
Abstract
In the present environmental conditions bio usages has a vital importance in the society due to global warming and other environmental threats. In this work, alumina nano powder synthesized from ‘Neem’ leaf’ is used in sisal, coir and banana fiber composites for the betterment of mechanical and thermal applications. Thermo gravimetric analysis (TGA) contemplated biosynthesized alumina nano powder (BSANP-C) has better thermal stability than other nano powders. The mechanical results verified the enhancement of tensile, flexural and impact strength for hybrid banana coir (HBC), hybrid sisal coir (HSC) and hybrid sisal banana (HSB) composites up to 3% BSANP-C addition. Hybrid combination at 5% nano substitution tends to decrease the mechanical properties of hybrid composites due to agglomeration of BSANP-C making uneven mixing of filler in the matrix. The addition of BSANP-C wt% up to 3 in HBC, HSC and HSB ascertain residual % improvement from 18.72 to 23.41%, 21.90 to 25.75% and 22.69 to 26.33%. BSANP-C addition at 5% decreased the degradation temperature, char residual % and endothermic peak due to agglomeration. SEM test was taken for morphological study of fractured surface of the hybrid composites.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Natural fibers are used as major reinforcement in the polymer matrix due to biodegradability, carbon dioxide neutrality, lower greenhouse gas emission, chemical resistance, non abrasiveness, good acoustic property, acceptable strength, modulus, recyclability and easy available, but it has comparatively low mechanical property [1,2,3,4]. For Further improvement in mechanical property, natural fibers are combined with the synthetic fibers in the same matrix called as hybrid composites. These composites were optimal, superior, high performance and economical comparing to single fiber composites. Glass, carbon and basalt are some of the synthetic fibers used [5,6,7]. Glass fiber mat enhanced the mechanical strength of coir based epoxy composites, with improved interfacial adhesion with the matrix material [6].
Importance of natural fibers were reducing due to the surface impurities in the fibers and by the –OH groups in large number creating difficulties for using this as an reinforcement. This can be improved by surface treatments such as acetylation, alkali, permanganate, etherification, peroxide, benzoylation and graft copolymerization [8,9,10]. Fiber addition and alkali treatment of 5% improved mechanical properties of jute/coir hybrid composites [11]. The maximum tensile strength was achieved when the banana and sisal fibers has the volume ratio of 3:1 with 0.40 volume fraction [12]. Mechanical properties were maximum in 50:50 wt ratios of sisal/banana hybrid composites with epoxy as matrix [13].
Thermal stability is a higher concern in reducing the applications of natural fiber composites. Hybridization using natural and synthetic fibers, surface treatments and filler incorporation is the solution for enhancing degradation temperature, residual percentages which enhances the thermal stability of natural fiber composites. A complete study of weight loss with respect to temperature gives the thermal stability of natural composites which degrades the fiber structure and damage the properties of natural fiber composites [14,15,16,17,18,19,20,21]. Thermal stability of natural composites was enhanced by the amount of fiber content, adding up of fillers powders and surface treatments. Adding up of jute fibers into jute/baggase fibers improved the thermal performance of the hybrid composites [14]. Accumulation of banana fibers by 50% improved thermal stability of jute/epoxy composites [15]. Plasma treatment in the coconut fibers improved the Limiting Oxygen Index (LOI) of the composites, thereby increasing the thermal resistance of the coir fibers. Coir fibers improved the flammability of natural composites [16, 17]. Alkali and silane treatments decrease the hydrophilic properties of sisal fibers, thereby increasing the thermal properties of the composites [18]. Synthetic fibers of glass, carbon improved the thermal properties of natural composites [19, 20].
Nano powder mixing has a prior importance in enhancing the thermal properties. Nano clay, titanium oxide, silica, silica aerogel, coconut shell powder and graphene improved the thermal performance of natural composites [21,22,23,24,25]. Nano alumina was also used to improve thermal stability of epoxy matrix [26,27,28].
Biosynthesizing is also an important area in this generation due to the global warming, availability and cost effectiveness. Silver, titanium oxide, palladium and alumina and are the different nano powders synthesized from the leaf extract of Azadirachta indica, Justicia gendarussa, Origanum vulgare and lemon grass. This work focus on biosynthesizing the alumina nano powder from the leaf extract of ‘Neem’ and enhancing the mechanical and thermal properties of sisal/coir/banana hybrid composites [29,30,31,32].
Materials and Methods
Preparation of Leaf Extract
Neem leafs collected from three various locations of Coimbatore, Tamilnadu, India, were washed properly using distilled water. After chopping into small pieces, 100 g leaves were dissolved in 200 ml of distilled water and allowed to boil for 20 min. Heating mantle is used for the purpose and allowed to cool. Centrifugation process was carried out at 1250 rpm, 5 °C and 20 min and filtered.
Processing of Biosynthesized Alumina Nano Powder (BSANP) Using Leaf Extract of Neem
Neem leaf extract along with aluminium nitrate is used for this process. Aluminium nitrate at 3 molar concentrations is diluted using distilled water. Bio extract (in the beaker) with aluminium nitrate (in the syringe) of 4:1 ratio is allowed to mix using magnetic stirrer with 660 rpm [32]. A colour change to white can be observed after a time duration of 30 min, confirming the presence of alumina nano powder. This change in colour is explained in Fig. 1.

