
Abstract
Polyacrylonitrile-based (PAN) ultra-fine fibers were made from electrospining with dimethylformamide as a solvent. And then the fibers were processed via pre-oxidization, carbonization, and steam activation to produce the PAN-based ultra-fine activated carbon fiber (UFACF) adsorbent. According to the specific surface area, pore volume, pore size distribution and phenol adsorption value, the effects of different factors on the yield of activation and adsorption properties of UFACF were investigated through the orthogonal experiment. TG, field emission-scanning electron microscope, FTIR, XRD were employed to characterize the morphology and structure evolvement of UFACF during thermal treatment process. At the optimal conditions, the yield of activation of UFACF was from 37.2 to 58.5%, the maximal specific surface area 1075.1 m2 g−1, and the maximal phenol adsorption value 377.1 mg g−1.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Activated carbon fiber (ACF) is one of widely useful high-performance adsorption materials, which has narrow pore size distribution, large specific surface area, and fast adsorption rate and desorption rate. Electrospinning is a unique method for producing nanofibers or ultrafine fibers. Some researchers have reported highly porous structure of electrospun ultra-fine fiber scaffolds with 91.63% porosity, a total pore volume of 9.69 mL/g and a total specific surface area of 23.54 m2/g [1]. Ultra-fine activated carbon fiber (UFACF) could be prepared by means of pre-oxidizing, carbonizing and activating the electrospinning ultra-fine fibers.
It should be noted that electrospinning ultra-fine fiber mats is a natural mesh. The pores that were formed by taking the fibers as a framework ranged from 2 to 100 μm in diameter. According to International Union of Pure and Applied Chemistry (IUPAC), the pores can be divided into three categories, namely micropore(diameter less than 2 nm)\mesopore(diameter between 2 and 50 nm)\macropore(diameter larger than 50 nm). So the ultra-fine fiber mat could be called a natural mesh with mesopore structure. And the pore size distribution of the UFACF was mainly in micropore, the UFACF mat could be called a kind of mesopore mesh adsorbent with large number of micropores. Because the diameter of ultra-fine activated carbon fiber (UFACF) was finer than that of ACF’s, UFACF could provide larger adsorbing surface area and show better adsorption efficiency.
Many researchers did lots of fundamental work for the preparation of UFACF. A. Ashraf et al. [2] researched the optimization conditions of electrospinning process to produce precursor carbon nanofibers from high molecular weight polyacrylonitrile (PAN) polymer (emulsion polymerized) with dimethylformamide (DMF). C. Kim et al. [3] fabricated ultra-fine carbon fibers through electrospinning of the polymer blends of PAN and polyamic acid (PAA) and subsequent thermal treatment. E. Zussman et al. [4] studied the mechanical and structural properties of individual electrospun PAN-derived carbon nanofibers. In order to get the media for hydrogen adsorption storage, S.I. Ji et al. [5] prepared PAN-based carbon nanofibers (CNFs) by using electrospinning method and heat treatment, potassium hydroxide and zinc chloride activations were conducted to increase specific surface area and pore volume of CNFs.
The whole process of the preparation of the UFACF was introduced in this paper. And because phenols are considered as priority pollutants since they are harmful to organisms at low concentrations and are suspected to be carcinogens. The phenol uptakes were tested in order to characterize the adsorption performance of UFACF.
2 Experimental procedure
2.1 Materials
Acrylonitrile (AN) was purchased from Shanghai HUADONG Reagent Company (China) and distilled at reduced pressure before use. Azobisisobutyronitrile (AIBN) was purchased from SHISIHEWEI Chemical Company (China) and itaconic acid (IA) was from Shanghai Chemical Agent Company (China), they were recrystallised from methanol and deioned water respectively. Dimethylsulfoxide (DMSO) and N, N-dimethylformamide (DMF) were from Shanghai BOER Chemical Reagent Company (China), and acetone was from Shanghai Chemical Agent Company (China), they were analytical grade and used directly.
2.2 Preparation of PAN
The PAN (about molecular weight 180,000) to prepare the UFACF was copolymerized with AN and IA in DMSO/H2O Process [6] and the PAN molecular weight was estimated according to the reference [7].
The copolymerization was performed in 500 mL round bottomed flasks under high purity nitrogen atmosphere. The monomer ratio was 20 wt% in solution, AIBN as reaction initiator, which mass ratio was 1.5 wt% in monomer. In a typical experiment, the copolymerization solution mass was 200 g, the monomers was made up of AN and IA (99:1, wt/wt), the mass ratio of DMSO/H2O was arranged at 70:30. AN/IA pair was put in DMSO/H2O mixing solvent to copolymerize into PAN. With mechanical agitation at 60 °C for 6 h, the precipitated copolymers were washed and filtered two times with acetone and 85 °C hot deionized water respectively. The copolymers were dried under vacuum for at least 24 h at 60 °C. Then the dried copolymers were crushed down into powder and were conserved in dryness.
2.3 Preparation of ultra-fine fiber mats (UFFMs) via electrospinning
The apparatus of electrospinning was shown in Fig. 1, which was consisted by a high voltage supplier, a syringe with pump and a metal collecting screen as a grounded counter electrode.

