
Abstract
Investigations into green materials owing to the growing environmental concerns have become one of the hot topics for the scientific community. The present work aims to fabricate and investigate the mechanical and physical properties of short Punica granatum fiber (SPGF) reinforced bio epoxy (BE) biocomposites. The bio epoxy has been derived from cashew-nut shell oil. The composites are fabricated using different wt% of SPGF (10%, 20%, 30%, and 40%) that are chemically treated using 10 wt% sodium bicarbonate solution for different treatment duration i.e., 1 day, 5 days and 10 days. It has been revealed through the chemical characterization approach of X-ray diffraction (XRD) methodology that the aforementioned eco-friendly chemical treatment process doesn’t promote the transformation of the treated SPGFs to cellulose II from cellulose I. Thermogravimetric (TGA) analysis reveals degradation of hemicellulose as well as the pectin content of the SPGFs. The effect of the chemical treatment with varied treatment duration on the mechanical properties as such tensile, flexural, and impact properties of fabricated green composites are investigated. The physical properties such, water absorption, moisture content, and thickness swelling are also investigated. The mechanical properties of the fabricated composites weren’t affected by the alkaline treatment. However, better physical properties and mechanical properties were revealed for the composites fabricated using 5 days treated Punica granatum short fibers in comparison to other dissolution conditions. The alkaline treatment, therefore, proves to be effective in enhancing the properties of the composite specimen. The treatment process takes care of the environmental concerns as it is benign to the environment when disposed of in comparison to the strong alkaline treatment solutions. Moreover, the developed green composites promote sustainable and cleaner processing in the world of composites.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Over the last decade, natural fibers have occupied the center stage of the research community owing to the growing environmental concerns. Natural fibers possess the following advantages: better properties specific properties, cheaper, lower density, recyclability, and biodegradability. Moreover, they are CO2 neutral and are renewable in comparison to their synthetic counterpart. Therefore, a wide variety of natural fibers have been explored as a potential reinforcement for composite materials.
The most common natural fibers that have been explored for their applicability includes hemp, kenaf, sisal, flax, banana [1], jute [2], sugarcane [3], oil palm fruit [4], etc. There have been researched investigations into lesser commonly known natural fibers as such olive tree leaf [5], sansevieria [6], Cordenka rayon [7], ferula [8], Arundo [8,9,10], peach palm trees [11], Aristida adscensionis (AA) plants [12], okra [13], isora [14], buriti [15], etc.
Pomegranate has its roots in the Punicaceae family. Its availability can be traced from Iran to the Himalayas in Northern India. In India, the area of cultivation for Pomegranate accrues to more than one lakh hectares. Pomegranate cultivation is one of the major sources of employment for the people in the agricultural domain. Pomegranate has medicinal benefits as such in curing microbial infections, respiratory problems, stomach related diseases etc.
Although pomegranate is well known for its medicinal benefits, it presents a challenging problem of its waste management since the produced waste cannot be used to feed the cattle nor it can be stored. The major source of wastes is from the extraction of the plant, its juice, and peel.
An effective waste management approach can help in solving the associated environmental problems. Therefore in the present study, short Punica granatum fibers (SPGF) obtained as a result of waste from the cultivation of the pomegranate have been explored as a potential reinforcing agent in green polymeric composites.
The matrix is one of the important constituents of fiber-reinforced polymeric composites as it acts as a barrier against the adverse environmental conditions and protects the fibers from the effect of mechanical abrasion. Matrix also aids in transferring the load to the fibers. Thermoplastics as well thermosets have been employed widely as the matrix, however, thermosets yield better mechanical properties in comparison to the thermoplastics. However, the employability of matrices that have been derived from petroleum resources posses environmental concerns and therefore reduces the overall applicability of the natural fiber-reinforced composites. These matrices present challenges from various perspectives i.e., carbon footprint, environmental toxicity as well as toxicity to human health. Some of the epoxy resins as such the diglycidyl ether of bisphenol A are endocrine disruptors and possess a great danger to the aquatic life. Owing to the environmental concerns sustainable alternatives have been developed [16,17,18,19].
Owing to the contradictory nature of the natural fibers and matrix, poor adhesion between the fiber and the matrix occurs and hence low load transfer between the fibers and the matrix. This cumulative effect results in poor mechanical properties of the resulting composites [20]. The interfacial fiber-matrix bonding strength depends on the surface topology of the fibers [21, 22] and therefore needs to be modified to achieve better interfacial strength and hence the mechanical properties. There are physical as well as chemical methods to alter the surface topography of the fibers [23,24,25,26,27,28,29]. It is the need of the hour to exploit cost-effective chemical treatment processes that are less detrimental to the environment and also to the inherent properties of the fibers. However, the aforementioned chemical treatments are expensive as well as harmful to the environment when disposed of [30]. Moreover, the aforementioned chemical treatment procedures enhances the fiber-matrix adhesion, but at the expense of tensile properties associated with the fibers. The primary reason for degraded tensile properties is the excessive degradation of the cellulosic chain and delignification [25]. Owing to the aforementioned concerns, the employability of the cost-effective and eco-friendly chemical treatment processes in the form of sodium bicarbonate has been reported by Fiore et al. [30]. Okra and coir fibers were treated chemically using combinatorial sodium bicarbonate solution and chromium sulfate solution [31, 32]. The influence of biological pre-treatment of wheat straw fibers on the final properties of the epoxy composites has been reported by Maria et al. [33].
