
Abstract
This study is aimed to fabricate and characterize the seaweed- biodegradable films incorporated with varying concentrations of microcrystalline cellulose (MCC) which was extracted from two bamboo sources: Schizostachyum brachycladum (BLMCC) and Gigantochloa scortechinii (BSMCC). Pure biodegradable seaweed film was directly fabricated from red seaweed (Kappaphycus alvarezii). In this demonstrated work, commercial MCC (CMCC), BLMCC and BSMCC were used to reinforce the pure seaweed bio-degradable film at different loading concentrations (0, 1, 3, 5, 7, 10 and 15%) based on the dried-weight of seaweed, for packaging applications. There was substantial improvement in the tensile strength and contact angle values while reduction in the water vapor permeability and elongation at break values with the incorporation of the CMCC, BLMCC and BSMCC into the seaweed pure film matrix, which is highly desirable for the packaging material in the current scenario. The morphology of the fabricated films confirmed that there was good dispersion of the 7% of CMCC, 5% of BLMCC and 3% of BSMCC in the pure seaweed films, which resulted in the enhanced mechanical properties. So far, this is the first report on the microcrystalline cellulose based seaweed films with excellent mechanical properties, which makes them suitable for packaging application. The demonstrated work proved that both BSMCC and BLMCC based seaweed composite films have the huge potential to be used as biodegradable packaging material for wide range of applications.
Graphical Abstract

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Nowadays, the usage of synthetic polymers in daily life results in numerous environmental problems and concerns to the human society. In this context, bio-mass derived polymers have been gained considerable interest in the entire scientific research community due to its abundant availability, eco-friendly nature and sustainability. Seaweed is a sustainable, green, abundant and inexpensive source of polysaccharides biomass. Seaweed-derived polymers, such as agar, alginate and carrageenan have been widely used to form bio-films and their mechanical properties have been widely studied [1,2,3]. However, the hydrophilic characteristic of seaweed with poor mechanical and water barrier properties has strongly limited their packaging applications. To fix this issue, either raw seaweed or seaweed-derived polymers are always blended and reinforce with other organic and inorganic fillers that are hydrophobic or less hydrophilic to extend their applications. Previous studies have shown that, bio-films could be formed directly from raw seaweed alone or blended with fiber and their results were remarkable and comparable to bio-films formed by seaweed-derived polymers [4, 5].
The utilization of organic fillers which derived from cellulosic fibers are excellent candidates for reinforcement purposes in seaweed films due to their abundant, cost effective and eco-friendly nature. Cellulose, a core ingredient for all sources of fibers which chemically made up of linear carbohydrate polymers chains consisting of β-D, 1,4, glucose unit jointed together by glycosidic linkages, is the world most abundant biopolymer because it can find in various sources such as wood, cottons, seeds, algae, tunicates and even bacteria [6, 7]. Cellulose consists of crystalline and amorphous regions. Crystalline phases of cellulose, also called microcrystalline cellulose (MCC) or nanocrystalline cellulose (NCC) depend on their size which could be extracted from the purified cellulosic fibers (pure cellulose) via acid hydrolysis, while their counterparts (amorphous phases) are usually removed and discharged. This odorless, tasteless and whitish cellulose crystalline powder exhibited strong mechanical properties, low density, less/non-abrasive behavior, high reactivity, renewability and biodegradability compared to other fillers such as silica, glass fibers, carbon black, etc. [8, 9]. It has been used widely in various fields such as pharmaceutical, cosmetic, food, and polymer composite industries as binder, thickeners, stabilizers and reinforcement agent [10]. Many previous studies have been reported about the usage of MCC as reinforcement agents in various biopolymer materials, such as polylactic acid (PLA), polyvinyl alcohol (PVA), thermoplastic starch/polybutylene adipate-co-terephthalate, etc. for making biodegradable films for packaging application [11,12,13,14]. Bamboo, which being a fast-growing plant species in the world can potentially be a good option for the future MCC production industry. Previous studies have been proved that, bamboo species like Muli bamboo (Melocanna baccifera) and Rawnal bamboo (Dendrocalamus longispathus) could be potentially utilized for MCC production [15, 16].