Schematic diagram of the electrospinning device
PAN powder was added to DMF and was stirred magnetically at room temperature for 24 h in order to obtain homogenous solution.
The polymer solution was held in a syringe with a metal tip around 0.8 mm in diameter and the distance between the pinhead and grounded screen was regulated at 20 cm in the electrospinning process. The supply rate of the solution was controlled at 1.5 mL h−1 with the operation of the pump. The PAN solution was electrospun to ultra-fine fiber mats at 11.5 kV DC voltage.
2.4 Preparation of carbonized UFFMs
2.4.1 Preoxidation
The thermal behaviors of UFFMs in atmosphere were performed on a thermo-gravimetric (TG) analyzer (WRT-2P, BEIJING HONGCHANGXIN, China) and the result would provide a reference for preoxidation temperature settings. The TG curve was obtained under an air atmosphere at a flow rate of 80 mL min−1 and a scanning rate of 20 °C min−1.
The UFFMs were hung in an oven and imposed tension with a 100 g stainless steel clincher clamping at the bottom. Based on the TG analysis, the mats were heated up at the rate of 1 °C min−1 from room temperature up to 271 °C and then was cooled till room temperature.
2.4.2 Carbonization
In order to find out the thermal behaviors of preoxidized UFFMs in nitrogen atmosphere, the thermal decomposition measurements were performed on a TG analyzer (209F1, Netzsch Co., German). The TG curves were obtained under a nitrogen atmosphere at a flow rate of 4 mL min−1 and a scanning rate of 20 °C min−1.
The preoxidized UFFMs were carbonized in the carbonization device (Fig. 2) under nitrogen from room temperature up to 900 °C at 20 °C min−1 heating rate and then held for 1 h. After the temperature of tubular electrical furnace had been controlled down to 100 °C, the carbonized UFFMs were taken out and put in a desiccator to conserve.

Schematic diagram of carbonization device
2.5 Orthogonal test for UFACF preparation
Carbonized UFFMs were dipped in 2 mol L−1 HCl solution for 4 h, then washed with distilled water until neutral and baked at 105 °C for 4 h in dry oven. The dried mats were placed at Quartz tube in the activation device. The activation device was just like as the apparatus of carbonization. Instead of nitrogen, the steam and nitrogen mixture gas was used as activating gas, where the nitrogen flow rate was set 1.0 L min−1 constantly. And steam flow rates (the water consumption volume unit time, the volume was surveyed at 20 °C) were shown in Table 1.
The orthogonal experiment method was used to determine the optimal parameters of activation. The temperature, steam flow rate and activation time were taken as three factors, every factor selected three levers. According to referred literatures [8, 9], the factor and level table of activation orthogonal test was devised in Table 1, and the L9 (34)orthogonal table was used to devise activation test.
The mass of activated sample was 5.0 g, the yield of activation (η) was determined as following relationship:
where m 1 was the carbonized UFFMs mass and m 2 was UFACF mass after activation treatment.
2.6 Phenol adsorption capacity of UFACFs
Phenol adsorption tests were conducted by batch adsorption techniques in order to investigate the adsorption capacity of UFACF prepared in the orthogonal experiment.
UFACFs (100 mg) were put in conical flasks respectively; 200 mL phenol solution (300 mg/L) was added in the conical flasks. All conical flasks were put on the shaking table at 20 °C for 48 h with a constant speed of 120 rpm. Then the conical flasks were taken out, the solid liquid mixtures were filtrated to separate mats and the solution. The phenol concentration of filtrate was immediately measured with UV–VIS spectrophotometer (TU-1810, Beijing Purkinje General Instrument Co., Ltd, China) at 269 nm wavelength [10]. The phenol adsorption capacity q (mg g−1) was determined as following relationship:
where C 0 and C t are the phenol concentration before and after 48 h batch adsorption respectively; V is the volume of aqueous solution containing phenol, and m is the mass of adsorbent.
2.7 Characterization
The fibers microstructure characterizations were performed by XRD (D/Max-2550PC, RIGAKU Co, Japan) and FTIR (NEXUS-670, NICOLET Co., USA).
The surface morphology of UFFMs was observed by SEM (JSM-5600LV, JEOL Co., Japan) and S-4800 field emission-scanning electron microscope (S-4800, HITACHI Co, Japan).
Each UFACF sample was degassed at 300 °C for 2 h and nitrogen adsorption was carried out at 77 K by using surface area and pore size analyzer (Autosorb-1,Quantachrome, USA) to study the textural properties such as specific surface area, total pore volume, and pore volume distribution.
3 Results and discussions
3.1 Thermal analysis of UFFMs and preoxidized UFFMs
The TG curve of ultra-fine fibers was shown in Fig. 3 and there was a significant weight loss between the 267 and 275 °C.