Colour changes during BSANP extraction, a neem leaf extraction, b–e colour changes while mixing Neem extract and Aluminium nitrate, f final colour change to white precipitate
Purification of Synthesized Nano Aluminium Oxide
Centrifugation and distillation process was undertaken after the precipitate formation. Centrifugation at 11,000 rpm and 20 min followed by distillation process. This two process were continued for three times for proper nano powder separation. Final powder is heated using oven at 110 °C for 3 h.
Materials
Sisal, coir and banana fibers was used in this experiment as the reinforcement. Epoxy (LY556) along with hardener (HY951) was applied as the matrix material. Nano alumina powder biosynthesized from Neem leaf was preferred as filler content. Various properties of natural fibers are showed in Table 1 [33]. Alumina nano powder has good flammability properties. It is ceramic particle with good mechanical, abrasive and anti-friction properties.
Fabrication Process
Two steps have been utilized for mixing BSANP with matrix material. Initial step of mechanical stirring was done with Epoxy/BSANP/acetone solution. Manual stirring is carried out for 1.5 h followed by ultra sonification process for 1 h. After the mechanical stirring and ultra-sonification process excess acetone needs to be removed by heating at 100 °C for 20 min. After cooling up to room temperature BSANP/epoxy solution was mixed with hardener in 10:1 ratio.
Hybrid composite was prepared with BSANP in 0, 1, 2, 3 and 5 weight (wt) percentage. Hybrid fiber combinations of sisal/coir (HSC), sisal/banana (HSB) and banana/coir (HBC) were kept at fiber wt% of 35. Fiber was cropped at 5 mm and alkali treatment of 5% was provided. This hybrid fiber combination was fixed and BSANP/epoxy solution was poured into compression mould having 300 × 300 × 3 mm dimension.
Testing
Characterization Testing
X Pert PRO model X ray diffraction (XRD) testing machine having 20° to 80° angle range, scanning rate of 10°/min, resolution of 0.0500° and scanning speed of 10.0000°/min from DRDO BU CLS, Bharathiar University Campus, Coimbatore, India.
Mechanical Testing
Universal testing machine (UTM) was utilized for tensile and flexural testing and Charpy Impact Tester was used in finding the impact strength in hybridized natural composites. ASTM D 638, ASTM D 790 and ASTM D 256 were standards used in tensile, flexural and impact testing. Dumbell shaped work piece with 50 mm gauge length was taken in tensile test. Crosshead speed was fixed at 2 mm/min for both tensile and flexural testing. Flexural and impact testing with rectangular shaped work piece having 125 × 13 × 3 mm and 65 × 13 × 3 mm dimensions. Every combination was tested for three times.
Scanning Electron Microscopy (SEM) Testing
SEM testing was taken after mechanical testing for finding interaction of epoxy, BSANP and hybrid fibers. SEM testing analysis using QUANTA 200 model with working distance 9.8–12.1 mm, voltage of 15 kV from DRDO BU CLS, Bharathiar University Campus, Coimbatore, India.
Thermo Gravimetric Analysis (TGA)
TGA is used for finding weight loss percentage with respect to temperature. Temperature up to 600 °C was taken with rate of 30 °C/min in nitrogen atmosphere. Computer controlled device using Pyrics software is used for tabulation.
Differential Scanning Calorimetry (DSC)
Thermal stability was further confirmed using DSC equipment up to 300 °C. Nitrogen atmosphere at rate of 30 °C/min is used for finding endothermic peak.
Results and Discussions
Characterization Results
XRD Results with JCPDS 12-0539, JCPDS 86-1410, JCPDS 88-0107 confirms presence of alumina nano powder for BSANP-A, BSANP-B and BSANP-C in Fig. 2. BSANP-A nano powder having 38.3°, 43°, 63.6° and 67.56° as its peak value, BSANP-B nano powder with 32.372°, 34.537°, 36.374°, 47.653°, 56.709°, 66.478°, 77.05° as its 2 theta values and BSANP-C nano powder with 23.412, 28.89, 33.41, 43.384, 46.12, 47.867, 51.175, 55.85, 68.24 as its peak values, confirming the presence of alumina powder.