In this demonstrated work, two bamboo species, namely Lemang bamboo (Schizostachyum brachycladum), and Semantan bamboo (Gigantochloa scortechinii) were used to extract MCC. In this context, we here compared the extracted L. bamboo MCC (BLMCC) with and extracted S. bamboo MCC (BSMCC) as reinforcing material at different loading concentrations in seaweed matrix composite film while compare to commercial MCC (CMCC) reinforced seaweed films that used as references in this work. The demonstrated work proved that both BSMCC and BLMCC based seaweed composite films have the huge potential to use as biodegradable packaging material for wide range of applications.
Materials and Methods
Materials
Edible Kappaphycus alvarezii seaweeds were purchased from Green Leaf Synergy Sdn. Bhd. (Tawau, Sabah, Malaysia). Both S. bamboo and L. bamboo were obtained from locals at Hulu Langat and Taman Melawati Area (Kuala Lumpur, Selangor, Malaysia). The commercial microcrystalline powder (CMCC) was purchased and used for comparison purposes. Glycerol (plasticizers) and all other reagents were of analytical grade and used without further purification.
Extraction of MCC from Lemang and Semantan Bamboo
The extraction of MCC from bamboo strips could be generally divided into four steps namely pulping, bleaching, isolation of cellulose and acid hydrolysis. About 500 g of bamboo chips (3 × 2 cm; cut with a band saw) were pulped with 23% of sodium hydroxide (NaOH) with 0.1% anthraquinone (additives) at solid to liquid ratio of 1:7 under temperature of 160 °C for 2 h, based on Abdul Khalil et al. [17] method. The obtained bamboo pulp was further bleached to remove all lignin until its turn white based on Suvachittanont and Ratanapan [18] method. The white bleached pulp was further treated with 17.5% sodium hydroxide, NaOH at 80 °C for 1 h to obtain high purity cellulose according to the Pachuau et al. [16] method. Finally, the bamboo cellulose was subjected to acid hydrolysis with 2.5 N hydrochloric acid (HCI) at 100 °C for 30 min with constant agitation with a liquor ratio of 1:25 according to Chuayjuljit et al. [18] method in order to obtain final products of bamboo MCC.
Fabrication of Edible Seaweed/MCC Composite Films
Solvent casting method was employed to fabricate seaweed/MCC composite films based on Abdul Khalil et al. [17]. Four grams of K. alvarezii seaweed (finely cut) were dissolved in distilled water (200 ml) with 2 g of glycerol as plasticizer on a beaker. The MCC particles (CMCC, BLMCC and BSMCC) were added into the solution at different loadings (0%, 1%, 3%, 5%, 7%, 10%, 15%) based on the dried weight of seaweed (wt. %). After that, the solution mixture was heated for 1 h at 85–90 °C with constant stirring. Then the hot solution was subjected to settle down at room temperature for 30 min before casting on to a casting tray followed by drying in oven at 35–45 °C. Then, the dried films were peeled off from the tray. In order to maintain the integrity of the films, all dry seaweed/MCC composite films were conditioned in a desiccator at 50% RH before further analysis and testing.
X-ray Diffraction (XRD) Studies
The crystallinity of CMCC, BL-MCC and BS-MCC were determined by XRD (Model Bruker D8 Advance, Germany). The crystallinity of the sample data was collected at 2θ between 5 and 45°. The degree of crystallinity index was calculated based on Eq. (1) described by Das et al. [19], where I002 was the counter reading at peak intensity of 2θ angle close to 22° represent the crystalline region and Iam was the counter reading at peak intensity of 2θ close to 18° represents the amorphous region of the cellulose.
Scanning Electron Micrographs (SEM)
The morphological characteristics of the samples were investigated via scanning electron microscopy SEM EVO MA 10 (Carl- ZEISS, Germany). All samples were dried overnight at 60 °C in an oven before analysis. Then, the samples were mounted on the aluminum stub and further coated with a layer of gold prior to imaging to enhance their electrical conductivity.
