
Abstract
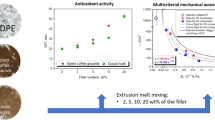
Particulate composites based on poly(lactic acid) and poly(butylene succinate) biopolymers have been formulated. Silver skin, the by-product derived from the roasting of coffee beans, has been used as a filler up to a 30 wt% of loading. The microstructure, crystallinity, thermal stability, mechanical properties and water absorption of the derived composites have been investigated. Data so far collected underline that a trade-off of the mechanical properties can be obtained by adding the filler, while the overall amount of crystallinity remains constant. Up to the highest filler content, moisture uptake follows a Fichian behaviour while the value of the contact angle is slightly increased by modification. Thus, silver skin, which actually is used for fuel or soil fertilization, finds here a different environmentally friendly valorization into the field of biocomposites.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Circular economy is becoming an imperative goal of society in order to ensure further sustainable developments. Waste valorisation is a key aspect of this challenge. Agricultural wastes offer the advantage of being generally non-toxic and can consequently be recycled without any pre-treatment. Agro-wastes can be exploited to recover valuable chemicals. Antioxidant [1,2,3,4] are one of the main products that can be obtained. However, ad hoc chemical treatments are requested to recover substances from agro-wastes: this approach implies economical efforts and does not completely eliminate the problem of wastes. A different approach takes advantage on the use of agro-wastes as fillers to produce polymer matrix composites on account of their almost negligible cost. Although traditional oil-derived commodities, such as polyethylene, polypropylene or PVC [5,6,7,8,9,10] can be loaded by these fillers, higher environmental benefits can be obtained by using renewable polymers as a matrix. PLA is the most investigated among them [11]. Residuals of wine production [12], orange peel flour [13], lignin based fillers [14, 15], farm dairy effluents [16], almond shells [17] and nutshells [18] have been used as a dispersed second phase.
PBS is another renewable polyester gaining attention as a potential substitute for the traditional materials in packaging [19,20,21,22,23,24].
Coffee is one other important, widespread source of agro-wastes [25, 26]. It has been investigated in different forms either as a source of antioxidant and valuable chemicals [27,28,29,30] and as a filler in composites [31,32,33,34,35,36]. Silver skin is the integument surrounding the coffee beans and after the roasting process, it becomes a by-product. About one hundred kilograms of silver skin is produced out of five ton of roasted coffee. Some researchers have been made to promote its recycling [37, 38], but presently silver skin is just sent to damping. In the present study, the formulation of composites containing up to a 30 wt% of silver skin as a filler have been investigated exploiting PLA and PBS as matrixes. The most predictable use of these materials is in the packaging industry, which offers the opportunity of employing large amounts of wastes. At the same time, waste loading can lower the overall material price that is presently the limiting factor to the widespread diffusion of renewable polymers. So far, the mechanical properties, thermal stability and moisture interaction of the composites have been investigated to assess materials reliability to this task.
Experimental
Materials
Commercial PLA (Ingeo™ Biopolymer 3100HP) with a density of 1.24 g/ml and a MFR of 24 g/10 min (210 °C, 2.16 kg) was obtained from NatureWorks. Commercial PBS (PBE003) with a density of 1.26 g/ml with a MFR of 4–6 g/10 min (190 °C, 2.16 kg) was obtained from NaturePlast.
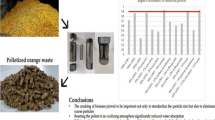
The filler, silver skin (hereafter referred to as SSK), was kindly supplied by Cagliari spa (Modena, Italy). The morphology of the as received SSK is reported in Fig. 1. Before compounding, SSK was ball-milled for 20 min to obtain the final particle size distribution reported in Fig. 2 and the morphology shown in the same Figure. The milled waste has an almost equiaxed shape lacking the high l/d values typical of fibers reinforcement.