XRD results of BSANP
Tensile Results
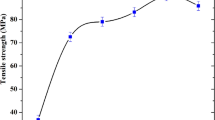
Combinations of HBC, HSC, HSB improved the tensile results by BSANP-C addition up to 3%. Tensile properties enhanced from 38.90 to 47.31 MPa, 39.47 to 51.45 MPa and 41.10 to 53.13 MPa in HBC, HSC and HSB composites. Hybridization using sisal/banana produced enhanced tensile properties with nano addition due to the higher tensile properties of sisal and banana than coir fibers showed in Table 1. Nano substitution at 3% provides wettability improvement due to interfacial area between BSANP-C and epoxy resin [24]. Surface area advancement make epoxy matrix able to transmit and distribute stresses while applying force. Agglomeration in 5% nano incorporation results in uneven mixing of filler in the hybrid natural composites [34]. The natural fiber contents such as waxy substances, hemicellulose, pectin and resin absorb water content, making hydrophilic nature and polar characteristics and reducing the bonding of fiber with resin. Removing the hydroxyl groups is the only solution for this. Surface treatments such as NaOH provides surface impurity removal mainly the waxy particles from the natural fibers [9]. Figure 3 explains Tensile results of HBC, HSC and HSB composites by BSANP-C addition.

Tensile results of HBC, HSC and HSB composites by BSANP-C addition
Flexural Strength
Hybrid combinations of HBC, HSC and HSB showed similar trend of improving flexural properties up to 3 wt% of BSANP-C. Improvement from 83.70 to 90.16 MPa, 84.24 to 93.65 MPa and 87.50 to 96.17 MPa was showed in HBC, HSC and HSB natural composites. Fine nano powder entered void spaces of hybrid fiber matrix, improving interfacial bonding of fiber/matrix [21]. Hybrid fibers combinations at 5% BSANP-C decrease the flexural strength to 88.76, 85.95 and 94.54 MPa due to agglomeration. Figure 4 explains Flexural results of HBC, HSC and HSB composites by BSANP-C addition. In the mixing of fiber with matrix, voids were produced due to the trapping of air or other volatile particles in the composites. Higher addition of fibers with out nano filler is also a reason for porosity, which reduces flexural properties [21]. Sisal/banana combinations showed better flexural strength than sisal/coir and banana/coir with nano substitution, due to the lesser flexural properties of coir fibers than sisal and banana [12] [33].

Flexural results of HBC, HSC and HSB composites by BSANP-C addition
Impact Strength
Impact strength showed the similar trend of improving the strength by the BSANP-C addition. Nano addition enhanced 9.65, 12.64 and 7.12% of impact properties in HBC, HSC and HSB natural composites. BSANP-C addition at 5% showed a decrease in impact values due to agglomeration effect of nano powders [24]. The combination of hydrophilic natural fibers and hydrophobic resin results in producing swelling in the composites, reducing the bonding strength of matrix/fiber, dimensional instability will arise all these reduces the impact properties [4]. Fiber addition, alkali treatment and filler addition improved the impact properties of natural composites [8, 34]. Figure 5 explains Impact Strength of HBC, HSC and HSB composites by BSANP-C addition.