Mechanical Properties
The tensile strength (TS), elongation at break (E) was determined at room temperature based on ASTM standard method [20], with slight modification using Dia-Stron Miniature Tensile Tester equipped with adequate tensile test attachments. Rectangular strips with equal dimensions of (10 mm × 150 mm) were cut from individually prepared composite film using a utility knife. Rectangular strips of 10 × 150 mm were conditioned in desiccator for 48 h at 23 °C and 50% RH before testing. Initial grip separation was set at 100 mm and applied test speed was fixed at 100 mm/min. The TS (MPa) was determined by dividing the maximum load (N) by the initial cross section area (mm2) of the films. The E (%) was determined by dividing the extension at the rupture of the film by the initial length of the film (100 mm) multiplied by 100 percent. The toughness was determined by the area under stress–strain curve. The young’s modulus (YM) was determined based on ASTM standard method [20] by drawing a tangent to the initial linear portion of the stress–strain curve, selecting any point on this tangent and dividing the stress by the corresponding strain, whereby stress equivalent to (forces/cross-sectional area); while strain equivalent to (extension length/original length). The result was expressed in gigapascals (GPa).
Contact Angle Studies of Fabricated Composite Films
The contact angle (CA) of water on the film surface was measured using CA analyzer (KSV CAM 101; KSV Instruments Ltd., Finland) at room temperature. A water drop of 6 µl was placed on the surfaces of film using a micro syringe. All film samples were placed on the movable sample stage leveled horizontally before measurement. The CA was measured on both sides (left and right) of the drop and their values were averaged. For each film sample, at least 5 measurements were taken, and their results were averaged.
Water Vapor Permeability (WVP)
Water vapor transmission rate (WVTR) of film was determined at a temperature of 23 °C under 50% relative humidity (RH) according to Ma et al. [21] method. Then, the WVP (gm/m2sPa × 10−10) of the films was calculated using the Eq. (2) where, WVTR was the measured water vapor transmission rate (g/s/m2) through a film, t was the mean film thickness (m), S was the saturation vapor pressure (2808 Pa) at a temperature 23 °C, R1 was the relative humidity at vapor source, and R2 was the relative humidity at vapor sink.
Soil Burial Test
All the film samples (30 mm × 30 mm) from different formulation were weighed for determination of initial weight (M0) before buried in the container under 5 cm of soil with a relative humidity (RH) of soil of 30–50% at room temperature. The soil was injected with water once per 2–3 days to keep the soil moisturized and the microorganism active. At various time intervals within 7 days, samples were taken from the container, gently cleaned and dried to constant weight at 40–50 °C for 24 h and conditioned inside desiccator at 50% RH and 9.19% equilibrium moisture content (EMC) before weighed. The percentage weight loss of the sample was calculate based on the Eq. (3), suggested by Tan et al. [22], where M0 was the initial mass of the films before the test, and Mf was the residue mass of the films after the test.
Results and Discussion
Morphology Studies of L. bamboo MCC (BLMCC) and S. bamboo MCC (BSMCC)
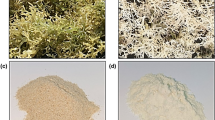
In this study, two types of MCC were extracted from two different species of bamboo, namely L. bamboo (Schizostachyum brachycladum), and S. bamboo (Gigantochloa scortechinii) and were used as reinforcement fillers in the seaweed polymer matrix. The extracted BSMCC (S. bamboo) and BLMCC (L. bamboo) were white in colour, tasteless and odorless, with neutral pH, like commercial-MCC (CMCC) as shown in Fig. 1a–c.