UFFM thermo-gravimetric analyses in air
In accordance with the different slope of the curve, TG curve can be divided into three zones, which are called respectively micro weight loss zone (I), dramatic weight loss (II) and slow weight loss (III). The different zones could reflect the preoxidized extent and the chemical reaction rate. From Fig. 3, the water evaporation of the UFFM mainly occurred in the zone I (temperature <267 °C) and almost no thermal decomposition of PAN was taken place. Due to inner molecular cyclizing, inter-molecular cross-linking, oxidation and dehydrogenation reaction going on, small molecules gases would release and volatilize from fibers in zone II, the weight of UFFM lost dramatically. The weight loss speed of UFFM in zone III (temperature >267 °C) was slower than that in zone II, because only oxygenolysis happened in this zone. The preoxidation temperature of UFFM in air was set at 271 °C (average temperature of zone II) based on the TG analysis.
Thermal decomposition analysis in nitrogen of the pre-oxidized UFFM, which was performed using a NETZSCH thermo-gravimetric analyzer, was shown in Fig. 4.

TG/DTG curves of preoxidized UFFMs in nitrogen
From the Fig. 4, there were two abrupt weight changes at 79.4 and 640 °C, weight changes at 79.4 °C was caused due to water evaporation (the water was adsorbed from air by preoxidized UFFMs, which could be a proof that the pre-oxidized UFFM is a kind of material with good water absorption performance); weight changes at 640 °C was due to the thermal pyrolysis of mats. Between 300 and 900 °C, the sample weight was decreasing quickly with the temperature increasing. This could be deduced that the pre-oxidized UFFM was pyrolyzed in high temperature, during which elements N, H, and O were removed from UFFM and crosslinking reaction occurred and the mat was carbonized gradually.
3.2 UFFMs structure evolution in pre-oxidation and carbonization process
PAN is hard, relatively insoluble, and high melting. It has been established that PAN-based carbon fiber is stronger than other type of precursor-based carbon fiber [11].
Before carbonizing the electrospun fibers, pre-oxidation process was necessary to change the thermoplastic characters into thermosetting ones and caused them to become thermally stable and melting not to occur. The important chemical reactions are involved in this process and can result in the formation of the conjugated ladder structure.
The FT-IR spectrum of UFFM was given as curve A in Fig. 5. The prominent peaks at 2,920, 2,240 and 1,450 cm−1 were due to stretching vibration of methylene (–CH2–), stretching vibration of nitrile groups (–CN–), and bending vibration of methylene respectively. The bands in the regions 1,380–1,350 and 1,270–1,220 cm−1 are assigned to the aliphatic CH group vibrations of different modes in CH, CH2, and CH3 [12], the C=N and C=C stretching vibration was shown at 1,630 cm−1and the O–H stretching vibration appeared at nearby at 3,500 cm−1.