Impact strength of HBC, HSC and HSB composites by BSANP-C addition
TGA Results
TGA Results of Biosynthesized Nano Powders
Initially three various BSANP were bio extracted namely BSANP-A, BSANP-B and BSANP-C. TGA testing of BSANP-A showed degradation temperature for 5, 50 and 70% (T5, T50 and T70) as 138.49, 382.27 and 491.46 °C, with a residual % of 25.67. BSANP-B showed T5 and T50 values of 109.75 and 382.58 °C, residual % of 31.59. Similarly BSANP-C showed degradation temperature values of 138.79 and 383.06 °C, residual % of 32.45, showing improvement in degradation temperature and residual % than other nano powders. Figure 6 showing TGA results of BSANP-A, BSANP-B and BSANP-C nano powders.

TGA results of BSANP-A, BSANP-B and BSANP-C nano powders
TGA Results of HBC Composites by Various Percentages of BSANP-C Addition
TGA results explain various degradation temperature at 5, 50, 70 and 75% (T5, T50, T70 and T75) and residual percentage at 600 °C in Table 2 and Fig. 7. HBC addition of BSANP-C wt% up to 3 improved the degradation temperature at 50, 70 and 75%. Degradation temperature of 385.75 to 397 °C, 468.54 to 530.67 °C and 520.32 to 580.14 °C was exhibited during T50, T70 and T75. Residual % increased from 18.72 to 23.41%. Inter-particle mixing with nano filler and resin prevents the heat from hybrid composites enhancing the thermal properties [34]. Nonvolatile and inorganic materials available in the fillers enhance the residual percentage and degradation rate [24]. BSANP-C addition at 5% decreased the degradation temperature and char residual %.

TGA results of HBC Composites by various percentages of BSANP-C addition
There are 3 set of degradation in this combination, initial degradation between 40 and 250 °C, due to the evaporation of molecules from the combination. Secondary degradation from 250 to 450 °C, where maximum degradation produced. Third degradation beyond 450 °C. During end of secondary degradation at 450 °C, degradation reduced from 67.67 to 61.89%. At 600 °C degradation decreased from 81.35 to 76.72% by BSANP-C up to 3% showing thermal stability.
TGA Results of HSC Composites by Various Percentages of BSANP-C Addition
In HSC by the BSANP-C addition to 3%, improved degradation temperature at 50, 70% and residual percentage. Degradation temperature improved from 377.98 to 390.95 °C and 431.92 to 477.01 °C by nano filler. Residual percentage increased from 21.9 to 25.75%. Addition of 5% BSANP-C reduced the thermal stability of the HBC. Three step degradation from 40 to 270 °C, 270 to 430 °C and beyond 430 °C. Secondary degradation reduced from 69.64 to 65.99% and third step degradation reduced from 78.09 to 74.25% by the presence of nano powder. Hybridization with sisal/coir enhanced the thermal resistance of the natural hybrid composites [33]. Table 3 and Fig. 8 explain TGA results of HSC composites by various percentages of BSANP-C addition.

TGA results of HSC Composites by various percentages of BSANP-C addition
TGA Results of HSB Composites by Various Percentages of BSANP-C Addition
HSB also explains the improvement in thermal stability by the BSANP-C addition up to 3 wt%, at 5 wt% addition degradation temperature, residual percentage decreases hence decreasing the thermal resistance of HSB composites. Degradation temperature T50 and T70 showed improvement from 387.71 to 395.3 °C and 435.35 to 535.38 °C. Char residual % enhanced from 22.69 to 26.33 all these communicates improvement by BSANP-C addition.
There are 3 step degradation starts from 40 to 255 °C, 255 to 475 °C and beyond 475 °C. Second and third step degradation % reduced from 73.29 to 64.94% and 77.30 to 74.67% by BSANP-C addition. Table 4 and Fig. 9 explain TGA results of HSB Composites by various percentages of BSANP-C addition. In each stages degradation temperature and char residual % improved, stating the thermal stability enhancement with the nano addition [34].

TGA results of HSB Composites by various percentages of BSANP-C addition
DSC Results of HBC, HSC and HSB Composites by Various Percentages of BSANP-C Addition
Thermal stability is further clarified using DSC testing were endothermic peak (Tp) increased with BSANP-C addition (to 3%) into HBC, HSC and HSB natural composites. Initially HBC composites increased endothermic peak temp from 105.71 to 114.16 °C. Similarly HSC and HSB enhanced the Tp from 108.16 to 112.67 °C and 90.54 to 118.66 °C by 3% BSANP-C addition. Increase in endothermic peak rises the thermal stability and improve the heat absorption of epoxy matrix by heat sink property of nano powder [35]. It is quite evident that mixing 5% BSANP-C into these hybrid composites reduces the thermal properties. Figures 10, 11, 12 shows DSC results of HBC, HSC and HSB natural composites.

