
Abstract
Silica aerogel are the most common aerogels, which are noncombustible materials with high thermal insulation. However, their low mechanical properties and dimensional instability limit their application, as they are very easily susceptible to fractures and cracks during processing and use. On the basis of these assumptions, this work addresses the development of hybrid aerogels based on silica matrix and reinforced with different levels of cellulose nanofibers, dried by supercritical extraction, using carbon dioxide as the solvent. The main results indicate that the incorporation of cellulose nanofibers assists in the dimensional stability of the aerogel, increases the mechanical strength and without significantly changing the density, and does not harm significantly the thermal insulation property.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Aerogels are considered as the lightest materials with the lowest thermal conductivity among all known solid materials [1, 2]. They have very low densities; are highly porous, constituted by micro- or mesopores; and usually composed of 95% to 99.9% air [3, 4]. The nanometric structure of the pores promotes a large surface area, which gives them their unique properties such as high thermal resistance (low conductivity), acoustic insulation, high absorptivity of liquids (hydrophilic or oleophilic, depending on the aerogel nature), as well as the possibility of filtration and gas permeability [5].
Aerogels can be produced from different types of matrices, such as silicas, carbon derivatives (graphene, carbon fibers, and carbon nanotubes), nanocelluloses, and polymeric materials. In the development of silica aerogels, the first step of the production is the formation of a sol–gel system, which consists of the synthesis of a matrix through the growth and aggregation of colloidal particles with dimensions of between 1 nm and 1 μm in a liquid medium to form a gel. The method occurs through the formation of a colloidal suspension (sol) through the polycondensation process, forming a solid three-dimensional matrix (gel) [5]. The sol–gel process can be considered as a process in which solid nanoparticles are dispersed in a liquid (wet gel) to form a three-dimensional continuous agglomerated network that extends throughout the volume of the liquid [6, 7].
The pores of the aerogel are formed when the solvent (liquid medium) is removed from the wet gel so that the structure does not collapse, which can cause cracking, reduction of area and surface volume, and reduction of pore size in the aerogel. The solvent extraction from the gel can result in the formation of a solid product with a rigid or flexible nature and high porosity in the aerogel [3]. After the formation of the gel, the liquid medium can be removed by using three different methods: drying with solvents in the supercritical state (aerogel), drying by freeze-drying/lyophilization (cryogels), and drying by solvent evaporation at high temperature (xerogels). These methods promote the development of different structures in the aerogels.
Among the drying processes, the extraction drying process using supercritical fluids has been reported as the most efficient technique because it does not harm the porous structure and the volume of the gel [8]. The supercritical drying process consists in removing the solvent at a temperature and a pressure above the solvent critical point. This allows for greater reproducibility and, especially, for obtaining dry monolithic aerogels in a short period of time with a porosity very close to moist gels. The principle of supercritical extraction is based on the fact that, above the critical point of the solvent, there is no discontinuity between the liquid and the gaseous phase. In this way, the capillary and interfacial forces that appear in the walls of the pores are eliminated. In the supercritical extraction process, it is possible to replace the liquid portion of the gel with a gas. The supercritical conditions are used to preserve the texture of the pores and to prevent surface tensions and retraction in the aerogel caused by the appearance of liquid–vapor interfaces in the walls of the pores.
The first silica aerogels were discovered in the 1960s. Many applications have been suggested for these materials over the years; however, the high cost of obtaining the raw materials and of the drying processes has made it impossible to produce silica aerogels on an industrial scale [1, 9]. The use of silica inorganic aerogels has also been hampered by their poor mechanical properties and inherent fragility. However, the extreme fragility of silica aerogels can be circumvented by using reinforcements in the material.
Some studies on the mechanical properties of enhanced silica aerogels have been reported. Among the main reinforcement elements in hybrid silica aerogels are carbon derivatives such as graphene and carbon nanotubes [10,11,12], polymeric materials [13, 14], and also cellulose derivatives and nanocelluloses [15, 16]. Nanocellulose or cellulose nanofibers refer to cellulosic materials in which at least one of the dimensions of the fiber must be at the nanometric scale. Cellulosic nanostructures from plant sources can be classified into two main categories based on their size, applications, and preparation methods: (I) cellulose nanofibers or long cellulose nanofibers and (b) cellulose nanocrystals or whiskers [17, 18].