Digital images of a CMCC, b BLMCC, c BSMCC and SEM images of d CMCC, e BLMCC, f BSMCC
Figure 1d–f show the SEM images of CMCC, BLMCC and BSMCC respectively. From this Fig. 1e and f, can be clearly seen that, both BLMCC and BSMCC displayed irregular rod shape with rough surfaces which was comparable with Pachuau et al. [16] and they observed the similar morphological pattern of MCC from Muli and Rawnal bamboo [15]. From Fig. 1d, it was observed that, the CMCC were agglomerated into larger particles with rougher surface when compared to the BLMCC and BSMCC. The morphological difference between extracted bamboo (BLMCC and BSMCC) and CMCC were might be due to the difference in the source of raw materials and the method of MCC extraction [16].
XRD Studies of L. bamboo MCC (BLMCC) and S. bamboo MCC (BSMCC)
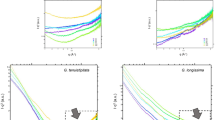
Figure 2 shows the XRD patterns of CMCC, BSMCC and BLMCC. Segal method was used to determine the crystallinity index (CrI) of the CMCC, BSMCC and BLMCC from the given Eq. 4 [19, 23]
where, CrI denotes the relative degree of crystallinity, I200 is the maximum intensities of the 200-lattice diffraction at 2θ = 22.18º, and IAM is the intensity of diffraction at 2θ = 15.36º. I200 represents both crystalline and amorphous regions, while IAM represents only the amorphous portion. The obtained crystallinity index of CMCC, BSMCC and BLMCC were 56.37, 71.82 and 63.18% respectively. The differences in the crystallinity index might be due to the difference of MCC sources and their processing method. It is worth to mentioned that, the extracted MCC from both bamboo showed higher crystallinity than commercial CMCC. Despite that, in Fig. 2 all samples exhibited a major crystalline peak at around 2θ = 22°, which typically represents the cellulose I structure, indicating that the crystal integrity has been maintained [24].

XRD patterns of CMCC, BSMCC and BLMCC
Fracture Morphology Studies of Seaweed/MCC Composite Films
Figure 3 shows the fracture morphology of seaweed composite films incorporated with 3% BSMCC, 5% BLMCC and 7% CMCC particles. From the Fig. 3, the pure seaweed film exhibited smoother and compact surfaces than all MCC reinforced films. But, upon the addition of different proportion and types of MCC, the film fracture surfaces became rougher and exhibited ranged waves as shown in Fig. 3b–d. The pure seaweed exhibited smoother surface and brittle in nature. As a result, the tensile strength (TS) and Young’s modulus (YM) were found lower in pure seaweed films as compared to MCC reinforced seaweed composite films as given in the Table 1. However, the incorporation of MCC into the seaweed matrix resulted in the formation of voids, which is shown in Fig. 3b–d.

SEM images of fractured surfaces of a pure seaweed film, b seaweed + 7% CMCC, c seaweed + 5% BLMCC and d seaweed + 3% BSMCC
From Fig. 3b, seaweed +7% CMCC composite film, it was very evident about the void and cavity formation which resulted in the lower tensile strength (31.02 ± 2.51 MPa) compared to seaweed + 5% BLMCC (41.87 ± 1.86 MPa) and seaweed + 3% BSMCC (39.09 ± 2.53 MPa) as given in the Table 1. These observations were similar to Abdul Khalil et al. [5] with the addition of oil palm shells (OPS) nanofillers into the seaweed matrix.
Mechanical Properties of Seaweed/MCC Composite Film
Table 1 shows tensile strength (TS), elongation at break (E), young’s modulus (YM) and toughness values of pure seaweed films and all MCC reinforced seaweed composite films. It was observed that the pure seaweed film had tensile strength (TS) of 20.06 ± 1.47 MPa. Incorporation of 1% BLMCC, BSMCC and CMCC caused significant improvement of TS, for about 4.79, 5.75 and 3.42%, respectively. From this data, the optimum TS values were observed for 5% BSMCC (43.12 ± 0.86 MPa), 5% BLMCC (41.87 ± 1.86 MPa) and 5% CMCC (35.66 ± 6.67 MPa). It can be concluded that the all MCC reinforced seaweed composite film showed 17–20% enhancement in the tensile strength when compared to pure seaweed films and this was due to the better dispersion and compatibility of all MCC fillers to seaweed matrix. This better dispersion and compatibility resulted in the efficient and uniform load transfer from the seaweed matrix to the MCC particle network [4, 25]. In this study, bamboo MCC (BLMCC and BSMCC) showed higher TS as compared to CMCC reinforced seaweed films was probably attributed to the high crystallinity of BLMCC of BSMCC compared CMCC as verified by X-RD studies. The obtained crystallinity index of CMCC, BSMCC and BLMCC were 56.37, 71.82 and 63.18% respectively. Among the fabricated composite films, BLMCC reinforced films showed higher TS compared to other composites was due to the higher crystallinity index (71.82%) of BLMCC. Similar results were also found by Huq et al. [26] via using NCC as reinforcement fillers in alginate-based films. Beyond the optimum loading, there was a reduction in the TS, which was due to the agglomeration of MCC fillers in the seaweed matrix at higher loading of MCC fillers.