DSC results of HBC Composites by various percentages of BSANP-C addition

DSC results of HSC Composites by various percentages of BSANP-C addition

DSC results of HSB Composites by various percentages of BSANP-C addition
All the hybrid composites possess good thermal stability by nano substitution. Alumina nano exhibit good flammability properties and previous study says that highly thermally stable hybrid natural fiber composites also has flammability applications [36].
SEM Results
SEM results after tensile tests were taken for HBC, HSC and HSB Composites by 0 and 3% of BSANP-C. In Figs. 13a, 14a and 15a void spaces, fiber-pullouts and poor bonding with epoxy resin and hybrid fibers is evident, this leads to less tensile properties [15]. Figures 13b, 14b and 15b has reduced void spaces and good bonding with matrix material due to BSANP-C at 3%, this improves the tensile properties of the composites.

SEM results after tensile tests for HBC, a HBC/0% BSANP-C, b HBC/3% BSANP-C

SEM results after tensile tests for HSC, a HSC/0% BSANP-C, b HSC/3% BSANP-C

SEM results after tensile tests for HSB, a HSB/0% BSANP-C, b HSB/3% BSANP-C
Conclusion
-
BSANP-C showed degradation temperature values of 138.79 and 383.06 °C, residual % of 32.45, showing improvement in degradation temperature and residual % than other nano powders. This powder was used in the application for improving mechanical and thermal properties of HBC, HSC and HSB.
-
Tensile properties enhanced by 17.8, 23.28 and 22.64% in HBC, HSC and HSB composites by 3% BSANP-C addition. Similarly flexural properties improved up to 7.165, 10.05 and 9.01% in same hybrid combinations by 3% BSANP-C addition.
-
Nano addition enhanced 9.65, 12.64 and 7.12% of impact properties in HBC, HSC and HSB natural composites by BSANP-C addition.
-
Mechanical and thermal properties reduced in hybrid combinations by introducing 5% BSANP-C due to agglomeration.
-
In HBC addition of BSANP-C wt% up to 3 improved the degradation temperature at 50, 70 and 75%. Degradation temperature of 385.75 to 397 °C, 468.54 to 530.67 °C and 520.32 to 580.14 °C was exhibited during T50, T70 and T75. Residual % increased from 18.72 to 23.41%.
-
In HSC by the BSANP-C addition to 3%, improved degradation temperature at 50, 70% and residual percentage. Degradation temperature improved from 377.98 to 390.95 °C and 431.92 to 477.01 °C by nano filler. Residual percentage increased from 21.9 to 25.75%.
-
HSB also showed improvement in degradation temp and residual % by nano addition. HBC, HSC and HSB showed improvement in endothermic peak and heat flow by nano addition.
-
SEM test clearly explains reducing void content by introducing nano powder into the matrix.
References
Lee JM, Ishak ZAM, Taib RM et al (2013) Mechanical, thermal and water absorption properties of Kenaf-fiber-based polypropylene and poly (butylene succinate) composites. J Polym Environ 21:293–302. https://doi.org/10.1007/s10924-012-0516-4
Cordeiro EP, Pita VJRR, Soares BG (2016) Epoxy—fiber of peach palm trees composites: the effect of composition and fiber modification on mechanical and dynamic mechanical properties. J Polym Environ 25:913–924. https://doi.org/10.1007/s10924-016-0841-0
Prachayawarakorn J, Ruttanabus P (2011) Effect of cotton fiber contents and lengths on properties of thermoplastic starch composites prepared from rice and waxy rice starches. J Polym Environ 19:274–282. https://doi.org/10.1007/s10924-010-0273-1
Jaafar J, Parlaungan J, Mohd S et al (2018) Influence of selected treatment on tensile properties of short pineapple leaf fiber reinforced tapioca resin biopolymer composites. J Polym Environ 26:4271–4281. https://doi.org/10.1007/s10924-018-1296-2
