
Abstract
Gravity corers have been in use for a long time and in many different configurations. There are, however, reasons for improvements since new manufacturing materials have become available, and demands for accurate coring and sub-sampling in both research and environmental monitoring have increased. The HTH-coring equipment, which has been tested for >10 years by several users, is a further development of the Kajak-corer concept and has some unique features which are described here. To avoid contamination in pollution studies, the equipment is made of stainless steel and plastic (polyoxymethylene and polyethylene), and the use of these materials also makes the equipment more durable. The extruding device is the main improvement over previous versions. It consists of a piston that seals perfectly to the core tube wall, a threaded rod that can be mounted on a foot plate, and an extruder head with a stationary upper-half and a rotatable lower-half that is screwed along the rod. One 360°-turn gives a 5-mm thick sediment increment that is scraped off using the sectioning tray. Sub-sampling is quick and accurate and can be performed by one person. The equipment is constructed to allow coring and sub-sampling both in summer and winter.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The gravity corer is the most common type of sediment corer, and exists in many designs (Glew et al. 2001). Coring is a crucial step in any paleolimnological investigation, since a failure during coring or sub-sampling cannot be amended by any subsequent analyses. Thus, it is understandable that so much effort has been spent over the years on refining the simple concept of the gravity corer, i.e. a corer with an open tube that is lowered into the sediment with a wire or rope, after which the tube is sealed by a closing mechanism before the corer is pulled up. The gravity-corer equipment presented here is a further development of the original Kajak corer (Kajak et al. 1965; Brinkhurst et al. 1969) and the HON-Kajak corer (Renberg 1991). The present equipment was first designed in 1992 and has gradually been improved as the result of extended field use by several users. The corer takes 30–40 cm long cores of unconsolidated, recent sediment from lakes or the sea from a boat, or in winter through a hole in the ice; it works well at sub-zero temperatures. The corer and its accessories have some unique features, not previously published, which are described in this paper as a guide to anyone wishing to make similar coring equipment or to use this design as the basis for further improvements.
The corer
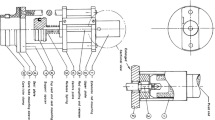
The basic design of the corer itself (Fig. 1a–e; Table 1) is the same as that of the HON-Kajak corer. See Renberg (1991) for general design and for descriptions of how it functions and is operated. A significant improvement is in the choice of materials; all metal parts such as the weights, the frame and the closing mechanism are made of stainless steel and all other parts of polyoxymethylene plastic (POM). These materials make routine care and cleaning easy and prevent corrosion, and since there are no lead weights or brass parts there is no risk for heavy metal contamination of the sediment samples. The extra steel weights are ring-shaped and are easily detached to adjust the total weight of the corer to the type of sediment. Two sizes of the corer are in use, a smaller version for tubes with a diameter of 70/66 mm (outer/inner) and a larger one for 90/86 mm tubes. Polycarbonate tubes with a length of 50 cm are used, and the tube is fitted to the corer with a bayonet joint. Although easily used from a boat, importantly both models pass through a hole in the ice made with a 15-cm ice auger; this is a clear benefit since it is a major effort to make large holes when the ice cover is a meter thick or more.

(a) Complete corer, with closing mechanism in cocked position ready for coring, and with the two extra ring-shaped weights mounted. (b) Release link in its housing, cover plate removed. (c) Rubber disc that seals against the core tube, with shaft and spring. (d) Ring-shaped weight. (e) Detail showing the two steel rings that form part of the frame and the locking mechanism with a torsion spring that secures the core tube during coring. (f, g) The core tube is fitted to the corer by a bayonet joint, consisting of incisions in the lower ring and guiding blocks glued onto the core tubes. The bayonet joint allows quick removal of the tube from the corer. The steel rings are lined inside with rings of POM. The reason is that it is easier to machine out the bayonet joint in plastic, and the plastic lining will cause less wear on the polycarbonate core tubes than steel
The design has proved to be robust since there are few exposed movable parts. More than 90 corers have been manufactured and only a few problems have been reported; the most serious is that in a few cases the corer has not closed properly because the shaft of the closing mechanism has become slightly bent, which prevents effective closing of the tube. The most likely reason is that the corer has been lifted and carried using the shaft as a handle. Also, since rubber may become hard and inflexible, it is recommended that the disc of the closing mechanism be changed after a few years to ensure proper sealing against the top of the core tube.
The extruding device
The sub-sampling of the sediment cores using the simple extruding device of the HON-Kajak corer required two operators (Renberg 1991), one to hold the core tube vertical and extrude the sediment with the rod, and a second to carry out the sub-sampling of the core. Since sub-sampling of a 30-cm long core into half-centimeter samples can take an hour or more, it could be fairly unpleasant for the person operating the extruding device, particularly in winter. To overcome that, a new extruding device was designed, enabling sub-sampling to be performed by one person if required.
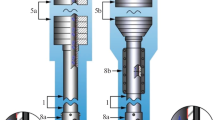
The extruding device (Fig. 2a) consists of the following parts:

(a) Complete extruding device. (b, c) Piston; assembled and in parts. (d) Top of the square-threaded rod and the extruder head. (e, f) The extruder in parts: the hose clamp, the stationary part, the rotating part, the lever with the screw-nut section, and the locking mechanism for the lever
The piston (Fig. 2b, c). The piston of the HON-Kajak corer, and early models of the HTH corer, had O rings to create a seal between the piston and the core-tube wall. However, because the inner diameter of standard core tubes can vary, a piston with a rubber disc was constructed, to obtain a perfect seal. The only disadvantage is that the piston with a disc-seal can only be pushed one direction through the core tube. This means, however, that once the piston has been inserted in the core tube bottom there is no risk of losing the sediment. The piston is made of polyethylene, which is lighter than POM, and it is partially hollow and filled with foam to make the piston buoyant in the event of dropping it in the lake.
The threaded rod (Fig. 2d). The rod consists of a trapezoidal threaded rod (22 × 5 mm, left thread) machined to fit the piston at the upper end and the foot plate at the bottom. The thread pitch is such that one clockwise revolution (360° turn) of the extruder head draws the core tube down exactly 5 mm, and a 180°-turn gives 2.5 mm. The rod can be made of plastic, but it is preferable to use stainless steel because the latter is more rigid and can be heated with a gas flame to prevent the extruder head from freezing to the rod if sub-sampling is done at sub-zero temperature. The rod or any other part of the corer should only be greased with silicon oil; mineral oil or fat become stiff and sticky at low temperatures and may cause contamination.
The extruder head (Fig. 2d–f). This unit consists of two main parts: The upper stationary part with a large stainless steel hose clamp which is operated with a knob-bolt and holds the core tube in position, and the lower rotatable part. These two parts are attached to each other using two guiding pins that move freely in an incision on the stationary part (a swivel). In the lower rotatable part there is a lever with the screw-nut section that runs along the threaded rod. By lifting the lever, the nut-section can be released from the threaded rod, and then, the core tube with the extruder head fixed to it can be pushed downwards to quickly bring the sediment surface in the core tube to just below the upper rim of the tube for sub-sampling. This release-function saves time; it would take some time to prepare for sub-sampling of short sediment cores, i.e. to get rid of the water above the sediment, just by rotating the lower part of the extruder head. During sub-sampling the lever is locked against the rod by a locking mechanism.
The foot plate (Fig. 2a). Using this, the extruding device with a full sediment core can stand without support on a flat stable surface. If sub-sampling is made in a rubber dinghy or a boat that is rocking, the plate should be replaced by a small cross-bar (10-cm long), that can be held between the feet of the person holding the equipment. The small cross-bar makes it easier to always keep the core tube in a vertical position, which is difficult if the large foot plate is used.
The sectioning tray
The sectioning tray constructed for the HON-Kajak corer is efficient, and when plastic bags are used, the hooks make sub-sampling easier (Renberg 1991). However, it is preferable to use large, low, rectangular-shaped plastic containers since sample processing in the laboratory is much easier. A disadvantage of the HON-Kajak tray (Fig. 3) is that it consists of several pieces of Perspex and POM glued together, and after 5–10 years the glue can break down, and furthermore, if the locking screw is over-tightened it is possible to crack the tube. A recent version (Fig. 3) is machined from one single piece of POM or Teflon. Use of the latter material is preferable if sub-sampling is made for organic micro-pollutants.

(a) The older version of sectioning tray. (b) The newer version, which is manufactured from one piece of plastic
Coring and sub-sampling using the equipment
The corer is easy to use since a messenger is not required. Keeping tension on the wire, the corer is lowered to just above the lake bottom when a short-stop is made to allow rotation and swinging to stop, and the corer is then gently lowered, still maintaining tension on the wire, into the sediment to avoid a bow wave effect (Glew et al. 2001). When the core tube penetrates into the sediment, at a spring tension of 5 N, the closing mechanism releases, which is felt like a fish bite on the wire. Then, without slacking the wire and risking that the corer may fall over, the corer is hauled up slowly without causing any sudden jerks that may disturb the sediment surface. Before the bottom of the core tube breaks the water surface the piston is pushed in and after that the tube can be detached from the corer.
The piston is fitted onto the top of the rod and the extruder head of the extruding device is moved upwards and the hose clamp is tightened to the core tube. The sectioning tray is attached and then, if required, the tube can be pushed gently downwards to bring the sediment surface up to the level of the sectioning tray. This operation is made with a firm grip with one hand around the tube and the other on the lever of the release-function. Finally, the lever is pushed down so that the nut-section is engaged to the threaded rod, the lever is locked in this position, and then sub-sampling can begin. The design of the extruder head in combination with the threaded rod allows a precise lowering of the core tube (i.e. extrusion of the sediment); theoretically 1.25-mm-thick sediment increments (i.e. a 90° rotation) or less can be taken. In practice, however, sectioning by scraping defines the limit and a realistic minimum sample thickness is more likely 2.5 mm. There are several more elaborate sectioning trays (e.g. Aaby and Digerfeldt 1986), but the simplicity of the present design facilitates cleaning between sub-samples.
References
Aaby B, Digerfeldt G (1986) Sampling techniques for lakes and bogs. In: Berglund B (ed) Handbook of holocene palaeoecology and palaeohydrology. John Wiley, pp 181–194
Brinkhurst RO, Chua KE, Batoosingh E (1969) Modifications in sampling procedures as applied to studies on the bacteria and tubificid oligochaetes inhabiting aquatic sediments. J Fish Res Bd Can 26:2581–2593
Glew JR, Smol JP, Last WM (2001) Sediment core collection and extrusion. In: Last WM, Smol JP (eds) Tracking environmental change using lake sediments volume 1: basin analysis, coring, and chronological techniques. Kluwer Academic Publishers, Dordrecht, pp 73–10
Kajak Z, Kacprzak K, Polkowski R (1965) Chwytacz rurowy do pobierania prób dna. Ekologia Polska Seria B 11:159–165
Renberg I (1991) The HON-Kajak sediment corer. J Paleolimnol 6:167–170
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Renberg, I., Hansson, H. The HTH sediment corer. J Paleolimnol 40, 655–659 (2008). https://doi.org/10.1007/s10933-007-9188-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10933-007-9188-9