In this work, the elongation (E) value was found to be 18.50 ± 3.44% for pure seaweed films. The addition of CMCC, tend to increase the E values of seaweed films, and the highest E was found at 5% (23.14 ± 3.19%). In case of BLMCC and BSMCC reinforced seaweed films, the highest E values were observed at 5% of filler loading, correspond to their TS. The obtained E values of 5% BLMCC and BSMCC reinforced films were 27.10 ± 1.52% and 22.06 ± 2.57% respectively. The reason for this enhancement in the E value of 5% BLMCC reinforced films than BSMCC films was due to the less crystalline nature of BLMCC when compared to BSMCC which was confirmed from the crystallinity index values of BSMCC and BLMCC from XRD profiles. The crystalline BSMCC might restrict the motion of polymer chains, which resulted in the decrement in the E values when compared to BLMCC. The addition of BLMCC and BSMCC particles tend to reduce the E of seaweed films at high filler loadings (7–15%). E values were significantly reduced to 8.73 ± 3.19% and 6.64 ± 1.79% by addition of 15% of BLMCC and BSMCC, respectively. Similar work has been reported on agar biopolymer reinforced with crystallized nanocellulose (CNC) and MCC [14, 27]. The glycerol was act as a plasticizer to the films. Preliminary study showed that, seaweed films without/less plasticizer were found brittle and difficult to peel off from the casting surface after drying. In this study, the glycerol could possibly interact with seaweed polymers and thus, enhance the elongation (E) values of the seaweed films. Incorporation of MCC particles at high concentration (7–15%) could probably interrupt the seaweed-glycerol bonding and eventually reduced the flexibility of seaweed films as shown by drastic decrease of E values in Table 1, especially for BLMCC and BSMCC reinforced seaweed films.
The young’s modulus (YM) value of the pure seaweed film was found to be 0.111 ± 0.02 GPa (Table 1). From the Table 1, it is shown that there was substantial improvement in the YM value of the all MCC reinforced seaweed composite films compared to pure seaweed film. This enhancement in YM values were due to enhanced stiffness of the films upon the addition of all MCC fillers into seaweed matrix. These results were comparable with results found by Huq et al. [26] with NCC reinforced in alginate-based biodegradable composite film. Toughness is the ability of a material to absorb energy without fracture and it is the measure of area under the stress- strain curve for the material. From Table 1, the toughness of pure seaweed films was 1.44 ± 0.28 N. Incorporation of 5% CMCC, BLMCC and BSMCC into the seaweed tend to improve their toughness to 4.18 ± 1.13 N, 4.48 ± 0.42 N and 4.29 ± 0.43 N, respectively. Bamboo MCC (BLMCC and BSMCC), even at low concentration (1–5%) showed substantial enhancement in the toughness of seaweed composite films compared to CMCC. Further addition of all MCC particles (7–15%) tend to decrease in the toughness of seaweed composite films, cause the seaweed composite films to be more brittle.