Kureemun U, Ravandi M, Tran LQN et al (2018) Effects of hybridization and hybrid fibre dispersion on the mechanical properties of woven flax-carbon epoxy at low carbon fibre volume fractions. Compos B 134:28–38. https://doi.org/10.1016/j.compositesb.2017.09.035
Piyush P, Chaitanya S, Rahul S, Rana RS (2018) Evaluation of mechanical properties of coir and glass fiber hybrid composites. Mater Today Proc 5:19056–19062. https://doi.org/10.1016/j.matpr.2018.06.258
Živković I, Fragassa C, Pavlović A, Brugo T (2017) Influence of moisture absorption on the impact properties of flax, basalt and hybrid flax/basalt fiber reinforced green composites. Compos B 111:148–164. https://doi.org/10.1016/j.compositesb.2016.12.018
Li Xue, Lope G, Tabil SP (2007) Chemical treatments of natural fiber for use in natural fiber-reinforced composites: a review. J Polym Environ 15:25–33. https://doi.org/10.1007/s10924-006-0042-3
Ayd M, Tozlu H, Kemaloglu S (2011) Effects of alkali treatment on the properties of short flax fiber—poly (lactic acid) eco-composites. J Polym Environ 19:11–17. https://doi.org/10.1007/s10924-010-0233-9
Foulk JA, Chao WY, Akin DE et al (2006) Analysis of flax and cotton fiber fabric blends and recycled polyethylene composites. J Polym Environ 14:15–25. https://doi.org/10.1007/s10924-005-8703-1
Siddika S, Mansura F, Hasan M, Hassan A (2014) Effect of reinforcement and chemical treatment of fiber on the properties of jute-coir fiber reinforced hybrid polypropylene composites. Fibers Polym 15:1023–1028. https://doi.org/10.1007/s12221-014-1023-0
Idicula M, Joseph K, Thomas S (2010) Mechanical performance of short banana/sisal hybrid fiber reinforced polyester composites. J Reinf Plast Compos 29:12–29. https://doi.org/10.1177/0731684408095033
Venkateshwaran N, Elayaperumal A, Alavudeen A, Thiruchitrambalam M (2011) Mechanical and water absorption behaviour of banana/sisal reinforced hybrid composites. Mater Des 32:4017–4021. https://doi.org/10.1016/j.matdes.2011.03.002
Saw SK, Sarkhel G, Choudhury A (2012) Effect of layering pattern on the physical, mechanical, and thermal properties of jute/bagasse hybrid fiber-reinforced epoxy novolac composites. Polym Compos 33:1824. https://doi.org/10.1002/pc.22313
Boopalan M, Niranjanaa M, Umapathy MJ (2013) Study on the mechanical properties and thermal properties of jute and banana fiber reinforced epoxy hybrid composites. Compos B 51:54–57. https://doi.org/10.1016/j.compositesb.2013.02.033
Young J, Kyeong T, Jin H et al (2012) Thermal stability and flammability of coconut fiber reinforced poly (lactic acid) composites. Compos B 43:2434–2438. https://doi.org/10.1016/j.compositesb.2011.11.003
Ayrilmis N, Jarusombuti S, Fueangvivat V, Bauchongkol P (2011) Coir fiber reinforced polypropylene composite panel for automotive interior applications. Fibers Polym 12:919–926. https://doi.org/10.1007/s12221-011-0919-1
Gan P, Garbizu S, Llano-ponte R (2005) Surface modification of sisal fibers: effects on the mechanical and thermal properties of their epoxy. Polym Compos 26:121–127. https://doi.org/10.1002/pc.20083
Jarukumjorn K, Suppakarn N (2009) Effect of glass fiber hybridization on properties of sisal fiber—polypropylene composites. Compos B 40:623–627. https://doi.org/10.1016/j.compositesb.2009.04.007
Dhakal HN, Zhang ZY, Guthrie R et al (2013) Development of flax/carbon fibre hybrid composites for enhanced properties. Carbohydr Polym 96:1. https://doi.org/10.1016/j.carbpol.2013.03.074
Prasad CV, Sudhakara P, Prabhakar MN et al (2016) An investigation on the effect of silica aerogel content on thermal and mechanical properties of sisal/PLA nano composites. Polym Compos 39:835–840. https://doi.org/10.1002/pc.24005