The advantage of reinforced materials is that they usually exhibit the best qualities of their individual components. The process of incorporating individualized micro- or nanofibers as a secondary phase into the silica aerogel system creates a fibrous network in the support skeleton of silica particles, decreasing its fragility [19]. Another great advantage of using nanocellulose in silica aerogel compositions is that it is commonly dispersed in water suspensions, one of the components present in the silica gel phase, which could facilitate a homogeneous dispersion of the nanocellulose in the aerogel.
On this basis, this work focuses on nanocellulose as a potential structural reinforcement material in silica aerogels. The aim of this study was to evaluate the effect of the content of nanocellulose fibers, obtained by mechanical defibrillation, on the compositions of silica aerogels, to increase their mechanical properties and to reduce their structural fragility without compromising the thermal insulation properties.
2 Experimental
2.1 Materials
Tetraethyl orthosilicate (TEOS) was supplied by Sigma-Aldich (Merck). Ammonium hydroxide solution (28–30 wt.% in water) and ammonium fluoride were supplied by Merck. Ethanol PA and acetic acid PA were supplied by Neon Commercial. Bleached cellulose fibers (long fiber), obtained from eucalyptus trees, were provided by Celulose Riograndense S.A. (RS, Brazil).
2.2 Nanocellulose production process
The cellulose pulp was acquired in the form of sheets, and before its use, it was ground in a knife grinder (MA 580, Marconi), with a sieve of 1 mm Ø. To obtain nanocellulose fibers (NCFs), we dispersed the cellulose pulp in a suspension with water (3 wt.%) and mechanically defibrillated it in a super mass collider grinder (MKCA6-2, Masuko Sangyo). The equipment was coupled to a recirculating pump, and the grinding time was 4 h at a speed of 2000 rpm. After the grinding, the nanocellulose suspensions were centrifuged using a centrifuge (NT820, Novatecnica) at a speed of 4000 rpm for 20 min. The phases were separated, and was only used in the sedimented phase. The NCF/water relation was measured and stabilized to mass ratios of 2%, 4%, and 10% NCF.
2.2.1 Nanocellulose drying for characterization
In order to evaluate and characterize the dried nanocellulose fibers, the suspension was dried by supercritical extraction. For the nanocellulose suspension drying process, first, a solvent exchange solution of water/cellulose to ethanol/cellulose was performed. For this, the cellulose was filtered in a vacuum and washed with acetone and ethanol several times to remove water excess. After that, the NCFs were redispersed in an ethanol suspension with a concentration of 5% nanocellulose. A mechanical stirrer with shear propeller was used for 1 h and a speed of 2000 rpm and sonicated for 15 min using a Sonic Vibracell equipment. The ethanol/cellulose solution (500 mL) was added to the pressure vessel, and CO2 was injected at a pressure of 2000 psi and a temperature of 45 °C for 1 h. Then, the dynamic extraction valve was opened and the feed of CO2 was started to promote the solvent extraction. The total extraction time was 6 h. The cylinder depressurization lasted 20 h. This drying process was performed only for the nanocellulose characterization.
2.3 Aerogel preparation
For the aerogel production, at first, an ammonia base solution was produced, where 1.8 g of ammonium fluoride was added to 100 mL of water. Subsequently, 20.5 g of ammonium hydroxide (28–30 wt.% in water) was added (solution 1). TEOS (5 mL) was hydrolyzed in ethanol (11 mL) and acetic acid until the pH was set to 4. The hydrolysis time was 4–5 h (solution 2). Then, 7 mL of the water or nanocellulose suspension (2%, 4%, and 10% of cellulose in water) was added to 11 mL of ethanol, and this material was sonicated for 20 min. Then, 10 drops (0.5 g) of solution 1 was added, and this solution was added to the hydrolyzed TEOS (solution 2). The material was vigorously shaken for 2 min and poured into molds (Ø 40 mm × 10 mm). The gel time was approximately 2 h. The addition of the nanocellulose fibers (NCF) dispersions did not significantly change the time it took for the samples to gel in comparison with the neat silica gels. Then, the wet gels were exposed in ethanol baths for 7 days to remove any water from the wet gels. Afterwards, the wet gels were dried by supercritical extraction using an SFE-150 supercritical fluid extraction system (Supercritical Fluids Technologies, Inc.), with carbon dioxide (CO2) as the solvent. The wet gel sample was inserted into the pressure vessel and filled with methanol to prevent the aerogel cracking during the CO2 introduction in the system. After that, the vessel was heated to 70 °C. The supercritical extraction drying process was carried out using a pressure of 2500 psi (172.4 bar), a temperature of 70 °C, and a total extraction time of 5 h. CO2 depressurization was performed at a rate of 5 psi min−1. The total depressurization time was about 10 h. As the original pressure vessel of the equipment is 1 L, an adapter was used to reduce the volume of the pressure vessel. Figure 1 shows a photographic image of the supercritical extractor and the adapter used in this experiment.