Surface Hydrophobicity of Seaweed/MCC Composite Film
The pure seaweed film exhibited the water contact angle of 41.35 ± 0.73°, which indicates the hydrophilic nature of the seaweed due to the presence of hydrophilic hydroxyl groups. Incorporation of different types of MCC resulted in the reduction of film hydrophilicity as shown in the Table 2. Incorporation of 1% MCC cause significant reduction in film hydrophilicity of (p < 0.05), especially with BLMCC reinforced seaweed films which was about 8%. The contact angle of seaweed films had enhanced from 41.35° to 68.12 ± 0.02° with addition of 5% BLMCC. Both BSMCC and CMCC also showed enhancement of contact angle (p < 0.05) compared to their pure seaweed films when level of MCC loading was increased. This might be due to the formation of more intermolecular hydrogen bonding between –OH groups of seaweed polysaccharides and MCC which resulted in the reduction of free available hydroxyl groups thereby resulted in the reduction of hydrophilicity of the film. Almost similar results had been observed by Balakrishnan et al. [28] with cellulose nanofiber reinforced starch film. From this, it could be concluded that the incorporation of MCC fillers into seaweed film reduced the hydrophilicity of the seaweed film. This facilitated the reduction in the water vapor permeability, which is highly desirable for the packaging application.
Water Vapor Permeability (WVP) of Seaweed/MCC Composite Film
The water vapor permeability of different types MCC loading seaweed composite films was measured under constant conditions at 23 °C and 50% relative humidity (RH). The pure seaweed films had a high WVP (3.91 ± 0.28 gm/m2sPa × 10−10) due to its hydrophilic nature. The results showed that the addition of different types of MCC showed significant different (p < 0.05) on WVP values as compared to pure seaweed films. As given the Table 3, MCC fillers reinforced seaweed composite films showed reduction in the water vapor permeability compared to pure seaweed film. This decrease in the WVP of the seaweed/MCC composite film was due to the formation of tortuous path by the MCC particles in the seaweed matrix, which hinders the water vapor permeability [18, 28]. The tortuous path formation was due to the well dispersion of MCC particles in the pure seaweed matrix. However, at higher loadings of MCC particles, it shown that the WVP values have a reversed trend due to the agglomeration of MCC particles that prevents the formation of torturous path. Almost similar results were reported by Shankar and Rhim [14] where they used both MCC and NCC as reinforcement fillers in the agar polymer matrix. They reported that, NCC was more efficient to reduce the WVP than MCC.
Soil Burial Test of Seaweed/MCC Composite Film
Figure 4 shows the photos of before and after the soil burial test of seaweed/MCC composites films for a period of one month. In Fig. 4, sample that highlighted in red is pure seaweed films. Moreover, each set of the MCC/seaweed composite film was represented by a different colour, namely black (seaweed/CMCC), yellow (seaweed/BLMCC) and blue (seaweed/BSMCC). From Fig. 4, it shows that before the test, the seaweed/MCC film exhibited relative clear and smooth surfaces with the regular square shape. It was clearly evident from Table 4 that, the pure seaweed films were started to shrink and degraded after 7 days, which resulted in the weight loss of 37.04 ± 8.8%. The weight loss of pure seaweed films was more prominent after 14 days, which was 52.62 ± 7.3%. The hydrophilic nature of seaweed could probably account for the increased weight loss in pure seaweed films. Meanwhile, the weight loss of 30.64–51.62%, 26.35–48.08% and 33.83–50.34% were exhibited by the CMCC reinforced seaweed films, BLMCC reinforced seaweed films and BSMCC reinforced seaweed films, respectively from 7 to 14 days burial time as shown in Table 4. The weight loss found in MCC reinforced seaweed films were less prominent compared to pure seaweed films could probably due to the high crystallinity of MCC and strong hydrogen interaction between MCC particles and seaweed matrix which enhanced the rigidity of the fabricated seaweed/MCC composite films. Eventually after 1 month, all the films have undergone more shrinkage, cracks and the color change from yellowish to dark with more weight loss as shown in Table 4 and Fig. 4.