FT-IR spectra of samples. (a) UFFM; (b) Pre-oxidized UFFM; (c) Carbonized UFFM
The FT-IR spectrum of pre-oxidized UFFM was shown as curve B in Fig. 5. The CH2 expansion vibration absorption peak, the C=N expansion vibration absorption peak and CH2 bending vibrations absorption peak were vanished, and a obvious absorption peak at 1,590 cm−1 can be seen, which indicated that the cyclization was formed and –C=C–C=N– structure had occur in pre-oxidized process [13]. The obvious absorption peak in 1,380 and 806 cm−1 were observed too, which respectively represented the methyl in plane bending vibrations and C=C–H structure in expansion bending vibrations.
The FT-IR spectrum of UFACF was displayed as curve C in Fig. 5. The absorption peaks at 1,560 and 1,140 cm−1 were still existed, which proved that the C=C functional groups and ether groups were kept in the fibers, but other groups were gone.
The XRD patterns of UFFMs were shown at the curve a in Fig. 6. There was two equatorial peaks with a diffuse meridian peak. The primary equatorial peak at 2θ = 16.62°, corresponds to a spacing of d = 5.25 Å, while the weaker reflection at 2θ = 29.28° corresponds to a spacing of d = 3.05 Å, reflecting the ordered crystal structure made up of PAN linear macromolecules [14].

XRD of samples (a) UFFM; (b) Pre-oxidized; (c) Carbonized UFFM
Pre-oxidized UFFM XRD patterns was shown at curve b in Fig. 6, the peaks at 2θ = 16.62° and 2θ = 29.22° were vanished, but a wide fuzzy diffraction new peak at 2θ = 25.46° was existed, which was microcrystalline (002) crystal face diffraction peak in the chaotic level structure [15], the peak was formed by ring structure accumulated gradually and could prove aromatization was formed in the fiber interior structure.
Carbonized UFFM XRD patterns were shown at c in Fig. 6. The diffraction peak of Carbonized ultra-fine fibers had a slightly displacement compare to Pre-oxidized ultra-fine fibers, there was a widely diffraction peak nearby 2θ = 24.7°, and the peak was similar with the XRD diffraction peak of the commercial carbon fibers, this could prove that the ordered carbon material structure was formed.
3.3 Morphology of UFFMs
Polymer can be electrospun into ultra-fine fibers, the ideal targets would be: the diameters of the fibers are consistent and controllable; the fiber surfaces are defect-free or defect-controllable; continuous single ultra-fine fiber is collectable. The morphology of UFFM was shown in Fig. 7, in order to measure the fibers diameter, a line was drawn on a photomicrograph and the diameter of the fibers was measured as close as practical to the cutting line. According to the measure to 30 fibers, fiber diameters of the UFFM were from 1.33 to 1.66 μm without beads appearing, but the fiber diameters were difficult to keep uniform, the reason might due to capillary instability [16].

SEM images of electrospinning UFFMs
The field emission-scanning electron microscope image of carbonized ultra-fine fibers were shown at (a) and (b) in Fig. 8, ultra-fine carbon fiber had no the obvious skin–core structure and had quite homogeneous surfaces and the internal shape. It needed to note: the carbonized UFFM was still soft and flexible.

Field emission-scanning electron microscope images of carbonized UFFM
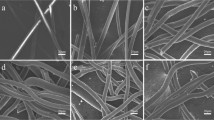
The field emission-scanning electron microscope images of UFACF were shown at (a) and (b) in Fig. 9. The loose and porous structure at the surface and internal of UFACF could be observed, and the mesopores and macropores can be seen by naked-eye. The mechanism of pores formation could be explained:

Field emission-scanning electron microscope images of UFACF
In the electrospinning process, despite the rapid evaporation that has occurred, the collected electrospun nanofibers must still contain an amount of solvent, when the evaporation is very fast, the polymer density at the fiber/vapor interface increases sharply, thus creating a polymer density gradient that acts as a barrier, or skin, that resists further solvent evaporation [17]. Because solvent existed in the ultra-fine fibers, in the process of preoxidation, the solvent DMF would escape from fibers, the original space of solvent DMF could form “pore defects”. that oxygen element entering and the nitrogen, hydrogen element consuming could also make “pore defects” too. On the other hand, there were lots of “pore defects” to form in the carbonization process with small molecular releasing due to thermal decomposition in inert atmosphere. Meanwhile the “pore defects” would transform into “closed-cell” because of fiber skeleton shrinking and unshaped carbon covering.
In activation process, accompanying by mass loss, certain part of carbon atoms were gasified to CO or CO2 during activation process, and the lots of “closed-cell” formed in carbonation process would be opened by water vapor molecules and form the “micropore” structure.
When all the “closed-cells” were opened, with further activation, the water vapor molecules would react with crystalline carbon, and the pore wall of micropore would be destroyed, then the micropore expanded or merged to produce the mesopores, if the activation conditions was severe, the macropores would form even. In other words, after the formation of micropores, the continued steam produces a continuous mesopores and macropores increase with burn-off.
3.4 The textural properties and phenol adsorption capability of UFACF mats
Nine pieces of UFACF were prepared by orthogonal experiment method. The yield of activation, specific surface area and phenol adsorption value of each UFACF were shown in Table 2.
I. Martin-Gullon et al. [18] prepared activated carbon fibers (ACF) from PAN precursor carbon fibers by steam activation method at 700–1,000 °C. In their research, the largest surface area of ACF was 679 m2 g−1 by steam activation for 4 h. WU Ming-bo [19] took the PAN-based preoxidized fibers as material to prepare the ACF by steam activation method at 800 °C, when the activation time was 30 min, the surface area of ACF was only 669.12 m2 g−1. Compare to ACF, the UFACF mats were advantageous in the surface areas. The much finer fiber and natural highly porous structure of UFFM could do some favor to the nice show of UFACF.
The data analysis on orthogonal test about the influences of every factor on yield of activation, specific surface area and phenol adsorption value were shown in Table 3. From range (R), the temperature had the greatest influence on yield of activation, specific surface area and phenol adsorption value.
From the Table 2, the specific surface area of the UFACF prepared in numbered 7 was 1032.6 m2 g−1, and the phenol adsorption value of the UFACF attained 363.7 mg g−1, which was higher than the commonly activated carbon materials’s [20]. Taking the surface area and pore size analyzer to investigate pore volume of the UFACF with density functional theory (DFT), the total pore volume was 0.370 cm3/g, and the micropore volume was 0.294 cm3/g. The nitrogen adsorption–desorption isotherm of the UFACF was shown in Fig. 10.

N2 adsorption–desorption isotherm, 77 K
From Fig. 10, on the condition of 77 K, the adsorption of nitrogen could nearly be saturated at the range of low pressure, and the nitrogen adsorption isotherm was nearly overlapped with the desorption isotherm, which proved the UFACF possessed strong adsorption potential. According to IUPAC’ classification of adsorption isotherms, the isotherm could be classified as a Type I adsorption isotherms, Which means the pore size distribution of the adsorbent was mainly in micropore [21]. That Horvath–Kawazoe (HK) equation is quite excellent for measuring the volume of micropore was well known [5], according to HK equation, The HK micropore volume distribution of UFACF was shown in Fig. 11, the HK micropore volume of UFACF was 0.304 cm g−1, and nearby 0.48 nm, the pore volume reached the maximum value.