Ibrahim ID, Jamiru T, Sadiku RE et al (2016) Dependency of the mechanical properties of sisal fiber reinforced recycled polypropylene composites on fiber surface treatment, fiber content and nanoclay. J Polym Environ 25:427–434. https://doi.org/10.1007/s10924-016-0823-2
Deka BK, Maji TK (2011) A Effect of TiO2 and nanoclay on the properties of wood polymer nanocomposite. Compos A 42:2117–2125. https://doi.org/10.1016/j.compositesa.2011.09.023
Abdul Khalil HPS, Masri M, Saurabh CK, Fazita MRN (2017) Incorporation of coconut shell based nanoparticles in kenaf/coconut fibres reinforced vinyl ester composites. Mater Res Express 4:1–20. https://doi.org/10.1088/2053-1591/aa62ec
Chaharmahali M, Hamzeh Y (2014) Effects of nano-graphene on the physico-mechanical properties of bagasse/polypropylene composites. Polym Bull 71:337–349. https://doi.org/10.1007/s00289-013-1064-3
Jiang W, Jin F, Park S (2012) Thermo-mechanical behaviors of epoxy resins reinforced with nano-Al2O3 particles. J Ind Eng Chem 18:594–596. https://doi.org/10.1016/j.jiec.2011.11.140
Omrani A, Simon LC, Rostami AA (2009) The effects of alumina nanoparticle on the properties of an epoxy resin system. Mater Chem Phys 114:145–150. https://doi.org/10.1016/j.matchemphys.2008.08.090
Zhao S, Schadler LS, Duncan R et al (2008) Mechanisms leading to improved mechanical performance in nanoscale alumina filled epoxy. Compos Sci Technol 68:2965–2975. https://doi.org/10.1016/j.compscitech.2008.01.009
Ahmed S, Ahmad M, Swami BL (2015) Green synthesis of silver nanoparticles using Azadirachta indica aqueous leaf extract. J Radiat Res Appl Sci 9:1–7. https://doi.org/10.1016/j.jrras.2015.06.006
Senthilkumar S, Rajendran A (2018) Biosynthesis of TiO2 nanoparticles using Justica gendarussa leaves for photocatalytic and toxicity studies. Res Chem Intermed 44:5923–5940. https://doi.org/10.1007/s11164-018-3464-3
Using N, Assal ME, Alkhathlan HZ, Al-warthan A (2017) Green synthesis and characterization of palladium nanoparticles using Origanum vulgare L. extract and their catalytic activity. Molecules 165:1–12. https://doi.org/10.3390/molecules22010165
Ansari MA, Khan HM (2015) Green synthesis of Al2O3 nanoparticles and their bactericidal potential against clinical isolates of multi-drug resistant Pseudomonas aeruginosa. World J Microbiol Biotechnol 31:153–164. https://doi.org/10.1007/s11274-014-1757-2
Sumesh KR, Kanthavel K, Vivek S (2019) Mechanical/thermal/vibrational properties of sisal, banana and coir hybrid natural composites by the addition of bio synthesized aluminium oxide nano powder. Mater Res Express 6:1–29. https://doi.org/10.1088/2053-1591/aaff1a
Vivek S, Kanthavel K (2018) Effect of bagasse ash filled epoxy composites reinforced with hybrid plant fibres for mechanical and thermal properties. Compos B 160:170–176. https://doi.org/10.1016/j.compositesb.2018.10.038
Lau K, Lu M (2005) Thermal and mechanical properties of single-walled carbon nanotube bundle-reinforced epoxy nanocomposites: the role of solvent for nanotube dispersion. Compos Sci Technol 65:719–725. https://doi.org/10.1016/j.compscitech.2004.10.005
Ahmed L, Zhang B, Shen R et al (2018) Fire reaction properties of polystyrene-based nanocomposites using nanosilica and nanoclay as additives in cone calorimeter test. J Thermal Anal Calorimetry. https://doi.org/10.1007/s10973-018-7127-9
Funding
No funding has been received for this work.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Sumesh, K.R., Kanthavel, K., Ajithram, A. et al. Bioalumina Nano Powder Extraction and its Applications for Sisal, Coir and Banana Hybrid Fiber Composites: Mechanical and Thermal Properties. J Polym Environ 27, 2068–2077 (2019). https://doi.org/10.1007/s10924-019-01496-x
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-019-01496-x