Morphology of the as received SSK

Size distribution and morphology of ball-milled SSK
Filler Characterization
The total content of C, H, N and S was determined by combustion of the samples in an O2 atmosphere using the Elemental Analyzer THERMOFISHER mod. FLASH 2000. The surface chemical composition of SSK was evaluated by ATR FT-IR over the wavenumber range 650–4000 cm−1 by accumulation of 32 scans at a resolution of 4 cm−1, using a Perkin Elmer Spectrum One FT-IR spectrometer equipped with a Universal ATR sampling accessory.
The mineralogical analysis of the silver skin powder was carried out by using a conventional Bragg–Brentano powder diffractometer (PW3710, Phillips) with Ni-filtered Cu Kα radiation using brackett holder. The patterns have been recorded on the powdered sample (< 38 μm in size) in the 5–70° 2θ range (step size 0.02° and 1 s counting time for each step). The identification of crystalline phases was made under comparison with data on the JCPDS files.
Composite Manufacturing
Braebender® batch mixer was used to mix PLA and PBS with SSK (10, 20 and 30 wt% respect to the polymer). Compounding was carried out at 190 °C (PLA) and 125 °C (PBS) respectively for 10 min at 60 rpm. Before compounding, all materials were treated for 12 h in vacuo at 60 °C to eliminate adsorbed moisture. The obtained materials were milled at low temperature. The samples prepared reported in Table 1 are named PBSXSSK, or PLAXSSK where X is 10, 20 or 30 wt%. Out of the derived powders, the following specimens were obtained: dog-bone samples (2 × 5 × 30 mm) to be submitted to tensile tests, discs with a 30 mm diameter and 1 mm thickness for contact angle and moisture absorption tests.
Tests and Procedures
Thermal stability of the materials was evaluated from the thermograms recorded from 50 to 800 °C in nitrogen flow (40 ml/min), scan rate 10 °C/min, by means of a Thermo Gravimetric PerkinElmer TGA4000.
The calorimetric analysis was carried out by means of a Perkin Elmer DSC6. Measurements were performed under nitrogen flow. To delete their previous thermal history, samples (about 10 mg) were first heated at 20 °C min−1 from 40 to 140 °C (PBS) or 220 °C (PLA), kept at the highest temperature for 2 min and then cooled to − 60 °C (PBS) or 0 °C (PLA) at 10 °C min−1. After this thermal treatment, the samples were analyzed by heating from − 60 °C or 0 °C to 140 °C or 220 °C at 10 °C min−1 (2nd scan). During the cooling scan the crystallization temperature (Tc) and the enthalpy of crystallization (∆Hc) were measured. During the 2nd scan the glass transition temperature (Tg), the melting temperature (Tm), the enthalpy of melting (∆Hm), the cold crystallization temperature (Tcc) and its enthalpy (∆Hcc) were measured. The degree of crystallinity (Xc) of the composites was calculated according to Eq. (1):
where \(\left( {\Delta H^{0}_{m} } \right)\) is the enthalpy of 100% crystalline PLA (91.0 J/g) [39] or PBS (200.0 J/g) [40] and w is the weigth fraction of PLA or PBS in the composites.
Tensile tests were performed by an INSTRON 5966 series apparatus equipped with a 10kN load cell (test speed 5 mm/min, room temperature 19 ± 1 °C and 70 ± 10% R.H.) on five samples for each composition. The value of the Young modulus was obtained from the stress/strain curve without the use of extensometer, thus providing a lower value than that usually reported for PLA and PBS.
SEM analysis (FEI, XL20 microscope, secondary electrons detector) was carried out on the waste powders or on the unperturbed fracture surfaces of samples submitted to the tensile tests, after aluminium sputtering by means of an EMITECH mod. K550 equipment.
Water absorption has been measured on three disks for each composition. Samples were previously dried in vacuo at 60 °C for 24 h, to determine the initial dry weight; afterwards, they were stored at 98 ± 1% R.H. and 25 ± 1 °C and the weight was determined at scheduled times.
The water contact angles were measured using a drop shape analyser (DSA30S- Kruss). For every measurement point, the average value of contact angles measured on five locations on the sample was taken.
Results and Discussion
Silver Skin Characterization
The elemental analysis of SSK can be summarised as it follows: N% 3.24; C% 44.07; H% 5.81; S% 0.00, ashes 9.32 wt% (550 °C after 4 h). Compared to the composition of other wastes deriving from the production of soluble coffee [25], SSK shows a higher amount of nitrogen and lower amounts of carbon and hydrogen. Data are quite similar to those of others SSK [37].
Figure 3 reports the X-ray analysis of the waste. The major crystalline peak occurs at 2θ = 23°, which represents the cellulose crystallographic plane (002 Brag Brentano) [41] while the remaining waste shows an amorphous character as underlined by the shape of the diffractogram at low 2θ values.