Equipment used to dry the aerogel samples by supercritical extraction
The preparation of the test specimens for the mechanical and thermal tests was performed by carefully cutting the aerogels with an ultrafine blade. The increase in the content of nanocellulose in the compositions facilitated the cutting of the samples, while in the sample of pure silica aerogel, the cut was one of the critical factors owing to the fragility of the sample and its propensity to crack during the cut.
2.4 Characterizations
NCFs were evaluated by transmission electron microscopy (TEM) using a JEOL JEM 2010 equipment. Uranyl acetate was used as a contrast, and the analysis was performed at a voltage of 120 kV. The morphology of the dried NCFs and that of the fractured surface of the aerogel were evaluated by scanning electron microscopy (SEM) using a TESCAN MIRA3 equipment. The sample was previously coated with gold.
Aerogel densities were estimated by dividing the individual masses of the samples by their volumes. For this activity, a precision balance and a parking meter were used.
Thermogravimetric analysis (TG) was performed on a SHIMADZU Model 50-TGA instrument at a heating rate of 10 °C min−1 and a heating ramp of 0–900 °C under an N2 atmosphere (50 mL min−1).
Mechanical characterization, by compressive tests, of all aerogels was performed on a TA Instruments Q800 equipment, at a compressive speed of 3 N min−1 and a maximum compressive strength of 16 N. Square test specimens with dimensions of 10 × 10 × 10 mm3 were used. Compressive strength tests were performed at temperatures of 25 °C, 100 °C, and 200 °C only in the aerogel 10 sample. Before the test, the sample was acclimatized to the test temperatures for 5 min.
The thermal diffusivity of the aerogel was determined using a NETZSCH LFA 547 MicroFlash equipment, with a laser voltage of 2018 V and a helium atmosphere. Test specimens of size 10 × 10 × 5 mm were used, and all assays were performed in triplicate. The temperatures analyzed were − 100 °C, − 50 °C, 20 °C, 100 °C, and 175 °C. The specific heat at the analyzed temperatures was determined by differential scanning calorimetry using a NETZSCH DSC 204 Phoenix equipment, with an aluminum crucible, at a heating rate of 10 °C min−1 under a nitrogen atmosphere. The thermal conductivity was determined by Eq. 1:
where λ is the thermal conductivity (W mK−1), T is the temperature (°C), Cp is the specific heat (J gK−1) at temperature T, a is the thermal diffusivity (mm2 s−1) at temperature T, and ρ is the aerogel density, determined by the ratio of the mass (g) to the volume (cm3).
3 Results and discussion
Figure 2 shows the micrographs obtained by SEM and TEM analyses of the nanocellulose. The presence of predominant fibers in the nanometric scale and also some fibers in the micrometric scale can be observed in the figure. The great majority of the cellulose fibers had a thickness of about 50 nm. The presence of fibers in the micrometric scale may have resulted from the partial/incomplete mechanical defibrillation or agglomeration owing to the drying process. During the drying of cellulose nanofibers, the agglomeration of the fibers can be caused by the attraction of hydrogen bonds owing to the presence of high hydroxyl concentration in the chemical composition of the cellulose [18].

a Cellulose fibers prior to ultra-fine grinding, b, c scanning electron micrographs of dried cellulose nanofibers, and d transmission electron micrograph of the cellulose nanofibers in water suspension
Table 1 presents the photographic images of silica aerogels with different levels of nanocellulosecontent and their respective densities. The unreinforced silica aerogels showed some cracks and a brittle structure. The aerogels reinforced with nanocellulose presented good dimensional stability, with no visible cracks. The density of the reinforced aerogels was not significantly affected in the aerogel 2 and aerogel 4 samples in comparison with the aerogels without nanocellulose reinforcement. The aerogel 10 sample presented a slight increase in density when compared with its analogue without reinforcement. This phenomenon may be attributed to the fact that, besides the addition of fibers into the composition, the presence of the nanofibers favors the contraction of the aerogel in the drying process, a phenomenon also observed by Wong et al. (2015) [20].