Digital images of soil burial bio-degradability test of MCC reinforced seaweed composite films a before biodegradation test, b after 14 days of test and c after 1 month of test
In this study, no significant changed were observed with addition of different loading and types of MCC particles to the seaweed films. All fabricated seaweed/MCC composite films tend to undergo rapid biodegradation during the test. Both seaweed and MCC fillers are bio-degradable polymers and thereby prone to microbial attack during the soil burial test. It can be concluded that, all fabricated MCC reinforced seaweed composite films are excellent candidates for packaging materials for dry stuff such as tea bag, sachet, food wrapper due to their biodegradable nature with good mechanical properties and low water vapor permeability.
Conclusions
Commercial MCC (CMCC), BLMCC and BSMCC were used to reinforce the pure seaweed biodegradable film at different loading concentrations (0, 1, 3, 5, 7, 10 and 15%) based on the dried-weight of seaweed, for packaging applications. All fabricated MCC based seaweed composite films showed substantial improvement in the mechanical and reduction of water vapour permeability, which is highly desirable for the sustainable packaging application in the current scenario. The incorporation of all MCC fillers into seaweed matrix polymer resulted in the enhancement of water contact angle, for CMCC 5%, BLMCC 5% and BSMCC 5% seaweed composite films; it was 66.24°, 68.12° and 59.79° respectively.
This clearly indicates that the addition of all MCC fillers reduced the hydrophilicity of the seaweed matrix film, to some extent. The water vapour permeability of the fabricated films was reduced due to the formation of tortuous path by the MCC particles in the seaweed matrix, which hinders the water vapor permeability. So far, this is the first report on the MCC based seaweed films with excellent mechanical properties, which makes them suitable for packaging application. It can be concluded that, both demonstrated BSMCC and BLMCC based seaweed composite films have the huge potential to be used as biodegradable packaging material for wide range of applications.
References
Wang LF, Shankar S, Rhim JW (2017) Properties of alginate-based films reinforced with cellulose fibers and cellulose nanowhiskers isolated from mulberry pulp. Food Hydrocoll. 63:201–208
Atef M, Rezaei M, Behrooz R (2014) Preparation and characterization agar-based nanocomposite film reinforced by nanocrystalline cellulose. Int J Biol Macromol 70:537–544
Shojaee-Aliabadi S, Mohammadifar MA, Hosseini H et al (2014) Characterization of nanobiocomposite kappa-carrageenan film with Zataria multiflora essential oil and nanoclay. Int J Biol Macromol 69:282–289
Abdul Khalil HPS, Tye YY, Chow ST et al (2017) Cellulosic pulp fiber as reinforcement materials in seaweed-based film. BioResources 12(1):29–42
Abdul Khalil HPS, Tye YY, Ismail Z et al (2017) Oil palm shell nanofiller in seaweed-based composite film: mechanical, physical, and morphological properties. BioResources 12(3):5996–6010
Abdul Khalil HPS, Saurabh CK, Adnan AS et al (2016) A review on chitosan-cellulose blends and nanocellulose reinforced chitosan biocomposites: properties and their applications. Carbohydr Polym 150:216–226
Abdul Khalil HPS, Bhat AH, Ireana Yusra AF (2012) Green composites from sustainable cellulose nanofibrils: a review. Carbohydr Polym 87(2):963–979
Ashori A, Nourbakhsh A (2010) Performance properties of microcrystalline cellulose as a reinforcing agent in wood plastic composites. Compos Part B 41(7):578–581
Ibrahim MM, El-Zawawy WK, Jüttke Y et al (2013) Cellulose and microcrystalline cellulose from rice straw and banana plant waste: preparation and characterization. Cellulose 20(5):2403–2416
Trache D, Hussin MH, Hui Chuin CT et al (2016) Microcrystalline cellulose: isolation, characterization and bio-composites application—A review. Int J Biol Macromol 93:789–804