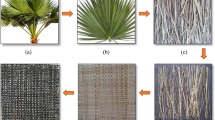
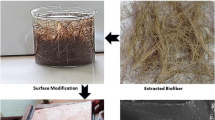
With the motivation to promote sustainability and eco-friendly production practices in the world of composite manufacturing, the present work investigates the processing and fabrication of green materials that are less detrimental to the environment. As such the present work investigates the mechanical, as well as the physical properties of short Punica granatum fiber (SPGF), reinforced bio epoxy (BE) composites. The SPGFs are obtained as agricultural waste from pomegranate cultivation and bio epoxy is derived from cashew nut shell oil. The SPGFs are treated chemically using eco-friendly and cost-effective sodium bicarbonate solution for different treatment duration and have been chemically characterized by employing the following methodologies: X-ray diffraction (XRD) and Thermogravimetric (TGA) analyses. The bio-epoxy resin has been derived using the cashew-nut shell oil. The cashew nut shell liquid has the following characteristics properties [34]: pH 5.79, Specific gravity: 0.95 gm/cm3, viscosity: 58.9 poise, refractive index: 1.48, total dissolved solids: 1.53 g and molecular weight: 5030.74. The presence of anacardic acid (carbopenta-dica-dienyl-phenol) makes cashew nut shell liquid acidic in nature. The green composite test specimens are fabricated with different wt% of SPGFs i.e., 10%, 20%, 30%, and 40%, and analyzed for variation in physical and mechanical properties. Figure 1 describes an overview of the present research work.

Overview of the present research work
Materials and Methods
Materials
The composites were processed from two components i.e., Punica granatum straw collected after the cultivation of pomegranate plant of variety Muskat from Maharashtra, India, and the bio-based epoxy resin that was sourced from Cardolite India Pvt. Ltd. (Bangalore, India).
Preparation of Short Punica granatum Fibers
The short Punica granatum fibers (SPGFs) are obtained through the following procedural steps:
-
(1)
The Punica granatum straws are immersed in water to facilitate the procurement of fiber strips through microbial degradation. The obtained fiber strips are washed thoroughly under the stream of running water. This ensures the removal of foreign impurities. Then the washed fiber strips are heated in a muffle furnace to remove excess moisture.
-
(2)
The thoroughly washed and oven-dried Punica granatum fiber strips are segmented in a crushing machine and small fragments of the strips are obtained.
-
(3)
The segmented and crushed fiber strips are then allowed to go into another cutting process wherein these are cut to fit the sieve analysis machine.
-
(4)
The obtained SPGFs are soaked in 10 wt% sodium bicarbonate aqueous solution for different time durations i.e., 1 day, 5 days, and 10 days at room temperature. The longer treatment duration is owing to the mild alkaline nature of sodium bicarbonate solution in comparison to sodium hydroxide solution. The SPGFs soaked in aqueous sodium bicarbonate solution were then gently washed using distilled water and then dried in a muffle furnace for 24 h at 45 °C.
Fabrication of Composite
The biocomposites are fabricated through the Hand lay-up process. This was followed by cold uniaxial pressing. The aluminum sheet measuring 300 mm × 300 mm was placed onto the metallic mold. A releasing agent was applied onto the aluminum sheet. The short Punica granatum fibers (SPGFs) were distributed randomly by the required wt% onto the greased aluminum sheet that has been placed on the metallic mold. The polymeric matrix is prepared by mixing of bio epoxy resin and hardener in 10:3 ratio by weight and the prepared mixture is degasified in desiccator which is maintained at a vacuum pressure of 0.1 Torr. The degasified mixture is spread over the randomly distributed SPGFs and a hand roller was used to remove the trapped air. The upper mold of another aluminum sheet, applied with releasing agent, is then placed on the top and a pressurized for a duration 12 h at room temperature. After the composite plate within the mold has been cured for the said time, the composite specimen is removed from the mold and then sealed in a plastic bag to prevent the absorption of moisture. The prepared composite plate is cut following the ASTM standard as required by the respective tests. Table 1 depicts the abbreviations for the samples obtained with the different wt% and chemical treatment duration of fiber treatment.
Characterization of Short Punica granatum Fibers (SPGFs)
The polymorphic transformation that takes place in the structure of SPGFs owing to the chemical treatment process has been well identified with the X-ray diffraction (XRD) analysis. The chemically-treated SPGFs are scanned through X-Ray diffractometer and the deflected intensities are recorded for 2θ varying from 5° to 90° with an increment of 1°/min. The wavelength of the incident CuKα radiation used is 1.54 nm and is operated at 45 kV and 40 mA.
Thermogravimetric (TGA) analysis was carried out to investigate the thermal stability of the chemically treated SPGFs to the untreated SPGFs. TGA analysis was carried out in a NETZSCH STA 449 F3 Jupiter thermal analyzer. The investigation was carried out under a nitrogen gas flow rate of 50 ml/min. The chemically-treated SPGFs are heated to 800 °C from room temperature at a heating rate of 10 ºC/min. The samples weighing between 3 and 3.8 mg are placed in an alumina pan.