X-ray analysis of SSK
ATR FT-IR spectrum of SSK (Fig. 4) shows the characteristic absorption bands of lignocellulosic materials, mainly consistent in polysaccharides (cellulose, hemicellulose), lignin, proteins, fats and minerals. The broad band around 3300 cm−1 is due to OH and NH stretching. Asymmetric and symmetric CH stretching are visible at 2920 and 2850 cm−1. The latter band is reported in many caffeinated beverages and is usually associated to the methyl group in caffeine, while the first band is reported to be related to lipids [37]. The presence of caffeine is confirmed by the carbonyl stretching at 1640 cm−1. Such band is also associated to chlorogenic acid [42] or adsorbed water [43]. The intense band at 1030 cm−1 is due to C–O stretching and CH rocking vibrations from polysaccharides. Those findings are in agreement with literature [37, 42, 43].

FT-IR spectrum of SSK
Concerning the thermal properties of SSK, Fig. 5 shows the TGA profile and the corresponding derivative curve. A 5 wt% loss takes place at low temperature (< 180 °C) due to water removal. The main decrease (about 50 wt%) takes place in SSK from 220 to 370 °C. This corresponds to the overlapping of two decomposition peaks, the lower referred to the decomposition of hemicellulose and the higher to cellulose [44].

TGA and dTGA profiles of SSK
This confirms data obtained from FT-IR and X-ray results. The remaining material, about 30 wt% of the whole amount, is partially made of lignin as witnessed by the small peak at 450 °C, which can be associated to partial decomposition of lignin and proteins. No further loss takes place up to the highest investigated temperature.
Composite Characterization
TGA curves of composites containing SSK from 10 to 30 wt% prepared using commercial PLA and PBS are reported in Fig. 6, while the thermal data are summarized in Table 1. As can be seen both PLA (Fig. 6a) and PBS (Fig. 6b) composites up to about 200 °C show the same behaviour as the one of the plain matrix. The curves, as well as the Tonset data, highlight that all composites present lower thermal stability as a function of filler loading: PLA and PBS matrix, having higher thermal stability respect to SSK, play a dominant role in thermal behaviour. The decrease can be due to two main reasons: the metals present in SSK, which can catalyse the degradation of the matrix as underlined in other researches [37, 45], and the moisture released by the filler, which can induce hydrolysis of the ester groups. This behaviour is more marked in PLA series probably because PLA is more sensitive to temperature and hydrolysis respect to PBS.

TGA profiles of a PLA and its SSK composites and b PBS and its SSK composites
The results of DSC analysis are summarized in Table 2. The values of enthalpy have been referred to the amount of matrix present in the different composites.
For PLA, the main difference is found on the values of Tc that are at least 5 degrees below that of the plain matrix. The amount of crystallized polymer is also slightly decreased, thus indicating that the filler hinders the growth of the polymeric crystals and inhibits crystallization. This trend is not confirmed for the 30 wt% composition, in fact in this case the thermal data are closed to the one of the neat polymer. During the subsequent heating treatment, as also reported in literature [46], the polymer matrix is able to recrystallize (Tcc) at high temperature and then melts at around 175 °C. The presence of the cold crystallization is caused by a primary nucleation occurring above its Tg, when polymer chains become flexible and achieve an ordered state via an exothermic process. The addition of SSK in general seems to decrease this phenomenon in particular for the 30 wt% composition. PBS instead crystallizes at 84 °C and melts at 115 °C. The composites do not show any significant difference respect to the homopolymer: all parameters (Tc, ∆Hc, Tm, ∆Hm) are quite similar and unaffected by the presence of the filler. Moreover, for both the polymer series, the addition of SSK determines an increase of the degree of crystallinity as already reported by Sarasini et al. [37].
With regards to the tensile properties Fig. 7 shows the typical stress–strain curves while Table 3 summarizes the corresponding mechanical properties (i.e. strength, modulus and deformation at break) for PLA and PBS composites. For both polymers, the addition of SSK increases the value of the elastic modulus. The increase is particularly strong in the case of PBS (+ 130% at 30 wt% of filler) but it is also remarkable in PLA (+ 30% at 30 wt% of filler). This can be considered as evidence of an efficient dispersion and wettability of the filler in the relative matrix. In both polymers, the deformation at break decreases as the amount of filler increases. This behavior has already been found in other composites where thermoplastic matrix has been modified by the addition of natural fibres [47,48,49,50]. As to what concerns tensile strength the effect is different in the two polymers. In PBS values are almost unaffected by the addition of SSK. In PLA based materials tensile strength decreases as the amount of filler increases particularly at the highest concentration. Different effects may contribute, in this case, to the frequently observed decrease in the tensile strength of filled thermoplastic matrix. First of all, degradation reactions taking place during compounding [51], leading to a decrease in PLA molecular weight accelerated by the presence of metal ions in SSK and then the slight hindering effect of the filler on crystalline phase development in the samples, as observed in DSC measurements. These processes are not observed in PBS composites due to the lower compounding temperature (125 °C compared to the 190 °C of PLA). In the present research, it was not possible to determine the mechanical properties (i.e. tensile strength, elastic modulus) of the filler (SSK) and this hinders the possibility to perform detailed theorical analysis of the mechanical properties of the composites.