Mathew AP, Oksman K, Sain M (2005) Mechanical properties of biodegradable composites from poly lactic acid (PLA) and microcrystalline cellulose (MCC). J Appl Polym Sci 97(5):2014–2025
Reis MO, Zanela J, Olivato J et al (2014) Microcrystalline cellulose as reinforcement in thermoplastic starch/poly(butylene adipate-co-terephthalate) films. J Polym Environ 22(4):545–552
Sun X, Lu C, Liu Y et al (2014) Melt-processed poly(vinyl alcohol) composites filled with microcrystalline cellulose from waste cotton fabrics. Carbohydr Polym 101:642–649
Shankar S, Rhim JW (2016) Preparation of nanocellulose from micro-crystalline cellulose: the effect on the performance and properties of agar-based composite films. Carbohydr Polym 135:18–26
Pachuau L, Malsawmtluangi C, Nath NK et al (2013) Physicochemical and functional characterization of microcrystalline cellulose from bamboo (Dendrocalamus longispathus). Int J PharmTech Res 5(4):1561–1571
Pachuau L, Vanlalfakawma DC, Tripathi SK, Lalhlenmawia H (2014) Muli bamboo (Melocanna baccifera) as a new source of microcrystalline cellulose. J Appl Pharm Sci 4(11):087–94
Abdul Khalil HPS, Lai TK, Tye YY et al (2018) Preparation and characterization of microcrystalline cellulose from sacred bali bamboo as reinforcing filler in seaweed-based composite film. Fibers Polym 19(2):423–434
Chuayjuljit S, Su-Uthai S, Charuchinda S (2010) Poly(vinyl chloride) film filled with microcrystalline cellulose prepared from cotton fabric waste: properties and biodegradability study. Waste Manag Res 28(2):109–117
Das K, Ray D, Bandyopadhyay NR, Sengupta S (2010) Study of the properties of microcrystalline cellulose particles from different renewable resources by XRD, FTIR, nanoindentation. TGA and SEM. J Polym Environ 18(3):355–363
ASTM International (2012) ASTM D882: Standard test method for tensile properties of thin plastic sheeting. ASTM Stand. https://doi.org/10.1520/D0882-12.2
Ma Z, Ma Y, Qin L et al (2016) Preparation and characteristics of biodegradable mulching films based on fermentation industry wastes. Int Biodeterior Biodegradation 111:54–61
Tan Z, Yi Y, Wang H et al (2016) Physical and degradable properties of mulching films prepared from natural fibers and biodegradable polymers. Appl Sci 6(5):147
Segal L, Creely JJ, Martin AE, Conrad CM (1959) an empirical method for estimating the degree of crystallinity of native cellulose using the X-ray diffractometer. Text Res J 29(10):786–794
Chen W, Yu H, Liu Y et al (2011) Isolation and characterization of cellulose nanofibers from four plant cellulose fibers using a chemical-ultrasonic process. Cellulose 18(2):433–442
Khan A, Khan RA, Salmieri S et al (2012) Mechanical and barrier properties of nanocrystalline cellulose reinforced chitosan based nanocomposite films. Carbohydr Polym 90(4):1601–1608
Huq T, Salmieri S, Khan A et al (2012) Nanocrystalline cellulose (NCC) reinforced alginate based biodegradable nanocomposite film. Carbohydr Polym 90(4):1757–1763
Reddy JP, Rhim JW (2014) Characterization of bionanocomposite films prepared with agar and paper-mulberry pulp nanocellulose. Carbohyd Polym 110:480–488
Balakrishnan P, Gopi S, Sreekala MS, Thomas S (2018) UV resistant transparent bionanocomposite films based on potato starch/cellulose for sustainable packaging. Starch/Staerke 70(1–2):1700139
Acknowledgments
The researchers would like to thank the collaboration between Chemical Education Department, Universitas Syiah Kuala, Banda Aceh, Indonesia and School of Industrial Technology, Universiti Sains Malaysia, Penang, Malaysia that has made this work possible.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Hasan, M., Lai, T.K., Gopakumar, D.A. et al. Micro Crystalline Bamboo Cellulose Based Seaweed Biodegradable Composite Films for Sustainable Packaging Material. J Polym Environ 27, 1602–1612 (2019). https://doi.org/10.1007/s10924-019-01457-4
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-019-01457-4