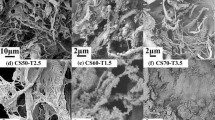
Figure 3 shows scanning electron micrographs of silica aerogels with and without nanocellulose content. The silica matrix is predominantly composed of nanometric beads, and it can be seen in the figure that the matrix has, besides spherical particles, also nanometric pores, which agrees with findings of several reports in the literature [15, 21, 22]. The figure also shows the presence of nanofibers of the NCF in micrographs 3d and 3f; however, with the increase in nanocellulose content, the presence of a larger quantity of cellulose fibers in the micrometric scale was observed, which can be due to the presence of microfibers in the suspension of nanocellulose or in the agglomeration of nanofibrils during drying.

Scanning electron micrographs of a, b silica aerogel, c, d aerogel 2, e, f aerogel 4, and g, h aerogel 10
Figure 4 shows the thermal degradation thermograms of the aerogels reinforced with different levels of nanocellulose content. In all samples, there was a mass loss of approximately 5% at temperatures of up to 100 °C, possibly due to the presence of moisture and non-extracted residual water in the supercritical drying process. Between 100 °C and 300 °C, there was a plateau of thermal stability in all samples, evidencing that all aerogel samples were thermally stable up to a temperature of 300 °C. The mass loss between 320 °C and 380 °C was due to both the residual TEOS volatilization and the degradation of the nanocellulose. A previous work [23] showed that the temperature of the highest thermal degradation of the NCF under the same test conditions was about 360 °C. The presence of the nanocellulose in the composition of the aerogel promotes a slight decrease in the beginning of the degradation, compared with the non-reinforced sample. This reduction may be attributed to the presence of voids between the nanofibers (and mainly of microfibers) of the cellulose and the silica nanospheres, which decreases the intensity of the secondary bonds, thus favoring the decrease in the thermal stability of these samples. The increase in cellulose content also leads to a decrease in the residual ash content after 900 °C due to higher concentration of organic matter. This phenomenon may be attributed to the fact that silica particles have a higher decomposition temperature when compared to cellulose nanofibers and suffer little alteration of the residual mass at the final test temperature.

Thermal degradation thermograms of aerogels with different levels of nanocellulose content
Figure 5 shows the stress–strain curves in the compressive strength test of aerogel samples with different levels of cellulose content and Table 2 presents the data from this mechanical test. The sample without reinforcement (aerogel) presented the lowest values, both in maximum deformation and in maximum stress. It can be observed that, in Aerogel sample, with deformation at 10% and maximum stress at 0.051 MPa, the sample fractured. All other cellulose-reinforced aerogel samples reached the maximum force limit of the equipment (16 N) without fracture of the test specimen. Only its densification was observed. With the increase in nanocellulose content in the compositions, an increase in the aerogel plastic deformation capacity was observed, which favors the reduction of fragility and fracture susceptibility. These results are consistent with those reported by Demilecamps et. al. (2015) [24], who performed an opposite experiment, where lower silica contents were added to cellulose aerogel, and it was observed that the addition of a silica phase to the cellulose aerogel tended to harden the aerogel, reducing its capacity to plastic deformation. It can be observed that, at 10% deformation, the increase in the cellulose content tends to decrease the stress, however this increase in the cellulose content also provides a greater deformation capacity in the evaluated samples. This behavior can also be observed in the elastic modulus, which tends to decrease with the increase in the cellulose content, indicative of the decrease in stiffness. Cellulose clearly plays an important reinforcing role in these materials. The synergy of cellulose-silica interpenetrated network provides increased mechanical resistance and ductility to the aerogel materials.

Stress–strain curve of the mechanical test of the compressive strength of aerogels with different levels of nanocellulose content
Figure 6 shows the behavior of the stress–strain curve of the compressive strength test of the aerogel 10 sample performed at different test temperatures and Table 3 presents the data from this mechanical test. It can be observed in the figure that, with increasing temperature, there is a decrease in the deformation capacity of the aerogel, showing an increase in stiffness with increasing temperature, which is an opposite result to those of the vast majority of other materials, such as polymeric foams, which tend to decrease the stiffness with increasing temperature. This phenomenon may be attributed to the volatilization of water and/or small molecular compounds that act as a plasticizer in the system. These data corroborate the data observed in the thermogravimetry analysis, where a mass loss of up to 5% was observed at a temperature of 200 °C. However, even at a temperature of 200 °C, the sample remained structurally stable without any observable fragile fractures. No significant variation was observed in the stress at 10% strain and in the elastic modulus at the different temperatures evaluated.