HK micropore volume distribution of UFACF
The smallest cross-sectional distance of adsorbate molecule was the critical dimension to adsorption capability. If the smallest cross-sectional distance was larger than pore opening of the adsorbent, then the molecule cannot enter the pore. If the smallest cross-sectional distance was presented to a larger pore, then the molecule may access the pore. While in case of too much bigger pore width comparing with the smallest cross-sectional distance, even though adsorbate molecule could be in pore, it could go outside so easily and is difficult to trap adsorbate molecule inside of pore.
The UFACF has the highest pore volume in the range of pore width from 0.4 to 0.8 nm from HK micropore volume distribution of UFACF, and Smallest cross-sectional distances for phenol in aqueous solution is 0.43 nm [22]. In case of pore width of UFACF was slightly larger but not too much bigger than the smallest cross-sectional distances for phenol, phenol molecule could be trapped properly in the pores of UFACF, that could be the reason why the UFACF show nice adsorption performance to phenol.
4 Conclusions
-
1.
PAN-based electrospinning UFFMs can be made into large specific surface area UFACF, the pores can form in the activation process, and the activation condition can influence yield of activation, the specific surface areas and the phenol adsorption values of UFACF, Where the temperature was most important factor.
-
2.
According to the characterization of the surface area and pore size analyzer, the UFACF with the specific surface area 1032.6 m2 g−1, which the pore size distribution was mainly in micropore and show great adsorption performance, could be used as excellent adsorbent.
-
3.
The micropore-size distribution the micropore diameter of the UFACF was well developed in the vicinity of about 0.6 nm. This was expected to promote the adsorption of phenol because the smallest cross-sectional distance for phenol was approximately 0.43 nm. Also, this result corresponds that the adsorption phenol might be mainly governed by the volume of narrow micropores.
References
N. Bhardwaj, S.C. Kundu, Biotechnol. Adv. 28, 325–347 (2010)
A.A. Ali, M. Ael-Hamid, Compos. Part A 37, 1681–1687 (2006)
C. Kim, Y.J. Cho, W.Y. Yun, B.T.N. Ngoc, K.S. Yang, D.R. Chang, J.W. Lee, M. Kojima, Y.A. Kim, M. Endo, Solid State Commun 142, 20–23 (2007)
E. Zussman, X. Chen, W. Ding, L. Calabri, D.A. Dikin, J.P. Quintana, R.S. Ruoff, Carbon 43, 2175–2185 (2005)
J.S. Im, S.-J. Park, T.J. Kim, Y.H. Kim, Y.-S. Lee, Colloid Interface Sci 318, 42–49 (2008)
Z. Wangxi, China Synth. Fiber Ind. 28(2), 38–39 (2005)
L.-S. Wan, Z.-K. Xu, X.-J. Huang, Polymer 46, 7715–7723 (2005)
立本英機, 安部郁夫, 高尚愚, 活性炭的应用技术:其维持管理及存在问题 Activated Carbon Technologies: Management and problem, 1st edn. (Southeast University Press, Nanjing, 2002), pp. 34–35 and 68–70, in Chinese
沈曾民,张文辉,张学军. 活性炭材料的制备与应用 Preparation and Application of Carbon Materials, 1st edn. (Chemical Industry Press, Beijin, 2006), pp. 280–282, in Chinese
Q.M. Wei, T. Nakato, Microporous Mesoporous Mater. 26, 84–92 (2006)
D. Cato Anthony, D.D. Edie, Carbon 41(7), 1411–1417 (2003)
P. Bajaj, D.K. Paliwal, A.K. Gupta, Appl. Polym. Sci. 49, 23–33 (1993)
T.H. Ko, C.Y. Chen, J. Appl. Polym. Sci. 71, 2219–2225 (1999)
R.B. Mathur, O.P. Bahl, J. Mittal, K.C. Nagpal, Carbon 29(7), 1059–1061 (1991)
M. Sokot, J. Grobelny, E. Turska, Polymer 28, 843–846 (1987)
S. Koombhongse, W.X. Liu, D.H. Reneker, Polym. Sci. Part B Polym. Phys. 39(21), 2598–2606 (2001)
A. Arinstein, E. Zussman, Phys Rev E 76, 056303 (2007)
I. Martin-Gullon, R. Andtews, M. Jagtoyen, F. Derbyshire, Fuel 80, 969–977 (2001)
W.U. Ming-bo, Z.H.A. Qing-fang, Q. Jie-shan, J. Dalian Univ. Technol. 43(5), 591–594 (2003)
H. Polat, M. Molva, M. Polat, Int. J. Miner. Process. 79, 264–273 (2006)
S.J. Gregg, K.S.W. Sing, Adsorption Surface Area and Porosity (Academic Press, Boston, 1882), pp. 206–217
H.-T. Shu, D. Li, A.A. Scala, Y.H. Ma, Sep. Purif. Technol. 11, 27–36 (1997)
Acknowledgments
We acknowledge “Shanghai Leading Academic Discipline Project, Project Number:B604” for providing financial support.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Yang, Y., Mei-Hua, Z., Gang, X. et al. Preparation and characterization of PAN-based ultra-fine activated carbon fiber adsorbent. J Porous Mater 18, 379–387 (2011). https://doi.org/10.1007/s10934-010-9388-y
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10934-010-9388-y