The fabricated composite specimens are characterized mechanically as well as physically. The mechanical analysis of the fabricated composites was carried through tensile, flexural, and impact tests. The short fiber Punica granatum reinforced composite test specimens were fabricated following the respective ASTM test standards. The tensile and flexural tests were carried on the universal testing machine of make and model Instron, UK; 8801 equipped with 100 kN load cell. The cross-head speed during the tensile and flexural tests was kept at 1 mm/min. Charpy Impact Tester was employed to investigate the impact properties of the fabricated composites. Five composite specimens were prepared for each of the tests and the results were obtained by averaging over the five test samples for each of the treatment conditions.
Physical characterization of the fabricated composite specimens has been carried out through the measurements of density, water absorption, and thickness swelling. The test specimens for density measurement were fabricated with dimensions 20 mm × 10 mm × 2 mm and are tested at room temperature. The density measurements are made by employing the scaling machine of make and model Mettler Toledo and analytical balance.
The water absorption test is carried out for different durations of water absorption: 200 h, 400 h, 600 h, 800 h, 1000 h, 1200 h, 1400 h, 1600 h, 1800 h, and 2000 h. The fabricated test specimen was dried for 24 h in the oven. The weights of the test specimens were measured before immersing in the distilled water and after the immersion in distilled water. The employed distilled water was kept at room temperature. Water absorption has been obtained using Eq. (1):
where Wi denotes the weight of the specimens after immersion in water and W0 is the weight of the composite specimen before immersion in distilled water.
Digital vernier caliper is used to investigate the thickness swelling of the test specimens. The test specimens with dimensions 20 mm × 10 mm × 2 mm have been used to conduct the thickness swelling test. Specimens were immersed for 100 h duration because immersion of the test specimens for a short duration may not aid in providing accurate results. Thickness swelling was calculated using Eq. (2):
where Ts is the selling thickness, Ti is the thickness after immersion, and T0 is the thickness before immersion.
Results and Discussions
Characterization Results of Short Punica granatum Fibers (SPGFs)
Figure 2 delineates the X-ray diffractograms of SPGFs for different duration of chemical treatment. As observed in Fig. 2, similar diffraction patterns associated with cellulose-I are revealed to be exhibited by untreated as well as treated SPGFs. In the case of cellulose-I, the major intensity peaks within the X-ray diffractograms are located at 2θ = 17°, 24°, and 36° and are associated respectively with the following crystallographic planes: (10 \(\stackrel{-}{1}\)),(0 0 2) and (0 4 0) [34, 35]. On the contrary, the intensity peaks associated with the cellulose-II are located at 2θ = 11°, 20°, 22°, and 37° and are revealed to be absent in the diffractograms depicted in Fig. 2 [35, 36]. The reduction in intensity peaks has been revealed only when the duration of chemical treatment reaches 240 h indicating the elimination of hemicellulose and lignin from the SPGFs. The reduced intensity peaks signify a higher crystallinity index. The thermodynamic favourability of polymorphic transition to cellulose-II from cellulose-I depends upon two major factors: concentration of the solution and temperature of chemical treatment [37]. No transformation of the polymeric structure to cellulose-II from cellulose-I has been revealed in the represented diffractograms indicating a mild condition for the chemical treatment of SPGFs with 10 wt% sodium bicarbonate solution.

X-ray diffraction pattern of untreated and treated short punica garnatum fibers
The TG and differential DTG curves have been depicted in Fig. 3 for raw and treated SPGFs. Three distinct peaks characterize the decomposition profiles. The water evaporation is characterized by the first peak and ranges from room temperature to 100 °C. There occurs an increase in the moisture absorption of the fibers that have been treated with the aqueous sodium bicarbonate solution. This moisture absorption ranges 31.79%, 86.68%, and 28.36% respectively for 1 day, 5 days and 10 days treated SPGFs. The moisture absorption results are indicative of the increased interaction between the SPGFs and the water molecules after the chemical treatment process. The results obtained show a similar trend to that obtained for the coir fibers treated with sodium hydroxide solution [37].

TGA and DTG curves of untreated and treated short punica garnatum fibers
In the case of the raw SPGFs, the second shoulder of mass loss can be seen to be centered on 313 °C within the DTG curve. This is suggestive of the degradation of the hemicellulosic content [30]. However, the shoulder is found to be absent for the case of the chemically treated SPGFs which indicates that the chemical treatment through the sodium bicarbonate solution was efficient in removing the maximum proportion of the hemicellulosic content of the SPGFs. The results are in close agreement with the X-ray diffractograms depicted in Fig. 2. The maximum mass loss for the raw SPGFs has been revealed to occur in the range 325–380 °C. This is significant for the thermal degradation of the cellulosic content [22, 38]. The maximum temperature of degradation for the raw SPGFs has been observed to be i.e., 347 °C. Whereas in the case of the treated SPGFs, this decreases to 308 °C. This implies an increase in thermal stability with the chemical treatment process. Similar trends have been reported in past research studies [30, 39].
The thermally associated events that occur beyond 380 °C can be because of the lignin degradation that initiates at room temperature and continues beyond 700 °C and above [30, 38, 40]. This can also be linked to the aromatization phenomenon that entails the dehydrogenation reactions [41].
Physical Properties on Fabricated Composites
To justify the applicability of the short Punica granatum fibers (SPGFs) reinforced polymeric composites, tests revealing the physical properties have been carried out.