Stress–strain curves from tensile tests of a PLA and its SSK composites and b PBS and its SSK composites
Figure 8 shows the fracture surfaces of PLA composites disclosing the composites microstructure, while Fig. 9 shows the fracture surfaces of PBS composites. No evidence of not homogeneous dispersion of the filler is observed even at the highest amounts in both composites. Filler addition creates a rougher surface than that of the plain polymers. However, no enhanced yielding is detected, as found for other organic fillers used to formulate PLA composites [12], in agreement with the decrease of the deformation at break reported in Table 2.

Fracture surfaces of PLA based materials

Fracture surfaces of PBS based materials
The values of contact angle are reported in Fig. 10, as a function of the waste amount. An increase is found in both materials as the amount of SSK increases, but it is more pronounced in PLA series. However, the data are associated to standard deviation values rather large, indicating a certain lack of homogeneity of the surface.

Contact angle versus SSK content for the investigated composites
Water absorption is shown in Figs. 11a PLA and Fig. 11b PBS reported as a function of the squared root of time (hours).

Moisture absorption in a PLA and its composites and b PBS and its composites
SSK progressively increases the overall amount of absorbed water. The absorption trend is however asymptotic and the process still follows, even at the highest SSK content, Fickian behaviour. On account of the drastic conditions of humidity applied during the tests and on the limited increase on water uptake, all composites can be still considered reliable in packaging applications.
Conclusions
The main conclusions from the experimental work can thus be summarised:
-
It is feasible to produce composite materials by adding up to a 30 wt% of silver skin to PLA and PBS polymers.
-
This addition is particularly positive in PBS, where a large increase in the Young modulus is obtained, without decreasing the tensile strength of the materials. Moreover, the crystallization kinetic of the compounds is unaltered even at the highest silver skin content.
-
In PLA a trade off concerning the mechanical properties can be obtained since the value of the Young modulus is increased while the tensile strength is progressively reduced on increasing the filler amount. Crystallization is only slightly hindered by the presence of silver skin.
-
These differences can derive from the higher compounding temperature necessary in PLA composites that can lead to a partial decomposition of the filler affecting PLA performances.
-
This approach has a high potential as to what concerns the diffusion of two of the most promising renewable polymers in packaging by both reducing the amount of matrix, that is presently more expensive than oil derived materials, and avoiding damping of silver skin.
References
Koutrotsios G, Kalogeropoulos N, Kaliora AC (2018) J Agric Food Chem 66(24):5971
Haas ID, Toaldo IM, Burin VM, Bordignon-Luiz MT (2018) Ind Crops Prod 112:593
Pinela J, Prieto MA, Barreiro MF (2017) Innovative Food Sci Emerg Technol 41:160
Iyer KA, Zhang L, Torkelson JM (2016) ACS Sustain Chem Eng 4:881
Kaya N, Atagur M, Akyu O, Seki Y, Sarikanat M, Sutcu M, Seydibeyoglu MO, Sever M (2018) Composites Part B 150:277
Lanjewar SR, Bari PS, Hansora DP (2018) Sci Eng Comp Mater 25:373
Mousa A, Heinrich G, Gohs U, Hassler R (2009) Polym Plast Technol Eng 4:1030
Mishra S, Verma J (2006) J Appl Polym Sci 101:2530
Mishra S, Naik JB (2005) Polym Plast Technol Eng 44:511
Chun KS, Yeng CM, Hussiensyah S (2018) Polym Comp 39:2441
Murariu M, Dubois P (2016) Adv Drug Delivery Rev 107:17