Stress–strain curve of the mechanical compressive strength test of the aerogel 10 sample at different test temperatures
Table 4 presents the thermal conductivity properties of neat silica aerogel and nanocellulose-reinforced aerogels. As can be observed, even at low and high temperatures, the aerogel thermal conductivity was very low. As the temperature increases, the thermal conductivity increases (consequently the thermal insulation decreases) because, in general, the conduction of thermal energy at higher temperatures it is higher. According to Feng et al. (2016) [15], aerogels with high silica loadings improve the thermal stability of the composite aerogels owing to the excellent thermal stability of silica and they also enhance the fire-retardant property of the materials. Some reports [24, 25] have shown that silica and some organic synthetic aerogels are thermal super insulating materials, with thermal conductivity being lower than that of air at room conditions (around 0.015 vs. 0.025 W m−1 K−1 for air). Majority of these aerogels are mesoporous, which allows decreasing the thermal conductivity of the gaseous phase below that of air. The main reason why a low-density porous material falls into the superinsulation region is the air confinement in the pores of size below the free mean path of air molecules (Knudsen effect), and mesoporous and light-weight silica aerogels satisfy these conditions.
The thermal conductivity of the analyzed samples agrees with the results of other reports in the literature, as presented by Demilecamps et. al. (2015) [24], who reported thermal conductivity at 20 °C of 0.015 W m−1 K−1, and by Wong et. al. (2015) [20], who reported values from 13.8 mW m−1 K−1 to 15.3 mW m−1 K−1 for silica and cellulose hybrid aerogels.
It was expected that the increase in nanocellulose content in aerogel compositions could increase the thermal conductivity of the aerogel samples, mainly due to the presence of fibers acting as solid heat conducting pathways and creating voids in the structure, which allows for greater heat conduction. In the analyzed samples, this phenomenon could be observed and the aerogel 10 sample presented higher thermal conductivity than that of the neat silica aerogel sample. The presence of micrometric fibers and the agglomeration of cellulose fibers also impair the thermal insulation of the sample.
4 Conclusions
The incorporation of cellulose nanofibers in silica aerogel compositions showed significant improvements in the aerogel mechanical strength and ductility. Nanometer-scale fibrous networks and large fiber agglomerates on the order of several micrometers were seen in all micrograph images. The presence of nanocellulose did not change the density significantly, except for the aerogel 10 sample, which had an increase in density owing to the presence of the cellulose and to the higher aerogel contraction. Although nanocellulose is an organic material, it does not significantly alter the aerogel thermal stability up to 300 °C, and by thermogravimetry analysis of all the samples, a thermal stability plateau between 100 and 300 °C was observed. At higher temperatures, an increase in stiffness of the cellulose nanofiber-reinforced aerogel was observed. The three-dimensional fibrous NCF networks not only promote an increase in tensile strength and ductility in the silica aerogel matrix but also act as solid heat conducting pathways, which decreases, but not significantly, the thermal insulation of the aerogel. Based on this study, it is possible to improve the mechanical efficiency of silica aerogel with the addition of nanocellulose fibers and without compromising the thermal insulation capacity of the aerogel.
References
D.M. Smith, A. Maskara, U. Boes, Aerogel-based thermal insulation. J. Non-Cryst. Solids 225, 254–259 (1998)
J. Shi, L. Lu, W. Guo, J. Zhang, Y. Cao, Heat insulation performance, mechanics and hydrophobic modification of cellulose–SiO2 composite aerogels. Carbohydr. Polym. 98(1), 282–289 (2013)
R. Baetens, B.P. Jelle, A. Gustavsen, Aerogel insulation for building applications: a state-of-the-art review. Energy Build. 43(4), 761–769 (2011)
N.T. Cervin, C. Aulin, P.T. Larsson, L. Wagberg, Ultra porous nanocellulose aerogels as separation medium for mixtures of oil/water liquids. Cellulose 19, 401–410 (2012)
J.G. Reynolds, P.R. Coronado, L.W. Hrubesh, Hydrophobic aerogels for oil-spill clean up—synthesis and chacarcterization. J. Non-Cryst. Solids 292, 127–137 (2001)
C.J. Brinker. Sol-Gel Science: The Physics Chemistry of Sol-Gel Processing. 1st Edition, 1990.