Density
Figure 4 displays the values of density, as well as the weight of the SPGFs, reinforced bio-epoxy composite material. One of the major advantages of natural fibers over their inorganic part is the lower density of the former and is one of the favorable properties [42]. The density value ranges 1.14881–1.17692 (Kg/m3) and it can be observed that there is a reduction in the density with the addition of SPGFs. Few studies have also reported a decrease in the overall density of the composite with the increase in the fiber content [43, 44]. Green composites with lower density are one of the preferred properties because the process of material handling becomes easier. Moreover, the transportation cost associated with green composites possessing lower density is also low [45]. Reduction in density can be attributed to the fibrous structure of the SPGFs with the chemical treatment process.

Density of short punica granatum reinforced bio-epoxy green composites
With the increasing duration of the chemical treatment, the density of the SPGFs also decreases owing to the removal of certain fiber content. The loss in weight and the volume will result in a reduction in density for the natural fiber under investigation [46]. The decrease in the density for the fabricated composite is revealed with the fiber content and is, therefore, one of the favorable physical properties for the fabricated composites to be employed for weight constrained engineering applications [44]. Although, some other studies have reported an increased density of the composites with the increasing fiber content. The increased density has been attributed to the close fiber packing within the natural fiber-reinforced composite material.
Water Absorption Test Analysis
The tendency of the developed composite to absorb water was adjudged through the water absorption test which was performed gradually through 0.5 h to 2000 h. The test aided in determining the behavior of fabricated composite in the water and thereby revealing information about the sensitivity of the bio-composite material towards their exposure to water. Results have been depicted in Fig. 5. The enhanced absorption in water may be attributed to the poor interfacial adhesion between the matrix and the incorporated fibers. This is due to the affinity of the hydrogen bonds between the water and the cellulosic content of the natural fiber [47]. An increasing fiber content has resulted in decreasing water absorption and this could be attributed to the hydrophobic nature of the SPGFs and greater affinity of the matrix towards water [48]. Moreover, the increase in fiber content results in a significant hindrance to diffusion of water in the fabricated composites. The physical properties of the SPGFs reinforced bio-epoxy composites are improved with the incorporation of the SPGFs. There is a decrease in water absorption, solubility, and water content with the incorporation of SPGFs [49]. The water absorption in the composites fabricated using treated SPGFs has been revealed to be lower in comparison to that fabricated using raw SPGFs. This may be attributed to the loss of unstable compounds during the delignification process.

Water absorption of short punica granatum reinforced bio-epoxy green composites
Thickness Swelling Test
The results associated with thickness swelling have been depicted in Fig. 6. A low thickness swelling of the fabricated bio-composites is revealed when immersed in distilled water for 0 h to 2000 h. Hence a greater resistance of the composites to swelling has been revealed. The hydrophobic nature of the fiber is the determinant factor for the thickness swelling. There occurs a change in the dimension of the natural fiber with the moisture content. Water intake within the fiber takes place due to the capillary action and hydrophobic properties of the natural fiber. As a result of the water intake by the fiber, the dimensions associated with the natural fiber-reinforced composite also exhibits an increasing trend [50]. The presence of polar groups within the fiber results in their poor resistance to the water intake. The polar groups in the fiber allure the water molecules through the hydrogen bonding. As a result, the build-up of the moisture takes place within the cellular walls of the fiber and hence the interface between the matrix. In totality, there occurs a change in the dimensions i.e., linear dimensions of the natural fiber-reinforced composites [51]. The dimensional stability of the fabricated composites enhanced with the addition of SPGFs. Moreover, the dimensional stability of the composites fabricated using treated SPGFs has been revealed to be higher in comparison to that fabricated using the raw SPGFs. The reason may be attributed to the removal of unstable compounds during the chemical treatment process that otherwise would have increased water intake by the SPGFs.

Thickness swelling of short punica granatum reinforced bio-epoxy green composites
Mechanical Properties of the Fabricated Composites
Tensile Properties of the Fabricated Composites
The variation of tensile properties: tensile strength and tensile modulus with fiber content and treatment of chemical duration have been depicted in Fig. 7a and b respectively. The value of tensile strength and tensile modulus ranges respectively 17.48–29.93 MPa and 1.93–3.2 GPa. The results depict that with the incorporation of the SPGFs there is an increase in the tensile strength of the fabricated composites for a given duration of chemical treatment. The maximum tensile strength occurs at 30 wt% of SPGF loading. The tensile strength decreases beyond 30 wt% of SPGF loading and hence no investigation has been carried out beyond 40 wt% of SPGFs loading. This may be attributed to the agglomeration phenomenon and is evidenced in the depicted SEM image in Fig. 8. However, the maximum obtained tensile strength is lower in comparison to the neat bio-epoxy matrix in a pristine state. Poor adhesion between the SPGFs and the bio-epoxy resin may be another reason for the poor strength of the fabricated composites [52]. Moreover, the short length and randomness of the incorporated SPGFs hinder the distribution of load and only the SPGFs that are oriented along the direction of the load are proactive as reinforcement. On the other hand, the SPGFs that are aligned transversely results in stress concentration and hence reduced tensile strength for the fabricated composite structure [30, 36, 53]. The transversely oriented short fibers act to restrict the stress distribution homogeneously and the resulted high concentration zones will promote the fracture of the composite specimens at very low load levels and hence reduces the tensile strength associated with the fabricated composites [53, 54].