Saccani A, Sisti L, Manzi S, Fiorini M (2019) Polym Comp 40:1378
Quiles-Carrillo L, Montanes N, Lagaron MJ (2018) Polym Int 67:1341
Spiridon I, Leluk K, Resmerita AM, Darie RN (2015) Composites Part B 69:342
Liao H, Wu C (2012) J Polym Eng 32:435
Le Guen M, Thoury-Monbrun V, Castellano Rolda JM, Hill SJ (2017) J Polym Environ 25:419
Essabira H, Bensalah MO, Rodrigue D, Bouhfid R, Qaiss A (2016) Carbohydr Polym 143:70
Quiles-Carrillo L, Montanes N, Garcia-Garcia D (2018) Composites Part B 147:76
Frollini E, Bartolucci N, Sisti L, Celli A (2015) Polym Test 45:168
Sisti L, Totaro G, Vannini M, Fabbri P, Kalia S, Zatta A, Celli A (2016) Ind Crops Prod 81:56
Sisti L, Totaro G, Marchese P (2016) In: Kalia S, Averous L (eds) Biodegradable and biobased polymers for environmental and biomedical application. Wiley, Beverly, p 225
Sisti L, Kalia S, Totaro G, Vannini M, Negroni A, Zanaroli G, Celli A (2018) J Environ Chem Eng 6(4):4452
Totaro G, Sisti L, Vannini M, Marchese P, Tassoni A, Lenucci MS, Lamborghini M, Kalia S, Celli A (2018) Composites Part B 139:195
Thakur K, Kalia S, Kaith BS, Pathania D, Kumar A, Thakur P, Knittel CE, Schauer CL, Totaro G (2016) J Environ Chem Eng 4:1743
Pujol D, Liu C, Gominho J, Olivella MA, Fiol N, Villaescusa I, Pereira H (2013) Ind Crops Prod 50:423
Esquivel P, Jiménez VM (2012) Food Res Int 46:488
Regazzoni L, Saligari F, Marinello C (2016) J Funct Foods 20:472
Murthy M, Pushpa S, Naidu M (2012) Food Bioprocess Technol 5:897
Janissen B, Huynh T (2018) Resour Conserv Recycl 128:110
Pushpa S, Murthy M, Naidu M (2012) Resour Conserv Recycl 66:45
Baek B, Park J, Lee B, Kim HJ (2013) J Polym Environ 21:702
Wu C (2015) Polym Degrad Stab 121:51
Cacciotti I, Mori S, Cherubini V, Nanni F (2018) Int J Biol Macromol 112:567
Reis KC, Pereira L, Melo NIC, Marconcini A, Trugilho JM, Tonoli PF (2015) Mater Res 18(3):546
Murthy PS, Naidu MM (2012) Resour Conserv Recycl 66:45
Oliveira M, Mota C, Abreu AS, Nobrega JM (2015) J Polym Eng 35:401
Sarasini F, Tirillo J, Zuorro A, Maffei G, Lavecchia R, Puglia D, Dominici F, Luzi F, Valente T, Torre L (2018) Ind Crops Prod 118:311
Sung SH, Chang Y, Han J (2017) Carbohydr Polym 169:495
Pyda M, Bopp RC, Wunderlich B (2004) J Chem Thermodyn 36:731
Liang ZC, Pan PJ, Zhu B, Dong T, Inoue Y (2010) J Appl Pol Sci 115:3559
Imane K, Hamid S (2018) Ind Crops Prod 124:787
Ballesteros LF, Teixeira JA, Mussatto SI (2014) Food Bioprocess Technol 7:3493
Alghooneh A, Amini AM, Behrouzian F, Razav SMA (2017) Int J Food Prop 20:2830
Azwa ZN, Yousif BF, Manalo AC, Karunasena W (2013) Mater Des 47:424
Moustafa H, Guizani C, Dupont C, Martin V, Jeguirim M, Dufresne A (2017) ACS Sustain Chem Eng 5:1906
Sisti L, Belcari J, Mazzocchetti L, Totaro G, Vannini M, Giorgini L, Zucchelli A, Celli A (2016) Polym Test 50:283
Jiang N, Yu T, Li Y (2018) J Polym Evinron 26:3176
Wan Lu, Shuai Zhou, Yanhua Zhang (2019) Int J Biol Macromol 125:1093
Araújo RS, Marques MFV, de Oliveira PF, Rezende CC (2018) J Polym Environ 26:3785
Loureiro NC, Esteves JL, Viana JC, Ghosh S (2014) Composites Part B 60:603
Khanlou HM, Woodfield P, Summerscales J, Francucci G, King B, Talebian S, Foroughi G, Hall W (2018) Measurement 116:367
Acknowledgements
This research did not receive any specific grant from funding agencies in the public, commercial, or not-for-profit sectors. Thanks are due to Cagliari spa (Modena, Italy) for supplying silver skins.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Totaro, G., Sisti, L., Fiorini, M. et al. Formulation of Green Particulate Composites from PLA and PBS Matrix and Wastes Deriving from the Coffee Production. J Polym Environ 27, 1488–1496 (2019). https://doi.org/10.1007/s10924-019-01447-6
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-019-01447-6