492–1495 (2011)
Kneller, E.F., Hawig, R.: The exchange-spring magnet: a new material principle for permanent magnets. IEEE Trans. Magn. 27(4), 3588–3600 (1991)
Marshall, L.G., McDonald, I.J., Lewis, L.H.: Quantification of the strain-induced promotion of τ-MnAl via cryogenic milling. J. Magn. Magn. Mater. 404, 215 (2016)
Larson, A.C., Von Dreele, R.B.: General structure analysis system (GSAS). Los Alamos National Laboratory Report LAUR, pp. 86–748 (2004)
Thamm, S., Hesse, J.: A simple plot indicating interactions between single-domain particles. J. Mag. Mag. Mat. 154, 254–262 (1996)
Varret, F., Teillet, J.: Unpublished MOSFIT Program. Maine University, France (n.d.)
Obi, O., Burns, L., Chen, Y., Fitchorov, T., Kim, S., Hsu, K., Heiman, D., Lewis, L.H., Harris, V.G.: Magnetic and structural properties of heat-treated high-moment mechanically alloyed MnAlC powders. J. Alloys Compd. 582, 598–602 (2014)
Lu, W., Niu, J., Wang, T., Xia, K., Xiang, Z., Song, Y., Mi, Z., Zhang, W., Tian, W., Yan, Y.: Phase transformations kinetics and microstructural evolutions of MnAl permanent magnet alloys. J. Alloys Compd. 685, 992–996 (2016)
Liu, Z.W., Chen, C., Zheng, Z.G., Tan, B.H., Ramanujan, R.V.: Phase transitions and hard magnetic properties for rapidly solidified MnAl alloys doped with C, B, and rare earth elements. J. Mater. Sci. 47, 2333–2338 (2012)
Nouri, A., Wen, C.: Surfactants in mechanical alloying/milling: a catch-22 situation. Crit. Rev. Sol. Stat. Mater. Sci. 39, 81–108 (2014)
Saravanan, P., Vinod, V.T.P., Cernik, M., Chakravarty, D., Ghosal, P., Kamat, S.V.: Exchange coupled rare-earth free Mn-Al/Fe nanocomposite magnets by spark plasma sintering. Mater. Lett. 137, 369–372 (2014)
Chuev, M.A., Hesse, J.: Nanomagnetism: extension of the Stoner-Wohlfarth model within Néel’s ideas and useful plots. J. Phys.: Condens. Matter. 19, 506201 (2007)
Cui, B.Z., Zheng, L.Y., Li, W.F., Liu, J.F., Hadjipanayis, G.C.: Single-crystal and textured polycrystalline Nd2Fe14B flakes with a submicron or nanosize thickness. Acta Mater. 60, 1721–1730 (2012)
Agudelo, A.C., Marco, J.F., Gancedo, J.R., Perez Alcazar, G.A.: Fe-Mn-Al-C alloys: a study of their corrosion behaviour in SO2 environments. Hyperfine Interact. 139/140, 141 (2002)
Acknowledgments
The authors would like to acknowledge professor Laura Lewis and her Nanomagnetism Group and professor Oliver Gutfleisch and his Functional Materials Group for their kind support during the doctoral visit of J.S. Trujillo Hernandez, Dr. Semih Ener for the SEM images, and M.Sc. Jeferson Piamba for the Mossbauer data.
Funding
This work was in part financed by Colciencias (contract No. 110671250407), Centro de Excelencia de Nuevos Materiales CENM-Univalle, and COLCIENCIAS, under Contract 110671250407. The authors specially acknowledge INAPEM (project EU 691235) for the kind support to our group.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Hernandez, J.S.T., Maccari, F., Marshall, L.G. et al. Exchange Coupling in MnAlC/α-Fe Nanocomposite Magnets. J Supercond Nov Magn 31, 3941–3947 (2018). https://doi.org/10.1007/s10948-018-4661-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10948-018-4661-4