a Tensile strength (MPa) of short punica granatum reinforced bio-epoxy green composites b Tensile modulus (GPa) of short punica granatum reinforced bio-composites

Agglomeration at higher fiber loading for short punica granatum fiber reinforced bio-epoxy green composites
On the other hand, the tensile modulus of the fabricated composites is always higher than that of the bio-epoxy matrix in its pristine condition. This is true irrespective of the fiber treatment condition and the fiber content. The enhanced tensile modulus of the composites may be attributed to the higher stiffness of the SPGFs in comparison to the bio-epoxy matrix. The composites fabricated using treated SPGFs have higher tensile properties in comparison to that fabricated using raw SPGF. The SPGFs become stiffer with the increased duration of chemical treatment owing to the removal of surface impurities which otherwise would have resulted in stress concentration [55, 56]. The removal of hemicellulose due to the chemical treatment leads to the formation of novel hydrogen bonds between the chains of the cellulosic content in the fibrils and hence a closer fiber packing [56, 57].
Flexural Properties of the Fabricated Composites
The variation of flexural properties: flexural strength and flexural modulus with the fiber content and chemical treatment duration have been depicted in Fig. 9a and b. The flexural strength and flexural modulus values have been revealed to range 36.23–54.86 MPa and 2.3368–4.4667 GPa respectively. The addition of SPGFs to the bio-epoxy resin results in lower flexural strength of the fabricated composite structure in comparison to the flexural strength of the resin itself in its pristine state. Weak adhesion between the SPGFs and the matrix is one of the primary reasons for the reduced flexural strength of the fabricated composites [35]. Poor compatibility between the hydrophilic SPGF and the hydrophobic polymer matrix results in internal strains and hence poor mechanical strength of the fabricated composite structure.

a Flexural strength (MPa) of short punica granatum reinforced bio-epoxy green composites b Flexural modulus (GPa) of short punica granatum reinforced bio-composites
The flexural modulus for the fabricated composite structure is higher in comparison to the neat bio-epoxy resin. The enhanced flexural modulus is owing to the addition of rigid SPGFs into the resin. The dependence of modulus on the interfacial adhesion is low because of the measurements made at small deformations [58].
The flexural properties of the composite structure fabricated using treated SPGFs are higher in comparison to that fabricated using the raw SPGFs. This is due to the removal of amorphous compounds with the chemical treatment process. However, with the chemical treatment duration higher than 5 days the flexural strength decreases due to the deterioration of the SPGFs. On the other hand, the flexural modulus of the composites fabricated using treated SPGFs is always higher than the ones fabricated using raw SPGFs.
Impact Test Results for the Fabricated Composites
Figure 10 delineates the variation of impact test results with the fiber content and the treatment of the chemical duration of the SPGFs. The resistance of the developed green composites towards impact ranges from 6.49 to 8.736 kJ/m2. The impact resistance of the natural fiber-reinforced composites is significantly affected by the interfacial level of bonding. The energy-absorbing mechanism in the natural fiber-reinforced composite consists of the following: the energy that can aid in debonding the fiber and the matrix and hence to completely pull out the fiber from the matrix and secondly is the usage of weak interfaces between the matrix and the incorporated fiber. The aforementioned twin conditions are however at odds with the ones required for better strength of the composite structure. The fiber-pull out mechanism reflects most of the energy absorbed during the impact. A very strong interface has an adverse effect on the impact properties of the fabricated composite structure. This is due to the reduction in the fiber pull-out mechanism [54]. The impact strength associated with the developed composite material is lower than the bio-epoxy resin itself. Also, the impact strength of the composite fabricated using raw SPGFs is more than that possessed by the composite structures fabricated using treated SPGFs. This is corroborated by the tensile strength results.

Impact strength of short punica granatum reinforced bio-epoxy green composites
The fracture taking place results from the macro-cracks that form in the matrix. The formed cracks show very little resistance in comparison to the embedded fibers in the matrix. The fibers behind the crack front tend to stretch themselves along the edges of the crack faces. These fibers absorb energy and the absorbed energy is available at the tip of the crack. The fibers also tend to slide along the length wherein the debonding takes place and where the motion is hampered by the frictional force. The presence of frictional force results in thermal energy. The thermal energy generated during the process of sliding motion will be dissipated when the fiber pulls out at increased stress levels. Pull-out can be considered to be the predominant factor behind the energy dissipation process owing to the abundant presence of short fibers within the matrix. Figure 11 depicts the morphology associated with the fiber pull-out mechanism observed in the developed green composite.

Fiber pull-out mechanism a Macro-cavity as a result of fiber-pull out b Fiber slide along debond length c Micro cavity as a result of fiber pull-out
Table 2 summarizes the mechanical properties i.e., tensile strength, tensile modulus, flexural strength, flexural modulus, and impact strength of the different composite systems under investigation. A comparative analysis of mechanical properties for different short (natural) fiber-based epoxy composites with the proposed green composites has been delineated in Table3.
Conclusions
The observations of the present work can be summarized as follows:
-
The present work proposes green composites from agro-waste reinforced in bio-epoxy resin derived from cashew nut shell oil. The chemical treatment followed with the sodium bicarbonate solution is eco-friendly as well as cost-effective. Composites from agro-waste aids in agricultural waste management and reduces the overall crop burning issues that have adverse effects on the global climatic conditions. The employability of bio-resins aid in eliminating the human as well as environmental toxicity. The eco-friendly and cost-effective chemical treatment process aids in restricting environmental concerns when disposed of.