B.J.C. Dunchemin, M.P. Staiger, N. Tucker, R.H. Newman, Aerocellulose based on all-cellulose composites. J. Appl. Polym. Sci. 115, 216–221 (2010)
S. Signh, A. Bhatnagar, V. Dixit, V. Shukla, M.A. Shaz, A.S.K. Sinha, O.N. Srivastava, V. Sekkar, Synthesis, characterization and hydrogen storage characteristics of ambient pressure dried carbon aerogel. Int. J. Hydrogen Energy 41(5), 3561–3570 (2016)
E. Cuce, P.M. Cuce, C.J. Wood, S.B. Riffat, Toward aerogel based thermal superinsulation in buildings: a comprehensive review. Adv. Mater. Res. Switz 34, 273–299 (2013)
A. Ślosarczyk, Synthesis and characterization of silica aerogel-based nanocomposites with carbon fibers and carbon nanotubes in hybrid system. J. Sol-Gel Sci. Technol. 84, 16–22 (2017)
A.L. Mendes, R.F. Silva, L. Durães, Advances in carbon nanostructure–silica aerogel composites: a review. J. Mater. Chem. A 6, 1340 (2018)
T. Sun, Q. Zhuo, X. Liu, Z. Sun, Z. Wu, H. Fan, Hydrophobic silica aerogel reinforced with carbon nanotube for oils removal. J. Porous Mater. 21, 967–973 (2014)
A. Fidalgo, J.P.S. Farinha, J.M.G. Martinho, M.E. Rosa, L.M. Ilharco, Hybrid silica/polymer aerogels dried at ambient pressure. Chem. Mater. 19, 2603–2609 (2007)
M.R. Ayers, A.J. Hunt, Synthesis and properties of chitosan±silica hybrid aerogels. J. Non-Cryst. Solids 285, 123–127 (2001)
J. Feng, D. Le, S.T. Nguyen, V.T.C. Nien, D. Jewel, H.M Duong, Silica—cellulose hybrid aerogels for thermal and acoustic insulation applications. Colloid Surf. A 506, 298–305 (2016)
J. Cai, S. Liu, J. Feng, S. Kimura, M. Wada, S. Kuga, L. Zhang, Cellulose-silica nanocomposite aerogels by in situ formation of silica in cellulose gel. Angew. Chem. 51, 2076–2079 (2012)
G. Siqueira, J. Bras, A. Dufresne, Cellulose Whiskers versus microfibrils: influence of the nature of the nanoparticle and its surface functionalization on the thermal and mechanical properties of nanocomposites. Biomacromol 10(2), 425–432 (2009)
Y. Peng, D.J. Gardner, Y. Han, Drying cellulose nanofibrils: in search of a suitable method. Cellulose 19, 91–102 (2012)
J. Fu, C. He, J. Huang, Z. Chen, S. Wang, Cellulose nanofibril reinforced silica aerogels: optimization of the preparation process evaluated by a response surface methodology. RSC Adv. 6, 100326 (2016)
J.C.H. Wong, H. Kaymak, P. Tingaut, S. Brunner, M.M. Koebel, Mechanical and thermal properties of nanofibrillated cellulose reinforced silica aerogel composites. Microporous Mesoporous Mater. 217, 150–158 (2015)
P.B. Wag, R. Begag, G.M. Pajonk, A. Venkateswara Rao, D. Haranath. Comparison of some physical properties of silica aerogel monoliths synthesized by different precursors. Mater. Chem. Phys. 57, 214–218 (1999)
H. Maleki, L. Durães, A. Portugal, An overview on silica aerogels synthesis and different mechanical reinforcing strategies. J. Non-Cryst. Solids 385, 55–74 (2014)
C. Borsoi, M.V.G. Zimmermann, A.J. Zattera, R.M.C. Santana, C.A. Ferreira, Thermal degradation behavior of cellulose nanofibers and nanowhiskers. J. Therm. Anal. Calorim. 126, 1867–1878 (2016)
A. Demilecamps, C. Beauger, C. Hildenbrand, A. Rigacci, T. Budtova, Cellulose–silica aerogels. Carbohydr. Polym. 122, 293–300 (2015)
M. Koebel, A. Rigacci, P. Achard, Aerogel-based thermal superinsulation: an overview. J. Sol.-Gel. Sci. Technol. 63, 315–339 (2012)
Acknowledgements
This research was supported by the National Council for Scientific and Technological Development (CNPq), The experiment was assisted by Polymers Laboratory (LAPOL), Central Laboratory of Microscopy and Laboratory of Materials Chemical Reasearch at the University of Caxias do Sul.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Zimmermann, M.V.G., Zattera, A.J. Silica aerogel reinforced with cellulose nanofibers. J Porous Mater 28, 1325–1333 (2021). https://doi.org/10.1007/s10934-021-01080-6
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10934-021-01080-6