-
No structural transformation to cellulose II from cellulose-I for the sodium bicarbonate treated Punica granatum fibers has been revealed through the X-ray diffractogram analysis.
-
The degradation of pectin, as well as hemicellulosic content from the surface of the fiber, has been evidenced in the TGA curves.
-
A reduction in tensile strength and an increase in the tensile modulus of the short Punica granatum fiber (SPGFs) reinforced bio-epoxy composites have been revealed. The enhanced stiffness of the chemically treated SPGFs is the reason for the enhanced modulus of the fabricated bio-composites. On the other hand, the poor fiber-matrix adhesion is the primary reason for the reduced tensile strength of the fabricated bio-composites.
-
The tensile and flexural modulus of the fabricated composites enhances with the incorporation of 5 days of chemically treated SPGFs. The interfacial adhesion between the fibers and the matrix doesn’t play a prominent role in affecting the aforementioned properties. These are closely associated with the stiffness of the incorporated fibers.
-
The resistance of the fabricated composites towards impact is also low in comparison to the bio-epoxy in its pristine state. However, the impact properties improved for the composites fabricated using 5 days treated SPGFs.
-
Outstanding physical properties have been revealed of the fabricated composites. Excellent resistance to water as well as thickness swelling has been observed. The fabricated composites have a low weight.
The fabricated composites promote sustainable practices in the production of materials and minimize the disposal of hazardous waste to the surrounding environment. The composites are in real sense green wherein each of its constituent as well as the processing conditions promote sustainable and clean practices in the world of composites. As a part of future research work, the Punica granatum short fibers can be hybridized with other inorganic or organic particulates and can be explored for other applications as that carried out by Abu-Dalo et al. [65] for water disinfection.
References
Jayaseelan C, Padmanabhan P, Athijayamani A, Ramanathan K (2017) Comparative investigation of mechanical properties of epoxy composites reinforced with short fibers, macro particles, and micro particles. BioResources 12(2):2864–2871
Bisaria H, Gupta MK, Shandilya PA, Srivastava RK (2015) Effect of fibre length on mechanical properties of randomly oriented short jute fibre reinforced epoxy composite. Mater Today 2(4–5):1193–1199
Hassan T, Jamshaid H, Mishra R, Khan MQ, Petru M, Novak J, Choteborsky R, Acoustic HM (2020) Mechanical and thermal properties of green composites reinforced with natural fibers waste. Polymers 12(3):654–673
Constante A, Pillay S (2018) Compression molding of algae fiber and epoxy composites: modeling of elastic modulus. J Reinf Plast Compos 37(19):1202–1216
Alshammari BA, Alotaibi MD, Alothman OY, Sanjay MR, Kian LK, Almutairi Z, Jawaid M (2019) A new study on characterization and properties of natural fibers obtained from olive tree (Olea europaea L.) residues. J Polym Environ 27(11):2334–2340
Sathishkumar TP, Navaneethakrishnan P, Shankar S, Rajasekar R (2013) Characterization of new cellulose sansevieria ehrenbergii fibers for polymer composites. Compos Interfaces 20(8):575–593
Meredith J, Coles SR, Powe R, Collings E, Cozien-Cazuc S, Weager B, Müssig J, Kirwan K (2013) On the static and dynamic properties of flax and Cordenka epoxy composites. Compos Sci Technol 80:31–38
Fiore V, Scalici T, Valenza A (2014) Characterization of a new natural fiber from Arundo donax L. as potential reinforcement of polymer composites. Carbohydr Polym 106:77–83
Fiore V, Scalici T, Vitale G, Valenza A (2014) Static and dynamic mechanical properties of Arundo Donax fillers-epoxy composites. Mater Des 57:456–464
Fiore V, Botta L, Scaffaro R, Valenza A, Pirrotta A (2014) PLA based biocomposites reinforced with Arundo donax fillers. Compos Sci Technol 105:110–117
Cordeiro EP, Pita VJ, Soares BG (2017) Epoxy–fiber of peach palm trees composites: the effect of composition and fiber modification on mechanical and dynamic mechanical properties. J Polym Environ 25(3):913–924
Manimaran P, Saravanan SP, Sanjay MR, Jawaid M, Siengchin S, Fiore V (2020) New lignocellulosic aristida adscensionis fibers as novel reinforcement for composite materials: extraction, characterization and weibull distribution analysis. J Polym Environ 28(3):803–811
De Rosa IM, Kenny JM, Puglia D, Santulli C, Sarasini F (2010) Morphological, thermal and mechanical characterization of okra (Abelmoschus esculentus) fibres as potential reinforcement in polymer composites. Compos Sci Technol 70(1):116–122
Mathew L, Joseph KU, Joseph R (2007) Isora fibre: Morphology, chemical composition, surface modification, physical, mechanical and thermal properties–A potential natural reinforcement. J Nat Fibers 3(4):13–27
da Silva SR, de Souza AA, De Paoli MA, de Souza CM (2010) Cardanol–formaldehyde thermoset composites reinforced with buriti fibers: preparation and characterization. Compos A 41(9):1123–1129
Mathew G, Rhee JM, Hwang BS, Nah C (2007) Cure behavior of epoxy resin containing castor oil and cashew nut shell liquid and its derivative. J Appl Polym Sci 106(1):178–184
Kadem S, Irinislimane R, Belhaneche-Bensemra N (2018) Novel biocomposites based on sunflower oil and alfa fibers as renewable resources. J Polym Environ 26(7):3086–3096
Fernandes FC, Kirwan K, Wilson PR, Coles SR (2019) Sustainable alternative composites using waste vegetable oil based resins. J Polym Environ 27(11):2464–2477
Fernandes FC, Kirwan K, Wilson PR, Coles SR (2018) Optimisation of waste vegetable oil-based thermoset polymers. Green Mater 6(1):38–46
Nam TH, Ogihara S, Tung NH, Kobayashi S (2011) Effect of alkali treatment on interfacial and mechanical properties of coir fiber reinforced poly (butylene succinate) biodegradable composites. Compos B 42(6):1648–1656
Mir SS, Nafsin N, Hasan M, Hasan N, Hassan A (2013) Improvement of physico-mechanical properties of coir-polypropylene biocomposites by fiber chemical treatment. Mater Des 1980–2015(52):251–257
Kumar SS, Duraibabu DA, Subramanian K (2014) Studies on mechanical, thermal and dynamic mechanical properties of untreated (raw) and treated coconut sheath fiber reinforced epoxy composites. Mater Des 59:63–69
Fiore V, Di Bella G, Valenza A (2015) The effect of alkaline treatment on mechanical properties of kenaf fibers and their epoxy composites. Compos B 68:14–21
Kocaman S, Ahmetli G (2020) Effects of various methods of chemical modification of lignocellulose hazelnut shell waste on a newly synthesized bio-based epoxy composite. J Polym Environ 28:1–14
Thakur VK, Singha AS (2010) Mechanical and water absorption properties of natural fibers/polymer biocomposites. Polym-Plast Technol Eng 49(7):694–700
Ragoubi M, Bienaimé D, Molina S, George B, Merlin A (2010) Impact of corona treated hemp fibres onto mechanical properties of polypropylene composites made thereof. Ind Crops Prod 31(2):344–349
Asim M, Jawaid M, Abdan K, Ishak MR (2018) The effect of silane treated fibre loading on mechanical properties of pineapple leaf/kenaf fibre filler phenolic composites. J Polym Environ 26(4):1520–1527
Bozaci E, Sever K, Sarikanat M, Seki Y, Demir A, Ozdogan E, Tavman I (2013) Effects of the atmospheric plasma treatments on surface and mechanical properties of flax fiber and adhesion between fiber–matrix for composite materials. Compos B 45(1):565–572
Yuan X, Jayaraman K, Bhattacharyya D (2002) Plasma treatment of sisal fibres and its effects on tensile strength and interfacial bonding. J Adhes Sci Technol 16(6):703–727
Fiore V, Scalici T, Nicoletti F, Vitale G, Prestipino M, Valenza A (2016) A new eco-friendly chemical treatment of natural fibres: effect of sodium bicarbonate on properties of sisal fibre and its epoxy composites. Compos B 85:150–160
Mahjoub R, Yatim JM, Sam ARM, Hashemi SH (2014) Tensile properties of kenaf fiber due to various conditions of chemical fiber surface modifications. Constr Build Mater 55:103–113
Edeerozey AM, Akil HM, Azhar AB, Ariffin MZ (2007) Chemical modification of kenaf fibers. Mater Lett 61(10):2023–2025
Sotenko M, Coles SR, McEwen I, DeCampos R, Barker G, Kirwan K (2016) Biodegradation as natural fibre pre-treatment in composite manufacturing. Green Mater 4(1):8–17
Cai M, Takagi H, Nakagaito AN, Katoh M, Ueki T, Waterhouse GI, Li Y (2015) Influence of alkali treatment on internal microstructure and tensile properties of abaca fibers. Ind Crops Prod 65:27–35
Sghaier AEOB, Chaabouni Y, Msahli S, Sakli F (2012) Morphological and crystalline characterization of NaOH and NaOCl treated Agave americana L. fiber. Ind Crops Prod 36(1):257–266
Dos Santos JC, Siqueira RL, Vieira LMG, Freire RTS, Mano V, Panzera TH (2018) Effects of sodium carbonate on the performance of epoxy and polyester coir-reinforced composites. Polym Test 67:533–544
Liu Y, Hu H (2008) X-ray diffraction study of bamboo fibers treated with NaOH. Fibers Polym 9(6):735–739
Rosa MF, Chiou BS, Medeiros ES, Wood DF, Williams TG, Mattoso LH, Orts WJ, Imam SH (2009) Effect of fiber treatments on tensile and thermal properties of starch/ethylene vinyl alcohol copolymers/coir biocomposites. Bioresour Technol 100(21):5196–5202
Silva GG, De Souza DA, Machado JC, Hourston DJ (2000) Mechanical and thermal characterization of native Brazilian coir fiber. J Appl Polym Sci 76(7):1197–1206
Rosa MF, Medeiros ES, Malmonge JA, Gregorski KS, Wood DF, Mattoso LHC, Glenn G, Orts WJ, Imam SH (2010) Cellulose nanowhiskers from coconut husk fibers: effect of preparation conditions on their thermal and morphological behavior. Carbohydr Polym 81(1):83–92
Varma IK, Krishnan SA, Krishnamoorthy S (1988) Effect of chemical treatment on thermal behavior of jute fibers. Text Res J 58(8):486–494
Oumer AN, Bachtiar D (2014) Modeling and experimental validation of tensile properties of sugar palm fiber reinforced high impact polystyrene composites. Fibers Polym 15(2):334–339
Jumaidin R, Sapuan SM, Jawaid M, Ishak MR, Sahari J (2017) Thermal, mechanical, and physical properties of seaweed/sugar palm fibre reinforced thermoplastic sugar palm starch/agar hybrid composites. Int J Biol Macromol 97:606–615
Ramanaiah K, Prasad AR, Reddy KHC (2012) Effect of fiber loading on mechanical properties of borassus seed shoot fiber reinforced polyester composites. J Mater Environ Sci 3(2):374–378
Al-Oqla FM, Sapuan SM (2014) Natural fiber reinforced polymer composites in industrial applications: feasibility of date palm fibers for sustainable automotive industry. J Clean Prod 66:347–354
Ilyas RA, Sapuan SM, Ishak MR, Zainudin ES (2017) Effect of delignification on the physical, thermal, chemical, and structural properties of sugar palm fibre. BioResources 12(4):8734–8754
Munoz E, García-Manrique JA (2015) Water absorption behaviour and its effect on the mechanical properties of flax fibre reinforced bioepoxy composites. Int J Polym Sci 2015:10
Ramírez MGL, Satyanarayana KG, Iwakiri S, de Muniz GB, Tanobe V, Flores-Sahagun TS (2011) Study of the properties of biocomposites. Part I. Cassava starch-green coir fibers from Brazil. Carbohydr Polym 86(4):1712–1722
Edhirej A, Sapuan SM, Jawaid M, Zahari NI (2017) Cassava/sugar palm fiber reinforced cassava starch hybrid composites: physical, thermal and structural properties. Int J Biol Macromol 101:75–83
Jawaid MHPS, Khalil HA, Khanam PN, Bakar AA (2011) Hybrid composites made from oil palm empty fruit bunches/jute fibres: water absorption, thickness swelling and density behaviours. J Polym Environ 19(1):106–109
Ashori A, Sheshmani S (2010) Hybrid composites made from recycled materials: moisture absorption and thickness swelling behavior. Bioresour Technol 101(12):4717–4720
Nezhad HY, Thakur VK (2018) Effect of morphological changes due to increasing carbon nanoparticles content on the quasi-static mechanical response of epoxy resin. Polymers 10(10):1106
Yan L, Chouw N, Huang L, Kasal B (2016) Effect of alkali treatment on microstructure and mechanical properties of coir fibres, coir fibre reinforced-polymer composites and reinforced-cementitious composites. Constr Build Mater 112:168–182
De Albuquerque AC, Joseph K, de Carvalho LH, d'Almeida JRM (2000) Effect of wettability and ageing conditions on the physical and mechanical properties of uniaxially oriented jute-roving-reinforced polyester composites. Compos Sci Technol 60(6):833–844
Mukherjee A, Ganguly PK, Sur D (1993) Structural mechanics of jute: the effects of hemicellulose or lignin removal. J Text Inst 84(3):348–353
Reddy KO, Maheswari CU, Shukla M, Song JI, Rajulu AV (2013) Tensile and structural characterization of alkali treated Borassus fruit fine fibers. Compos B 44(1):433–438
Wang YS, Koo WM, Kim HD (2003) Preparation and properties of new regenerated cellulose fibers. Text Res J 73(11):998–1004
Vickers NJ (2017) Animal communication: when i’m calling you, will you answer too? Curr Biol 27(14):R713–R715
Prakash V, Bera T, Pradhan S, Acharya SK (2020) Potential of Syngonanthus nitens fiber as a reinforcement in epoxy composite and its mechanical characterization. Cellul J Indian Acad Wood Sci 67:1–4
Kumar R, Bhowmik S (2019) Elucidating the coir particle filler interaction in epoxy polymer composites at low strain rate. Fibers Polym 20(2):428–439
Kumar R, Kumar K, Bhowmik S (2018) Assessment and response of treated Cocos nucifera reinforced toughened epoxy composite towards fracture and viscoelastic properties. J Polym Environ 26(6):2522–2535
Kumar R, Bhowmik S, Kumar K, Davim JP (2019) Perspective on the mechanical response of pineapple leaf filler/toughened epoxy composites under diverse constraints. Polym Bull 77:1–25
Kumar R, Bhowmik S, Kumar K (2017) Establishment and effect of constraint on different mechanical properties of bamboo filler reinforced epoxy composite. Int Polym Process 32(3):308–315
Valášek P, Ruggiero A, Müller M (2017) Experimental description of strength and tribological characteristic of EFB oil palm fibres/epoxy composites with technologically undemanding preparation. Compos B 1(122):79–88
Abu-Dalo M, Jaradat A, Albiss BA, Al-Rawashdeh NA (2017) Green synthesis of TiO2 NPs/pristine pomegranate peel extract nanocomposite and its antimicrobial activity for water disinfection. J Environ Chem Eng 7(5):103370
Funding
No funding was received to perform the present work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
All the authors of the present work has no conflict of interest.
Ethical Approval
This article does not contain any studies with human participants or animals performed by any of the authors.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Zindani, D., Kumar, S., Maity, S.R. et al. Mechanical Characterization of Bio-epoxy Green Composites Derived from Sodium Bicarbonate Treated Punica Granatum Short Fiber Agro-waste. J Polym Environ 29, 143–155 (2021). https://doi.org/10.1007/s10924-020-01868-8
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-020-01868-8